


1. ņä£ ļĪĀ
ņĄ£ĻĘ╝ ļ░śļÅäņ▓┤ņÖĆ Ēā£ņ¢æņĀäņ¦Ć ņé░ņŚģņØś ĻĖēņåŹĒĢ£ ļ░£ņĀäņ£╝ļĪ£ ņŗżļ”¼ņĮś ĻĖ░ļ░ś ņåīņ×¼ņØś ļĀłņØ┤ņĀĆ Ļ░ĆĻ│Ą ņŚ░ĻĄ¼Ļ░Ć ļŖśņ¢┤ļéśĻ│Ā ņ׳ļŗż. ļĀłņØ┤ņĀĆ Ļ░ĆĻ│ĄņØĆ Deep Reactive Ion EtchingĻ│╝ Ļ░ÖņØĆ ĻĖ░ņĪ┤ņØś Ļ│ĄņĀĢ ĻĖ░ņłĀĻ│╝ļŖö ļŗ¼ļ”¼ ĒÖöĒĢÖ ļ¼╝ņ¦łņØä ņé¼ņÜ®ĒĢśņ¦Ć ņĢŖņĢä ņ╣£ĒÖśĻ▓Į Ļ░ĆĻ│ĄĻĖ░ņłĀļĪ£ ļČäļźśļÉ£ļŗż1). ĒŖ╣Ē׳ ĒÄ©ĒåĀņ┤ł ļĀłņØ┤ņĀĆļŖö ļåÆņØĆ ņČ£ļĀź ļ░ĆļÅäņÖĆ ļ¦żņÜ░ ņ¦¦ņØĆ ņ×æņÜ®ņŗ£Ļ░äņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ļ»ĖņäĖ ĻĄ¼ņĪ░ļ¼╝ņØä ņĀĢĻĄÉĒĢśĻ│Ā ņŚ┤ņĀü ņśüĒ¢ź ņŚåņØ┤ Ļ░ĆĻ│ĄĒĢśļŖö Ļ▓āņØ┤ Ļ░ĆļŖźĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņŗżļ”¼ņĮś ņø©ņØ┤ĒŹ╝ņØś Ļ░ĆĻ│ĄņŚÉ ņ£Āļ”¼ĒĢśļŗż2).
ņŗżļ”¼ņĮś ņåīņ×¼ņØś ļŗżņ¢æĒĢ£ ļĀłņØ┤ņĀĆ Ļ░ĆĻ│Ą ĻĖ░ņłĀ ņżæņŚÉņä£ļÅä ļ»ĖņäĖ ļō£ļ”┤ļ¦üņØĆ ĒĢĄņŗ¼ ĻĖ░ņłĀņØ┤ļŗż. ļĀłņØ┤ņĀĆ ļō£ļ”┤ļ¦ü ļ░®ļ▓ĢņŚÉļŖö per- cussion ļō£ļ”┤ļ¦ü, trepanning ļō£ļ”┤ļ¦ü, ĻĘĖļ”¼Ļ│Ā helical ļō£ļ”┤ļ¦üĻ│╝ Ļ░ÖņØĆ ļ░®ļ▓ĢļōżņØ┤ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż. Percussion ļō£ļ”┤ļ¦üņØĆ Ļ│ĀņåŹņ£╝ļĪ£ Ēü░ aspect ratioļź╝ Ļ░Ćņ¦ä ĒÖĆņØä Ļ░ĆĻ│ĄĒĢśļŖöļŹ░ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśĻ│Ā, trepanning ļō£ļ”┤ļ¦üņØĆ ļĀłņØ┤ņĀĆ ļ╣ö Ēü¼ĻĖ░ņŚÉ ļ╣äĒĢśņŚ¼ ļ»ĖņäĖ ĒÖĆņØś ņ¦üĻ▓ĮņØ┤ Ēü░ Ļ▓ĮņÜ░ņŚÉ ņé¼ņÜ®ļÉ£ļŗż3,4). Helical ļō£ļ”┤ļ¦üņØś Ļ▓ĮņÜ░ņŚÉļŖö dove Ēöäļ”¼ņ”śņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļĀłņØ┤ņĀĆ ĒÄäņŖżļź╝ ļéśņäĀņ£╝ļĪ£ ņŗ£ĒÄĖ ņĢäļל ļ░®Ē¢źĻ╣īņ¦Ć ļÅäļŗ¼ĒĢśļÅäļĪØ ĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ņØ┤ņ£ĀļĪ£ ļĀłņØ┤ņĀĆ ņŚÉļäłņ¦Ćļź╝ ņĀüņØĆ ņåÉņŗżļĪ£ ņŗ£ĒÄĖ ņĢäļלĻ╣īņ¦Ć ņĀäļŗ¼ĒĢĀ ņłś ņ׳ņ¢┤ Ļ░ĆĻ│ĄņØś ņĀĢļ░ĆļÅäĻ░Ć Ēü¼Ļ▓ī Ē¢źņāüļÉ£ļŗż5,6).
ļ»ĖņäĖ ĒÖĆņØś ĒÆłņ¦łņØä Ļ░£ņäĀĒĢśĻĖ░ ņ£äĒĢ£ ņŚ░ĻĄ¼ļÅä ļ¦ÄņØ┤ ņłśĒ¢ēļÉśņ¢┤ņĀĖ ņÖöļŖöļŹ░, ņØ╝ļĪĆļĪ£ ņł£ĒÖśļÉśļŖö ļ¼╝ ņĢłņŚÉņä£ ļĀłņØ┤ņĀĆ ļō£ļ”┤ļ¦ü Ļ│ĄņĀĢņØä ņŗżņŗ£ĒĢśņŚ¼ ļ░£ņāØĒĢśļŖö spatterņØś ņ×¼ņ”Øņ░®ņØä ļ░®ņ¦ĆĒĢśĻ│Ā ņŚ┤ņĀüņØĖ ņśüĒ¢źņØä Ļ░Éņåīņŗ£ĒéżļŖö ļ░®ļ▓ĢņØ┤ ļ│┤Ļ│ĀļÉśņŚłļŗż7). ļśÉĒĢ£ Ļ░ĆĻ│ĄļÉ£ ĒÖĆ ņŻ╝ļ│ĆņŚÉ ļŗ¼ļØ╝ ļČÖņØĆ spatterņØś ņĀ£Ļ▒░ļź╝ ņ£äĒĢśņŚ¼ PVA ļ¼╝ņ¦łņØä ņåīņ×¼ ņ£äņŚÉ ļÅäĒżĒĢ©ņ£╝ļĪ£ņŹ© ņåīņ×¼ņŚÉ ņ”Øņ░®ļÉ£ spatterļź╝ ņēĮĻ▓ī ņĀ£Ļ▒░ĒĢśļŖö ņŚ░ĻĄ¼ļÅä ņ¦äĒ¢ēļÉśņŚłļŗż8).
