


1. ņä£ ļĪĀ
ņ¦ĆņåŹĻ░ĆļŖźĒĢ£ ļ░£ņĀäņØä ņ£äĒĢ┤ ņŚÉļäłņ¦ĆņØś ņāØņé░ ļ┐Éļ¦īņØ┤ ņĢäļŗłļØ╝ ņŚÉļäłņ¦ĆņØś ĒÜ©ņ£©ņĀüņØĖ ņé¼ņÜ®ļÅä ņĀÉņ░© ņżæņÜöĒĢśĻ▓ī Ļ│ĀļĀżļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ņŚÉ ņĀäĻĖ░ ņ×ÉļÅÖņ░©, ņ▓ĀļÅä, ņ×¼ņāØ ņŚÉļäłņ¦Ć ļō▒ņØś ņé░ņŚģņŚÉņä£ Ē¢źņāüļÉ£ ĒÜ©ņ£©ņØś ņĀäļĀź ļ░śļÅäņ▓┤ ņåīņ×ÉĻ░Ć ņĄ£ĻĘ╝ ņŻ╝ļ¬®ļ░øĻ│Ā ņ׳ļŗż. ņ”ē, ĻĖ░ņĪ┤ Si ņåīņ×¼ ĻĖ░ļ░śņØś ņåīņ×É ļīĆņŗĀ SiCļéś GaNņÖĆ Ļ░ÖņØĆ ĒÖöĒĢ®ļ¼╝ļ░śļÅäņ▓┤(wide band-gap, WBG) ņåīņ×¼ļź╝ ņĀäļĀźļ░śļÅäņ▓┤ ņåīņ×ÉļĪ£ ņĀüņÜ®ĒĢśņŚ¼ ņĀäļĀźņØś ļ│ĆĒÖś ļ░Å ļČäļ░░ ļō▒ ņĀäļĀźļ░śļÅäņ▓┤ ĻĄ¼ļÅÖ Ļ│╝ņĀĢņŚÉņä£ņØś ņŚÉļäłņ¦Ć ņåÉņŗżņØä ĒÜŹĻĖ░ņĀüņ£╝ļĪ£ ņżäņØ┤Ļ│Āņ×É ĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ņĀä ņäĖĻ│äņĀüņ£╝ļĪ£ ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż1,2). ĒŖ╣Ē׳ WBG ņåīņ×ÉņŚÉņä£ņØś ĒÜ©ņ£© Ē¢źņāüņØĆ ĻĄ¼ļÅÖ ņś©ļÅäņØś Ē¢źņāüĻ│╝ ņ¦üņĀæņĀüņ£╝ļĪ£ ņŚ░Ļ│äļÉśļ»ĆļĪ£ 300 ┬░CņŚÉ ņØ┤ļź┤ļŖö ĻĄ¼ļÅÖ ņś©ļÅäņØś ĻĄ¼ĒśäĻ╣īņ¦ĆļÅä ĻČüĻĘ╣ņĀüņØĖ ļ¬®Ēæ£ļĪ£ ņäżņĀĢļÉ£ ņāüĒÖ®ņØ┤ļŗż2). ņØ┤ Ļ▓ĮņÜ░ ņåīņ×ÉņØś ņĀæĒĢ®ļČĆ ņåīņ×¼ļĪ£ ņé¼ņÜ®ļÉśļŖö ĻĖ░ņĪ┤ Ļ│Ā Pb ĒĢ©ņ£Ā ņåöļŹö(solder) ĒĢ®ĻĖłņØĆ ĻĘĖ ņ£ĄņĀÉņØ┤ 300 ┬░C ļé©ņ¦ōĒĢ£ ņāüĒÖ®ņØ┤ļ»ĆļĪ£ Ē¢źĒøä ļŹö ņØ┤ņāü ņĀüņÜ®ņØ┤ ļČłĻ░ĆļŖźĒĢśĻĖ░ņŚÉ ņØ┤ļź╝ ļīĆņ▓┤ĒĢśļŖö ņåīņ×¼ņØś Ļ░£ļ░£ ļ░Å ņĀüņÜ® Ļ│ĄņĀĢņØś Ļ░£ļ░£ ņŚ░ĻĄ¼Ļ░Ć ļ¦żņÜ░ ņŗ£ĻĖēĒĢ£ ņāüĒÖ®ņØ┤ļŗż. ņ”ē, ņåīņ×ÉņØś ņĢłņĀĢņĀüņØĖ Ļ│Āņś© ĻĄ¼ļÅÖņØä ļ│┤ņןĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ļåÆņØĆ ņ£ĄņĀÉņØä Ļ░Ćņ¦ĆļŖö ļé┤ņŚ┤ņä▒ņØś ĻĖłņåŹ ņåīņ×¼ļź╝ ņĀüņÜ®ĒĢśņŚ¼ņĢ╝ ĒĢśļŖöļŹ░, ņØ┤ ņåīņ×¼Ļ░Ć ņĀ£ņĪ░Ļ│ĄņĀĢ ņāü ņÜ░ņłśĒĢ£ ņāØņé░ņä▒ņØä ļéśĒāĆļé┤ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņĀ£ĒĢ£ļÉ£ ņĀæĒĢ® Ļ│ĄņĀĢņś©ļÅä(ļ│┤ĒåĄ 350 ┬░C ņØ┤ĒĢś) ļé┤ņŚÉņä£ ļ╣ĀļźĖ ņĀæĒĢ® ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņĢ╝ ĒĢ£ļŗż. ņĢäņÜĖļ¤¼ ņĀæĒĢ®ļČĆļŖö ņåīņ×ÉņØś ĻĄ¼ļÅÖ ņżæ ņ¦ĆņåŹņĀüņØĖ ļ¼╝ļ”¼ņĀü, ĻĖ░Ļ│äņĀü ņŗĀļó░ņä▒ņØä ļ│┤ņ£ĀĒĢ┤ņĢ╝ ĒĢ£ļŗż3,4).
ņØ┤ļ¤¼ĒĢ£ Ļ│Āņś© ļÅÖņ×æ ļ░Å Ļ│Āļ░£ņŚ┤ ņåīņ×ÉņØś ļŗżņØ┤ ņ¢┤Ēā£ņ╣ś(die- attach)ņÖĆ Ļ┤ĆļĀ©ĒĢśņŚ¼ ĻĖ░ņĪ┤ņØś ņåöļŹöļ¦ü(soldering) Ļ│ĄņĀĢņØĆ ņłśļČä ņØ┤ļé┤ņŚÉ ņĀæĒĢ®ņØ┤ ņÖäļŻīļÉśļŖö ļ╣ĀļźĖ Ļ│ĄņĀĢ ņåŹļÅäņÖĆ ļ¼┤Ļ░ĆņĢĢ Ļ│ĄņĀĢ ĒŖ╣ņä▒ņ£╝ļĪ£ Ļ░Ćņן ļ│┤ĒÄĖņĀüņ£╝ļĪ£ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī, Ļ│Āņś©ņØś ņ£ĄņĀÉņØä Ļ░Ćņ¦Ćļ®┤ņä£ ņĀĆĻ░ĆĻ▓® ļ░Å Ļ│ĀņŗĀļó░ņä▒ ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ļŖö ņåöļŹö ĒĢ®ĻĖłņ£╝ļĪ£ļŖö ļé®(Pb)ņØä Ļ│ĀĒĢ©ļ¤ēņ£╝ļĪ£ ĒżĒĢ©ĒĢśļŖö Pb-5Sn ļ░Å Pb-10Sn ņĪ░ņä▒ņØ┤ ņ£ĀņØ╝ĒĢśļŗż. ņØ┤ņŚÉ ļ░śĒĢ┤ PbņØś ņé¼ņÜ®ņØä ĻĘ£ņĀ£ĒĢśļŖö ņøĆņ¦üņ×äņØĆ ņĀäņ×ÉņĀ£ĒÆłņŚÉņä£ļČĆĒä░ ĻČüĻĘ╣ņĀüņ£╝ļĪ£ ņ×ÉļÅÖņ░© ņé░ņŚģņŚÉĻ╣īņ¦Ć ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņĢäņÜĖļ¤¼ ņĀæĒĢ®ņś©ļÅäņÖĆ ļé┤ņŚ┤ņś©ļÅäĻ░Ć ņ£Āņé¼ĒĢ£ ņåöļŹö ņåīņ×¼ņØś ĒŖ╣ņä▒ņāü Ļ│Ā Pb ĒĢ©ņ£Ā ņåöļŹö ĒĢ®ĻĖłņØä ņé¼ņÜ®ĒĢ£ ņåöļŹöļ¦ü Ļ│ĄņĀĢņØĆ Ē¢źĒøä Ļ│Āņś© ļÅÖņ×æ ļ░Å Ļ│Āļ░£ņŚ┤ ņåīņ×Éļź╝ ņ£äĒĢ£ ĻČüĻĘ╣ņĀüņØĖ ņĀæĒĢ®ļ▓ĢņØ┤ ņĢäļŗłļŗż. ņØ┤ņŚÉ ņĄ£ĻĘ╝ 400 ┬░C ņØ┤ņāüņØś Ļ│Āņś©ņŚÉņä£ļÅä ņĢłņĀĢņĀüņØĖ ņĀæĒĢ®ļČĆ ĒŖ╣ņä▒ņØ┤ ļ│┤Ļ│Ā5-7)ļÉ£ ļ░ö ņ׳ļŖö ļ¼┤ņŚ░(Pb-free) ņåöļŹö ņĪ░ņä▒ņØä ņé¼ņÜ®ĒĢ£ ņ▓£ņØ┤ņĢĪņāüĒÖĢņé░(transient liquid phase, TLP) ņĀæĒĢ®ĻĖ░ņłĀ ļśÉĒĢ£ ĒÖ£ļ░£Ē׳ ņŚ░ĻĄ¼ļÉśĻ│Ā ņ׳ņ£╝ļéś, ņØ╝ļ░śņĀüņØĖ ņåöļŹöļ¦ü Ļ│ĄņĀĢņŚÉ ļ╣äĒĢ┤ ļäłļ¼┤ļéś ĻĖ┤ ņĀæĒĢ®ņŗ£Ļ░äņØĆ ĻĘĖ ņāüņÜ®ĒÖöņŚÉ Ēü░ Ļ▒Ėļ”╝ļÅīļĪ£ ņ×æņÜ®ĒĢśĻ│Ā ņ׳ļŗż. ņĢäņÜĖļ¤¼ ņĀæĒĢ®ļČĆļź╝ ĻĄ¼ņä▒ĒĢśļŖö ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝(intermetallic compound, IMC)ņØĆ ņ¦äļÅÖ ļ░Å ņČ®Ļ▓®ņŚÉ ļ¦żņÜ░ ņĘ©ņĢĮĒĢ£ ņĘ©ņä▒ ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ļ»ĆļĪ£ ņĀäĻĖ░ņ░© ņĀäņןļ¬©ļōłņØś ņĀæĒĢ®ļ▓Ģņ£╝ļĪ£ļŖö Ēü░ ņŗĀļó░ņä▒ ņØ┤ņŖłļź╝ ņĢ╝ĻĖ░ņŗ£ĒéżĻ▓ī ļÉ£ļŗż. TLP ņĀæĒĢ® Ļ│ĄņĀĢņØś Ļ░Ćņן ņÜ░ņłśĒĢ£ ņĀÉņ£╝ļĪ£ Ļ│ĀļĀżļÉĀ ņłś ņ׳ļŖö ļ¼┤Ļ░ĆņĢĢ ņĀæĒĢ®ļ▓Ģ ņŚŁņŗ£ ņĀæĒĢ®ĻĖ░ĻĄ¼ņĀüņ£╝ļĪ£ ļ│╝ ļĢī ņŚ¼ņĀäĒ׳ ļČłņÖäņĀäĒĢ£ ņĀæĒĢ®ļ▓Ģņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņ”ē, TLP ņĀæĒĢ®ļČĆņØś IMC ņāü ĒśĢņä▒ Ļ│╝ņĀĢņŚÉņä£ļŖö ļČĆĒö╝ ņłśņČĢ(volume shrinkage) ĒśäņāüņØ┤ ĒĢäņŚ░ņĀüņ£╝ļĪ£ ļ░£ņāØĒĢśĻ▓ī ļÉśļŖöļŹ░5), ļČĆĒö╝ ņłśņČĢņŚÉ ņØśĒĢ£ ļ│┤ņØ┤ļō£(void)ņØś ņāØņä▒ņØä ņ¢ĄņĀ£ ļśÉļŖö ņĀ£Ļ▒░ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö Ļ░ĆņĢĢ Ļ│ĄņĀĢņØ┤ ļ░śļō£ņŗ£ ĒĢäņÜöĒĢ©ņØ┤ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż7). ņĀæĒĢ®ļČĆņŚÉ ņ×öņĪ┤ĒĢśļŖö ļ│┤ņØ┤ļō£ļŖö ņĘ©ņä▒ņØś IMC ņĖĄņŚÉņä£ Ēü¼ļ×Ö(crack)ņØś Ļ░£ņŗ£ ļ░Å ļ╣ĀļźĖ ņĀäĒīī Ļ▓ĮļĪ£ļĪ£ ņ×æņÜ®ĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
ņØ┤ļ¤¼ĒĢ£ ņāüĒÖ®ņŚÉņä£ Ļ│Āņś© ļÅÖņ×æ ļ░Å Ļ│Āļ░£ņŚ┤ ņåīņ×ÉņØś ļŗżņØ┤ ņ¢┤Ēā£ņ╣ś ĻĖ░ņłĀņØĆ ņåīĻ▓░ņĀæĒĢ®ļ▓Ģņ£╝ļĪ£ ĻĖēņåŹĒ׳ ņĀäĒÖśļÉśĻ│Ā ņ׳ņ£╝ļ®░, Ēśäņ×¼Ļ╣īņ¦Ć ņóŗņØĆ ļīĆņĢłņ£╝ļĪ£ ĒÅēĻ░Ćļ░øĻ│Ā ņ׳ļŗż. ĻĘĖņżæ ņØĆ(Ag) ņ×ģņ×É ĻĖ░ļ░ś ĒÄśņØ┤ņŖżĒŖĖļź╝ ņé¼ņÜ®ĒĢ£ ņåīĻ▓░ņĀæĒĢ® ĻĖ░ņłĀņØ┤ Ļ░Ćņן ļ©╝ņĀĆ ņŗ£ļÅäļÉśņ¢┤ ņØ╝ļČĆ ņĀ£ĒÆłĒÖöĻ░Ć ņÖäļŻīļÉśņŚłĻ│Ā, ņ¦ĆĻĖłĻ╣īņ¦ĆļÅä ņĀæĒĢ®ņŗ£Ļ░äņØś ļŗ©ņČĢ ļ░Å ņĀæĒĢ®ļČĆ ņŗĀļó░ņä▒ ĒÅēĻ░ĆņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż. ņØ┤ Ļ▓ĮņÜ░ ņĀæĒĢ®ļČĆļŖö ņŚ┤ņĀäļÅäļÅä ļ░Å ņĀäĻĖ░ņĀäļÅäļÅäĻ░Ć Ļ░Ćņן ņÜ░ņłśĒĢ£ ĻĖłņåŹņØĖ AgļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦Ćļ»ĆļĪ£ ņÜ░ņłśĒĢ£ ļ░®ņŚ┤ ņĀæĒĢ®ļČĆļź╝ ĒśĢņä▒ĒĢĀ ņłś ņ׳ņ£╝ļ®░, AgņØś ņ£ĄņĀÉ(961 ┬░C) ļČĆĻĘ╝Ļ╣īņ¦ĆļÅä ļé┤ņŚ┤ņä▒ņØä ļéśĒāĆļé┤ļ»ĆļĪ£ ņåöļŹö ņĀæĒĢ®ļČĆļĪ£ļŖö ĻĄ¼ĒśäļÉĀ ņłś ņŚåļŖö ļ¦ÄņØĆ ņןņĀÉņØä ņ¢╗ņØä ņłś ņ׳ļŗż8,9). ĻĘĖļ¤¼ļéś ņåīĻ▓░ņĀæĒĢ® Ļ│ĄņĀĢņØĆ ļ│┤ĒåĄ Ļ│Āņāü ņāüĒā£ļĪ£ ņ¦äĒ¢ēļÉśļ»ĆļĪ£ Ļ│ĄņĀĢņŗ£Ļ░äņØ┤ ĻĖĖĻ│Ā Ļ░ĆņĢĢņØ┤ ņÜöĻĄ¼ļÉ£ļŗżļŖö ņĀÉņØ┤ ĻĖ░ņĪ┤ ņåöļŹöļ¦ü ļīĆļ╣ä Ēü░ ļŗ©ņĀÉņ£╝ļĪ£ Ļ│ĀļĀżļÉśļŖö ļ░ö ņØ┤ņŚÉ ļīĆĒĢ£ Ļ░£ņäĀļ▓ĢļōżņØ┤ ņĄ£ĻĘ╝ ņŻ╝ņÜö ņŚ░ĻĄ¼ ļé┤ņÜ®ņ£╝ļĪ£ ņäżņĀĢļÉśĻ│Ā ņ׳ļŗż. ļö░ļØ╝ņä£ ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Ag ĒÄśņØ┤ņŖżĒŖĖļź╝ ņĀüņÜ®ĒĢ£ Ēśäņ×¼Ļ╣īņ¦ĆņØś ļŗżņ¢æĒĢ£ ņåīĻ▓░ņĀæĒĢ® ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļōżņØä ņĀĢļ”¼ĒĢśĻ│Ā, Ļ░ü Ļ▓░Ļ│╝ļōżļĪ£ļČĆĒä░ ņĢī ņłś ņ׳ļŖö Ag ņåīĻ▓░ņĀæĒĢ® ĒÄśņØ┤ņŖżĒŖĖņØś ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ┤ ļģ╝ņØśĒĢśĻ│Āņ×É ĒĢ£ļŗż. Ļ░ü ņŚ░ĻĄ¼ņŚÉņä£ņØś ĒĢĄņŗ¼ Ļ│ĄņĀĢļ│ĆņłśļōżļĪ£ļŖö Ļ│ĄņĀĢ ņŗ£ Ļ░ĆņĢĢ ņŚ¼ļČĆņÖĆ ņĀæĒĢ®ņś©ļÅä ļ░Å ņĀæĒĢ®ņŗ£Ļ░ä, ĒÄśņØ┤ņŖżĒŖĖļź╝ ĻĄ¼ņä▒ĒĢśļŖö Ag ņ×ģņ×ÉņØś Ēü¼ĻĖ░ ļ░Å ļ¬©ņ¢æ, ĻĘĖļ”¼Ļ│Ā ĒÄśņØ┤ņŖżĒŖĖ Ēżļ¼╝ļĀłņØ┤ņģś(formulation)ņØś ņĪ░ņä▒ ļō▒ņØ┤ ņ׳ļŗż.
