1. ņä£ ļĪĀ
ņ╣£ĒÖśĻ▓Į ņ×ÉļÅÖņ░© ļ░Å ņŗĀņ×¼ņāØ ņŚÉļäłņ¦ĆņŚÉ ļīĆĒĢ£ ņÜöĻĄ¼Ļ░Ć ņ”ØĻ░ĆļÉśļ®┤ņä£ Ļ│ĀņČ£ļĀź/Ļ│ĀĒÜ©ņ£© Ēīīņøīļ¬©ļōłņØś ĒĢäņÜöņä▒ņØ┤ ĻĘ╣ļīĆĒÖöļÉśĻ│Ā ņ׳ļŗż. Ēīīņøīļ¬©ļōłņØś ņČ£ļĀź Ē¢źņāüņØä ņ£äĒĢ┤ ĻĖ░ņĪ┤ ņŗżļ”¼ņĮś(silicon, Si) ļööļ░öņØ┤ņŖż ļ│┤ļŗż ņŚÉļäłņ¦Ć ļ░┤ļō£ Ļ░ŁņØ┤ ļäōņØĆ(wide band gap, WBG) ņŗżļ”¼ņĮś ņ╣┤ļ░öņØ┤ļō£(silicon carbide, SiC) ļööļ░öņØ┤ņŖżĻ░Ć ņĀüņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņČ£ļĀź ņåÉņŗżņØä ņĄ£ņåīĒÖöĒĢśļŖö Ļ│ĀĒÜ©ņ£© Ēīīņøīļ¬©ļōł Ēī©Ēéżņ¦Ć ĻĖ░ņłĀņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż. SiC ļööļ░öņØ┤ņŖż Ēīīņøīļ¬©ļōłņØĆ ĻĖ░ņĪ┤ Si ļööļ░öņØ┤ņŖżļ│┤ļŗż ņĀĢņģś ņś©ļÅä (junction temperature, T
J)Ļ░Ć ļ¦żņÜ░ ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ Ēī©Ēéżņ¦Ć ļé┤ņØś ņŚ┤ņĀäļÅäņ£©ņØä ļåÆņØ┤Ļ│Ā, ņŚ┤ņĀü ņŖżĒŖĖļĀłņŖżņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁņä▒ņØä Ē¢źņāüņŗ£ĒéżļŖö ĻĖ░ņłĀņØ┤ ĒĢäņÜöĒĢśļŗż
1-4).
Ēīīņøīļ¬©ļōłņŚÉņä£ ļ░£ņāØļÉśļŖö ņŚ┤ņØä Ļ░Ćņן ņ¦üņĀæņĀüņ£╝ļĪ£ ļ░øļŖö ņŚ┤ ņśüĒ¢źļČĆļŖö ļööļ░öņØ┤ņŖżņØś ņĀæĒĢ®ļČĆņØ┤ļ»ĆļĪ£ SiC ņĀæĒĢ®ļČĆņØś ņŗĀļó░ņä▒ņØä Ē¢źņāüņŗ£ĒéżļŖö Ļ▓āņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢśļŗż. ņĀäņ×É ļ░Å ņ×ÉļÅÖņ░© ņĀäņןņĀ£ĒÆłņŚÉ ņé¼ņÜ®ļÉśļŖö Ēī©Ēéżņ¦ĆņØś ļööļ░öņØ┤ņŖż ņĀæĒĢ®ņ×¼ļŻīļŖö ņŻ╝ļĪ£ SnĻ│ä ņåöļŹö(solder)Ļ░Ć ņĀüņÜ® ļÉ£ļŗż
5-7). ĒĢśņ¦Ćļ¦ī SiC ļööļ░öņØ┤ņŖżņØś ņĀĢņģśņś©ļÅäļŖö 300 ┬░C ņØ┤ņāüĻ╣īņ¦Ć ņāüņŖ╣ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņ£Ąņś©ļÅäĻ░Ć 230 ┬░C ļé┤ņÖĖņØĖ ņŻ╝ņäØ(tin, Sn)Ļ│ä ņåöļŹö ņ×¼ļŻīļŖö SiC ļööļ░öņØ┤ņŖż ļ¬©ļōłņŚÉņä£ ļ¦żņÜ░ ņĘ©ņĢĮĒĢśļŗż. ļö░ļØ╝ņä£ ļīĆņ▓┤ ņĀæĒĢ®ņ×¼ļŻīļĪ£ ĻĖł(gold, Au)Ļ│ä Ļ│Āņś© ņåöļŹöļéś ņØĆ(silver, Ag) ņåīĻ▓░(sintering) ņĀæĒĢ®ļ░®ļ▓ĢņØ┤ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż. ĻĖ░ņĪ┤ ņåīĻ▓░ ĻĖ░ņłĀņØĆ ņ£ĄņĀÉ ņØ┤ĒĢśņØś ņś©ļÅäņŚÉņä£ ņĢĢļĀźņØä Ļ░ĆĒĢ┤ Ļ│Āņāü Ļ▓░ĒĢ®ĒĢśļŖö ĻĖ░ņłĀņØ┤ļ®░, Ēśäņ×¼ ņāüņÜ®ĒÖöļÉ£ Ag ĒÄśņØ┤ņŖżĒŖĖļŖö Ļ│ĄņĀĢ ņś©ļÅäĻ░Ć ņĢĮ 250 ┬░C ļé┤ņÖĖļĪ£ Ag ņ£ĄņĀÉļ│┤ļŗż ĒśäņĀĆĒ׳ ļé«ņØĆ ņś©ļÅäņŚÉņä£ ņĀæĒĢ®ĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ SiC ļööļ░öņØ┤ņŖżņØś ĻĄ¼ļÅÖņś©ļÅäņØĖ 300 ┬░C ņØ┤ņāüņŚÉņä£ļÅä ņ×¼ņÜ®ņ£Ą ļÉśņ¦Ć ņĢŖĻĖ░ ļĢīļ¼ĖņŚÉ SiC ļööļ░öņØ┤ņŖż Ēīīņøīļ¬©ļōłņÜ® ņ╣® ņĀæĒĢ®ļ░®ļ▓Ģņ£╝ļĪ£ Ļ░Ćņן ņ£ĀļĀźĒĢ£ ļīĆņ▓┤ Ļ│Ąļ▓Ģ ņżæ ĒĢśļéśņØ┤ļŗż.
ļ¬©ļōłņØś ĻĖ░ĒīÉņØĆ direct bonded copper(DBC), active metal brazing(AMB) Ļ│Ąļ▓Ģņ£╝ļĪ£ ņŻ╝ļĪ£ ņĀ£ņĪ░ļÉśļ®░, ņäĖļØ╝ļ»╣ņØś ņ¢æļ®┤ņŚÉ ĻĄ¼ļ”¼(Cu) ļ░ĢĒīÉ(foil)ņØ┤ ņĀæĒĢ®ļÉ£ ĻĄ¼ņĪ░ļź╝ Ļ░¢ļŖöļŗż.
Table 1ņØĆ Ēīīņøīļ¬©ļōł ĻĖ░ĒīÉņ£╝ļĪ£ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśļŖö ņäĖļØ╝ļ»╣ ņ×¼ņ¦łņØś ĒŖ╣ņä▒ņØä ļéśĒāĆļāłļŗż. ņäĖļØ╝ļ»╣ ņ×¼ņ¦łņŚÉ ļö░ļØ╝ ļ¬©ļōłņØś ĻĖ░Ļ│äņĀü, ņŚ┤ņĀü ĒŖ╣ņä▒ņØ┤ ļ│ĆĒĢĀ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ĻĖ░ĒīÉ ņ▒äĒāØļÅä ļ¦żņÜ░ ņżæņÜöĒĢśļŗż
8-9).
Table┬Ā1
Mechanical characteristics of various ceramic substrate materials
|
Characteristics |
Al2O3
|
AlN |
ZTA |
Si3N4
|
|
Thermal conductivity [W/mK] |
24 |
180 |
28 |
90 |
|
Bending strength [MPa] |
450 |
450 |
700 |
650 |
|
Fracture toughness |
3.8-4.2 |
3-3.4 |
4.5-5 |
6.5-7 |
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĻĖ░Ļ│äņĀü Ļ░ĢļÅä ĒŖ╣ņä▒ņØ┤ ņÜ░ņłśĒĢ£ zirconia toughened alumina(ZTA) AMB ĻĖ░ĒīÉņØä ņ▒äĒāØĒĢśņśĆĻ│Ā, 300 ┬░C ņØ┤ņāüņØś ĻĄ¼ļÅÖņś©ļÅäņŚÉ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ Ag ņåīĻ▓░ ĻĖ░ņłĀņØä ņĀüņÜ®ĒĢ£ SiC Ēīīņøīļ¬©ļōłņØä ņĀ£ņ×æĒĢśņŚ¼ Ag ņåīĻ▓░ ņĀæĒĢ®ļČĆņØś ņŚ┤ņĀü ņŖżĒŖĖļĀłņŖżņŚÉ ļīĆĒĢ£ ļé┤ĻĄ¼ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ļ¼┤Ļ░ĆņĢĢ Ag ņåīĻ▓░ ņĀæĒĢ®Ļ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢ£ ļ¬©ļōł ņĀ£ņ×æ