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 1028 nm ĒīīņןņØś ĒÄ©ĒåĀņ┤ł ļĀłņØ┤ņĀĆļź╝ ņé¼ņÜ®ĒĢśņŚ¼ 300 ╬╝m ļæÉĻ╗śņØś ņŗżļ”¼ņĮś ņø©ņØ┤ĒŹ╝ņŚÉ 200 ╬╝m ņ¦üĻ▓ĮņØś ĒÖĆņØä trepanning ļ░®ļ▓ĢņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ĆĻ│ĄĒĢśņśĆļŗż. ņĄ£ņĀü Ļ░ĆĻ│Ą ņĪ░Ļ▒┤ņØä ņ¢╗ĻĖ░ ņ£äĒĢśņŚ¼ ļĀłņØ┤ņĀĆ ĒÄäņŖż ņŚÉļäłņ¦Ć, ĒÄäņŖż ļ░śļ│Ąņ£©, Ļ░ĆĻ│Ą ņåŹļÅä, ĒÄĖĻ┤æ ņĪ░Ļ▒┤, ļĀłņØ┤ņĀĆ ņ┤łņĀÉ ņ£äņ╣ś ļō▒ņØä ļ│ĆĻ▓ĮĒĢśņŚ¼ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Ļ░ĆĻ│ĄļÉ£ ĒÖĆņØś ņ£Śļ®┤Ļ│╝ ņĢäļ×½ļ®┤ ĻĘĖļ”¼Ļ│Ā ļŗ©ļ®┤ņØĆ ņĀäņ×ÉņŻ╝ņé¼Ēśäļ»ĖĻ▓Į (SEM)ņ£╝ļĪ£ ņĖĪņĀĢĒĢśĻ│Ā ļČäņäØĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
ņŗżĒŚśņŚÉ ņé¼ņÜ®ĒĢ£ ņŗżļ”¼ņĮś ņø©ņØ┤ĒŹ╝ļŖö p-ĒāĆņ×ģņØś 300 ╬╝m ļæÉĻ╗śļź╝ Ļ░Ćņ¦Ćļ®░, ņĀĆĒĢŁņØĆ 1-10 ╬®┬Ęcm, <100>ņØś ļ░®Ē¢źņä▒ņØä Ļ░Ćņ¦äļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ņŗ£ĒÄĖņØä 5 x 5 mm Ēü¼ĻĖ░ļĪ£ ņĀłļŗ©ĒĢśņŚ¼ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ņĄ£ļīĆ ņČ£ļĀź 15 W, 1028 nm Ēīīņן, 200 kHzņØś ĒÄäņŖż ļ░śļ│Ąņ£©ņØä Ļ░Ćņ¦ĆļŖö ĒÄ©ĒåĀņ┤ł ļĀłņØ┤ņĀĆ (Pharos 15-200-PP)ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. 220 fsņØś ĒÄäņŖżĒÅŁņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, Ļ░łļ░öļģĖļ»ĖĒä░ ņŖżņ║öĒŚżļō£ (hurrySCANŌģĪ10)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ĆĻ│ĄņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņ┤łņĀÉĻ▒░ļ”¼ 160 mmļź╝ Ļ░Ćņ¦ä f-theta ļĀīņ”łļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ļ╣öņØĆ ņ┤łņĀÉņŚÉņä£ 48 ╬╝m ņ¦üĻ▓ĮņØś Ļ░ĆņÜ░ņŗ£ņĢł ņŚÉļäłņ¦Ć ļČäĒżļź╝ Ļ░¢ļŖöļŗż. ņ┤łņĀÉņØś ņ£äņ╣śļŖö ņŗ£ĒÄĖ ņ£Śļ®┤ņŚÉ ļ¦×ņČöĻ│Ā ņ¦äĒ¢ēņśĆļŗż. ņé¼ņÜ®ļÉ£ Ļ░łļ░öļģĖļ»ĖĒä░ ņŖżņ║ö ĒŚżļō£ļŖö ļ¬©Ēä░ņŚÉ ņŚ░Ļ▓░ļÉ£ 2 Ļ░£ņØś Ļ▒░ņÜĖņŚÉ ņØśĒĢśņŚ¼ ņĄ£ļīĆ ņåŹļÅä 3 m/sļĪ£ Ļ│ĀņåŹ Ļ░ĆĻ│ĄņØ┤ Ļ░ĆļŖźĒĢśļŗż. ņ¦äĻ│ĄņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŗżļ”¼ņĮś ņø©ņØ┤ĒŹ╝ ņŗ£ĒÄĖņØä 1.5 mm ļåÆņØ┤ņŚÉ ļØäņøī Ļ│ĀņĀĢĒĢ©ņ£╝ļĪ£ņŹ© Ļ░ĆĻ│Ą ņŗ£ņŚÉ ļ░£ņāØĒĢ£ ņ×öĒĢ┤ļ¼╝ļōżņØ┤ ņŗ£ĒÄĖņŚÉ ņ×¼ ņ”Øņ░®ļÉśļŖö Ļ▓āņØä ļ░®ņ¦ĆĒĢśņśĆļŗż.
ļ│Ė ņŗżĒŚśņŚÉņä£ ņé¼ņÜ®ĒĢ£ ļĀłņØ┤ņĀĆ ļō£ļ”┤ļ¦ü ļ░®ļ▓ĢņØĆ trepanning ļ░®ļ▓ĢņØ┤ļŗż. ļĀłņØ┤ņĀĆ Ļ░ĆĻ│Ą ņ¦üĻ▓ĮņØĆ Ļ░ĆĻ│ĄĒĢśĻ│Āņ×É ĒĢśļŖö ļ»ĖņäĖ ĒÖĆņØś ņ¦üĻ▓ĮņŚÉņä£ ļĀłņØ┤ņĀĆ ļ╣ö ņ¦üĻ▓ĮņØä ņĀ£ņÖĖĒĢ£ 152 ╬╝mļĪ£ ņäżņĀĢĒĢśņśĆļŗż. Ļ│ĀĒÜ©ņ£© ļ»ĖņäĖ ĒÖĆ ļō£ļ”┤ļ¦üņØä ņ£äĒĢśņŚ¼ ņé¼ņÜ® Ļ░ĆļŖźĒĢ£ ņĄ£ļīĆ ĒÄäņŖż ņŚÉļäłņ¦Ćļź╝ ņ░ŠņĢäņä£ Ļ░ĆĻ│ĄņØä ņłśĒ¢ēĒĢśņśĆļŗż. Ļ░ĆĻ│ĄņŚÉ ņé¼ņÜ®ĒĢ£ ĒÄäņŖż ņŚÉļäłņ¦ĆļŖö 168 ╬╝JļĪ£ Ļ│ĀņĀĢĒĢśņśĆņ£╝ļ®░, Ļ░ĆĻ│ĄņåŹļÅä ļ░Å ĒÄäņŖż ļ░śļ│Ąņ£©ņØä ļ│ĆĻ▓ĮĒĢśļ®░ ņĄ£ņĀü ņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśņśĆļŗż (Table 1). Ļ░łļ░öļģĖļ»ĖĒä░ ņŖżņ║ö ĒŚżļō£ņØś ņĄ£ļīĆ Ļ░ĆĻ│Ą ņåŹļÅäĻ░Ć 3 m/sņØ┤ņ¦Ćļ¦ī ļ»ĖņäĖ ĒÖĆņØä ņĀĢĒÖĢĒ׳ Ļ░ĆĻ│ĄĒĢśĻĖ░ ņ£äĒĢśņŚ¼ 150 mm/sļź╝ Ļ░ĆļŖźĒĢ£ ņĄ£ļīĆ ņåŹļÅäļĪ£ ņäżņĀĢĒĢśņśĆļŗż.
Table┬Ā1
Time interval between pulses according to scanning speed and repetition rate
| Scanning speed (mm/s) | Repetition rate (kHz) | Time interval between pulses (ms) |
|---|---|---|
| 50 | 1.18 | 0.83 |
| 100 | 2.35 | 0.43 |
| 150 | 3.48 | 0.29 |
ļæÉĻ╗ś 300 ╬╝m ņŗżļ”¼ņĮś ņø©ņØ┤ĒŹ╝ņŚÉ ņ¦üĻ▓Į 200 ╬╝m ļ»ĖņäĖ ĒÖĆ Ļ░ĆĻ│ĄņØś ņĄ£ņĀü ņĪ░Ļ▒┤ņØä ĻĄ¼ĒśäĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅä, ļ░śļ│Ą Ēܤņłś, ļ╣öņØś ĒÄĖĻ┤æ ļ░®Ē¢ź, ĒÄäņŖż ļ░śļ│Ąņ£©, Ļ░ĆĻ│Ą ņåŹļÅä, ļĀłņØ┤ņĀĆ ņ┤łņĀÉ ņ£äņ╣śļź╝ ļ│ĆĒÖöņŗ£Ēéżļ®░ Ļ░ĆĻ│ĄļÉ£ ĒÖĆņØś ĒśĢņāüņØä ļČäņäØĒĢśņśĆļŗż. Ļ░ĆĻ│ĄļÉ£ ņŗ£ĒÄĖņØĆ Ļ░üĻ░ü ņ”ØļźśņłśņÖĆ ņĢäņäĖĒåżņŚÉ ļäŻĻ│Ā ņ┤łņØīĒīīļČäņé░ĻĖ░ļĪ£ Ēü┤ļ”¼ļŗØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ĒÖĆņØś ņāüļŗ©Ļ│╝ ĒĢśļŗ©ņØś Ēæ£ļ®┤ņØĆ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(SEM)ņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņśĆņ£╝ļ®░, ļŗ©ļ®┤ ņĖĪņĀĢņØä ņ£äĒĢśņŚ¼ ĻĖ░ĒīÉ ņĀłļŗ©ņןņ╣ś(AR06DM)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĀłļŗ©ĒĢśĻ│Ā SEMņ£╝ļĪ£ ņĖĪņĀĢĒĢśņśĆļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ļĀłņØ┤ņĀĆ ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅäņÖĆ Ļ░ĆĻ│Ą ĒܤņłśņŚÉ ļö░ļźĖ ĒÖĆ ĒśĢņāü ļ│ĆĒÖö
ļ©╝ņĀĆ ļĀłņØ┤ņĀĆ ĒÄäņŖżņØś Ļ▓╣ņ╣© ņĀĢļÅä (pulse overlap ratio) ļ░Å Ļ░ĆĻ│Ą ĒܤņłśņØś ļ│ĆĒÖöņŚÉ ļö░ļØ╝ Ļ░ĆĻ│ĄļÉśļŖö ĒÖĆņØś ĒśĢņāü ļ│ĆĒÖöļź╝ ļČäņäØĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ Ļ░ĆĻ│Ą ĒܤņłśļŖö trepanning ļō£ļ”┤ļ¦üņŚÉņä£ņØś ļĀłņØ┤ņĀĆ ļ╣öņØś ĒÜīņĀä Ēܤņłśļź╝ ņØśļ»ĖĒĢ£ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ĒĢ£ ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅä(OL)ļŖö ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ņĀĢņØś ĒĢ£ļŗż9).
ņŚ¼ĻĖ░ņä£VļŖö Ļ░ĆĻ│Ą ņåŹļÅä,DļŖö ņ┤łņĀÉņŚÉņä£ņØś ļ╣öņØś ņ¦üĻ▓ĮņØ┤Ļ│ĀfļŖö ĒÄäņŖż ļ░śļ│Ąņ£©ņØ┤ļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö Ļ░ĆĻ│Ą ņåŹļÅäļź╝ 150 mm/sļź╝ Ļ│ĀņĀĢĒĢśĻ│Ā ņ¦äĒ¢ēĒĢśņśĆļŗż. ņ┤łņĀÉņŚÉņä£ņØś ļ╣ö ņ¦üĻ▓ĮņØ┤ 48 ╬╝mņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ, ĒÄäņŖż ļ░śļ│Ąņ£©ņØä ņĪ░ņĀłĒĢ©ņ£╝ļĪ£ ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅäļź╝ ļ│ĆĻ▓ĮĒĢśļŖö Ļ▓āņØ┤ Ļ░ĆļŖźĒĢśļŗż. ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅäļź╝ 10 ~ 90%Ļ╣īņ¦Ć 20% Ļ░äĻ▓®ņ£╝ļĪ£ ļ│ĆĒÖöņŗ£ņ╝░Ļ│Ā, Ļ░ĆĻ│Ą ĒܤņłśļŖö 100, 1000, 10000, 30000, 100000 ĒÜīļĪ£ ļ░öĻ┐öĻ░Ćļ®░ ļō£ļ”┤ļ¦ü ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ļ╣öņØĆ ņäĀĒśĢņ£╝ļĪ£ ĒÄĖĻ┤æļÉ£ ļ╣öņØä ņé¼ņÜ®ĒĢśņśĆļŗż.
Ļ░ĆĻ│ĄļÉ£ ĒÖĆņØś ĒśĢņāüņØ┤ ņøÉņØ┤ ņĢäļŗī ņĢĮĻ░ä ĒāĆņøÉ ĒśĢĒā£ļź╝ ļ│┤ņśĆļŖöļŹ░, ņØ┤ļŖö ņäĀĒśĢ ĒÄĖĻ┤æļÉ£ ļ╣öņØś ņé¼ņÜ®ņ£╝ļĪ£ ĻĖ░ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Ļ░ĆĻ│ĄļÉ£ ĒÖĆņØś ņ£Śļ®┤Ļ│╝ ņĢäļ×½ļ®┤ ņ¦üĻ▓ĮņØĆ Ļ░üĻ░ü ĒāĆņøÉņØś ņןņČĢĻ│╝ ļŗ©ņČĢņØś ĒÅēĻĘĀĻ░ÆņØä Ļ│äņé░ĒĢśņŚ¼ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ĒÖĆņØś ņ£Śļ®┤ ņ¦üĻ▓Į ļīĆļ╣ä ņĢäļ×½ļ®┤ ņ¦üĻ▓ĮņØś ļ╣äņ£©ņØä Ļ│äņé░ĒĢśņŚ¼ Fig. 2ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ļæÉĻ╗ś ļ░®Ē¢źņ£╝ļĪ£ ĒÖĆņØś ņ¦üĻ▓ĮņØ┤ ĻĘĀņØ╝ĒĢ┤ņĢ╝ ĒĢśļ»ĆļĪ£, ņ¦üĻ▓ĮņØś ļ╣äņ£©ņØ┤ 1ņŚÉ Ļ░ĆĻ╣īņøīņĢ╝ Ļ░ĆĻ│ĄļÉ£ ĒÖĆņØś ĒÆłņ¦łņØ┤ ņÜ░ņłśĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż.