2. Ļ░ĆņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ņØś ņåīĻ▓░ņĀæĒĢ®
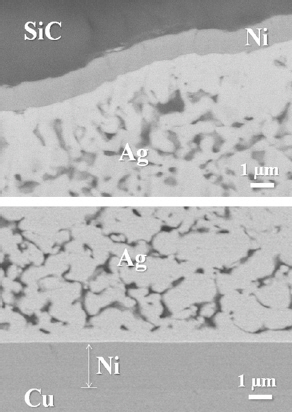
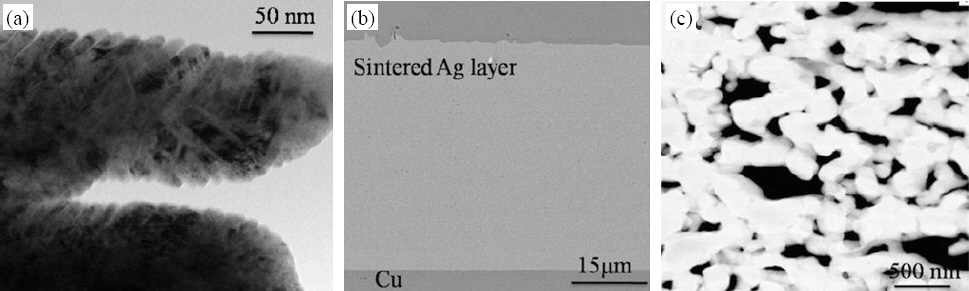
Suganuma ļō▒ņØĆ ĒśĢņāüĻ│╝ Ēü¼ĻĖ░Ļ░Ć ļŗżļźĖ Ag ņ×ģņ×Éļōż(8 ŃÄøņØś Ag ĒöīļĀłņØ┤Ēü¼(flake) ļ░Å 0.3 ŃÄøņØś ĻĄ¼ĒśĢ Ag ņ×ģņ×É)Ļ│╝ ņŚÉĒŗĖļĀīĻĖĆļ”¼ņĮ£(ethylene glycol, EG)ņØä ņÜ®ļ¦żļĪ£ ĒĢśņŚ¼ bimodal ņ×ģļÅäņØś ĒÄśņØ┤ņŖżĒŖĖļź╝ ņĀ£ņĪ░ĒĢ£ Ēøä, Au Ēö╝ļŗłņē¼(finish)ņØś SiC ņ╣®(chip) ļ░Å AlN ĻĖ░ĒīÉņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ® ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆļŗż10). ĒöīļĀłņØ┤Ēü¼ņŚÉ 50%ņØś 0.3 ŃÄø ĻĄ¼ĒśĢ ņ×ģņ×Éļź╝ Ēś╝ĒĢ®ĒĢ£ ĒÄśņØ┤ņŖżĒŖĖļź╝ ņĀ£ņĪ░ĒĢ£ Ēøä, 0.07 MPaņØś ļ¦żņÜ░ ļé«ņØĆ ņĢĢļĀźĒĢśņŚÉņä£ ļīĆĻĖ░ ņżæ 200 ┬░CņÖĆ 300 ┬░CņŚÉņä£ 30ļČäĻ░ä ņĀæĒĢ®ņØä ņŗżņŗ£ĒĢ£ Ļ▓░Ļ│╝ ņĀæĒĢ®ļČĆņØś ņĀäļŗ©Ļ░ĢļÅäļŖö Ļ░üĻ░ü 24 MPaĻ│╝ 41 MPaņØä ļéśĒāĆļé┤ņ¢┤ ņÜ░ņłśĒĢ£ ņĀæĒĢ®Ļ░ĢļÅäļź╝ ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. ņåīĻ▓░ņĀæĒĢ®ļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ Fig. 1Ļ│╝ Ļ░ÖņĢśļŖöļŹ░, ņŚ░Ļ▓░ļÉ£ ļ│┤ņØ┤ļō£ļōżņØ┤ ņŚ¼ņĀäĒ׳ ļČäĒżĒĢśņśĆņ£╝ļéś, 0.3 ŃÄøņØś ĻĄ¼ĒśĢ Ag ņ×ģņ×ÉļōżņØĆ ļ¬©ļæÉ ņŻ╝ļ│Ć ņ×ģņ×ÉļōżĻ│╝ ņåīĻ▓░ļÉśņ¢┤ Ēü░ ņ×ģņ×ÉņØś ņåīĻ▓░ ņĪ░ņ¦üĻ│╝ Ļ░ÖņØ┤ ņĀäņØ┤ļÉ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ļśÉĒĢ£ ņé¼ņÜ®ļÉ£ Ag ņ×ģņ×ÉļōżņØĆ Au Ēö╝ļŗłņē¼ņÖĆ ĻĘĀņØ╝ĒĢśĻ▓ī ņåīĻ▓░ņĀæĒĢ®ļÉ£ ņāüĒĢśļČĆ ņĀæĒĢ®Ļ│äļ®┤ ņĪ░ņ¦üļōżņØä ĒśĢņä▒ĒĢśņśĆļŗż. ĻĘĖ Ļ▓░Ļ│╝ ļ│┤ĒåĄņØś Ag ņåīĻ▓░ņĀæĒĢ® ĒÄśņØ┤ņŖżĒŖĖ ļīĆļ╣ä ņÜ░ņłśĒĢ£ 41 MPaņØś ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņ¢╗ņ¢┤ņĪīļŖöļŹ░, ņØ┤ļŖö ņä£ļĖīļ¦łņØ┤Ēü¼ļĪĀ(submicron)ĻĖē Ag ņ×ģņ×ÉņØś ņČ®ļČäĒĢ£ ņ▓©Ļ░ĆņÖĆ EG ņÜ®ļ¦żņØś ņé¼ņÜ® ĒÜ©Ļ│╝ļĪ£ ļČäņäØļÉśņŚłļŗż. ņ”ē, EG ņÜ®ļ¦żļŖö ņä£ļĖīļ¦łņØ┤Ēü¼ļĪĀĻĖē Ag ņ×ģņ×É Ēæ£ļ®┤ņŚÉ ņĮöĒīģļÉ£ ņ£ĀĻĖ░ ļ¬©ļģĖļ©Ė(monomer)ņØś ņĀ£Ļ▒░ņŚÉ ĒÜ©Ļ│╝ņĀüņØ┤ņ¢┤ņä£ ņä£ļĖīļ¦łņØ┤Ēü¼ļĪĀĻĖē Ag ņ×ģņ×ÉĻ░Ć ļé«ņØĆ ņś©ļÅäņŚÉņä£ļČĆĒä░ ņåīĻ▓░ņŚÉ ņ░ĖņŚ¼ĒĢĀ ņłś ņ׳Ļ▓ī ļÅäņøĆņØä ņŻ╝ļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż. ļö░ļØ╝ņä£ ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ĒĢäļ¤¼(filler) ņ×ģņ×ÉĻ░Ć ĒżĒĢ©ļÉ£ ĒÄśņØ┤ņŖżĒŖĖļź╝ ņé¼ņÜ®ĒĢśļŖö ņåīĻ▓░ņĀæĒĢ® Ļ│ĄņĀĢņŚÉņä£ ņĀæĒĢ®ĒŖ╣ņä▒ņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņ£ĀĻĖ░ļ¼╝ņŚÉ ļīĆĒĢ┤ ĻĘĖ ņé¼ņÜ® ļ░Å ņĀ£Ļ▒░ņŚÉ ņŻ╝ņØśļź╝ ĻĖ░ņÜĖņ¢┤ņĢ╝ ĒĢ©ņØä ņĢöņŗ£ĒĢ£ļŗż.
Fig.┬Ā1
Backscattered electron images showing the interface microstructures of a SiC chip and an AlN substrate after the sinter-bonding at 330 ┬░C for 30 min under the external pressure of 0.07 MPa in air using bimodal (50 wt% of 0.3 ╬╝m spherical particles) Ag paste10)
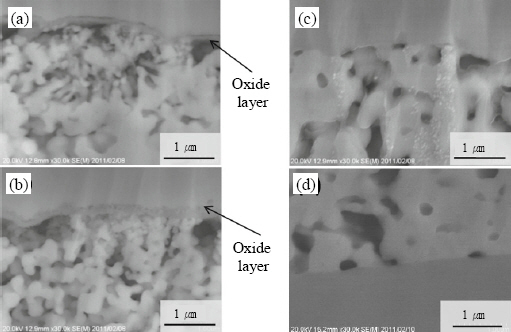
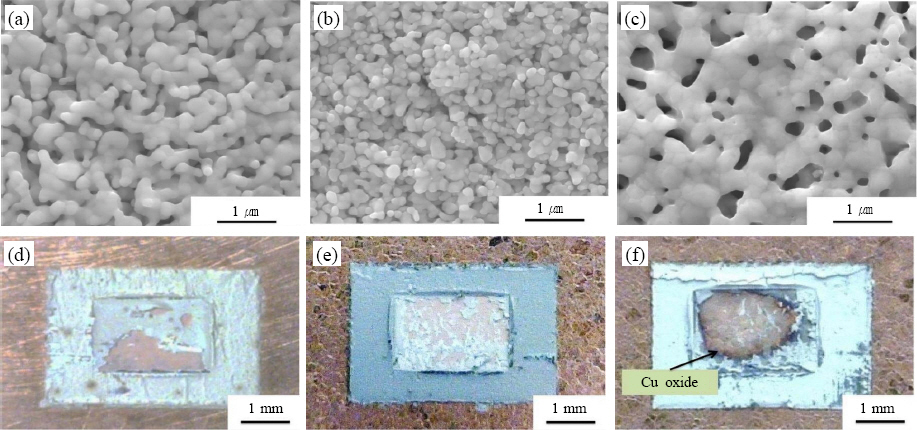
Takata ļō▒ņØĆ Ag2O ņ×ģņ×ÉņÖĆ ĒÖśņøÉ ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆļŖö ĒÅ┤ļ”¼ņś¼(polyol) ņÜ®ļ¦żļź╝ Ēś╝ĒĢ®ĒĢśņŚ¼ ņåīĻ▓░ņĀæĒĢ®ņØä ņ£äĒĢ£ Ļ░ĆņŚ┤ ļÅäņżæ in situ ĒÖśņøÉļ░śņØæņŚÉ ņØśĒĢ£ AgņØś ņāØņä▒ ļ░Å ņåīĻ▓░Ļ▒░ļÅÖņ£╝ļĪ£ ņĀæĒĢ®ņØä ĻĄ¼ĒśäĒĢśĻ│Āņ×É Ag2O ĒĢäļ¤¼ ĻĖ░ļ░ś ĒÄśņØ┤ņŖżĒŖĖļōżņØä ņĀ£ņĢłĒĢśņśĆļŗż11). ĻĘĖļōżņØĆ Cu Ēö╝ļŗłņē¼ ĻĖ░ĒīÉ ņāüņŚÉ ņØĖņćäļÉ£ ĒÄśņØ┤ņŖżĒŖĖļōżņØä ļīĆĻĖ░ ņżæņŚÉņä£ ĒŖ╣ņĀĢ ņś©ļÅäĻ╣īņ¦Ć ņ▓£ņ▓£Ē׳ ņŖ╣ņś©ņŗ£Ēéżļ®░ ĒÅ┤ļ”¼ņś¼ ņÜ®ļ¦żļōżņØś ņ”Øļ░£ņØä ņ£ĀļÅäĒĢśņśĆļŗż. ņØ┤Ēøä ĒÄśņØ┤ņŖżĒŖĖ ņØĖņćä Ēī©Ēä┤ņŚÉ Cu Ēö╝ļŗłņē¼ ļŹöļ»Ė(dummy) ņ╣®ņØä ņĀĢļĀ¼ĒĢśņŚ¼ ņ¢╣ņØĆ ļŗżņØī, ņ╣®ņŚÉ 5 MPaņØä Ļ░ĆĒĢ┤ņŻ╝ļ®░ 300 ┬░CĻ╣īņ¦Ć Ļ░ĆņŚ┤(60 ┬░C/minņØś ņŖ╣ņś©ņåŹļÅä) Ēøä 5ļČäĻ░ä ņ£Āņ¦ĆĒĢśļ®░ ņåīĻ▓░ņĀæĒĢ®ņØä ņÖäļŻīĒĢśņśĆļŗż. ļööņŚÉĒŗĖļĀīĻĖĆļ”¼ņĮ£(diethylene glycol, DEG), ĒŖĖļ”¼ņŚÉĒŗĖļĀīĻĖĆļ”¼ņĮ£(triethylene glycol, TEG) ļ░Å ĒÅ┤ļ”¼ņŚÉĒŗĖļĀīĻĖĆļ”¼ņĮ£(polyethylene glycol, PEG) ņÜ®ļ¦żļź╝ Ļ░üĻ░ü ņĀüņÜ®ĒĢ£ Ļ▓░Ļ│╝ PEGļź╝ ņĀüņÜ® ĒÄśņØ┤ņŖżĒŖĖĻ░Ć ļŗżņåī ļČłĻĘĀņØ╝ĒĢ£ ņĀæĒĢ®ļČĆ ļ»ĖņäĖņĪ░ņ¦ü ļ░Å Ēü░ ļ│┤ņØ┤ļō£ ĒśĢņä▒ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłņØīņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā Ļ░Ćņן ņÜ░ņłśĒĢ£ ņĀäļŗ©Ļ░ĢļÅäĻ░Æ(11.6 MPa)ņØä ļéśĒāĆļé┤ņŚłļŖöļŹ░, ņØ┤ļŖö Cu Ēö╝ļŗłņē¼ ņāüņŚÉ ļæÉĻ║╝ņÜ┤ ņé░ĒÖöņĖĄņØ┤ ĒśĢņä▒ļÉśņ¦Ć ņĢŖņØĆ ņøÉņØĖņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż(Fig. 2). ņ”ē, DEGņÖĆ TEG ņé¼ņÜ® ņŗ£ņŚÉļŖö ļīĆĻĖ░ ņżæ Ļ░ĆņŚ┤ņŚÉ ļö░ļźĖ Cu Ēö╝ļŗłņē¼ ņāüņŚÉņä£ņØś Cu2O ņé░ĒÖöņĖĄ ņāØņä▒ņØ┤ ļ¬ģļ░▒Ē׳ Ļ┤Ćņ░░ļÉśņŚłņ£╝ļéś(Fig. 2(a) ļ░Å 2(b)), PEG ņé¼ņÜ® ņŗ£ņŚÉļŖö ņØ┤ļ¤¼ĒĢ£ ņé░ĒÖöņĖĄņØ┤ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż(Fig. 2(c)). ņØ┤ļŖö PEGņØś ļåÆņØĆ ĻĖ░ĒÖöņś©ļÅä ļō▒ņŚÉ ļö░ļØ╝ PEGĻ░Ć ņ×öņĪ┤ĒĢśļ®┤ņä£ Cu Ēö╝ļŗłņē¼ņØś ņČöĻ░Ć ņé░ĒÖöļź╝ ļ¦ēĻ│Ā, Ēæ£ļ®┤ ņé░ĒÖöņĖĄņØś ĒÖśņøÉļ░śņØæņØä ņ£ĀļÅäĒĢśĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ļČäņäØļÉ£ļŗż. ņ”ē, ĻĖ░ĒīÉļČĆ Cu Ēö╝ļŗłņē¼ ņāüņŚÉ ņé░ĒÖöņĖĄņØ┤ ņāØņä▒ļÉĀ Ļ▓ĮņÜ░ ņĀäļŗ©ņŗ£ĒŚś ņŗ£ ņé░ĒÖöņĖĄ/Cu Ēö╝ļŗłņē¼ Ļ│äļ®┤ļČĆņŚÉņä£ ņēĮĻ▓ī Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśļ®┤ņä£ ļé«ņØĆ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņĖĪņĀĢļÉśņŚłļŗż. ņØ┤Ēøä ņĀĆņś©ņŚÉņä£ļČĆĒä░ ņåīĻ▓░ņĀæĒĢ® Ļ░£ņŗ£ņś©ļÅä ņ¦üņĀäĻ╣īņ¦Ć ņä£ņä£Ē׳ ņÜ®ļ¦żļōżņØä ņ”Øļ░£ņŗ£ņ╝£ ĒÄśņØ┤ņŖżĒŖĖņØś ĒÖśņøÉĒŖ╣ņä▒ņØä ĻĖĖĻ▓ī Ļ░ĆņĀĖĻ░ĆĻĖ░ ņ£äĒĢ£ ļ¬®ņĀüņ£╝ļĪ£ 7:3 ļ╣äņ£©ļĪ£ DEGņÖĆ PEGļź╝ Ēś╝ĒĢ®ĒĢ£ ņÜ®ļ¦żļź╝ ņĀüņÜ®ĒĢśņŚ¼ ĒÄśņØ┤ņŖżĒŖĖņØś ņåīĻ▓░ņĀæĒĢ® ĒŖ╣ņä▒ņØä ļ╣äĻĄÉ, ļČäņäØĒĢśņśĆļŗż. ĻĘĖ Ļ▓░Ļ│╝ PEGļ¦ī ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░ņŚÉņä£ļ│┤ļŗż ļŹöņÜ▒ ĻĘĀņØ╝ĒĢ£ ņĀæĒĢ®ļČĆ ļ»ĖņäĖĻĄ¼ņĪ░Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłņ£╝ļ®░(Fig. 2(d)), ņĀæĒĢ®Ļ│äļ®┤ņŚÉņä£ņØś Cu ņé░ĒÖöņĖĄ ĒśĢņä▒ļÅä Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢä 29 MPaņŚÉ ĻĘ╝ņĀæĒĢśļŖö ņÜ░ņłśĒĢ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. ņØ┤ņāüņØś Ļ▓░Ļ│╝ļōżņØĆ ņåīĻ▓░ņĀæĒĢ® ĒÄśņØ┤ņŖżĒŖĖņŚÉ ņé¼ņÜ®ļÉśļŖö ņÜ®ļ¦żņØś ņ”Øļ░£ ļ░Å ĒÖśņøÉĻ▒░ļÅÖ ļśÉĒĢ£ ņåīĻ▓░ņĀæĒĢ®ņä▒ņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņØĖņ×Éņ×äņØä ļéśĒāĆļé┤ļ®░, Cu Ēö╝ļŗłņē¼ ņāüņŚÉ ņĀæĒĢ® ņŗ£ PEGņÖĆ Ļ░ÖņØĆ ļé┤ņŚ┤ņä▒ ļ░Å Ļ│Āņś© ĒÖśņøÉĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆļŖö ņÜ®ļ¦żņØś ņé¼ņÜ®ņØ┤ ĒĢäņÜöĒĢ©ņØä ļ│┤ņŚ¼ņżĆļŗż.
Fig.┬Ā2
Scanning electron microscopy (SEM) images of Cu finish interfaces after the sinter-bonding at 300 ┬░C for 5 min under the external pressure of 0.07 MPa in air using silver oxide paste mixed with (a) DEG, (b) TEG, or (c) PEG (d) Micro- structure of Cu finish interface using DEG/PEG mixed silver oxide paste11)
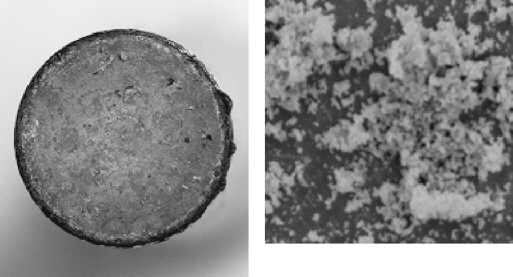
Ogura ļō▒ņØĆ Ag ĒÄśņØ┤ņŖżĒŖĖņØś ņØ┤ņś© ļ¦łņØ┤ĻĘĖļĀłņØ┤ņģś(ion migration) ĒŖ╣ņä▒ņØä ņ¢ĄņĀ£ņŗ£ĒéżĻĖ░ ņ£äĒĢśņŚ¼ ļéśļģĖĻĖē CuOļź╝ ņ▓©Ļ░ĆĒĢ£ Ag2O ĻĖ░ļ░ś ņåīĻ▓░ņĀæĒĢ® ĒÄśņØ┤ņŖżĒŖĖņØś ņĀæĒĢ®ĒŖ╣ņä▒ņØä ļ│┤Ļ│ĀĒĢśņśĆļŗż12). ņ”ē, ņØ┤ ĒÄśņØ┤ņŖżĒŖĖ ņŚŁņŗ£ PEG400ņØś ĒÖśņøÉņä▒ ņÜ®ļ¦ż ļ░Å ĻĖ░ĒāĆ ņĀÉņä▒ ņÜ®ļ¦żņÖĆ ĒĢ©Ļ╗ś ņä£ļĖīļ¦łņØ┤Ēü¼ļĪĀŌł╝ņłś ļ¦łņØ┤Ēü¼ļĪĀņØś ļäōņØĆ ņ×ģļÅäļČäĒżļź╝ Ļ░Ćņ¦ĆļŖö ļŗżļ®┤ņ▓┤ĒśĢ Ag2O ņ×ģņ×ÉĻ░Ć ņŻ╝ņÜö ĒĢäļ¤¼ļĪ£ ņé¼ņÜ®ļÉśņŚłļŖöļŹ░, ļīĆĻĖ░ ņżæ Ļ░ĆņŚ┤ ņåīĻ▓░ņĀæĒĢ® Ļ│╝ņĀĢņŚÉņä£ Ag2OļŖö AgļĪ£ ĒÖśņøÉļÉśļ®░ ņĀæĒĢ®ļČĆļź╝ ĒśĢņä▒ĒĢśĻ▓ī ļÉ£ļŗż. PEG400 ņÜ®ļ¦żņŚÉ Ag2OņÖĆ CuOļź╝ ļ¼┤Ļ▓īļČäņ£© 9:1ļĪ£ ņןņ×ģĒĢ£ ļÆż ĻĘĀņØ╝ Ēś╝ĒĢ®ĒĢśņŚ¼ ļ│ĄĒĢ® ĒÄśņØ┤ņŖżĒŖĖļź╝ ņĀ£ņĪ░ĒĢśņśĆņ£╝ļ®░, 5 MPaņØś Ļ░ĆņĢĢļĀź ĒĢśņŚÉņä£ 300 ┬░CņŚÉņä£ 5ļČäĻ░ä ņåīĻ▓░ņĀæĒĢ® ņŗ£ ņĢĮ 31 MPaņØś ņÜ░ņłśĒĢ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. Ēīīļ®┤ļČĆ ņØ┤ļ»Ėņ¦ĆļŖö Fig. 3Ļ│╝ Ļ░ÖņĢśļŖöļŹ░, Ļ│äļ®┤ļČĆ ņåīĻ▓░ņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ņĢĮĒĢ┤ņä£ Ļ┤Ćņ░░ļÉśļŖö Ļ│äļ®┤ ĒīīĻ┤┤(interface failure)Ļ░Ć ņŻ╝ļĪ£ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņé¼ņÜ® ĒÄśņØ┤ņŖżĒŖĖņØś ņŚ┤ņżæļ¤ē-ņŗ£ņ░©ņŚ┤ļČäņäØ(thermogravimetry-differential thermal analysis, TG-DTA) ļČäņäØ Ļ▓░Ļ│╝, 150 ┬░C ļČĆĻĘ╝ņŚÉņä£ ļīĆļČĆļČäņØś PEGĻ░Ć ņ”Øļ░£, ņĀ£Ļ▒░ļÉśļŖö ļÅÖņŗ£ņŚÉ Ag2OĻ░Ć ĒÖśņøÉļÉśļŖö ĒśäņāüņØ┤ Ļ┤Ćņ░░ļÉśņŚłņ£╝ļ®░, 300 ┬░C ļČĆĻĘ╝ņŚÉņä£ļŖö ņ×öņĪ┤ ņĀÉņä▒ ņÜ®ļ¦żĻ░Ć CuOļź╝ ĒÖśņøÉņŗ£ņ╝£ Cu ļéśļģĖņ×ģņ×ÉļōżņØä ņāØņä▒ņŗ£Ēé┤ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ļö░ļØ╝ņä£ 250 ┬░CņØś ņĀæĒĢ®ņś©ļÅäņŚÉņä£ Ļ┤Ćņ░░ļÉ£ ļ»Ėļ»ĖĒĢ£ ņĀæĒĢ®ĒŖ╣ņä▒ņØ┤ 300┬░CņŚÉņä£ ĻĘ╣ņĀüņ£╝ļĪ£ Ē¢źņāüļÉśļŖö ņøÉņØĖņ£╝ļĪ£ Ļ│Āņś©ņśüņŚŁņŚÉņä£ ĒÖśņøÉļ░śņØæņ£╝ļĪ£ ņāØņä▒ļÉ£ Cu ļéśļģĖņ×ģņ×ÉļōżņØś ņåīĻ▓░ ņ░ĖĻ░Ćļź╝ ņ¦ĆņĀüĒĢĀ ņłś ņ׳ņŚłļŗż. 5ļČäĻ░äņØś ņ¦¦ņØĆ ņåīĻ▓░ņŗ£Ļ░ä ņĪ░Ļ▒┤ņŚÉņä£ ĒÖśņøÉļÉ£ Cu ļéśļģĖņ×ģņ×ÉļōżņŚÉ ņØśĒĢ£ ļ│ĖĻ▓®ņĀüņØĖ ņåīĻ▓░ņĀæĒĢ® Ļ▒░ļÅÖņØĆ ļ│┤ļŗż ļåÆņØĆ ņś©ļÅäņŚÉņä£ Ļ┤Ćņ░░ļÉśļ»ĆļĪ£ ņåīĻ▓░ņś©ļÅäļź╝ 350 ┬░C ļ░Å 400 ┬░CļĪ£ ņ”ØĻ░Ćņŗ£ĒéżļŖö Ļ▓ĮņÜ░ ņØ┤ņŚÉ ļ╣äļĪĆĒĢśļŖö ņĀæĒĢ®Ļ░ĢļÅäņØś ņāüņŖ╣ Ļ▓░Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ņāüņØś Ļ▓░Ļ│╝ļōżņØĆ Ļ│ĀņåŹ ņåīĻ▓░ņĀæĒĢ®ņØä ņ£äĒĢ£ ļ░®ņĢłņ£╝ļĪ£ Ag2Oļź╝ ĒĢäļ¤¼ļĪ£ ņé¼ņÜ®ĒĢśļŖö ņĢäņØ┤ļööņ¢┤ņÖĆ 300 ┬░C ņØ┤ņāüņØś Ļ│Āņś© ņåīĻ▓░ņĀæĒĢ®ņÜ® ĒÄśņØ┤ņŖżĒŖĖņŚÉņä£ ņåīĻ▓░ņĪ░ņĀ£ļĪ£ CuOņØś ņĀüĻĘ╣ņĀüņØĖ ĒÖ£ņÜ®ņØä Ļ│ĀļĀżĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ņØīņØä Ļ░äņĀæņĀüņ£╝ļĪ£ ņĀ£ņŗ£ĒĢ£ļŗż.