ļ¼┤Ļ░ĆņĢĢ(pressureless) Ag ņåīĻ▓░ ņĀæĒĢ®Ļ│ĄņĀĢņØä ņ£äĒĢ┤ ņé¼ņÜ®ļÉ£ ĻĖ░ĒīÉņØĆ ZTA ņ×¼ņ¦łņØś ņäĖļØ╝ļ»╣ ņ¢æļ®┤ņŚÉ Cu ņĖĄņØ┤ ļĖīļĀłņØ┤ņ¦Ģ ļÉ£ AMB ĻĖ░ĒīÉņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ĻĖ░ĒīÉņØś Ēæ£ļ®┤ņ▓śļ”¼ļŖö Cu Ēæ£ļ®┤ņØä ņé¼ņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ organic solderability preservative(OSP) Ēæ£ļ®┤ņ▓śļ”¼ ļÉ£ ĻĖ░ĒīÉņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ļŹöļ»Ė ņ╣®(dummy chip)ņØĆ ņŗżņĀ£ ņĀäļĀźļ│ĆĒÖśļ¬©ļōłņŚÉ ļäÉļ”¼ ņō░ņØ┤ļŖö Creeņé¼ņØś ņŗżņĀ£ ĻĄ¼ļÅÖ ņ╣®(live chip)Ļ│╝ ļÅÖņØ╝ĒĢ£ Ēü¼ĻĖ░ņØś 4.04├Ś6.44 mm, t=180 ╬╝m ļĪ£ ņĀ£ņ×æĒĢśņśĆļŗż. SiC ļŹöļ»Ė ņ╣®ņØś ņāüļ®┤Ļ│╝ ĒĢśļ®┤ņŚÉļŖö Ļ░üĻ░ü AlĻ│╝ Ni/AgļĪ£ ļ░Ģļ¦ē ņ”Øņ░®ĒĢ£ Ēøä ņĀæĒĢ®Ļ│ĄņĀĢņŚÉ ņé¼ņÜ®ĒĢśņśĆļŗż.
Ag ņåīĻ▓░ ņĀæĒĢ®ņŚÉ ņé¼ņÜ®ļÉ£ Ag ĒÄśņØ┤ņŖżĒŖĖļŖö ĻĄÉņäĖļØ╝(CT- 2700R7S, Kyocera Co., Ltd., ņØ╝ļ│Ė) ņāüņÜ® ņĀ£ĒÆłņØä ņé¼ņÜ®ĒĢśņśĆļŗż.
Ag ĒÄśņØ┤ņŖżĒŖĖņØś Ēöäļ”░Ēīģ Ļ│ĄņĀĢņØä ņ£äĒĢ┤ ļ®öĒāł ļ¦łņŖżĒü¼(metal mask)ļź╝ SiC ļŹöļ»Ė ņ╣® Ēü¼ĻĖ░ņŚÉ ļ¦×Ļ▓ī Ļ░üĻ░ü 80, 120, 150 ╬╝m ļæÉĻ╗śļĪ£ ņĀ£ņ×æĒĢśņśĆļŗż. ļśÉĒĢ£ ļ®öĒāłļ¦łņŖżĒü¼ ļæÉĻ╗śņŚÉ ļö░ļźĖ Ag ņĀæĒĢ®ļČĆņØś ļ│┤ņØ┤ļō£ ļČäņ£©ņØś ņ░©ņØ┤ļź╝ ļ╣äĻĄÉļČäņäØ ĒĢśņśĆļŗż.
ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ Ļ│ĄņĀĢņØĆ
Fig. 1(a)Ļ│╝ Ļ░ÖņØ┤ Ēöäļ”░Ēīģ ņןļ╣ä ņ¦ĆĻĘĖņŚÉ AMB ĻĖ░ĒīÉņØä Ļ│ĀņĀĢņŗ£Ēé© Ēøä ļ®öĒāł ļ¦łņŖżĒü¼ņØś ņ£äņ╣śļź╝ ļ¦×ņČöĻ│Ā, Ag ĒÄśņØ┤ņŖżĒŖĖļź╝ ļ¦łņŖżĒü¼ņŚÉ ļÅäĒż Ēøä Ēöäļ”░Ēīģ ĒĢśņśĆļŗż. Ag ĒÄśņØ┤ņŖżĒŖĖĻ░Ć Ēöäļ”░ĒīģļÉ£ AMB ĻĖ░ĒīÉņ£äņŚÉ SiC ļŹöļ»Ė ņ╣®ņØä ļ¦łņÜ┤Ēīģ(mounting) ĒĢ£ Ēøä ļ¼┤Ļ░ĆņĢĢ ņåīĻ▓░ ņĀæĒĢ®Ļ│ĄņĀĢņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņåīĻ▓░ ņĀæĒĢ®Ļ│ĄņĀĢņØĆ
Fig. 1(b)ņØś ņ¦äĻ│Ą ņåīĻ▓░ņןļ╣äļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņ¦äĻ│Ą ļČäņ£äĻĖ░ ņĪ░ņä▒ Ēøä ņ¦łņåī(N
2) Ļ░ĆņŖżļź╝ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņŻ╝ņ×ģĒĢśļ®┤ņä£
Fig. 1(c)ņØś ņś©ļÅä ĒöäļĪ£ĒīīņØ╝ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņåīĻ▓░ Ļ│ĄņĀĢņØĆ ņĄ£Ļ│Ā ņś©ļÅä 250 ┬░CņŚÉņä£ 165 min ļÅÖņĢł ņ¦äĒ¢ēĒĢśņśĆļŗż.
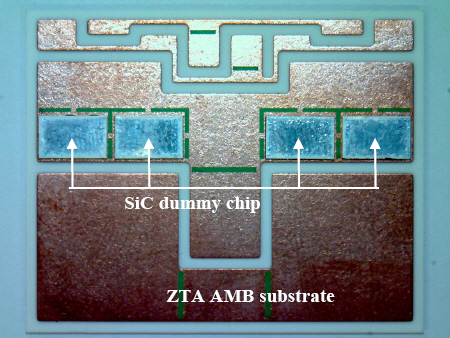
Fig. 2ļŖö Cu AMB ĻĖ░ĒīÉ ļ░Å ļŹöļ»Ė ņ╣®ņØä ņØ┤ņÜ®ĒĢ£ ļ¼┤Ļ░ĆņĢĢ Ag ņåīĻ▓░ ņĀæĒĢ®Ļ│ĄņĀĢ Ēøä ņŗ£ĒÄĖ ņé¼ņ¦äņØ┤ļŗż.
Fig.┬Ā1
Photographs of (a) silver paste printing process, (b) vacuum sintering machine and (c) sintering temperature profile
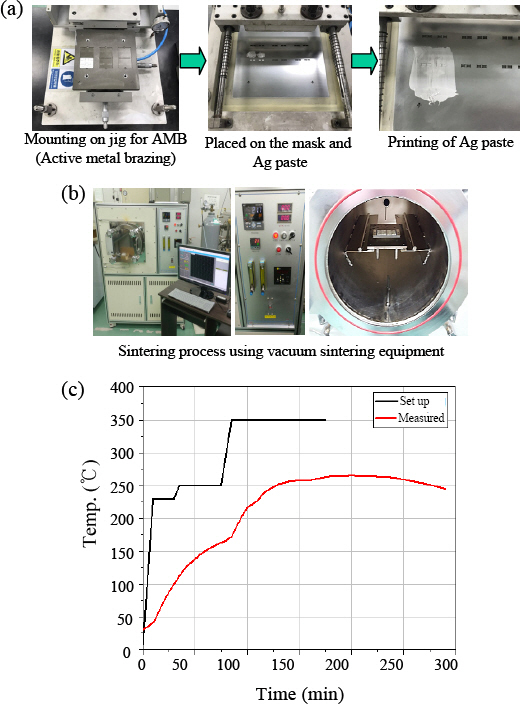
Fig.┬Ā2
Optical micrograph of Cu AMB/SiC dummy chip module after silver sintering
2.2 ņåīĻ▓░ ņĀæĒĢ®ļČĆ ņŚ┤ĒÖö ĒŖ╣ņä▒ ļČäņäØ
ļ¼┤Ļ░ĆņĢĢ Ag ņåīĻ▓░ ņĀæĒĢ® Ļ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢ£ ļ¬©ļōłņØś ņŚ┤ņĀü ņŖżĒŖĖļĀłņŖżņŚÉ ļīĆĒĢ£ ļé┤ĻĄ¼ņä▒ĒÅēĻ░Ćļź╝ ņ£äĒĢ┤ ņŚ┤ņé¼ņØ┤Ēü┤ņŗ£ĒŚś(thermal cycling test, TC) ļ░Å Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚś(high temperature storage test, HTS)ņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŚ┤ņé¼ņØ┤Ēü┤ņŗ£ĒŚśņØĆ ESPACņé¼ņØś TSA-11A ņŚ┤ņČ®Ļ▓®ņŗ£ĒŚśĻĖ░ļź╝ ņØ┤ņÜ®ĒĢśņśĆĻ│Ā, -50~150 ┬░C, ņ£Āņ¦Ćņŗ£Ļ░ä 10 minņ£╝ļĪ£ 500 cycles ļÅÖņĢł ņ¦äĒ¢ēĒĢśņśĆļŗż. Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚśņØĆ JEIO Techņé¼ņØś 5F-22GW ņśżļĖÉņØä ņØ┤ņÜ®ĒĢśņśĆĻ│Ā, 200 ┬░CņŚÉņä£ 500 h ļ░®ņ╣śĒĢ£ Ēøä ņ╣® ņĀæĒĢ®ļČĆņØś ņŚ┤ĒÖöĒŖ╣ņä▒ņØä ņĖĪņĀĢĒĢśņśĆļŗż.