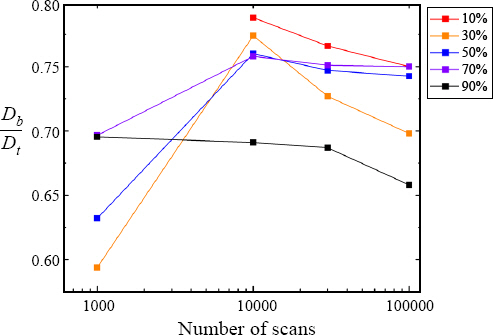
Fig. 2ņŚÉņä£ ļ│╝ ņłś ņ׳ļō»ņØ┤ Ļ░ĆĻ│Ą ĒܤņłśĻ░Ć 100 ĒÜīņØĖ Ļ▓ĮņÜ░ņŚÉļŖö ļ¬©ļōĀ Ļ▓╣ņ╣© ņĀĢļÅäņŚÉņä£ Ļ┤ĆĒåĄ ĻĄ¼ļ®Ź (Through hole)ņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśĻ│Ā, 1000 ĒÜīņØĖ Ļ▓ĮņÜ░, 10%ņØś ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅäņŚÉņä£ Ļ┤ĆĒåĄ ĻĄ¼ļ®ŹņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśļŗż. 10000ĒÜī ņØ┤ņāü Ļ░ĆĻ│Ą ņŗ£ņŚÉļŖö ļ¬©ļōĀ ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅäņŚÉņä£ Ļ┤ĆĒåĄ ĻĄ¼ļ®ŹņØ┤ ļ░£ņāØĒĢśņśĆļŗż. Fig. 2ņŚÉņä£ ļ│╝ ņłś ņ׳ļō»ņØ┤, 10000 ĒÜīļ│┤ļŗż ļ░śļ│ĄĒܤņłśĻ░Ć Ēü░ Ļ▓ĮņÜ░ņŚÉļŖö ņśżĒ׳ļĀż ņØ┤ ļ╣äņ£©ņØ┤ ļŹö Ļ░ÉņåīĒĢ£ļŗż. ņ”ē, Ļ░ĆĻ│Ą Ēܤņłśļź╝ Ļ│äņåŹ ņ”ØĻ░ĆĒĢśņŚ¼ļÅä ĒÖĆņØś ņĀĢļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņ¦Ć ņĢŖņØīņØä ņĢī ņłś ņ׳ļŗż.
Fig. 2ļź╝ ļ│┤ļ®┤ Ļ░ĆĻ│Ą ĒܤņłśĻ░Ć 10,000ĒÜīĻ░Ć ļäśņ¢┤ņä£ļ®┤ņä£ ļČĆĒä░ļŖö 30% Ļ▓╣ņ╣© ņĀĢļÅäļź╝ ņé¼ņÜ®ĒĢ£ Ļ▓░Ļ│╝Ļ░Ć 50%, 70% Ļ▓╣ņ╣© ņĀĢļÅäļź╝ ņé¼ņÜ®ĒĢ£ Ļ▓░Ļ│╝ļ│┤ļŗż ņśżĒ׳ļĀż ĒÖĆņØś ņ¦üĻ▓Į ĻĘĀņØ╝ļÅäĻ░Ć ļŹö ļ¢©ņ¢┤ņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ņ£Āļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ņä£ Fig. 3ņŚÉ ņ£Śļ®┤Ļ│╝ ņĢäļ×½ļ®┤ņŚÉņä£ņØś ĒÖĆņØś ņ¦üĻ▓ĮņØ┤ Ļ░ĆĻ│Ą ĒܤņłśņØś ļ│ĆĒÖöņŚÉ ļö░ļØ╝ņä£ ņ¢┤ļ¢╗Ļ▓ī ļ│ĆĒÖöĒĢśļŖöņ¦Ćļź╝ ĻĘĖļלĒöäļĪ£ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļō»ņØ┤, ņĢäļ×½ļ®┤ņŚÉņä£ņØś ĒÖĆņØś ņ¦üĻ▓ĮņØĆ ļ¬©ļōĀ Ļ▓╣ņ╣© ņĀĢļÅäņŚÉ ļīĆĒĢśņŚ¼ Ļ░ĆĻ│Ą ĒܤņłśņØś ļ│ĆĒÖöņŚÉ ļö░ļØ╝ Ēü░ ļ│ĆĒÖö ņŚåņØ┤ ņ£Āņ¦ĆļÉśļŖö ļ░śļ®┤, ņ£Śļ®┤ ņ¦üĻ▓ĮņØĆ 30%ņÖĆ 50%ņØś Ļ▓╣ņ╣© ņĀĢļÅäņØĖ Ļ▓ĮņÜ░ņŚÉļ¦ī Ļ░ĆĻ│Ą ĒܤņłśņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ Ēü¼Ļ▓ī ņ”ØĻ░ĆĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ņĢäļ×½ļ®┤ ĒÖĆ ņ¦üĻ▓ĮņØ┤ ņ£Āņ¦ĆļÉśļ®┤ņä£ ņ£Śļ®┤ ņ¦üĻ▓ĮņØ┤ ņ”ØĻ░ĆĒĢśĻ▓ī ļÉśļ®┤ ņĢäļ×½ļ®┤ ņ¦üĻ▓ĮņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļŹö ņ×æņĢäņ¦ĆĻ▓ī ļÉśļ»ĆļĪ£ ņ¦üĻ▓Į ĻĘĀņØ╝ļÅäļŖö ļŹö ļéśļ╣Āņ¦ĆĻ▓ī ļÉ£ļŗż. ņØ┤ļŖö ļåÆņØĆ Ļ▓╣ņ╣© ņĀĢļÅäņŚÉņä£ ņāüļīĆņĀüņ£╝ļĪ£ ņŚ┤ņØś ļłäņĀü ĒÜ©Ļ│╝Ļ░Ć ņ╗żņä£ ņāØĻĖ░ļŖö Ēśäņāüņ£╝ļĪ£ ĒīÉļŗ©ņØ┤ ļÉ£ļŗż.