Fig.┬Ā3
Optical and SEM micrographs of fractured surface of the joint sinter-bonded at 300 ┬░C for 5 min under the external pressure of 5 MPa in air using the Ag2O/CuO mixed paste12)
Soichi ļō▒ņØĆ Ag ĒÄśņØ┤ņŖżĒŖĖļź╝ ĻĄ¼ņä▒ĒĢśļŖö Ag ĒĢäļ¤¼ņØś ĒśĢņāü ļ░Å Ēü¼ĻĖ░ņÖĆ ņåīņ×É ļ░Å ĻĖ░ĒīÉņØś ĻĖłņåŹ Ēö╝ļŗłņē¼ļź╝ ļ│ĆĒÖöņŗ£Ēéżļ®░ ņØ┤ļōżņØ┤ ņĀĆņś© ļŗżņØ┤ ņ¢┤Ēā£ņ╣ś Ļ│ĄņĀĢņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņŚ░ĻĄ¼ĒĢśņśĆļŗż13). ņé¼ņÜ®ļÉ£ ĒĢäļ¤¼ņØś Ēü¼ĻĖ░ņÖĆ ĒśĢņāüņØĆ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē ļŗżļ®┤ņ▓┤ ņ×ģņ×É, ļéśļģĖĻĖē ļŗżļ®┤ņ▓┤ ņ×ģņ×É, ļ¦łņØ┤Ēü¼ļĪ£ĻĖē ĒöīļĀłņØ┤Ēü¼ ņ×ģņ×É ļ░Å ļéśļģĖĻĖē ļæÉĻ╗śļź╝ Ļ░Ćņ¦ĆļŖö ļ│┤ļŗż Ēü░ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē ĒöīļĀłņØ┤Ēü¼ ņ×ģņ×ÉļĪ£ ņ┤Ø ļäż Ļ░Ćņ¦ĆņśĆļŗż. ņåīĻ▓░ņĀæĒĢ®ņØĆ 0.4 MPaņØś ņÖĖņĢĢņØä Ļ░ĆĒĢśļ®░ ļīĆĻĖ░ ņżæ 220 ┬░CĻ╣īņ¦ĆņØś ņś©ļÅäņŚÉņä£ 60ļČäĻ░ä ņ¦äĒ¢ēļÉśņŚłļŗż. ĻĘĖ Ļ▓░Ļ│╝ ņåīĻ▓░ņĀæĒĢ® ņś©ļÅäļź╝ ņāüņŖ╣ņŗ£Ēé┤ņŚÉ ļö░ļØ╝ ļ¬©ļōĀ ĒÄśņØ┤ņŖżĒŖĖĻ░Ć ļīĆņ▓┤ņĀüņ£╝ļĪ£ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć Ē¢źņāüļÉśļŖö Ļ▓░Ļ│╝Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłņ£╝ļéś, ĻĖłņåŹ Ēö╝ļŗłņē¼ļĪ£ Cuļéś Auļź╝ ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░ņŚÉņä£ļŖö ņ¢┤ļ¢ż ĒÄśņØ┤ņŖżĒŖĖļÅä 20 MPaņŚÉ ļÅäļŗ¼ĒĢśļŖö ņĀæĒĢ®Ļ░ĢļÅäļź╝ ļéśĒāĆļé┤ņ¦Ć ņĢŖņĢśļŗż. ĻĘĖļ¤¼ļéś Ag Ēö╝ļŗłņē¼ļź╝ ņé¼ņÜ®ĒĢĀ Ļ▓ĮņÜ░ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē ĒöīļĀłņØ┤Ēü¼ Ag ņ×ģņ×ÉļĪ£ ņĀ£ņĪ░ļÉ£ ĒÄśņØ┤ņŖżĒŖĖĻ░Ć ņ£ĀņØ╝ĒĢśĻ▓ī 200 ┬░CņØś ņåīĻ▓░ņĀæĒĢ® ņś©ļÅäņŚÉņä£ļČĆĒä░ 36 MPaņŚÉ ņØ┤ļź┤ļŖö ļåÆņØĆ ņĀæĒĢ®Ļ░ĢļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗż. ņåīĻ▓░ņĀæĒĢ® Ēøä ņĀæĒĢ®ļČĆņØś ļŗ©ļ®┤ņØä ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Įņ£╝ļĪ£ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ņ£ĀļÅģ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē ĒöīļĀłņØ┤Ēü¼ ņ×ģņ×É ĒÄśņØ┤ņŖżĒŖĖņŚÉņä£ļ¦ī ņåīĻ▓░ņØ┤ ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśņ¢┤ Ļ░Ćņן ĻĘ╣ņĀüņØĖ ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖöĻ░Ć Ļ┤Ćņ░░ļÉśņŚłļŗż(Fig. 4(c)). ņ”ē, Fig. 4(c)ņĪ░ņ¦üņŚÉņä£ Ag Ēö╝ļŗłņē¼/Ag ĒÄśņØ┤ņŖżĒŖĖ Ļ│äļ®┤ņØś ņāüļŗ╣ ļČĆļČäņØ┤ ņĀæĒĢ®ļÉśņ¢┤ ņ׳Ļ│Ā, ĒöīļĀłņØ┤Ēü¼ ņ×ģņ×ÉĻ░ä ļ│┤ņØ┤ļō£ņØś ļČäņ£©ņØĆ ņāüļīĆņĀüņ£╝ļĪ£ Ļ░Ćņן ņĀüņŚłļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ņÜ░ņłśĒĢ£ ņåīĻ▓░ĒŖ╣ņä▒ņØĆ ļŗżļ®┤ņ▓┤ ņ×ģņ×ÉņŚÉ ļ╣äĒĢ┤ ļ╣äĒæ£ļ®┤ņĀüņØ┤ Ēü░ ĒöīļĀłņØ┤Ēü¼ ĒśĢņāüĻ│╝ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē ņ×ģļÅäļĪ£ ņØĖĒĢ┤ ņ×ģņ×É Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļČäņé░ņĀ£ņØś ņ¢æņØ┤ ņĀüņĀĢĒĢ£ ņĀÉņŚÉ ĻĖ░ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ļČäņäØļÉ£ļŗż. ņ”ē, ĒöīļĀłņØ┤Ēü¼ ĒśĢņāüņŚÉņä£ ņĖĪļ®┤ļČĆļŖö ļéśļģĖĻĖēņŚÉ Ļ░ĆĻ╣īņÜ┤ ņä£ļĖīļ¦łņØ┤Ēü¼ļĪĀĻĖē Ēü¼ĻĖ░ļĪ£ ļåÆņØĆ Ēæ£ļ®┤ņŚÉļäłņ¦ĆņŚÉ ĻĖ░ņØĖĒĢ£ ļ¦żņÜ░ ņÜ░ņłśĒĢ£ ņåīĻ▓░ĒŖ╣ņä▒ņØä ļéśĒāĆļé╝ ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ņØ┤ļ¤¼ĒĢ£ ĒöīļĀłņØ┤Ēü¼ņØś ņĖĪļ®┤ļČĆĻ░Ć ņŻ╝ļ│Ć ĒöīļĀłņØ┤Ēü¼ ņ×ģņ×ÉļōżņØś ļäōņØĆ ņāü, ĒĢśļČĆ Ēæ£ļ®┤ļČĆņÖĆ ņēĮĻ▓ī ņĀæņ┤ēĒĢśĻ▓ī ļÉśļ®┤ ļ╣ĀļźĖ ņåīĻ▓░ņØ┤ Ļ░ĆļŖźĒĢśĻ▓ī ļÉ£ļŗż. ĻĘĖļ¤¼ļéś Fig. 4(b)ņÖĆ 4(d)ņŚÉņä£ Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļō»ņØ┤ ļéśļģĖĻĖē ļŗżļ®┤ņ▓┤ ņ×ģņ×Éļéś ļéśļģĖĻĖē ļæÉĻ╗śņØś ĒöīļĀłņØ┤Ēü¼ ņ×ģņ×Éļź╝ ņé¼ņÜ®ĒĢ£ Ļ▓ĮņÜ░ņŚÉņä£ļŖö ņśłņāüĻ│╝ ļŗ¼ļ”¼ ļ│┤ļŗż ļåÆņØĆ ĻĖ░Ļ│Ąņ£©ņØś ņĪ░ņ¦üņØ┤ Ļ┤Ćņ░░ļÉśļ®┤ņä£ ļé«ņØĆ ņĀæĒĢ®Ļ░ĢļÅäĻ░ÆņØ┤ ņĖĪņĀĢļÉśņŚłļŖöļŹ░, ņØ┤ļŖö ņ¦Ćļéśņ╣śĻ▓ī ļåÆņØĆ ļ╣äĒæ£ļ®┤ņĀüņ£╝ļĪ£ ĻĘĖ Ēæ£ļ®┤ņŚÉ ļ│┤ļŗż ļ¦ÄņØĆ ņ¢æņØś ļČäņé░ņĀ£Ļ░Ć ņĪ┤ņ×¼ĒĢ©ņ£╝ļĪ£ņä£ ņåīĻ▓░ņĀæĒĢ®ņØä ņ£äĒĢ£ Ļ░ĆņŚ┤ļÅÖņĢł ļČäņé░ņĀ£Ļ░Ć ĻĖ░ĒÖöļÉśļ®░ ĻĖ░Ļ│ĄņØä ĒśĢņä▒ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż. ļö░ļØ╝ņä£ ļ¦īņĢĮ ļČäņé░ņĀ£Ļ░Ć ĒĢ©ņ£ĀļÉśņ¦Ć ņĢŖņØĆ ĒÄśņØ┤ņŖżĒŖĖļź╝ ņĀ£ņĪ░ĒĢśņŚ¼ ļÅÖņØ╝ĒĢ£ ņŗżĒŚśņØä ņŗżņŗ£ĒĢśņśĆņØä Ļ▓ĮņÜ░ņŚÉļŖö ņāüĻĖ░ņÖĆļŖö ļŗżļźĖ ĒĢäļ¤¼ ņóģļźśļ│ä ņĀæĒĢ®Ļ░ĢļÅä Ļ▓░Ļ│╝Ļ░Ć ņśłņāüļÉ£ļŗż.
Fig.┬Ā4
Microstructures of the cross-sections of bondlines in which dummy dies are attached onto Ag-coated Cu substrates at 200 ┬░C for 60 min under the external pressure of 0.4 MPa: (a) Ag micrometer- particle paste, (b) Ag nanoparticle paste, (c) Ag micrometer-flake paste, and (d) Ag nano-thick- flake paste13)

ņāüĻĖ░ ņŚ░ĻĄ¼Ļ▓░Ļ│╝ņÖĆ Ļ░ÖņØ┤ ļ¦łņØ┤Ēü¼ļĪĀĻĖē Ag ņ×ģņ×Éļōżļ¦ī ņé¼ņÜ®ĒĢśņśĆņØä Ļ▓ĮņÜ░ņŚÉņä£ļÅä ņśłņāüĻ│╝ļŖö ļŗ¼ļ”¼ ļ╣ĀļźĖ ņåīĻ▓░ĒŖ╣ņä▒ņØ┤ ņ¢╗ņ¢┤ņ¦ĆļŖö Ļ▓āņØĆ ļ¦łņØ┤Ēü¼ļĪĀĻĖē Ag ņ×ģņ×ÉņØś ļīĆĻĖ░ ņżæ Ļ░ĆņŚ┤ ņŗ£ Ļ▓░ņĀĢļ”ĮĻ│äļź╝ ņżæņŗ¼ņ£╝ļĪ£ Ag-O ņĢĪņāüņØ┤ ņāØņä▒ļÉśĻ│Ā, ņØ┤ ņĢĪņāüņØ┤ ņÖĖļČĆļĪ£ ļ┐£ņ¢┤ņ¦Ćļ®░ ļéśļģĖĻĖē Agļéś Ag2O ņ×ģņ×Éļź╝ ņāØņä▒ĒĢśļŖö nano- volcanic eruption ĻĖ░ĻĄ¼ņØś ļÅäņøĆņ£╝ļĪ£ ĒĢ┤ņäØļÉĀ ņłś ņ׳ļŗż(Ag2O ņ×ģņ×ÉļÅä ņś©ļÅä ņāüņŖ╣ņŚÉ ņØśĒĢ┤ Ļ▓░ĻĄŁ AgļĪ£ ĒÖśņøÉļÉ©)14). ņØ┤ņŚÉ ļö░ļØ╝ ņ£Āņé¼ĒĢ£ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē Ēü¼ĻĖ░ņØś Ag ņ×ģņ×ÉļØ╝ļÅä ļŗ©ņ£ä ļ®┤ņĀüļŗ╣ ņÖĖļČĆņŚÉ ļģĖņČ£ļÉ£ Ļ▓░ņĀĢļ”ĮĻ│äņØś ņłśĻ░Ć ļŹö ļ¦ÄņØä ņłś ņ׳ļŖö Ag ĒöīļĀłņØ┤Ēü¼Ļ░Ć ļŗżļ®┤ņ▓┤ĒśĢ Ag ņ×ģņ×Éļ│┤ļŗż ņåīĻ▓░ņĀæĒĢ®ņŚÉ ļŹö ņ£Āļ”¼ĒĢ£ ņåīņ×¼ņ×äņØä ņČöņĖĪĒĢĀ ņłś ņ׳ļŗż.
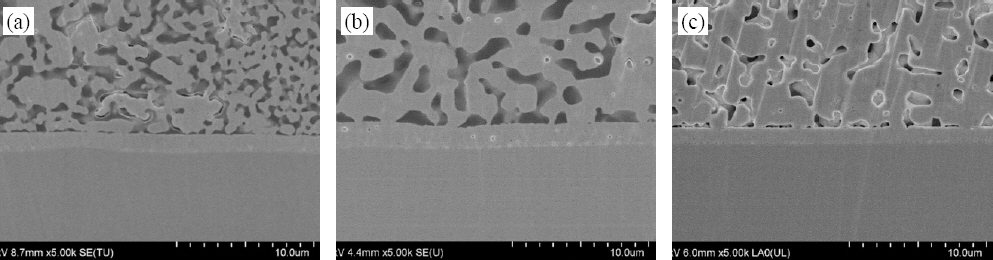
Jiu ļō▒ņØĆ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē Ag ĒöīļĀłņØ┤Ēü¼(8 ŃÄøņØś ĒÅēĻĘĀ ņ¦Ćļ”äĻ│╝ 260 nmņØś ĒÅēĻĘĀ ļæÉĻ╗ś)ņÖĆ 0.3 ŃÄø Ag ņ×ģņ×Éļź╝ 4-(tert- butyl) cyclohexyl acetateņŚÉ HPMDA(1,2,4,5-cyclohexanetetracarboxylic dianhydride)Ļ│ä Ēś╝ĒĢ® ņĪ░ņä▒ ņĀÉņ”ØņĀ£(thickener)ļź╝ ņÜ®ĒĢ┤ņŗ£Ēé© Ēżļ¼╝ļĀłņØ┤ņģśĻ│╝ Ēś╝ĒĢ®ĒĢśņŚ¼ ĒÄśņØ┤ņŖżĒŖĖļź╝ ņĀ£ņĪ░ĒĢśĻ│Ā, ĻĘĖ Ļ│ĄņĀĢņä▒ ļ░Å ņåīĻ▓░ņĀæĒĢ® ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż15). ļīĆĻĖ░ ņżæ 0.4 MPaļĪ£ Ļ░ĆņĢĢ ĒĢśņŚÉņä£ 30ļČäļÅÖņĢł Ag Ēö╝ļŗłņē¼ ļČĆĒÆłļōżĻ│╝ ņåīĻ▓░ņĀæĒĢ®ņØä ņŗżņŗ£ĒĢ£ Ļ▓ĮņÜ░ 250 ļ░Å 280 ┬░CņØś ņĪ░Ļ▒┤ņŚÉņä£ Ļ░üĻ░ü ņĢĮ 22.5 ļ░Å 80.0 MPaņØś ļåÆņØĆ ņĀæĒĢ®Ļ░ĢļÅäļź╝ ļéśĒāĆļé┤ņŚłĻ│Ā, ĻĘĖ ņĀæĒĢ®ļČĆ ļ»ĖņäĖņĪ░ņ¦üņØĆ Fig. 5ņÖĆ Ļ░ÖņĢśļŗż. EG ņÜ®ņĀ£ļź╝ ņé¼ņÜ®ĒĢ£ ļÅÖņØ╝ĒĢ£ ĒĢäļ¤¼ ņ▓©Ļ░Ć ĒÄśņØ┤ņŖżĒŖĖņÖĆņØś ļ╣äĻĄÉ ņŗżĒŚśņØä ĒåĄĒĢ┤ Ļ░£ļ░£ļÉ£ ņÜ®ņĀ£ Ēżļ¼╝ļĀłņØ┤ņģśņØĆ shear thinning ĒŖ╣ņä▒ņØś Ē¢źņāüņØä ĒåĄĒĢ£ ņØĖņćäņä▒ņØś Ļ░£ņäĀĻ│╝ ņØĖņćä Ēī©Ēä┤ņØś ņŖ¼ļ¤╝Ēöä(slump)Ļ░Ć ņ¢ĄņĀ£ļÉśļŖö ņןņĀÉņØä ņĀ£Ļ│ĄĒĢśņśĆĻ│Ā, ļŗżņåī Ē¢źņāüļÉ£ ņåīĻ▓░ņĀæĒĢ® ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö ļīĆĻĖ░ ņżæ ņåīĻ▓░Ļ│╝ņĀĢņŚÉņä£ Ļ│╝ļÅäĒĢ£ ņé░ĒÖöĻ░Ć ņØ╝ņ¢┤ļéśņ¦Ć ņĢŖļŖö Ag ņ×ģņ×É ĻĖ░ļ░ś ĒÄśņØ┤ņŖżĒŖĖļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ĆņĢĢ ņĀæĒĢ®ĒĢśļŖö Ļ│ĄņĀĢņØ┤ļØ╝ļÅä ņĀüņÜ®ļÉśļŖö ņÜ®ņĀ£ņØś Ēżļ¼╝ļĀłņØ┤ņģśņØ┤ ņåīĻ▓░ņĀæĒĢ® ĒŖ╣ņä▒ņŚÉ ņ¦üņĀæņĀüņØĖ ņśüĒ¢źņØä ļ»Ėņ╣©ņØä ņĢöņŗ£ĒĢ£ļŗż.