2.3 Ag ņåīĻ▓░ ņĀæĒĢ® ĒŖ╣ņä▒ ĒÅēĻ░Ć
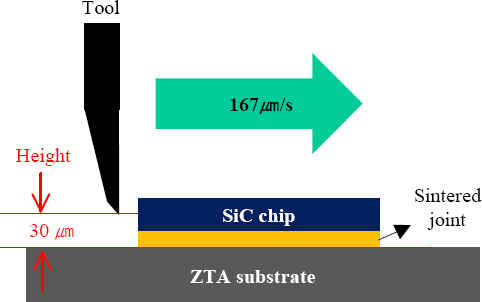
ĒÖśĻ▓Įņŗ£ĒŚś ņĀäĒøä ņåīĻ▓░ ņĀæĒĢ®ļČĆ ĒŖ╣ņä▒ ĒÅēĻ░Ćļź╝ ņ£äĒĢ┤ ļ│┤ņØ┤ļō£ ļČäņ£© ļ░Å ņĀæĒĢ®Ļ░ĢļÅäļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ļ│┤ņØ┤ļō£ ļČäņ£©ņØĆ X-ray ļ╣äĒīīĻ┤┤ļČäņäØ ņןļ╣äļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņ╣® ņĀæĒĢ®ļ®┤ņĀü ļīĆļ╣ä ļ│┤ņØ┤ļō£ ļ®┤ņĀü ļ╣äņ£©ņØä ļČäņ£©ļĪ£ ļéśĒāĆļé┤ņŚłļŗż. ņĀæĒĢ®Ļ░ĢļÅäļŖö Dageņé¼ņØś Dage4000 ņןļ╣äļź╝ ņØ┤ņÜ®ĒĢśņśĆĻ│Ā, ņĖĪņĀĢ ņĪ░Ļ▒┤ņØĆ ņĀäļŗ©ņ¦ĆĻĘĖ ļåÆņØ┤ 30 ╬╝m, ņŗ£ĒŚś ņåŹļÅä 167 ╬╝m/sļĪ£ ņĖĪņĀĢĒĢśņśĆļŗż(
Fig. 3).
Fig.┬Ā3
Schematic diagram of chip/AMB shear strength test
ĒÖśĻ▓Įņŗ£ĒŚś ņĀäĒøä ņåīĻ▓░ ņĀæĒĢ®ļČĆņØś ļ»ĖņäĖņĪ░ņ¦ü ĒŖ╣ņä▒ĒÅēĻ░Ćļź╝ ņ£äĒĢ┤ ļŗ©ļ®┤ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. AMB ĻĖ░ĒīÉ/ņ╣®ņØś Ag ņåīĻ▓░ ņĀæĒĢ®ļČĆ ļŗ©ļ®┤ ņŚ░ļ¦ł Ēøä scanning electron microscope (SEM) ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝
3.1 ļ®öĒāł ļ¦łņŖżĒü¼ ļæÉĻ╗śņŚÉ ļö░ļźĖ ņĀæĒĢ®ļČĆ ļ│┤ņØ┤ļō£
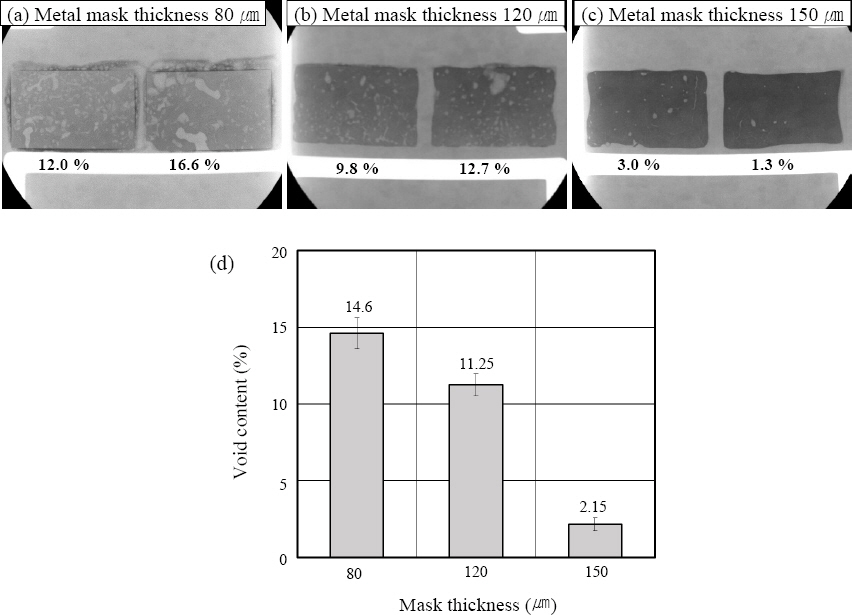
Ēöäļ”░Ēīģ Ļ│ĄņĀĢņŚÉ ņé¼ņÜ®ļÉśļŖö ļ®öĒāł ļ¦łņŖżĒü¼ ļæÉĻ╗śņŚÉ ļīĆĒĢ£ ļ│┤ņØ┤ļō£ ĒĢ©ļ¤ēņØś ņśüĒ¢źņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ļ®öĒāł ļ¦łņŖżĒü¼ ļæÉĻ╗śļź╝ Ļ░üĻ░ü 80, 120, 150 ╬╝mļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ēöäļ”░Ēīģ ĒĢ£ Ēøä ņåīĻ▓░ ņĀæĒĢ®ļČĆņØś ļ│┤ņØ┤ļō£ ļČäņ£©ņØä