Fig.┬Ā3
Top and bottom aperture diameters versus the number of scans for different pulse overlap ratios
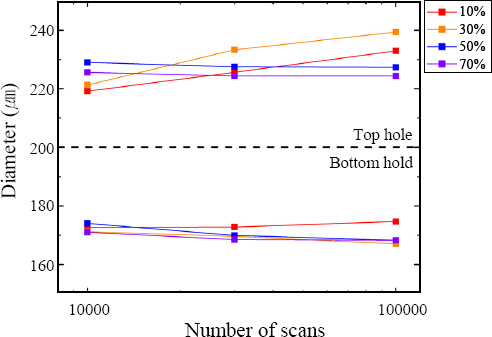
ļö░ļØ╝ņä£ ļĀłņØ┤ņĀĆņŚÉ ņØśĒĢ£ ņŚÉļäłņ¦Ć Ēł¼ņ×ģņØ┤ ņĄ£ņåīĻ░Ć ļÉśļŖö 10% ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅäņŚÉņä£ ņ£Śļ®┤Ļ│╝ ņĢäļ×½ļ®┤ņŚÉņä£ņØś ĒÖĆņØś ņ¦üĻ▓Į ņ░©ņØ┤Ļ░Ć ņĄ£ņåīĻ░Ć ļÉ©ņØä ņĢī ņłś ņ׳ļŗż. Ļ▓░ļĪĀņĀüņ£╝ļĪ£ trepanning ļ░®ņŗØņØś ļ»ĖņäĖ ĒÖĆ ļō£ļ”┤ļ¦üņŚÉļŖö ņĀüņØĆ ņŚÉļäłņ¦Ćļź╝ Ēł¼ņ×ģĒĢśĻ│Ā, ņĄ£ļīĆĻ░Ć ņĢäļŗī ņĄ£ņĀüņØś ļ░śļ│Ą ĒܤņłśļĪ£ Ļ░ĆĻ│ĄĒĢĀ ļĢī ĒÖĆņØś ĒśĢņāü ņĀĢļ░ĆļÅäļź╝ ņĄ£ļīĆļĪ£ ĒĢĀ ņłś ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż.
3.2 ĒÄäņŖż Ļ░ä ņŗ£Ļ░ä Ļ░äĻ▓®ņØ┤ Ļ░ĆĻ│Ą ĒÆłņ¦łņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢ź
ĒÄ©ĒåĀņ┤ł ļĀłņØ┤ņĀĆ ļ»ĖņäĖĻ░ĆĻ│ĄņŚÉņä£ļÅä ņĀüņĀłĒĢśņ¦Ć ļ¬╗ĒĢ£ Ļ│ĄņĀĢ ņĪ░Ļ▒┤ņØä ņäĀĒāØĒĢśļ®┤ ņŚ┤ņĀüņØĖ ņśüĒ¢źņØ┤ Ēü¼Ļ▓ī ļéśĒāĆļéś Ļ░ĆĻ│Ą ĒÆłņ¦łņØ┤ ņĀĆĒĢśļÉĀ ņłś ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĪ░ņé¼ļÉśļŖö ĒÄäņŖż ņé¼ņØ┤ņØś ņŗ£Ļ░ä Ļ░äĻ▓®(time interval)ņØä ļ│ĆĻ▓ĮĒĢ┤ Ļ░Ćļ®░, ĒÄäņŖż ņé¼ņØ┤ņØś ņŗ£Ļ░ä Ļ░äĻ▓®ņØ┤ Ļ│ĄņĀĢ Ļ▓░Ļ│╝ņŚÉ ņ¢┤ļ¢ż ņśüĒ¢źņØä ļ»Ėņ╣śļŖöņ¦Ć ĒīīņĢģĒĢśņśĆļŗż. ņŗ£Ļ░ä Ļ░äĻ▓®ņØ┤ ņ╗żņ¦Ćļ®┤ ĒÄäņŖż ņŚÉļäłņ¦ĆĻ░Ć ņ×¼ļŻī ļé┤ņŚÉņä£ ņČ®ļČäņØ┤ ĒÖĢņé░ļÉĀ ņłś ņ׳ņ¢┤ņä£, ņŚ┤ņØś ļłäņĀüņŚÉ ņØśĒĢ£ Ļ░ĆĻ│ĄĒÆłņ¦łņØś ņĀĆĒĢśļź╝ ņżäņØ╝ ņłś ņ׳ļŗż.
Table 1ņŚÉņä£ ļ│╝ ņłś ņ׳ļō»ņØ┤ Ļ░ĆĻ│Ą ņåŹļÅäņÖĆ ĒÄäņŖż ļ░śļ│Ąņ£©ņØä ļ│ĆĒÖöņŗ£Ēé┤ņ£╝ļĪ£ņŹ© ĒÄäņŖż ņé¼ņØ┤ņØś ņŗ£Ļ░ä Ļ░äĻ▓®ņØä ņĪ░ņĀł ĒĢĀ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ, ņØ┤ņĀä ņŗżĒŚśņŚÉņä£ ņäĀĒāØĒĢ£ ņĄ£ņĀü ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅäņÖĆ Ļ░ĆĻ│Ą Ēܤņłś ņĪ░Ļ▒┤ņØä ņ£Āņ¦ĆĒĢśļ®┤ņä£ Ļ░ĆĻ│Ą ņåŹļÅäņÖĆ ĒÄäņŖż ļ░śļ│Ąņ£©ņØä ņĪ░ņĀłĒĢśņśĆļŗż. ļÅÖņØ╝ ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅäņŚÉņä£ Ļ░ĆĻ│Ą ņåŹļÅäļź╝ Ļ░Éņåīņŗ£Ēéżļ®┤ ĒÄäņŖż ļ░śļ│Ąņ£©ņØ┤ Ļ░ÉņåīĒĢśĻ│Ā, ĒÄäņŖż ļ░śļ│Ąņ£©ņØ┤ Ļ░ÉņåīĒĢśļ®┤ ĒÄäņŖż ņé¼ņØ┤ņØś ņŗ£Ļ░ä Ļ░äĻ▓®ņØ┤ ņ”ØĻ░ĆĒĢ£ļŗż.
ņØ┤ņĀä ņŗżĒŚśņŚÉņä£ ņ¢╗ņØĆ ņĄ£ņĀü ņĪ░Ļ▒┤ņØĖ 10%ņØś ĒÄäņŖż Ļ▓╣ņ╣© ņĀĢļÅäļź╝ ņ£Āņ¦ĆĒĢśļ®┤ņä£ ĒÄäņŖż ņé¼ņØ┤ņØś ņŗ£Ļ░ä Ļ░äĻ▓®ņØä ņ”ØĻ░Ćņŗ£ĒéżĻĖ░ ņ£äĒĢśņŚ¼, Ļ░ĆĻ│Ą ņåŹļÅäņÖĆ ĒÄäņŖż ļ░śļ│Ąņ£©ņØä ņĪ░ņĀłĒĢśļ®░ ņ¦äĒ¢ēĒĢśņśĆļŗż.