Fig.┬Ā5
Cross-sectional SEM images in the bondlines at different temperatures for 60 min under the external pressure of 0.4 MPa in air using the bimodal Ag paste based on a novel solvent: (a) 200 ┬░C, (b) 250 ┬░C, and (c) 280┬░C15)
Nishikawa ļō▒ņØĆ Fig. 6ņŚÉņä£ ļ│┤ņØ┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ļ░żņåĪņØ┤ ĒśĢņāüņØś ņØĆ ņ×ģņ×É(ĒÅēĻĘĀ ņ¦üĻ▓Į: 3 ŃÄø)ļōżņØä ĻĖĆļ”¼ņĮ£ņŚÉĒģīļź┤(glycol ether) ĻĖ░ļ░śņØś ņÜ®ļ¦żņÖĆ SiO2 ņ×ģņ×ÉļōżĻ│╝ Ēś╝ĒĢ®ĒĢśņŚ¼ ĒÄśņØ┤ņŖżĒŖĖļź╝ ņĀ£ņĪ░ĒĢśĻ│Ā, 10 MPaņØś Ļ░ĆņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ 300 ┬░CļĪ£ 10ļČäĻ░ä ņåīĻ▓░ņĀæĒĢ®ĒĢśņŚ¼ ĻĘĖ ņĀæĒĢ®ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆļŗż16). ņåīĻ▓░ņĀæĒĢ® Ļ│╝ņĀĢņŚÉņä£ļŖö 130 ┬░CņŚÉņä£ 5ļČäĻ░ä ļ¼┤Ļ░ĆņĢĢ ņśłņŚ┤(pre-heating) ļŗ©Ļ│äļź╝ ņéĮņ×ģĒĢśņśĆļŗż. ĻĘĖ Ļ▓░Ļ│╝ ļīĆĻĖ░ ņżæ Cu Ēö╝ļŗłņē¼ ļČĆĒÆł ņé¼ņÜ® ņĪ░Ļ▒┤ņŚÉņä£ļŖö 15 MPaņŚÉ ĻĘ╝ņĀæĒĢśļŖö ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć, ļ¼┤ņĀäĒĢ┤ ļŗłņ╝ł/ņ╣©ņ¦Ć ĻĖł(electroless nickel immersion gold, ENIG) Ēö╝ļŗłņē¼ ļČĆĒÆł ņé¼ņÜ® ņĪ░Ļ▒┤ņŚÉņä£ļŖö 30 MPaņŚÉ ĻĘ╝ņĀæĒĢśļŖö ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć Ļ░üĻ░ü ņĖĪņĀĢļÉśņŚłļŗż. ļČäņ£äĻĖ░ļź╝ ņ¦łņåīļĪ£ ļ░öĻŠ╝ Ļ▓ĮņÜ░ņŚÉņä£ļŖö Cu Ēö╝ļŗłņē¼ ļČĆĒÆł ņé¼ņÜ® ņŗ£ 20 MPaņØä ņāüĒÜīĒĢśļŖö ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć, ENIG Ēö╝ļŗłņē¼ ļČĆĒÆł ņé¼ņÜ® ņŗ£ņŚÉņä£ļŖö 30 MPaņØś ņāüĒÜīĒĢśļŖö ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć Ļ░üĻ░ü ņĖĪņĀĢļÉśņ¢┤ ļīĆĻĖ░ ņżæ ņāüĒÖ®ļ│┤ļŗż ļŹöņÜ▒ ņÜ░ņłśĒĢ£ ņĀæĒĢ®ļČĆĻ░Ć ĒśĢņä▒ļÉ©ņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļōżņØĆ AgĻ│ä ņåīĻ▓░ņĀæĒĢ® ĒÄśņØ┤ņŖżĒŖĖņØś ļīĆĻĖ░ ņżæ ņåīĻ▓░ņĀæĒĢ® ņŗ£ Cu Ēö╝ļŗłņē¼ņØś ņé░ĒÖö ņ¢ĄņĀ£ņŚÉ ļīĆĒĢ£ ĒÖĢņŗżĒĢ£ ļ░®ņĢłņØ┤ ņŚåļŗżļ®┤ AuņÖĆ Ļ░ÖņØĆ ļé┤ņé░ĒÖö Ēö╝ļŗłņē¼ņØś ļČĆĒÆłņØä ņé¼ņÜ®ĒĢśļŖö Ļ▓āņØ┤ ļ░öļ×īņ¦üĒĢ©ņØä ņĢīļĀżņżĆļŗż. ņĢäņÜĖļ¤¼ ļ░żņåĪņØ┤ ĒśĢņāüĻ│╝ Ļ░ÖņØ┤ Ēæ£ļ®┤ņĀüņØ┤ ļ¦żņÜ░ ļ░£ļŗ¼ĒĢśņŚ¼ ņåīĻ▓░ņŚÉ ņ£Āļ”¼ĒĢ£ ĒśĢĒā£ļź╝ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē ņ×ģņ×ÉļĪ£ ņĀ£ņĪ░ĒĢśņŚ¼ ņé¼ņÜ®ĒĢĀ Ļ▓ĮņÜ░ Ļ│ĀņåŹņØś ņåīĻ▓░ņĀæĒĢ®ņØ┤ Ļ░ĆļŖźĒĢ©ņØ┤ ņĀ£ņŗ£ļÉśņŚłļŖöļŹ░, ņŗżņĀ£ ņåīĻ▓░ņĀæĒĢ® ņŗ£Ļ░äņØ┤ ņłśļČä ņłśņżĆņ£╝ļĪ£ Ē¢źņāüļÉĀ Ļ▓ĮņÜ░ ņ╗©ļ▓ĀņØ┤ņ¢┤ ļØ╝ņØĖņØä ņé¼ņÜ®ĒĢ£ ņŚ░ņåŹ ņåīĻ▓░ņĀæĒĢ® Ļ│ĄņĀĢņØ┤ Ļ░ĆļŖźĒĢĀ Ļ▓āņ£╝ļĪ£ ņśłņāüļÉśņ¢┤ ĻĖ░ņĪ┤ ņåīĻ▓░ņĀæĒĢ® Ļ│ĄņĀĢņØś ĒīÉļÅä ļ│ĆĒÖöĻ░Ć Ļ░ĆļŖźĒĢśļŗż.

3. ļ¼┤Ļ░ĆņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ņØś ņåīĻ▓░ņĀæĒĢ®
ņ╣®ņØś ņåīĻ▓░ņĀæĒĢ®ņØä ļ¼┤Ļ░ĆņĢĢ ņĪ░Ļ▒┤ņŚÉņä£ ņ¦äĒ¢ēĒĢĀ ņłś ņ׳ļŗżļ®┤ ņĀæĒĢ®Ļ│ĄņĀĢņØĆ ļ¦żņÜ░ ļŗ©ņł£ĒĢ┤ņ¦Ćļ®░, Ļ░ĆņĢĢņØä ņ£äĒĢ£ ļČĆĻ░ĆņĀüņØĖ ņןņ╣ś Ēł¼ņ×ÉļÅä Ēü¼Ļ▓ī Ļ░Éņåīņŗ£Ēé¼ ņłś ņ׳ļŗż. ņĢäņÜĖļ¤¼ ņ╗©ļ▓ĀņØ┤ņ¢┤ ļØ╝ņØĖ ņĀüņÜ® ņŗ£ Ļ│ĄņĀĢņØä ļ®łņČöņ¦Ć ņĢŖĻ│Ā ņŚ░ņåŹ ņåīĻ▓░ņĀæĒĢ®ņØä ņ¦äĒ¢ēĒĢĀ ņłś ņ׳ņ¢┤ ņĀ£ņĪ░ļØ╝ņØĖņØś ņĢłņĀĢņĀü ĻĄ¼ļÅÖĻ│╝ ĒĢ©Ļ╗ś ņāØņé░ņä▒ Ē¢źņāüņØä ļÅäļ¬©ĒĢĀ ņłś ņ׳ļŗż(ļ¼╝ļĪĀ ļ¼┤Ļ░ĆņĢĢņ£╝ļĪ£ ņØĖĒĢ┤ ņåīĻ▓░ņŗ£Ļ░äņØ┤ Ēü¼Ļ▓ī ĻĖĖņ¢┤ņ¦ł Ļ▓ĮņÜ░ ņśżĒ׳ļĀż ņāØņé░ņä▒ņØ┤ ņĢģĒÖöļÉĀ ņłśļÅä ņ׳ņØī). ļö░ļØ╝ņä£ ņØ┤ņÖĆ Ļ░ÖņØĆ ņØ┤ņĀÉļōżļĪ£ ņØĖĒĢ┤ ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ®ņØĆ ĻČüĻĘ╣ņĀüņØĖ ņåīĻ▓░ņĀæĒĢ® ĻĖ░ņłĀļĪ£ ņŚ░ĻĄ¼ļÉśĻ│Ā ņ׳ļŗż17).
Zhang ļō▒ņØĆ ĒÅēĻĘĀ ņ¦üĻ▓Į 6 ŃÄøĻĖēņØś Ag ĒöīļĀłņØ┤Ēü¼ņÖĆ ņä£ļĖīļ¦łņØ┤Ēü¼ļĪĀĻĖē(300 nm) Ag ņ×ģņ×Éļź╝ 1:1ļĪ£ ļ░░ĒĢ®ĒĢśņŚ¼ ĒÄśņØ┤ņŖżĒŖĖļź╝ ņĀ£ņĪ░ĒĢśļŖö Ļ│╝ņĀĢņŚÉņä£ CELTOL-IAļØ╝ļŖö ņŚÉĒģīļź┤ ĒāĆņ×ģ(ether-type) ņÜ®ļ¦żļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż18). Ag Ēö╝ļŗłņē¼ ņ╣® ļ░Å ĻĖ░ĒīÉņØä ņé¼ņÜ®ĒĢśņŚ¼ ļīĆĻĖ░ ņżæ 250 ┬░CņŚÉņä£ 10ļČäĻ░äņØś ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ®ņØä ņŗżņŗ£ĒĢ£ Ļ▓░Ļ│╝ Fig. 7ņØś ņĀæĒĢ®ļČĆ ļ»ĖņäĖņĪ░ņ¦üĻ│╝ ĒĢ©Ļ╗ś 35 MPaņŚÉ ņØ┤ļź┤ļŖö ņÜ░ņłśĒĢ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. ņØ┤Ēøä 250 ┬░CņŚÉņä£ņØś ļīĆĻĖ░ ņżæ ņŗ£ĒÜ©(aging) ņŗ£ ņĢĮ 100ņŗ£Ļ░äĻ╣īņ¦ĆļŖö ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņĢĮ 30 MPa ņłśņżĆņ£╝ļĪ£ Ļ░ÉņåīĒĢśļéś, 1000ņŗ£Ļ░äņØś ņŗ£ĒÜ© ĒøäņŚÉļŖö 37.5 MPa ņłśņżĆĻ╣īņ¦Ć ņśżĒ׳ļĀż ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓░Ļ│╝Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłļŗż. ņŗ£ĒÜ© Ēøä ņØ┤ļ¤¼ĒĢ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØś ņ”ØĻ░Ć ĒśäņāüņØĆ ņåöļŹö ĒĢ®ĻĖł ņĀæĒĢ®ļČĆņŚÉņä£ļŖö ņóĆņ▓śļ¤╝ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖļŖö ņåīĻ▓░ņĀæĒĢ®ļČĆņØś ņןņĀÉņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ® ņĪ░Ļ▒┤ņ×äņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā 10ļČäļ¦īņŚÉ 35 MPaņØś ņÜ░ņłśĒĢ£ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć ņ¢╗ņ¢┤ņ¦ä ņśłņÖĖņĀüņØĖ Ļ▓░Ļ│╝ņŚÉ ļīĆĒĢ┤ ĻĘĖ ņøÉņØĖļōżņØ┤ ņĀäĒśĆ ņĀ£ņŗ£ļÉśņ¦Ć ņĢŖņĢśņ£╝ļéś, ĒŖ╣ņłśĒĢ£ ņÜ®ļ¦żļź╝ ņé¼ņÜ®ĒĢ£ ĒÄśņØ┤ņŖżĒŖĖ Ēżļ¼╝ļĀłņØ┤ņģśņØś ņĄ£ņĀüĒÖöĻ░Ć ĻĘĖ ņøÉņØĖņ£╝ļĪ£ ĒīīņĢģļÉ£ļŗż.
Fig.┬Ā7
Cross-sectional microstructures at the interfaces of (a) substrate/bondline and (b) chip/bondline after the pressureless sinter-bonding at 250 ┬░C for 10 min in air using the bimodal Ag paste fabricated with CELTOL-IA solvent18)

Wang ļō▒ņØĆ ņłśļ░▒ ļéśļģĖĻĖē Ag ļéśļģĖņ×ģņ×Éļź╝ ņé¼ņÜ®ĒĢ£ ļ¼╝ ĻĖ░ļ░śņØś ĒÄśņØ┤ņŖżĒŖĖļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļīĆĻĖ░ ņżæ 200 ┬░CņØś ņś©ļÅäņŚÉņä£ 60ļČäĻ░ä ņåīĻ▓░ņĀæĒĢ®ņØä ņ¦äĒ¢ēĒĢśņśĆļŗż19). ņ¦üņĀæ ņĀ£ņĪ░ĒĢ£ Ag ļéśļģĖņ×ģņ×ÉļŖö Fig. 8(a)ņØś ĒśĢĒā£ļĪ£ citrateņØś ņ£ĀĻĖ░ļ¼╝ Ļ╗Źņ¦ł(shell)ļĪ£ Ļ░ÉņŗĖņ¦ĆĻ▓ī ļÉśļŖöļŹ░, ņØ┤ ņ£ĀĻĖ░ļ¼╝ņØĆ ņĢĮ 200Ōł╝230 ┬░CņŚÉ Ļ▒Ėņ│É ļČäĒĢ┤ļÉśļŖö ĒŖ╣ņä▒ņØä ļ│┤ņśĆļŗż. Ag Ēö╝ļŗłņē¼ ļČĆĒÆłļōżĻ│╝ņØś ņĀæĒĢ® Ēøä ļŗ©ļ®┤ ņĪ░ņ¦üņØĆ Fig. 8(b) ļ░Å 8(c)ņÖĆ Ļ░ÖņØĆļŹ░, ņĖĪņĀĢļÉ£ ņĀæĒĢ®Ļ░ĢļÅäļŖö 25(┬▒5) MPa ņłśņżĆņ£╝ļĪ£ ņÜ░ņłśĒ¢łņ£╝ļ®░, ņåīĻ▓░ņĀæĒĢ®ļČĆņØś ņŚ┤ņĀäļÅäļÅäļŖö 74 W/K
mļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. ņĀĆņ×ÉļōżņØĆ ļéśļģĖ Ag ņ×ģņ×ÉļōżņŚÉ ĒØĪņ░®ļÉśņ¢┤ ņ׳ļŖö ņ£ĀĻĖ░ļ¼╝ļōżņØ┤ ņÖäņĀäĒ׳ ļČäĒĢ┤ļÉśļŖö ņś©ļÅä(230 ┬░C)ļ│┤ļŗż ļé«ņØĆ ņĀæĒĢ®ņś©ļÅä(200 ┬░C)ņŚÉņä£ ņĀæĒĢ®ņØ┤ ņÖäļŻīļÉ£ ņé¼ņŗżļĪ£ļČĆĒä░ ņ×ģņ×É Ēæ£ļ®┤ņŚÉ ņ£ĀĻĖ░ļ¼╝ ņä▒ļČäņØ┤ ņ×öņĪ┤ĒĢśĻ│Ā ņ׳ļŹöļØ╝ļÅä ņ×ģņ×ÉņÖĆ ņ£ĀĻĖ░ ļ”¼Ļ░äļō£Ļ░äņØś ĒÖöĒĢÖņĀü Ļ▓░ĒĢ®ļ¦ī Ļ╣©ļ£©ļ”░ļŗżļ®┤ ņä▒Ļ│ĄņĀüņØĖ ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ®ņØ┤ Ļ░ĆļŖźĒĢśļŗżĻ│Ā ņŻ╝ņןĒĢśņśĆļŗż. ĒĢ┤ļŗ╣ ĒÄśņØ┤ņŖżĒŖĖņŚÉ ņØśĒĢ£ ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ®ņØĆ ņ×ģņ×É Ēæ£ļ®┤ņŚÉ ĒÅēĻĘĀ 20 nm Ēü¼ĻĖ░ņØś ļ»ĖņäĖ ļÅīĻĖ░Ļ░Ć ĒśĢņä▒ļÉ£ ņśźņłśņłś ĒśĢņāüņØś ņłśļ░▒ ļéśļģĖĻĖē Ag ņ×ģņ×ÉņØś ņé¼ņÜ®ņŚÉ ņØśĒĢ┤ Ļ░ĆļŖźĒĢ£ Ļ▓āņ£╝ļĪ£ ņŻ╝ņןļÉśņŚłļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ Ļ▓░Ļ│╝ļŖö ņ×ģņ×É ņ×Éņ▓┤ņØś Ēü¼ĻĖ░ļŖö ņä£ļĖīļ¦łņØ┤Ēü¼ļĪĀĻĖē(ĒÄśņØ┤ņŖżĒŖĖ ņĀ£ņĪ░ļź╝ ņ£äĒĢ£ Ēś╝ĒĢ®Ļ│ĄņĀĢņØ┤ ļéśļģĖĻĖē ņ×ģņ×Éļōżļ│┤ļŗż ņłśņøöĒĢ©)ņØ┤ļéś ĻĘĖ Ēæ£ļ®┤ņØ┤ ļéśļģĖĻĖē ņ×ģņ×ÉņÖĆ Ļ░ÖņØĆ ĒśĢņāüņØä ļéśĒāĆļé┤ļŖö ĒĢäļ¤¼ ņåīņ×¼Ļ░Ć ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ®ņØä ņ£äĒĢ£ ĒĢäļ¤¼ ņåīņ×¼ļĪ£ ņĀüĒĢ®ĒĢĀ ņłś ņ׳ņØīņØä ņĢöņŗ£ĒĢ£ļŗż.
