2. Q. Huang, N. Baluc, Y. Dai, S. Jitsukawa, A. Kimura, J. Konys, R. J. Kurtz, R. Lindau, T. Muroga, G. R. Odette, B. Raj, R. E. Stoller, L. Tan, H. Tanigawa, A. A. F. Tavassoli, T. Yamamoto, F. Wan, and Y. Wu, Recent Progress of R&D Activities on Reduced Activation Ferritic/Martensitic Steels,
J. Nucl. Mater. 442 (2013) S2ŌĆōS8.
https://dx.doi.org/10.1016/j.jnucmat.2012.12.039
[CROSSREF] 3. H. K. Kim, J. W. Lee, J. Moon, C. H. Lee, and H. U. Hong, Effects of Ti and Ta Addition on Microstructure Stability and Tensile Properties of Reduced Activation Ferritic/Martensitic Steel for Nuclear Fusion Reactors,
J. Nucl. Mater. 500 (2018) 327ŌĆō336.
https://doi.org/10.1016/j.jnucmat.2018.01.008
[CROSSREF] 7. B. van der Schaaf, D. S. Gelles, S. Jitsukawa, A. Kimura, R. L. Klueh, and G. R. Odette, Progress and Critical Issues of Reduced Activation Ferritic/Martensitic Steel Development,
J. Nucl. Mater. 283-287 (2000) 52ŌĆō59.
https://doi.org/10.1016/S0022-3115(00)00220-8
[CROSSREF] 8. Q. Huang, C. Li, Y. Li, M. Chen, M. Zhang, L. Peng, Z. Zhu, Y. Song, and S. Gao, Progress in Development of China Low Activation Martensitic Steel for Fusion Application,
J. Nucl. Mater. 367-370 (2007) 142ŌĆō146.
https://doi.org/10.1016/j.jnucmat.2007.03.153
[CROSSREF] 9. K. Laha, S. Saroja, A. Moitra, R. Sandhya, M. D. Mathew, T. Jayakumar, and E. Rajendra Kumar, Development of India-Specific RAFM Steel through Optimization of Tungsten and Tantalum Contents for Better Combination of Impact, Tensile, Low Cycle Fatigue and Creep Pro- perties,
J. Nucl. Mater. 439 (2013) 41ŌĆō50.
https://doi.org/10.1016/j.jnucmat.2013.03.073
[CROSSREF] 10. B. Arivazhagan, G. Srinivasan, S. K. Albert, and A. K. Bhaduri, A Study on Influence of Heat Input Variation on Microstructure of Reduced Activation Ferritic Martensitic Steel Weld Metal Produced by GTAW Process,
Fusion Eng. Des. 86 (2011) 192ŌĆō197.
https://doi.org/10.1016/j.fusengdes.2010.12.035
[CROSSREF] 11. G. Srinivasan, B. Arivazhagan, S. K. Albert, and A. K. Bhaduri, Development of Filler Wires for Welding of Reduced Activation Ferritic Martenstic Steel for India's Test Blanket Module of ITER,
Fusion Eng. Des. 86 (2011) 446ŌĆō451.
https://doi.org/10.1016/j.fusengdes.2011.04.003
[CROSSREF] 17. J. Rensman, J. van Hoepen, J. B. M. Bakker, R. den Boef, F. P. van den Broek, and D. L. E. van Essen, Tensile Properties and Transition Behaviour of RAFM Steel Plate and Welds Irradiated up to 10 dpa at 300?,
J. Nucl. Mater. 307-311 (2002) 245ŌĆō249.
https://doi.org/10.1016/S0022-3115(02)01196-0
[CROSSREF] 22. C. Li, Q. Huang, Q. Wu, S. Liu, Y. Lei, T. Muroga, T. Nagasaka, J. Zhang, and J. Li, Welding Techniques Deve- lopment of CLAM Steel for Test Blanket Module,
Fusion Eng. Des. 84 (2009) 1184ŌĆō1187.
https://doi.org/10.1016/j.fusengdes.2008.12.039
[CROSSREF] 24. H. U. Hong, Research Trends of Welding Technology of RAFM Steels for Blanket Module of Nuclear Fusion Reactor, Mater. Yard (Jairyo-Madang, in Korean). 32 (2019) 16ŌĆō29.
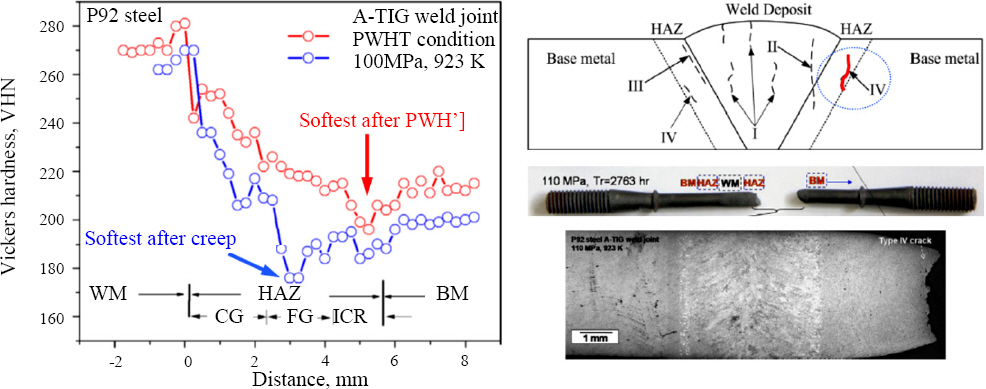
26. K. Y. Shin, J.-W. Lee, J.-M. Han, K.-W. Lee, B.-O. Kong, and H.-U. Hong, Transition of Creep Damage Region in Dissimilar Welds between Inconel 740H Ni-based Superalloy and P92 Ferritic/Martensitic Steel,
Mater. Charact. 139 (2018) 144ŌĆō152.