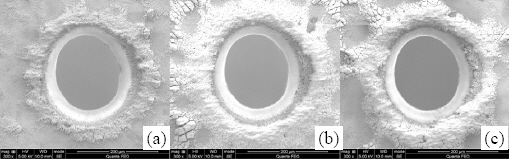
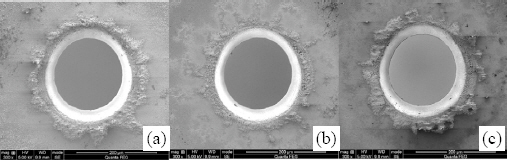
Fig. 4(a), (b), (c)ļŖö ņäĀĒśĢ ĒÄĖĻ┤æļÉ£ ļ╣öņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ĆĻ│ĄĒĢśļŖö Ļ▓ĮņÜ░, Ļ░ĆĻ│ĄņåŹļÅäļź╝ 50, 100, 150 mm/sļĪ£ ņ”ØĻ░Ćņŗ£Ēéżļ®░ Ļ░ĆĻ│ĄĒ¢łņØä ļĢī ņ¢╗ņØĆ ĒÖĆņØś ņ£Śļ®┤ ņé¼ņ¦äņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļ”╝ņŚÉņä£ ļ│╝ ņłś ņ׳ļō»ņØ┤ Ļ░ĆĻ│Ą ņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢĀņłśļĪØ, ņ”ē ĒÄäņŖż ņé¼ņØ┤ņØś ņŗ£Ļ░ä Ļ░äĻ▓®ņØ┤ Ļ░ÉņåīĒĢĀņłśļĪØ, ĒÖĆ ņŻ╝ļ│ĆņŚÉ ņŚ┤ņØś ņśüĒ¢źņ£╝ļĪ£ ņāØņä▒ļÉ£ ļČĆņé░ļ¼╝ņØ┤ ļ¦ÄņĢäņ¦ÉņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņ”ē, ĒÄäņŖż Ļ░äņØś ņŗ£Ļ░ä Ļ░äĻ▓®ņØ┤ ņŗ£ĒÄĖņŚÉ ņŻ╝ņ×ģļÉ£ ņŚ┤ņØ┤ ļ╣ĀņĀĖļéśĻ░ĆļŖöļŹ░ Ļ▒Ėļ”¼ļŖö ņŗ£Ļ░äļ│┤ļŗż ĻĖĖņ¢┤ņ¦Ćļ®┤ ņŚ┤ņŚÉ ņØśĒĢ£ ņśüĒ¢źņØ┤ ņĀ£Ļ▒░ļÉśņ¢┤ ļ»ĖņäĖ ĒÖĆ Ēæ£ļ®┤ņØś ĒÆłņ¦łņØ┤ Ē¢źņāüļÉ£ļŗż. Fig. 5ļŖö Fig. 4ņØś (a), (b), (c)ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ĒÖĆņØś ļŗ©ļ®┤ ņé¼ņ¦äņØä ļ│┤ņŚ¼ņżĆļŗż. ņåŹļÅäĻ░Ć Ļ░ÉņåīĒĢĀņłśļĪØ ņŚ┤ņĀü ņśüĒ¢źņØ┤ Ļ░ÉņåīĒĢśņŚ¼ ļ»ĖņäĖĒĢ£ Ēü¼ļ×ÖņØś ļ░£ņāØņØ┤ ņżäņ¢┤ ļōżņ¢┤ Ļ╣©ļüŚĒĢ£ ĒÖĆ ļ▓Įļ®┤ņØä Ļ░Ćņ¦ÉņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
3.3 ļĀłņØ┤ņĀĆ ļ╣öņØś ĒÄĖĻ┤æ ļ░®Ē¢źņŚÉ ļö░ļźĖ ĒÖĆ ĒśĢņāü ļ│ĆĒÖö
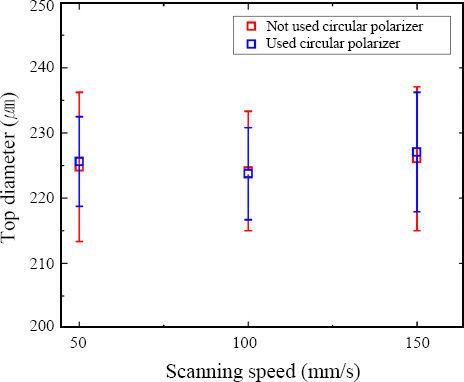
ņĢ×ņŚÉņä£ ņ¢ĖĻĖēĒ¢łļŹś Ļ▓āņ▓śļ¤╝ ņäĀĒśĢ ĒÄĖĻ┤æļÉ£ ļ╣öņØä trepanning ļ░®ļ▓ĢņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ĆĻ│ĄĒĢśņśĆņØä ļĢī ĒāĆņøÉĒśĢņØś ĒÖĆņØ┤ ņ¢╗ņ¢┤ņĪīļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņøÉĒśĢ ĒÄĖĻ┤æĻĖ░(circular polarizer)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņŗżĒŚśņØä ļ░śļ│ĄĒĢśņŚ¼, ņäĀĒśĢ ĒÄĖĻ┤æņ£╝ļĪ£ ņØĖĒĢ£ Ļ░ĆĻ│ĄļÉ£ ĒÖĆņØś ļ╣äļīĆņ╣ŁĒśĢņØ┤ ņĀ£Ļ▒░ļÉśļŖöņ¦Ć ĒÖĢņØĖĒĢśņśĆļŗż. Fig. 6ņØĆ Fig. 4ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņĪ░Ļ▒┤ņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ĆĻ│ĄĒĢśļÉś, ņøÉĒśĢ ĒÄĖĻ┤æĻĖ░ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśĻ│Ā ņ¢╗ņØĆ Ļ▓░Ļ│╝ņØ┤ļŗż. ņ£ĪņĢłņ£╝ļĪ£ ļ│┤ĻĖ░ņŚÉļÅä ļ╣äļīĆņ╣Łņä▒ņØ┤ ļ¦ÄņØ┤ Ļ░ÉņåīĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņłśņ╣śņĀüņØĖ ļ╣äĻĄÉļź╝ ņ£äĒĢ┤ ĒÖĆņØś ņןņČĢ, ļŗ©ņČĢņØś ĻĖĖņØ┤ ļ░Å ļæÉ Ļ░ÆņØś ĒÅēĻĘĀ Ļ░ÆņØä Ļ│äņé░ĒĢśņŚ¼ Fig. 7ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ ļŹ░ņØ┤Ēä░ņØś ļ▓öņ£äĻ░Ć ņóüņØĆ Ļ▓āņØĆ ņןņČĢĻ│╝ ļŗ©ņČĢņØś ĻĖĖņØ┤ ņ░©ņØ┤Ļ░Ć ņ×æņØĆ Ļ▓āņØä ļéśĒāĆļéĖļŗż. ĻĘĖļ”╝ņŚÉņä£ ļ│╝ ņłś ņ׳ļō»ņØ┤ ņøÉĒśĢ ĒÄĖĻ┤æļÉ£ ļ╣öņØś ņé¼ņÜ®ņ£╝ļĪ£ ņāüļŗ© ĒÖĆņØś ņןņČĢĻ│╝ ļŗ©ņČĢņØś ĻĖĖņØ┤ ņ░©ņØ┤Ļ░Ć Ļ░ÉņåīĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
3.4 ļĀłņØ┤ņĀĆ ļ╣ö ņ┤łņĀÉ ņ£äņ╣śņŚÉ ļö░ļźĖ ĒÖĆņØś ĒśĢņāü ļ│ĆĒÖö
ļĀłņØ┤ņĀĆ ļō£ļ”┤ļ¦ü ļ░®ļ▓Ģ ņżæ trepanning ļō£ļ”┤ļ¦üĻ│╝ helical ļō£ļ”┤ļ¦ü ļ░®ļ▓ĢņØś ņ░©ņØ┤ļŖö ļĀłņØ┤ņĀĆ ņ┤łņĀÉņØś ņØ┤ļÅÖ ņŚ¼ļČĆņØ┤ļŗż. Trepanning ļō£ļ”┤ļ¦üņØś Ļ▓ĮņÜ░, ļĀłņØ┤ņĀĆ ņ┤łņĀÉņØ┤ Ļ│ĀņĀĢļÉśņ¢┤ ņ׳Ļ│Ā helical ļō£ļ”┤ļ¦üņØś Ļ▓ĮņÜ░, ļĀłņØ┤ņĀĆ ņ┤łņĀÉņØ┤ ļ╣ö Ļ▓ĮļĪ£ņŚÉ ļö░ļØ╝ņä£ ņŗ£ĒÄĖ Ēæ£ļ®┤ņŚÉņä£ ļ░öļŗźņ£╝ļĪ£ ņØ┤ļÅÖĒĢ£ļŗż. ņ”ē, helical drillingņØä ņé¼ņÜ®ĒĢśļ®┤ ņŗ£ĒÄĖ Ēæ£ļ®┤ļČĆĒä░ ļ░öļŗźĻ╣īņ¦Ć ĒÜ©ņ£©ņĀüņ£╝ļĪ£ Ļ░ĆĻ│ĄņØ┤ Ļ░ĆļŖźĒĢśļŗż5). ĒĢśņ¦Ćļ¦ī helical drillingņØä ņ¦äĒ¢ēĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö dove Ēöäļ”¼ņ”śĻ│╝ Ļ░łļ░öļģĖļ»ĖĒä░ ņŖżņ║ö ĒŚżļō£ņØś ņŚ░ļÅÖņØ┤ ĒĢäņÜöĒĢśļŗż6).
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö trepanning ļō£ļ”┤ļ¦üņŚÉņä£ ņ┤łņĀÉņØś ņ£äņ╣śĻ░Ć ĒÖĆņØś ĒśĢņāüņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢśņŚ¼, ņ┤łņĀÉņØś ņ£äņ╣śļź╝ ņŗ£ĒÄĖņØś ņ£Śļ®┤Ļ│╝ ņĢäļ×½ļ®┤ņŚÉ Ļ░üĻ░ü ļ¦×ņČöĻ│Ā ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
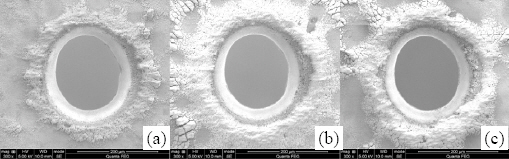
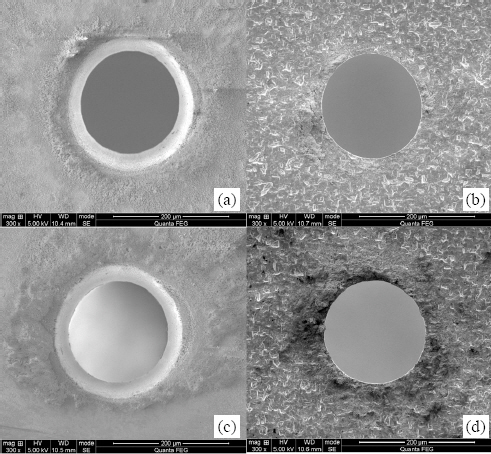
Fig. 8ņØĆ ņøÉĒśĢ ĒÄĖĻ┤æļÉ£ ļ╣öņØä ņé¼ņÜ®ĒĢśņŚ¼ ļō£ļ”┤ļ¦ü Ļ│ĄņĀĢņØä ņ¦äĒ¢ē ĒĢśņśĆņØä ļĢī, ņ┤łņĀÉņØś ņ£äņ╣śņŚÉ ļö░ļźĖ ĒÖĆņØś ņ£Śļ®┤Ļ│╝ ņĢäļ×½ļ®┤ ĒśĢņāüņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļ”╝ņŚÉņä£ ļ│╝ ņłś ņ׳ļō»ņØ┤ ņ┤łņĀÉņØä ņĢäļ×½ļ®┤ņŚÉ ļ¦×ņČś Ļ▓ĮņÜ░ņŚÉ ĒÖĆņØś ņ×ģĻĄ¼ņÖĆ ņČ£ĻĄ¼ņŚÉņä£ņØś ņןņČĢĻ│╝ ļŗ©ņČĢņØś ņ░©ņØ┤Ļ░Ć Ļ░ÉņåīĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
Fig.┬Ā8
Comparison of the top (a, c) and bottom (b, d) hole apertures obtained with the focal position located at the top (a,b) and bottom (c,d) surfaces.