Fig.┬Ā8
(a) Magnified transmission electron microscopy (TEM) image of Ag nanoparticles prepared by flocculation. (b) SEM micrograph of bondline pressureless sinter-bonded at 200 ┬░C for 60 min in air. (c) High-angle annular dark-field image of Ag nanoparticles at 200 ┬░C19)
ņĢ×ņä£ ņ¢ĖĻĖēļÉ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņ╣®Ļ│╝ ĻĖ░ĒīÉņØś ĻĖłņåŹ Ēö╝ļŗłņē¼ļĪ£ Cuļź╝ ĻĘĖļīĆļĪ£ ņé¼ņÜ®ĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö ļīĆĻĖ░ ņżæ ņåīĻ▓░ņĀæĒĢ®ļÅÖņĢł Cu Ēæ£ļ®┤ņØś ņé░ĒÖöņŚÉ ņØśĒĢ£ ļ¼ĖņĀ£ļź╝ Ļ│ĀļĀżĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ņ”ē, Cu ņĖĄņØś ņé░ĒÖöļŖö ĒÄśņØ┤ņŖżĒŖĖ ļé┤ Ag ņ×ģņ×ÉļōżĻ│╝ņØś ņåīĻ▓░ņØä ļ░®ĒĢ┤ĒĢśņŚ¼ Ļ│äļ®┤ ĒīīĻ┤┤ņØś ļ¼ĖņĀ£ļź╝ ļ░£ņāØņŗ£ĒéżĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. Zheng ļō▒ņØĆ Ēæ£ļ®┤ņŚÉ ņ£ĀĻĖ░ļ¼╝ ļ”¼Ļ░äļō£ļź╝ Ļ░Ćņ¦ĆļŖö Ag ļéśļģĖņ×ģņ×É(ņ×ģļÅä:ŃĆł50 nm), ņ£ĀĻĖ░ņÜ®ļ¦ż, ļ░öņØĖļŹö(binder), Ēæ£ļ®┤ĒÖ£ņä▒ņĀ£(surfactant) ļ░Å ņŗ£ļäł(thinner) ļō▒ņØ┤ ļ░░ĒĢ®ļÉ£ ĒÄśņØ┤ņŖżĒŖĖ ņĀ£ĒÆłņØä ņé¼ņÜ®ĒĢśņŚ¼ ļŗżņ¢æĒĢ£ ņåīĻ▓░ņĀæĒĢ® ļČäņ£äĻĖ░ņŚÉ ļö░ļźĖ Cu Ēö╝ļŗłņē¼ Si ņ╣®Ļ│╝ DBC(direct-bond copper) ĻĖ░ĒīÉĻ░äņØś ņĀæĒĢ® ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆļŗż20). ņĀæĒĢ®ņś©ļÅäĻ╣īņ¦ĆņØś Ļ░ĆņŚ┤ņŗ£Ļ░äņØĆ 80ļČäņŚÉ ņØ┤ļź┤ļĀĆĻ│Ā, ņĀæĒĢ®ņś©ļÅäņŚÉņä£ņØś ņ£Āņ¦Ćņŗ£Ļ░äņØĆ 10ļČäņØ┤ņŚłļŗż. ĻĘĖ Ļ▓░Ļ│╝ 280 ┬░CņŚÉņä£ Ēżļ░Ź Ļ░ĆņŖż(forming gas, 4 vol% H2Ļ░Ć ĒĢ©ņ£ĀļÉ£ N2), ņł£ņłś N2 ļ░Å 1%ņØś O2 ĒĢ©ņ£ĀļÉ£ N2 ļČäņ£äĻĖ░ļź╝ ņĀüņÜ®ĒĢśņŚ¼ ņĀæĒĢ®ĒĢĀ Ļ▓ĮņÜ░ ņ╣®ņØś ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØĆ Ļ░üĻ░ü ņĢĮ 45, 34, 25 MPaņØä ļéśĒāĆļé┤ņ¢┤ ĒÖśņøÉņä▒ ļČäņ£äĻĖ░Ļ░Ć Ļ░Ćņן ņÜ░ņłśĒĢ£ ņåīĻ▓░ņĀæĒĢ® ņä▒ļŖźņØä ļČĆņŚ¼ĒĢśļŖö ļ░śļ®┤ ņé░ĒÖöņä▒ ļČäņ£äĻĖ░ļŖö Cu Ēö╝ļŗłņē¼ ļČĆĒÆłņØś ņåīĻ▓░ņĀæĒĢ®ņŚÉ Ļ░Ćņן ņĢģņśüĒ¢źņØä ļ»Ėņ╣©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. 260 ┬░CņŚÉņä£ ņåīĻ▓░ņĀæĒĢ® ņŗ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆļōżņØĆ ņĀäņ▓┤ņĀüņ£╝ļĪ£ Ļ░ÉņåīĒ¢łņ£╝ļéś, ļČäņ£äĻĖ░ ņóģļźśņŚÉ ļö░ļźĖ ņł£ņ£äļŖö ļÅÖņØ╝ĒĢśņśĆļŗż. ņĢäņÜĖļ¤¼ ņåīĻ▓░ņĀæĒĢ® ĒÄśņØ┤ņŖżĒŖĖņØś ņāēĻ┤Ćņ░░ņØä ĒåĄĒĢ┤ ņł£ņłś ņ¦łņåīņŚÉ ļ╣äĒĢ┤ H2ņØś ņ▓©Ļ░ĆļŖö ĒÄśņØ┤ņŖżĒŖĖ ļé┤ ļ░öņØĖļŹö ņä▒ļČäņØś ņĀ£Ļ▒░ņŚÉ ļ│┤ļŗż ĒÜ©Ļ│╝ņĀüņ×äņØä Ļ▓Ćņ”ØĒĢĀ ņłś ņ׳ņŚłļŗż. ņŚ░ņåīņŚÉ ņØśĒĢ£ ļ░öņØĖļŹö ņä▒ļČäņØś ņĀ£Ļ▒░ļŖö ņé¼ņŗż ņé░ņåīĻ░Ć Ļ░£ņ×¼ļÉ£ ļČäņ£äĻĖ░ņØś ņé¼ņÜ® ņŗ£ Ļ░Ćņן ĒÖ£ļ░£Ē׳ ņØ╝ņ¢┤ļé£ļŗż. ĻĘĖ Ļ▓░Ļ│╝ļĪ£ ņł£ņłś N2 ļ░Å 1%ņØś O2 ĒĢ©ņ£ĀļÉ£ N2 ļČäņ£äĻĖ░ņØś ņĀüņÜ® ņŗ£ ļ░öņØĖļŹö ņä▒ļČäņØś ĒÜ©Ļ│╝ņĀüņØĖ ņĀ£Ļ▒░ļĪ£ Ag ņ×ģņ×ÉĻ░äņØś ņåīĻ▓░ņØ┤ Ļ░Ćņן Ē¢źņāüļÉ£ Ļ▓░Ļ│╝(Fig. 9(c))ļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ņĢäņÜĖļ¤¼ ņł£ņłś ņ¦łņåīļź╝ ņé¼ņÜ®ĒĢĀ Ļ▓ĮņÜ░ņŚÉņä£ļŖö ļ░öņØĖļŹö ņä▒ļČäņØś ņĀ£Ļ▒░Ļ░Ć Ļ░Ćņן ņל ņØ┤ļŻ©ņ¢┤ņ¦Ćņ¦Ć ņĢŖņĢä ņåīĻ▓░ņØ┤ Ļ▒░ņØś ņ¦äĒ¢ēļÉśņ¦Ć ņĢŖņØĆ Ļ▓░Ļ│╝(Fig. 9(b))Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłļŗż. ĻĘĖļ¤¼ļéś ĻĘĖ Ēīīļ®┤ņØä Ļ┤Ćņ░░ĒĢ┤ļ│┤ļ®┤ ļŗżļźĖ ļČäņ£äĻĖ░ ņĀüņÜ® ņŗ£ĒÄĖļōżĻ│╝ļŖö ļŗ¼ļ”¼ 1%ņØś O2 ĒĢ©ņ£ĀļÉ£ N2 ļČäņ£äĻĖ░ ņĀüņÜ® ņŗ£ĒÄĖļ¦īņØ┤ ņĀæĒĢ® Ļ│äļ®┤ņŚÉņä£ Cu ņé░ĒÖöļ¼╝ņØ┤ ĒśĢņä▒ļÉśņŚłĻ│Ā, Ēīīļ®┤ ĒśĢņä▒ Ēøä Cu ņé░ĒÖöļ¼╝ļČĆĻ░Ć ļ¦ÄņØ┤ ļģĖņČ£ļÉśņ¢┤ ņ׳ņØīņØä ņĢī ņłś ņ׳ņŚłļŗż(Fig. 9(f)). ņØ┤ļŖö Ļ│äļ®┤ ĒīīĻ┤┤Ļ░Ć ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØś Ļ░ÉņåīņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śĻ│Ā ņ׳ņØīņØä ļé┤ĒżĒĢśļŖöļŹ░, ņ”ē Ag ņ×ģņ×ÉļōżĻ░äņØś ņåīĻ▓░ņĀĢļÅäņŚÉ ņāüĻ┤ĆņŚåņØ┤ Cu Ēö╝ļŗłņē¼ņØś ņé░ĒÖöĻ░Ć ņåīĻ▓░ņĀæĒĢ®ļČĆņØś ņĀæĒĢ®Ļ░ĢļÅä ĒŖ╣ņä▒ņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣©ņØä ļŗżņŗ£ ĒĢ£ļ▓ł Ļ▓Ćņ”ØĒĢśļŖö Ļ▓░Ļ│╝ņØ┤ļŗż.
Fig.┬Ā9
(a-c) SEM micrographs of nanosilver paste sintered at 280 ┬░C under pressure-less condition in different atmospheres and (d-f) fracture surfaces observed after die-shear tests: (a, d) 4% H2-N2, (b, e) pure N2, and (c, f) 1% O2-N220)
Zhang ļō▒ņØĆ Ag ĒöīļĀłņØ┤Ēü¼(ĒÅēĻĘĀ ņ¦üĻ▓Į: 6 ŃÄø)ņŚÉ Ag2O (ņ¦üĻ▓Į: 2-3 ŃÄø)ļź╝ 5Ōł╝20 wt% ļ╣äņ£©ļĪ£ Ēś╝ĒĢ®ĒĢśĻ│Ā, CELTOL- IA ņÜ®ļ¦żļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĀ£ņĪ░ĒĢ£ ĒÄśņØ┤ņŖżĒŖĖņØś ļīĆĻĖ░ ņżæ ņĀĆņś© ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ® ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆļŗż21). ņØ┤ļ¤¼ĒĢ£ ņĪ░ņä▒ņØś ĒÄśņØ┤ņŖżĒŖĖļŖö ņĢ×ņä£ ņ¢ĖĻĖēļÉ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņåīĻ▓░ņĀæĒĢ®ņØä ņ£äĒĢ£ Ļ░ĆņŚ┤ ļÅäņżæ Ag2OņØś ĒÖśņøÉļ░śņØæņ£╝ļĪ£ ņāØņä▒ļÉśļŖö ĻĘ╣ļ»ĖņäĖ Ag ņ×ģņ×ÉļōżņØś ņøöļō▒ĒĢ£ ņåīĻ▓░ĒŖ╣ņä▒ņØä ņØ┤ņÜ®ĒĢśļ»ĆļĪ£ 170 ┬░CņØś ņĀĆņś© ņĪ░Ļ▒┤ņŚÉņä£ļÅä ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ®ņØ┤ Ļ░ĆļŖźĒĢśļŗż. ĻĘĖ Ļ▓░Ļ│╝ 180 ┬░CņŚÉņä£ 45ļČäĻ░ä ņåīĻ▓░ņĀæĒĢ® ņŗ£ 5% Ag2O ņ▓©Ļ░Ć ĒÄśņØ┤ņŖżĒŖĖņŚÉņä£ 25 MPaņØä ņāüĒÜīĒĢśļŖö ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņĖĪņĀĢļÉśņŚłĻ│Ā, Ag2O ņ▓©Ļ░Ćļ¤ēņØä 10%ļĪ£ ņ”ØĻ░Ćņŗ£Ēé¼ Ļ▓ĮņÜ░ 42.3 MPaņŚÉ ņØ┤ļź┤ļŖö ļ¦żņÜ░ ņÜ░ņłśĒĢ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. Ag2O 10% ĒÄśņØ┤ņŖżĒŖĖņØś Ļ▓ĮņÜ░ ņĀæĒĢ®ņŗ£Ļ░äņØä 30ļČäņ£╝ļĪ£ ņżäņØ┤ļŖö Ļ▓ĮņÜ░ņŚÉļÅä ņĢĮ 30 MPaņØś ņÜ░ņłśĒĢ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņ▓©Ļ░ĆļÉ£ Ag2OļŖö Ļ░ĆņŚ┤ ļÅäņżæ CELTOL-IAņŚÉ ņØśĒĢ┤ ļ»ĖņäĖĒĢ£ ļéśļģĖ Ag ņ×ģņ×ÉļĪ£ ĒÖśņøÉļÉśļ®░, Fig. 10(b)ņŚÉņä£ Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļō»ņØ┤ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē Ag ĒöīļĀłņØ┤Ēü¼ Ēæ£ļ®┤ņŚÉ ĒśĢņä▒ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ļéśļģĖņ×ģņ×ÉļŖö Ēü░ ļ╣äĒæ£ļ®┤ņĀüĻ░ÆĻ│╝ ļåÆņØĆ Ēæ£ļ®┤ņŚÉļäłņ¦ĆļĪ£ ņØĖĒĢśņŚ¼ ņŻ╝ļ│Ć ņ×ģņ×ÉļōżĻ│╝ņØś ņåīĻ▓░ņŚÉ ļ¦żņÜ░ ņ£ĀņÜ®ĒĢ£ ņä▒ļČäņ£╝ļĪ£ ņ×æņÜ®ĒĢśņŚ¼ ļé«ņØĆ ņś©ļÅäņŚÉņä£ļÅä ņÜ░ņłśĒĢ£ ņåīĻ▓░ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ļ®░, ĻČüĻĘ╣ņĀüņ£╝ļĪ£ ņØ┤ņøāĒĢ£ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē ĒöīļĀłņØ┤Ēü¼ļōżĻ░äņØä ņä£ļĪ£ ņŚ░Ļ▓░ĒĢśļŖö ĒÖĢņé░ Ļ▓ĮļĪ£ņØś ņŚŁĒĢĀņØä ņłśĒ¢ēĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö Ag2OņØś ņ▓©Ļ░ĆĻ░Ć ņĀĆņś© ņåīĻ▓░ņĀæĒĢ® ļ░Å ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ®ņŚÉ ļ¦żņÜ░ ĒÜ©Ļ│╝ņĀüņØĖ ļ░®ļ▓Ģņ×äņØä ņל ļ│┤ņŚ¼ņżĆļŗż.
Fig.┬Ā10
Microstructures of Ag/10% Ag2O pastes pressureless sinterd at 180 ┬░C in air for different times: (a) before sintering, (b) 15 min, and (c) 30 min21)
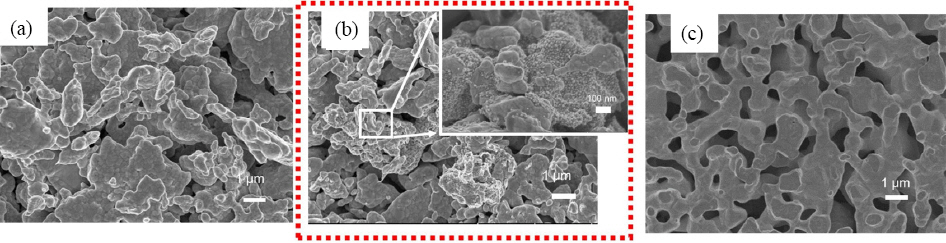
Li ļō▒ņØĆ ņł£ņłś AgĻ│ä bimodal ņ×ģļÅä ĒÄśņØ┤ņŖżĒŖĖņØś ņåīĻ▓░ņĀæĒĢ® Ļ▒░ļÅÖņØä ņ×ÉņäĖĒ׳ Ļ┤Ćņ░░ĒĢśņśĆļŗż22). ļ¦łņØ┤Ēü¼ļĪ£ĻĖē ļŗżļ®┤ņ▓┤ĒśĢ Ag ņ×ģņ×É(1-5 ŃÄø, ĒÅēĻĘĀ ņ¦üĻ▓Į: 2.8 ŃÄø)ņÖĆ ņ£ĀĻĖ░ļ¼╝ Ļ╗Źņ¦łņØä Ļ░Ćņ¦ĆļŖö Ag ļéśļģĖņ×ģņ×É(20-100 nm, ĒÅēĻĘĀ ņ¦üĻ▓Į: 52 nm)ļź╝ Ļ░üņóģ ņ£ĀĻĖ░ļ¼╝ ņä▒ļČäĻ│╝ Ēś╝ĒĢ®ĒĢśņŚ¼ ĒÄśņØ┤ņŖżĒŖĖļź╝ ņĀ£ņĪ░ĒĢ£ Ēøä, Cu Ēö╝ļŗłņē¼ ņ╣®Ļ│╝ DBC ĻĖ░ĒīÉĻ░äņØä ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ®ņŗ£ņ╝░ļŗż. ņĀæĒĢ®ņØä ņ£äĒĢ£ ņś©ļÅä ĒöäļĪ£ĒīīņØ╝(profile)ņØĆ ļīĆĻĖ░ ņżæņŚÉņä£ 5 ┬░C/minņØś ņŖ╣ņś©ņåŹļÅäļĪ£ Ļ░ĆņŚ┤ĒĢ£ Ēøä 200Ōł╝300 ┬░CņŚÉņä£ 20ļČäĻ░ä ņ£Āņ¦ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņäżņĀĢĒĢśņśĆļŗż. ļīĆĻĖ░ ņżæ ņĀæĒĢ® ņŗ£ 200 ┬░CņŚÉņä£ļÅä ņĢĮ 20 MPaņØä ņāüĒÜīĒĢśļŖö ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░, 230 ┬░CņŚÉļŖö ņĢĮ 36.5 MPaņØś ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņĀæĒĢ®ņś©ļÅäņŚÉ ļö░ļźĖ ņĀæĒĢ®ļČĆņØś ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖöļŖö Fig. 11Ļ│╝ Ļ░ÖņĢśļŗż. ņåīĻ▓░ ņ┤łļ░śņŚÉ ņŻ╝ļ│Ć Ag ļ¦łņØ┤Ēü¼ļĪ£ņ×ģņ×Éļōż ļ░Å ļéśļģĖņ×ģņ×ÉļōżĻ│╝ ļ¼╝ļ”¼ņĀüņØĖ ņĀæņ┤ēņØä ĒĢśļŹś Ag ļéśļģĖņ×ģņ×ÉļōżņØĆ Ēæ£ļ®┤ ĒÖĢņé░ņØä ĒåĄĒĢ┤ ņāüļīĆņĀüņ£╝ļĪ£ ņĢĮĒĢ£ ņåīĻ▓░Ļ▓░ĒĢ®(Fig. 11(a))ņØä ņØ┤ļŻ¼ļŗż. ņØ┤Ēøä ņś©ļÅäĻ░Ć ļ│┤ļŗż ņāüņŖ╣ĒĢśļ®┤ņä£ ĒÄśņØ┤ņŖżĒŖĖ ņåŹņØś ņ£ĀĻĖ░ļ¼╝ ņä▒ļČäņØĆ ņĀÉņ░© ļČäĒĢ┤, ņĀ£Ļ▒░ļÉśļéś, ņŚ┤ņĀü ĒÖ£ņä▒ĒÖöļÉ£ ņ×öņĪ┤ ņ£ĀĻĖ░ļ¼╝ ņä▒ļČäņØś ļÅäņøĆņØä ļ░øļŖö ļ¦łņØ┤Ēü¼ļĪ£ ņ×ģņ×ÉņØś Ēæ£ļ®┤ ļ░Å ļéśļģĖņ×ģņ×ÉņØś Ēæ£ļ®┤ ļśÉļŖö ņāüļŗ╣ļČĆļŖö ņł£Ļ░äņĀüņ£╝ļĪ£ ņÜ®ņ£ĄļÉśļ®┤ņä£ ĻĖēĻ▓®ĒĢ£ ņåīĻ▓░ņØ┤ ņ¦äĒ¢ēļÉśļ®░, ņØ┤ļź╝ ĒåĄĒĢ┤ ļ¬©ļōĀ ņ×ģņ×ÉļōżņØ┤ ņĀäņ▓┤ņĀüņ£╝ļĪ£ ņåīĻ▓░ļÉ£ ņÖäņĀäĒ׳ ļŗżļźĖ ļ»ĖņäĖņĪ░ņ¦ü(Fig. 11(b))ņØ┤ ĒśĢņä▒ļÉ£ļŗż. ņØ┤ĒøäļČĆĒä░ļŖö Ļ▓░ņĀĢļ”ĮĻ│ä(grain boundary) ĒÖĢņé░ ļ░Å ņ▓┤ĒÖĢņé░(lattice diffusion)ņØ┤ ņ¦Ćļ░░ņĀüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦Ćļ®┤ņä£ ņåīĻ▓░ņĪ░ņ¦üņØĆ ļŹöņÜ▒ Ļ▓¼Ļ│ĀĒĢ┤ņ¦Ćļ®░, ņĀæĒĢ®ļČĆ ļé┤ ĻĖ░Ļ│ĄļźĀņØĆ ņ¦ĆņåŹņĀüņ£╝ļĪ£ Ļ░Éņåī(Fig. 11(c) ļ░Å 11(d))ĒĢ£ļŗż. ņ╣®Ļ│╝ ĻĖ░ĒīÉņØś ĻĖłņåŹ Ēö╝ļŗłņē¼ļōżņØĆ CuņØ┤ļ»ĆļĪ£ ņĀæĒĢ®ņś©ļÅäņØś ņāüņŖ╣ņŚÉ ļö░ļØ╝ Ļ│äļ®┤ļČĆņŚÉņä£ ņĀÉņ░© ļ¦ÄņØĆ Cu ņé░ĒÖöļ¼╝ņØ┤ Ļ┤Ćņ░░ļÉśņŚłņ£╝ļéś, ļŗżļźĖ ņŗżĒŚś Ļ▓░Ļ│╝ļōżĻ│╝ļŖö ļīĆņĪ░ņĀüņ£╝ļĪ£ ņāØņä▒ļÉśļŖö Cu ņé░ĒÖöļ¼╝ņĖĄņØĆ ņĀæĒĢ®ļČĆņØś ņĀæĒĢ®Ļ░ĢļÅäņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śņ¦Ć ņĢŖņĢśļŗż. ņØ┤ļ¤¼ĒĢ£ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļōżņØĆ ņ£ĀĻĖ░ļ¼╝ ĻĖ░ļ░śņØś ĒÜ©Ļ│╝ņĀüņØĖ Ag ĒÄśņØ┤ņŖżĒŖĖ Ēżļ¼╝ļĀłņØ┤ņģśņØ┤ Cu Ēö╝ļŗłņē¼ņØś ņé░ĒÖöņÖĆ Ļ░ÖņØĆ ļ¼ĖņĀ£ņĀÉļÅä ĻĘ╣ļ│ĄĒĢĀ ņłś ņ׳ņØīņØä ļ│┤ņŚ¼ņżĆļŗż.
Fig.┬Ā11
SEM images of the microstructures of the bimodal Ag paste layers pressureless sintered for 20 min in air at (a) 200 ┬░C, (b) 230 ┬░C, (c) 265 ┬░C, and (d) 300 ┬░C22)
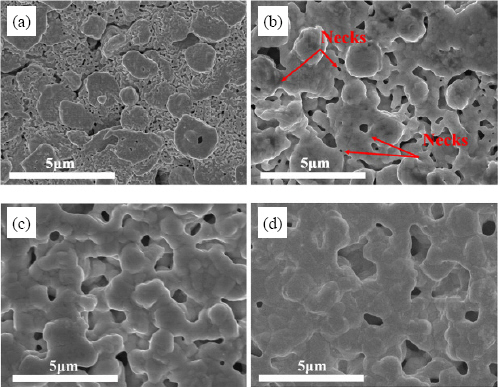
ņåīĻ▓░ņĀæĒĢ® Ēøä ņĀäļŗ©ņŗ£ĒŚś ņŗ£ Ēīīļ®┤ņØś ņāüļŗ╣ņłśĻ░Ć ņĀæĒĢ®ļČĆ ļé┤ļČĆ ĒīīĻ┤┤(coherent failure)Ļ░Ć ņĢäļŗī Ļ│äļ®┤ ĒīīĻ┤┤ņ×äņØä Ļ│ĀļĀżĒĢĀ ļĢī ĻĖ░ĒīÉ ļ░Å ņ╣®ņØś ĻĖłņåŹ Ēö╝ļŗłņē¼ņŚÉņä£ņØś Ēæ£ļ®┤ ņÜöņ▓ĀņĀĢļÅäļŖö ņĀæĒĢ®Ļ░ĢļÅäņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ļ¦żņÜ░ ņżæņÜöĒĢ£ ņØĖņ×ÉņØ┤ļŗż. ņØ┤ņŚÉ Wang ļō▒ņØĆ ņä£ļĪ£ ļŗżļźĖ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļź╝ Ļ░Ćņ¦ĆļŖö Cu Ēö╝ļŗłņē¼ ĻĖ░ĒīÉņØä ņé¼ņÜ®ĒĢ£ ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ® Ēøä ņĀæĒĢ®Ļ░ĢļÅä ļ░Å Ēīīļ®┤Ļ│╝ņØś ņŚ░Ļ┤Ćņä▒ņØä ņŚ░ĻĄ¼ĒĢśņśĆļŗż(Si ņ╣®ņØĆ Ag Ēö╝ļŗłņē¼ņśĆņ£╝ļ®░, ļ¦żļüäļ¤¼ņÜ┤ Ēæ£ļ®┤ņØ┤ņŚłņØī)23). ņé¼ņÜ®ļÉ£ Ag ĒĢäļ¤¼ņØś ĒÅēĻĘĀ ņ×ģĻ▓ĮņØĆ 0.6 ŃÄøņśĆĻ│Ā, ņåīĻ▓░ņĀæĒĢ®ņØĆ ļīĆĻĖ░ ņżæ 250 ┬░CņŚÉņä£ 10ļČäĻ░ä ņ¦äĒ¢ēļÉśņŚłļŗż. Fig. 12ļŖö Cu Ēö╝ļŗłņē¼ļČĆņØś Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņŚÉ ļö░ļźĖ ņĀæĒĢ®Ļ░ĢļÅäĻ░Æ Ļ▓░Ļ│╝ņØ┤ļŗż. Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļź╝ ņé░ņłĀ ĒÅēĻĘĀĻ░Æ(Ra Ļ░Æ)Ļ│╝ ņĄ£ļīĆ ņÜöņ▓ĀĻ╣ŖņØ┤Ļ░Æ(Rz Ļ░Æ)ņ£╝ļĪ£ Ļ│Āņ░░ĒĢ£ Ļ▓ĮņÜ░ ņåīĻ▓░ņĀæĒĢ® Ēøä ņ╣®ņØś ņĀäļŗ©Ļ░ĢļÅäļŖö ĒŖ╣ņĀĢ Ļ▒░ņ╣ĀĻĖ░ ņłśņżĆņŚÉņä£ ņĄ£ļīĆĻ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż(Ra Ļ░ÆņØĆ 0.65 ŃÄø, Rz Ļ░ÆņØĆ 5.66 ŃÄø). ņ”ē, Ēæ£ļ®┤ņØ┤ ļ¦żļüäļ¤¼ņÜ┤ ņāüĒā£ņŚÉņä£ļČĆĒä░ ņĀÉņ░© Ļ▒░ņ╣Āņ¢┤ņ¦łņłśļĪØ ĒÄśņØ┤ņŖżĒŖĖ/ļ®öĒāł Ēö╝ļŗłņē¼ Ļ│äļ®┤ņŚÉņä£ņØś ņŗżņĀ£ ņĀæņ┤ēļ®┤ņĀüņØś ņ”ØĻ░Ć ļ░Å ĻĖ░Ļ│äņĀü interlocking ĒÜ©Ļ│╝ļĪ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ Ē¢źņāüļÉśļ®┤ņä£ 50 MPaņŚÉ ņØ┤ļź┤ļŖö ļ¦żņÜ░ ņÜ░ņłśĒĢ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņĖĪņĀĢļÉśņŚłļŗż. ĻĘĖļ¤¼ļéś Ēæ£ļ®┤ ņÜöņ▓ĀņØś ņĀĢļÅäĻ░Ć ņ×äĻ│ä ņłśņżĆņØä ļäśņ¢┤ņäż Ļ▓ĮņÜ░ ĒÄśņØ┤ņŖżĒŖĖĻ░Ć ņÜöņ▓ĀņØś Ļ│äĻ│Ī ļČĆļČäļōżņŚÉ ņĀæņ┤ēļÉśņ¦Ć ņĢŖļŖö ņØĖņćä Ļ▓░Ļ│╝Ļ░Ć ļ░£ņāØĒĢĀ ĒÖĢļźĀņØ┤ ļåÆņĢäņ¦ĆĻ│Ā, ņåīĻ▓░Ļ│╝ņĀĢņŚÉņä£ Ēö╝ĒĢĀ ņłś ņŚåļŖö Ag ņ×ģņ×ÉļōżĻ░äņØś ļČĆĒö╝ ņłśņČĢ(volume shrinkage) ĒśäņāüņØ┤ ņÜöņ▓ĀņØś Ļ│äĻ│Ī ļČĆļČäļōżņŚÉņä£ļŖö Ēö╝ļŗłņē¼ņÖĆņØś ļ»ĖņåīĻ▓░ļČĆ ĒśĢņä▒ Ļ▓░Ļ│╝ļĪ£ ņØ┤ņ¢┤ņ¦Ćļ»ĆļĪ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņĀÉņ░© Ļ░ÉņåīĒĢśļŖö Ļ▓░Ļ│╝Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ╝ļĪĆņØ┤ĻĖ░ļŖö ĒĢśļéś Cu Ēö╝ļŗłņē¼ņØś Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░ ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ņåīĻ▓░ņĀæĒĢ® Ļ│äļ®┤ņØś ļ»ĖņäĖņĪ░ņ¦ü ĻĄ¼ņĪ░ ļ│ĆĒÖöļŖö Fig. 13Ļ│╝ Ļ░ÖņĢśļŖöļŹ░, Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒÄśņØ┤ņŖżĒŖĖ/ļ®öĒāł Ēö╝ļŗłņē¼ Ļ│äļ®┤ņŚÉņä£ ņÜöņ▓ĀņØś Ļ│äĻ│¦ ļČĆļČäļōż ņżæņŗ¼ņ£╝ļĪ£ ļ»ĖņĀæĒĢ®(debonding) ņśüņŚŁņØ┤ ņĪ┤ņ×¼ĒĢ©ņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļōżņØĆ ņåīĻ▓░ņĀæĒĢ®ņŚÉ ņé¼ņÜ®ļÉśļŖö ĒÄśņØ┤ņŖżĒŖĖ ļé┤ ĒĢäļ¤¼ ņ×ģņ×É Ēü¼ĻĖ░ņÖĆ ņĀæĒĢ®ļÉĀ ļ®öĒāł Ēö╝ļŗłņē¼ņØś Ēæ£ļ®┤ ņÜöņ▓ĀĻ░äņØś ņĀüĒĢ®ņä▒ņØ┤ ņĀæĒĢ®Ļ░ĢļÅäĻ░ÆņØä 2ļ░░ ņØ┤ņāü ņ”ØĻ░Ćņŗ£Ēé¼ ņłś ņ׳ņØīņØä ļ│┤ņŚ¼ņŻ╝ļ®░, ĒĢäļ¤¼ ņ×ģņ×É Ēü¼ĻĖ░ļ│┤ļŗż ļŗżņåī Ēü░ Ra Ļ░Æ ņłśņżĆņ£╝ļĪ£ ĻĖłņåŹ Ēö╝ļŗłņē¼ņØś ņÜöņ▓ĀņØä Ļ┤Ćļ”¼ĒĢśņŚ¼ ņé¼ņÜ®ĒĢśļŖö Ļ▓āņØ┤ ļ░öļ×īņ¦üĒĢ©ņØä ņĢöņŗ£ĒĢ£ļŗż.