https://doi.org/10.1016/j.matchar.2018.02.039
[CROSSREF] 28. S. Tsukamoto, Y. Liu, T. Shirane, M. Tabuchi, and F. Abe. Improvement of Microstructure Stability during Creep in High Cr Ferritic Heat Resitance Steel HAZ Trends in Welding Research, Proc. 9 th. Int. Conf. ASM International; Chicaco, USA: (2012), p. 1ŌĆō10
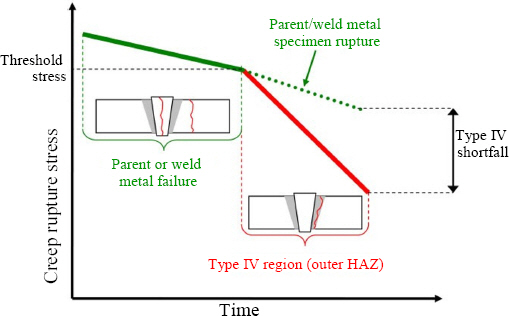
29. F. Abe, M. Tabuchi, S. Tsukamoto, and T. Shirane, Micro- structure Evolution in HAZ and Suppression of Type IV Fracture in Advanced Ferritic Power Plant Steels,
Int. J. Press. Vessel. Pip. 87 (2010) 598ŌĆō604.
https://doi.org/10.1016/j.ijpvp.2010.08.005
[CROSSREF] 30. H. U. Hong, Investigation on High-Temperature Mechanical Degradation Mechanisms of RAFM Steels for Blanket Modules of Fusion Reactor, Nuclear Fusion Basic R&D Program, Report:NRF-2016M1A7A1A01005877. (2016)
31. T. Sakthivel, M. Vasudevan, K. Laha, P. Parameswaran, K. S. Chandravathi, S. Panneer Selvi, V. Maduraimuthu, and M. D. Mathew, Creep Rupture Behavior of 9Cr- 1.8W-0.5Mo-VNb (ASME grade 92) Ferritic Steel Weld Joint,
Mater. Sci. Eng. A. 591 (2014) 111ŌĆō120.
https://doi.org/10.1016/j.msea.2013.10.071
[CROSSREF] 32. K. Shinozaki, D. Li, H. Kuroki, H. Harada, K. Ohishi, and T. Sato, Observation of Type IV Cracking in Welded Joint of High Chromium Ferritic Heat Resistant Steels,
Sci. Technol. Weld. Join. 8 (2003) 289ŌĆō295.
https://doi.org/10.1179/136217103225005444
[CROSSREF] 35. L. Falat, A. V├Įrostkov├Ī, M. Svoboda, and O. Milkovi─Ź, The Influence of PWHT Regime on Microstructure and Creep Rupture Behaviour of Dissimilar T92/TP316H Ferritic/Austenitic Welded Joints with Ni-Based Filler Metal,
Kovove Mater. 49 (2011) 417ŌĆō426.
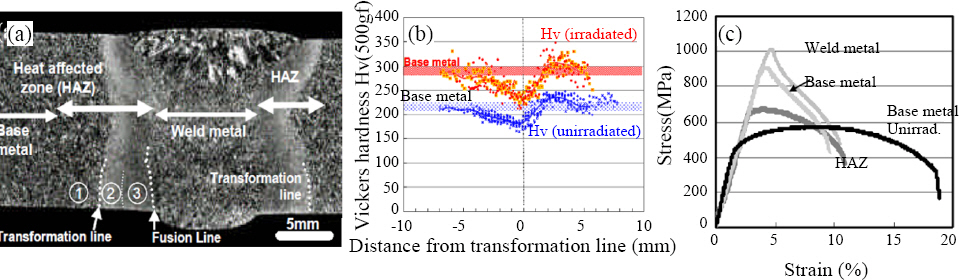
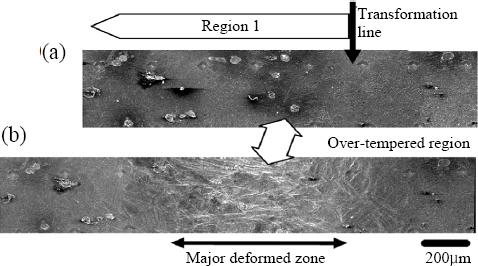
[CROSSREF] 36. H. Tanigawa, M. Ando, T. Sawai, K. Shiba, N. Hashi-moto, and R. L. Klueh, Microstructure and Hardness Variation in a TIG Weldmet of Irradiated F82H,
Fusion Sci. Tech. 44 (2017) 219ŌĆō223.
https://doi.org/10.13182/FST03-A337
[CROSSREF]






 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