ļ│┤ļŗż ņĀĢļ¤ēņĀüņØĖ ļ╣äĻĄÉļź╝ ņ£äĒĢśņŚ¼ ņøÉĒśĢ ĒÄĖĻ┤æļÉ£ ļ╣öņ£╝ļĪ£ 50, 100, 150 mm/sņØś ņäĖ Ļ░Ćņ¦Ć ņåŹļÅäļĪ£ ĒÖĆņØä Ļ░ĆĻ│ĄĒĢśņśĆņØä ļĢī, ņ┤łņĀÉņØś ņ£äņ╣śņŚÉ ļö░ļØ╝ ņŗ£ĒÄĖ ņ£Śļ®┤Ļ│╝ ņĢäļ×½ļ®┤ņŚÉņä£ņØś ĒÖĆņØś ņןņČĢĻ│╝ ļŗ©ņČĢņØś ĻĖĖņØ┤ļź╝ ņĖĪņĀĢĒĢśņŚ¼ Fig. 9ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ ņĀüņāēņØ┤ ņ£Śļ®┤ņŚÉ ņ┤łņĀÉņØä ļ¦×ņČöņŚłņØä ļĢī ņ¢╗ņØĆ Ļ▓░Ļ│╝ņØ┤ļ®░, ņ▓ŁņāēņØ┤ ņĢäļ×½ļ®┤ņŚÉ ņ┤łņĀÉņØä ļ¦×ņČöņŚłņØä ļĢī ņ¢╗ņØĆ Ļ▓░Ļ│╝ņØ┤ļŗż. ņżæĻ░äņØś ņĀÉņäĀņØä ĻĖ░ņżĆņ£╝ļĪ£ ņ£äņ¬ĮņØĆ ņ£Śļ®┤ ĒÖĆņØś ņĖĪņĀĢ Ļ▓░Ļ│╝ņØ┤Ļ│Ā ņĢäļלņ¬ĮņØĆ ņĢäļ×½ļ®┤ ņĖĪņĀĢ Ļ▓░Ļ│╝ņØ┤ļŗż. Fig. 9ņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļō»ņØ┤, ņĢäļ×½ļ®┤ņŚÉ ņ┤łņĀÉņØä ļ¦×ņČś Ļ▓ĮņÜ░ņŚÉļŖö Ļ░ĆĻ│ĄņåŹļÅäņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ņøÉĒśĢņŚÉ Ļ░ĆĻ╣īņÜ┤ ĒÖĆņØä ņ¢╗ņØä ņłś ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż. ņäĖ Ļ░Ćņ¦Ć ņåŹļÅä ņĪ░Ļ▒┤ņŚÉņä£ ĒÅēĻĘĀņĀüņ£╝ļĪ£ ņāüļŗ© ĒÖĆņØś ņן, ļŗ©ņČĢ ņ░©ņØ┤ļŖö 2.5 ╬╝mņØ┤Ļ│Ā ĒĢśļŗ© ĒÖĆņØś Ļ▓ĮņÜ░ļŖö 1.5 ╬╝mļĪ£ Ļ▒░ņØś ņøÉņŚÉ Ļ░ĆĻ╣īņÜ┤ ĒśĢņāüņØä Ļ░Ćņ¦äļŗż.
Fig.┬Ā9
Major and minor axis lengths of the drilled holes measured at the top and bottom specimen surfaces
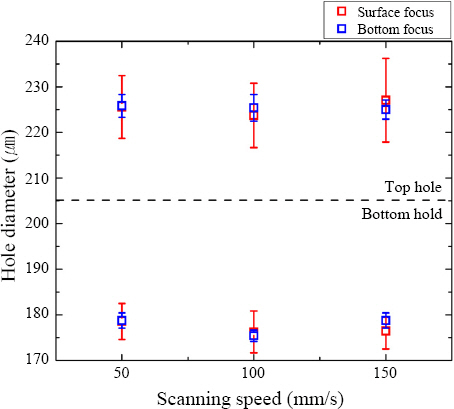
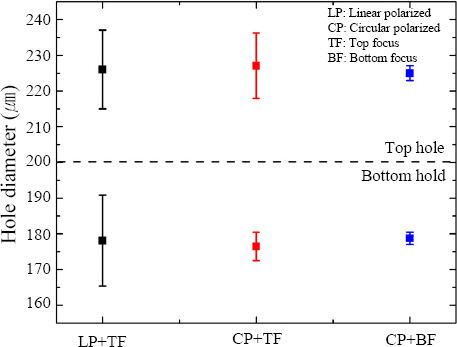
Fig. 10ņØĆ ĒÄĖĻ┤æ ĒśĢĒā£ņÖĆ ņ┤łņĀÉņØś ņ£äņ╣ś ļ│ĆĒÖöņŚÉ ļö░ļØ╝ Ļ░ĆĻ│ĄļÉ£ ĒÖĆņØś ņןņČĢĻ│╝ ļŗ©ņČĢņØś ņ░©ņØ┤Ļ░Ć ņ¢┤ļ¢╗Ļ▓ī ļ│ĆĒÖöĒĢśļŖö Ļ░Ćļź╝ ĒÖĆņØś ņ£Śļ®┤Ļ│╝ ņĢäļ×½ļ®┤ņŚÉņä£ ņĖĪņĀĢĒĢśņŚ¼ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ņäĀĒśĢ ĒÄĖĻ┤æļÉ£ ļ╣öņØä ņŗ£ĒÄĖ ņ£Śļ®┤ņŚÉ ņ¦æņåŹĒĢśļŖö Ļ▓ĮņÜ░ņŚÉļŖö ņןņČĢĻ│╝ ļŗ©ņČĢņØś ņ░©ņØ┤Ļ░Ć Ēü¼Ļ▓ī ļéśĒāĆļéśļéś, ņøÉĒśĢ ĒÄĖĻ┤æļÉ£ ļ╣öņØä ņé¼ņÜ®ĒĢśļŖö Ļ▓ĮņÜ░ņŚÉļŖö ņ░©ņØ┤Ļ░Ć ļ¦ÄņØ┤ ņżäņ¢┤ļō”ņØä ņĢī ņłś ņ׳ļŗż. ņøÉĒśĢ ĒÄĖĻ┤æļÉ£ ļ╣öņØä ņŗ£ĒÄĖ ņĢäļ×½ļ®┤ņŚÉ ņ¦æņåŹĒĢśļŖö Ļ▓ĮņÜ░ņŚÉļŖö ņ£ä, ņĢäļ×½ļ®┤ņŚÉņä£ ļ¬©ļæÉ ņøÉņŚÉ ĻĘ╝ņĀæĒĢ£ ĒÖĆ ĒśĢņāüņØä ņ¢╗ņØä ņłś ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż.
4. Ļ▓░ ļĪĀ
ĒÄ©ĒåĀņ┤ł ļĀłņØ┤ņĀĆņŚÉ ņŚ░ļÅÖļÉ£ ņŖżņ║Éļäł ņŗ£ņŖżĒģ£ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŗżļ”¼ņĮś ņø©ņØ┤ĒŹ╝ņŚÉ trepanning ļ░®ņŗØņØś ļō£ļ”┤ļ¦ü Ļ│ĄņĀĢ ņĄ£ņĀüĒÖö ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. ļ│Ė ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢśņŚ¼ ņøÉĒśĢ ĒÄĖĻ┤æļÉ£ ļ╣öņØś ņ┤łņĀÉņØä ņŗ£ĒÄĖ ĒĢśļŗ©ņŚÉ ņ£äņ╣śņŗ£Ēé© Ēøä ņĀĆņåŹņ£╝ļĪ£ Ļ░ĆĻ│ĄĒĢĀ Ļ▓ĮņÜ░ ņĄ£ņĀüņØś ĒÖĆ ĒśĢņāüņØä ņ¢╗ņØä ņłś ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£ ņĀĆņåŹ Ļ░ĆĻ│ĄņØ┤ ņŚ┤ņĀü ņśüĒ¢źņØä Ļ░Éņåīņŗ£ĒéżĻ│Ā, ļé«ņØĆ Ļ▓╣ņ╣© ņĀĢļÅäņÖĆ ņĀüņĀĢĒĢ£ ĒܤņłśņØś ļ░śļ│Ą Ļ░ĆĻ│ĄņØ┤ ņÜ░ņłśĒĢ£ ĒÖĆ ĒśĢņāüņØä ņ¢╗ļŖöļŹ░ ļÅäņøĆņØ┤ ļÉ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