Fig. 4 ņÖĆ Ļ░ÖņØ┤ ļ╣äĻĄÉĒĢśņśĆļŗż. ĻĘĖ Ļ▓░Ļ│╝ ļ¦łņŖżĒü¼ ļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņÜĖņłśļĪØ ļ│┤ņØ┤ļō£ ļČäņ£©ņØ┤ ļé«Ļ▓ī ļéśĒāĆļé£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż.
Fig.┬Ā4
(a-c) X-ray non-destructive analysis result after silver sintering and (d) void content measurement results with mask thickness
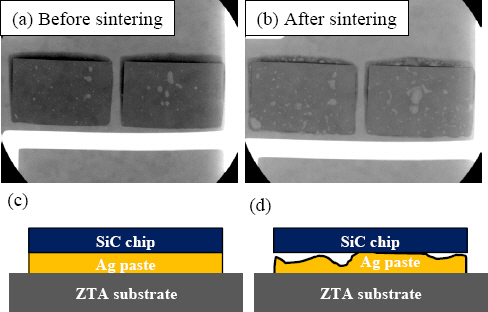
Ag ĒÄśņØ┤ņŖżĒŖĖ Ēöäļ”░Ēīģ ļ░Å ņåīĻ▓░ Ļ│ĄņĀĢ Ēøä ņĀæĒĢ®ļČĆ ļ│┤ņØ┤ļō£ņŚÉ ļīĆĒĢ£ X-ray ļČäņäØ ņé¼ņ¦äņØä
Fig. 5ņŚÉ ļéśĒāĆļāłļŗż. Ēöäļ”░Ēīģ Ļ│ĄņĀĢ ņżæ ĒśĢņä▒ļÉ£ ļé┤ļČĆ ļ│┤ņØ┤ļō£ļŖö ņåīĻ▓░ Ēøä ļ│┤ņØ┤ļō£ņØś Ēü¼ĻĖ░Ļ░Ć ņ”ØĻ░ĆļÉśļŖö Ļ▓āņ£╝ļĪ£ Ļ┤Ćņ░░ļÉśņŚłļŗż. Ēöäļ”░Ēīģ Ļ│ĄņĀĢ ņżæ ļÅäĒżļÉ£ Ag ĒÄśņØ┤ņŖżĒŖĖņØś ļæÉĻ╗ś ĻĘĀņØ╝ļÅäĻ░Ć ļČłĻĘĀņØ╝ĒĢĀ Ļ▓ĮņÜ░, ņ╣®Ļ│╝ Ag ĒÄśņØ┤ņŖżĒŖĖ ņĀæņ┤ēļ®┤ņŚÉņä£ ļ░£ņāØļÉśļŖö Ļ│ĄĻ░äņ£╝ļĪ£ ņØĖĒĢ┤ ĻĖ░ĒżĻ░Ć ĒśĢņä▒ļÉśļ®░, ņåīĻ▓░ ņØ┤ĒøäņŚÉ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņ×öņĪ┤ĒĢśĻ▓ī ļÉśņ¢┤ ļ│┤ņØ┤ļō£ ĒĢ©ņ£Āņ£©ņØ┤ ņ”ØĻ░ĆļÉśļŖö Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ļö░ļØ╝ņä£ Ēöäļ”░Ēīģ Ļ│ĄņĀĢ ņżæ ļ░£ņāØļÉśļŖö ļ│┤ņØ┤ļō£ļź╝ ņĄ£ņåīĒÖö ĒĢśļŖö Ļ▓āņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢśļ®░, ļ│┤ņØ┤ļō£ ĒĢ©ņ£Āļ¤ēņØ┤ Ļ░Ćņן ļ¦ÄņĢśļŹś 80 ╬╝m ļæÉĻ╗śņØś ļ®öĒāł ļ¦łņŖżĒü¼ļŖö Ēöäļ”░Ēīģ Ļ│ĄņĀĢņŚÉ ņĀüĒĢ®ĒĢśņ¦Ć ņĢŖņØĆ Ļ▓āņ£╝ļĪ£ ņĄ£ņóģ ĒīÉļŗ©ĒĢśņśĆļŗż.