Fig.┬Ā12
Relationship between die-shear strength and surface roughness after the pressureless sinter-bon- ding at 250 ┬░C for 10 min in air using Ag paste: (a) arithmetical surface roughness (Ra) and (b) maximum roughness depth (Rz)

Fig.┬Ā13
SEM cross-sectional microstructures of Ag bondlines pressureless sintered as a function of surface roughness (Ra value): (a) 0.15, (b) 0.65, (c) 3.97, and (d) 8.41 ŃÄø23)

Zhang ļō▒ņØĆ ņĄ£ĻĘ╝ ļ¦łņØ┤Ēü¼ļĪ£ĻĖē Ag ĒöīļĀłņØ┤Ēü¼ņÖĆ ņä£ļĖīļ¦łņØ┤Ēü¼ļĪĀĻĖē ĻĄ¼ĒśĢ Ag ņ×ģņ×Éļź╝ CELTOL-IA ņÜ®ļ¦żņÖĆ Ēś╝ĒĢ®ĒĢśņŚ¼ ņĀ£ņĪ░ĒĢ£ bimodal ņ×ģļÅä Ag ĒÄśņØ┤ņŖżĒŖĖļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Cu ĻĖ░ĒīÉņÖĆ ļŹöļ»Ė Cu ņ╣®Ļ░äņØś 60ļČäĻ░ä ļīĆĻĖ░ ņżæ ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ®ņØä ņŗżņŗ£ĒĢśņśĆļŗż24). ĻĘĖ Ļ▓░Ļ│╝ 250 ┬░CņŚÉņä£ņØś ņåīĻ▓░ņĀæĒĢ® ņŗ£ 30 MPaņŚÉ ņØ┤ļź┤ļŖö ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņĖĪņĀĢļÉśņŚłļŗż. Fig. 14ņØś ņĀæĒĢ®ļČĆ ļ»ĖņäĖĻĄ¼ņĪ░ļĪ£ļČĆĒä░ ņśłņĖĪĒĢĀ ņłś ņ׳ļō»ņØ┤ ņØ┤ļ│┤ļŗż ļé«ņØĆ ņś©ļÅäņŚÉņä£ļŖö ņČ®ļČäĒĢśņ¦Ć ņĢŖņØĆ ņåīĻ▓░(ĒŖ╣Ē׳ Ļ│äļ®┤ļČĆņŚÉņä£)ļĪ£ ņĀäļŗ©ņŗ£ĒŚś Ēøä Ļ│äļ®┤ ĒīīĻ┤┤Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ņØ┤ļ│┤ļŗż ļåÆņØĆ ņś©ļÅäņŚÉņä£ļŖö Cu Ēö╝ļŗłņē¼ņØś Ļ│╝ļÅäĒĢ£ ņé░ĒÖöļĪ£ ņĀäļŗ©ņŗ£ĒŚś ņŗ£ Cu ņé░ĒÖöņĖĄĻ│╝ Cu Ēö╝ļŗłņē¼ļČĆ Ļ│äļ®┤ņØ┤ Ēīīļŗ©ļÉśļŖö ĒśäņāüņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ļśÉĒĢ£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ag ņåīĻ▓░ņ▓┤ņÖĆ Cu Ēö╝ļŗłņē¼ņÖĆņØś ņĀæĒĢ® ņøÉļ”¼ļź╝ Ēł¼Ļ│╝ņĀäņ×ÉĒśäļ»ĖĻ▓Į Ļ┤Ćņ░░ ņØ┤ļ»Ėņ¦Ć ļō▒ņØś ņ”ØĻ▒░ļź╝ Ļ░Ćņ¦ĆĻ│Ā ņĀ£ņŗ£ĒĢśņśĆļŖöļŹ░, ļ¦łņØ┤Ēü¼ļĪ£ĻĖē Ag ĒöīļĀłņØ┤Ēü¼ņÖĆ ņä£ļĖīļ¦łņØ┤Ēü¼ļĪĀĻĖē ĻĄ¼ĒśĢ Ag ņ×ģņ×ÉļĪ£ļČĆĒä░ ņāØņä▒ļÉśļŖö Ag ļéśļģĖņ×ģņ×ÉļōżņØ┤ ņåīĻ▓░ņĀæĒĢ®ņØä ņ£äĒĢ£ Ļ░ĆņŚ┤ ņżæ Cu Ēö╝ļŗłņē¼ Ēæ£ļ®┤ņŚÉ ņāØņä▒ļÉśļŖö Cu2O ļéśļģĖņ×ģņ×ÉņÖĆ Ļ▓░ĒĢ®ļÉśļ®┤ņä£ ļīĆĻĖ░ ņżæ Cu Ēö╝ļŗłņē¼ņÖĆņØś ņåīĻ▓░ņĀæĒĢ® ĒøäņŚÉļÅä ņÜ░ņłśĒĢ£ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņ¢╗ņ¢┤ņ¦ł ņłś ņ׳ņØīņØä ņŻ╝ņןĒĢśņśĆļŗż. ļ¦łņØ┤Ēü¼ļĪ£ĻĖē Ag ļ░Å ņä£ļĖīļ¦łņØ┤Ēü¼ļĪĀĻĖē Ag ņ×ģņ×ÉļĪ£ļČĆĒä░ Ag ļéśļģĖņ×ģņ×ÉļōżņØś ņāØņä▒ņØĆ ņĢ×ņä£ ņ¢ĖĻĖēļÉ£ nano-volcanic eruption ĒśäņāüņŚÉ ĻĖ░ņØĖĒĢ£ Ļ▓āņØ┤ļŗż.
Fig.┬Ā14
Cross-sectional SEM images showing microstructures of joints after pressureless the sinter-bonding for 60 min in air using Ag paste at (a, b) 180, (c, d) 250, and (e, f) 300 ┬░C24)

4. Ļ▓░ ļĪĀ
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Ļ│Āņś©ņØś ņ×æļÅÖņś©ļÅäņŚÉņä£ļÅä ņĢłņĀĢņĀüņØĖ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ņ£Āņ¦ĆĒĢśĻ│Ā, ņÜ░ņłśĒĢ£ ļ░®ņŚ┤ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ļŖö ļŗżņØ┤ ņ¢┤Ēā£ņ╣ś ņĀæĒĢ®ļČĆ ĒśĢņä▒ ņåīņ×¼ļĪ£ ņåīĻ▓░ņĀæĒĢ®ņÜ® Ag ĒÄśņØ┤ņŖżĒŖĖļōżņØä Ļ│Āņ░░ĒĢśņśĆĻ│Ā, ņØ┤ļź╝ ņé¼ņÜ®ĒĢ£ ņåīĻ▓░ņĀæĒĢ® Ļ│ĄņĀĢļōżņØś ĒŖ╣ņä▒ļōżņŚÉ ļīĆĒĢ┤ ļģ╝ņØśĒĢśņśĆļŗż. Ag ĒÄśņØ┤ņŖżĒŖĖļź╝ ņé¼ņÜ®ĒĢ£ ņåīĻ▓░ņĀæĒĢ® ņŚ░ĻĄ¼ ļÅÖĒ¢źņØĆ Ļ│╝Ļ▒░ Ļ░ĆņĢĢņåīĻ▓░ Ļ│ĄņĀĢ ņżæņŗ¼ņ£╝ļĪ£ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśņŚłņ£╝ļéś, ņĄ£ĻĘ╝ Ļ│ĄņĀĢņØś ļ│Ąņ×Īņä▒ ļ░Å ļ╣äņÜ® ņ”ØĻ░Ćļź╝ ņĀ£Ļ▒░ņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ® ņŚ░ĻĄ¼ļĪ£ ņĀÉņ░© ļ░£ņĀäļÉśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ņāüĒÖ®ņŚÉņä£ CELTOL-IAņÖĆ Ļ░ÖņØĆ ĒÜ©Ļ│╝ņĀüņØĖ ĒÖśņøÉņä▒ ņÜ®ļ¦żņØś Ļ░£ļ░£ ļ░Å ņĀüņÜ®ņØĆ ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ® ņĪ░Ļ▒┤ņŚÉņä£ļÅä ņÜ░ņłśĒĢ£ ņĀæĒĢ®ĒŖ╣ņä▒ņØä ņ¢╗ņØä ņłś ņ׳ļŖö ĒĢĄņŗ¼ ĻĖ░ņłĀļĪ£ Ļ│ĀļĀżļÉ£ļŗż. ĻĘĖļ¤¼ļéś ņŗżņĀ£ ņé░ņŚģ ĒśäņןņŚÉņä£ņØś ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ņĀæĒĢ® Ļ▓░Ļ│╝ļōżņŚÉņä£ļŖö 20 MPaļ│┤ļŗż ļé«ņØĆ ņĀäļŗ©Ļ░ĢļÅäĻ░ÆņØ┤ ņĖĪņĀĢļÉśĻ│Ā, ĻĘĖ ĒÄĖņ░©ļÅä ļ¦żņÜ░ ņŗ¼ĒĢ£ Ļ▓āņ£╝ļĪ£ ņĢīļĀżņ¦ĆĻ│Ā ņ׳ļŖöļŹ░, ņØ┤ļŖö ĒÄśņØ┤ņŖżĒŖĖņØś ņØĖņćä Ēī©Ēä┤ Ēæ£ļ®┤ņŚÉ ņ╣® Ēøäļ®┤ ĻĖłņåŹ Ēö╝ļŗłņē¼ļź╝ ņĄ£ļīĆĒĢ£ ļ░Ćņ░®ņŗ£ĒéżļŖö Ļ│ĄņĀĢņØ┤ ņÜöĻĄ¼ļÉ©ņØä ņØśļ»ĖĒĢ£ļŗż. ļö░ļØ╝ņä£ ļŗżņØ┤ ņ¢┤Ēā£ņ╣ś Ļ│ĄņĀĢņØś ņĢłņĀĢņĀüņØĖ ņłśņ£© ĒÖĢļ│┤ļź╝ ņ£äĒĢ┤ņä£ļŖö ĒÄśņØ┤ņŖżĒŖĖ ņØĖņćä Ēī©Ēä┤ ņāüņŚÉ ņ╣®ņØä ņś¼ļĀżļåōļŖö ņłśņżĆņØ┤ ņĢäļŗī, ņĢĮĒĢ£ļŹöļØ╝ļÅä Ļ░ĆņĢĢļĀźņØä ļÅÖļ░śĒĢ£ ņ╣®ņØś ņĀäņé¼ļ▓ĢņØ┤ ĒĢäņÜöĒĢśļ®░, Ļ▓░ĻĄŁ ņ¦¦ņØĆ ņŗ£Ļ░äļÅÖņĢł Ļ░ĆņĢĢĒĢśļ®┤ņä£ ņ╣®ņØä ņĀäņé¼ĒĢśĻ│Ā ļ¼┤Ļ░ĆņĢĢ ņŚ┤ņ▓śļ”¼Ļ░Ć ņØ┤ņ¢┤ņ¦ĆļŖö ņåīĻ▓░ņĀæĒĢ® Ļ│ĄņĀĢņ£╝ļĪ£ ļ░£ņĀäĒĢĀ Ļ░ĆļŖźņä▒ņØ┤ ļåÆņØīņØä ņśłņāüĒĢĀ ņłś ņ׳ļŗż. ņĢäņÜĖļ¤¼ Ag ņ×ģņ×É ĻĖ░ļ░ś ĒÄśņØ┤ņŖżĒŖĖ ņåīņ×¼ļŖö ļåÆņØĆ Ļ░ĆĻ▓®ņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņāüņÜ®ĒÖö ļ░Å ņĀĆļ│Ć ĒÖĢļīĆņŚÉ Ēü░ ļČĆļŗ┤ņØ┤ ņ¦ĆņåŹļÉśĻ│Ā ņ׳ļŖö ņāüĒÖ®ņØ┤ļ»ĆļĪ£ Ag ņØ┤ņÖĖņØś ĻĖłņåŹ ņåīņ×¼, ņ”ē Cu ņ×ģņ×É ĻĖ░ļ░śņØś ņåīĻ▓░ņĀæĒĢ® ņåīņ×¼ņØś Ļ░£ļ░£ ļ░Å ņĀüņÜ®ņŚÉ ļīĆĒĢ£ ĒÖ£ļ░£ĒĢ£ ņŚ░ĻĄ¼ļÅä ņĀÉņĀÉ Ēü░ Ļ┤Ćņŗ¼ņØä ļüīņ¢┤ļōżņØ┤Ļ│Ā ņ׳ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