Fig.┬Ā5
Comparison of void content (a) before / (b) after sintering using by X-ray non-destructive analysis, Schematic diagram of printing result of (c) uniform and (d) irregular printed layers
3.2 ĒÖśĻ▓Įņŗ£ĒŚś ņĀäĒøä ņĀæĒĢ®ļČĆ ĒŖ╣ņä▒ļ│ĆĒÖö
Fig. 6ņØĆ ļ¼┤Ļ░ĆņĢĢ Ag ņåīĻ▓░ ņĀæĒĢ® Ēøä ņ┤łĻĖ░ ņŗ£ĒÄĖņØś ļŗ©ļ®┤ļČäņäØ ĒĢ£ Ļ▓░Ļ│╝ņØ┤ļ®░, AMB ĻĖ░ĒīÉ ņ£äņŚÉ SiC ļŹöļ»Ė ņ╣®ņØ┤ ļ¦żņÜ░ ĻĘĀņØ╝ĒĢśĻ▓ī ņĀæĒĢ®ļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
Fig.┬Ā6
Cross-sectional SEM micrograph of SiC device/ ZTA AMB substrate after pressureless silver sintering

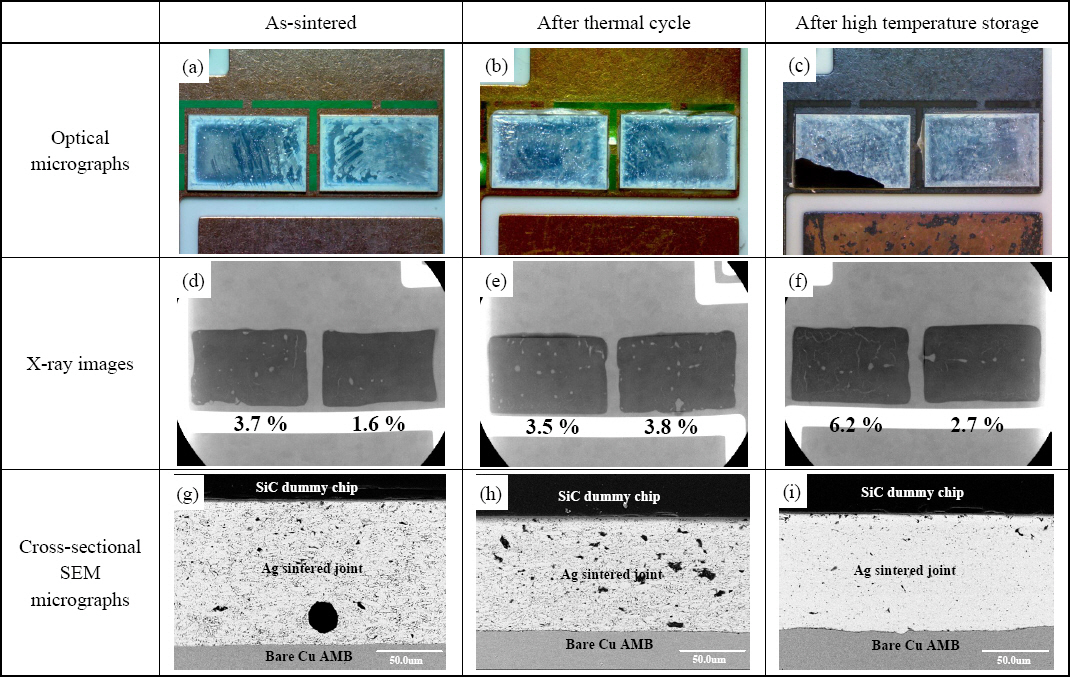
Fig. 7ņØĆ ĒÖśĻ▓Įņŗ£ĒŚś ņĀäĒøäņØś Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į ļ░Å X-ray, ļŗ©ļ®┤ SEM ļČäņäØ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļāłļŗż. ļČäņäØĻ▓░Ļ│╝ AMB ĻĖ░ĒīÉņØś Cu Ēæ£ļ®┤ņØ┤ TC ļ░Å HTS Ēøä ņŗ£ĒÄĖ Ēæ£ļ®┤ņŚÉņä£ Ļ░üĻ░ü ĒÖ®ņāē ļ░Å ņĀüņāēņØä ļØäļ®░ ņé░ĒÖöļÉśņŚłĻ│Ā, HTS ņŗ£ĒÄĖņŚÉņä£ļŖö ņŚ┤ņĀü ņŖżĒŖĖļĀłņŖżņŚÉ ņØśĒĢ┤ ļŹöļ»Ė ņ╣® ņāüļČĆņØś ņ”Øņ░®ļÉ£ Al ņĖĄņØ┤ ļ░Ģļ”¼ļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĒÖśĻ▓Įņŗ£ĒŚś ņĀäĒøä Ļ░ü ņŗ£ĒÄĖņØś ļ│┤ņØ┤ļō£ ĒĢ©ņ£Āļ¤ēņØĆ ļ│ĆĒÖöĻ░Ć ņŚåņŚłļŗż. ņåīĻ▓░ ņĀæĒĢ®ļČĆņØś Ag ņåīĻ▓░ ņ×ģņ×É(particle) ņČ®ņ¦ä ņĀĢļÅäļź╝ ļ╣äĻĄÉĒĢ┤ ļ│┤ļ®┤, HTS Ēøä ņČ®ņ¦ä ņĀĢļÅäĻ░Ć ļŹöņÜ▒ ņĪ░ļ░ĆĒĢ┤ņĪīĻ│Ā, TC ĒøäņŚÉļŖö ņŚ┤ņĀü ņŖżĒŖĖļĀłņŖżņŚÉ ņØśĒĢ┤ ņ┤łĻĖ░ ļīĆļ╣ä micro crackņØ┤ ņåīĻ▓░ ņĀæĒĢ®ļČĆņŚÉ ĒśĢņä▒ļÉ£ Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ micro crackņØĆ ņåīĻ▓░Ļ│╝ņĀĢ ņżæ Ag ņ×ģņ×ÉĻ░ä ļäżĒŖĖņøīĒé╣ņØ┤ ņČ®ļČäĒ׳ ĒśĢņä▒ļÉśņ¦Ć ņĢŖņØĆ ļČĆņ£äņŚÉņä£ ņŻ╝ļĪ£ ļ░£ņāØļÉśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
Fig.┬Ā7
(a-c) Optical micrographs, (d-f) X-ray non-destructive analysis results and (g-i) cross-sectional SEM micrographs of pressureless silver sintered joints before/after thermal cycling test and high temperature storage test
ņĀäļŗ©Ļ░ĢļÅäņŗ£ĒŚś Ļ▓░Ļ│╝
Fig. 8Ļ│╝ Ļ░ÖņØ┤ Ag ņåīĻ▓░ ņĀæĒĢ®Ļ░ĢļÅäļŖö 27.7 MPaļĪ£ ņĖĪņĀĢļÉśņŚłĻ│Ā, TC Ēøä 19.7 MPaļĪ£ ņ┤łĻĖ░Ļ░ĢļÅä ļīĆļ╣ä ņĢĮ 0.7ļ░░ļĪ£ Ļ░ÉņåīĒĢśņśĆļŗż. ļ░śļ®┤, HTS ĒøäņŚÉļŖö 41.4 MPaļĪ£ ņ┤łĻĖ░Ļ░ĢļÅä ļīĆļ╣ä ņĢĮ 1.5ļ░░ ņ”ØĻ░ĆĒĢ£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż.
Fig. 9(a) ļŖö TC Ēøä ņĀæĒĢ®ļČĆņØś SEM ļŗ©ļ®┤ļČäņäØ Ļ▓░Ļ│╝ņØ┤ļŗż. Ag ņĀæĒĢ®ļČĆ ļüØļČĆļČäņŚÉņä£ ļ░£ņāØĒĢ£ crackņØ┤ Cu AMB/Ag ņĀæĒĢ®Ļ│äļ®┤ņØä ļö░ļØ╝ ņ¦äņĀäĒĢśņŚ¼ ĻĘĀņŚ┤ņØä ņ£Āļ░£ĒĢ£ Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ļśÉĒĢ£,
Fig. 9(b) ņŚÉņä£ HTS Ēøä Cu AMB/Ag ņĀæĒĢ®ļČĆņØś ņāüĒśĖĒÖĢņé░ ļ░śņØæņ£╝ļĪ£ ņØĖĒĢ┤ Cu-Ag alloy ņĖĄņØ┤ ļ»ĖņäĖĒĢśĻ▓ī ĒśĢņä▒ļÉ£ Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ņØ┤ļ¤¼ĒĢ£ Cu-Ag alloy ņĖĄņØĆ ņåīĻ▓░ ņĀæĒĢ®ļČĆņØś ņĀæĒĢ®Ļ░ĢļÅä Ē¢źņāüņŚÉ ĻĖ░ņŚ¼ĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
Fig.┬Ā8
Bonding strength comparison with before/after reliability tests
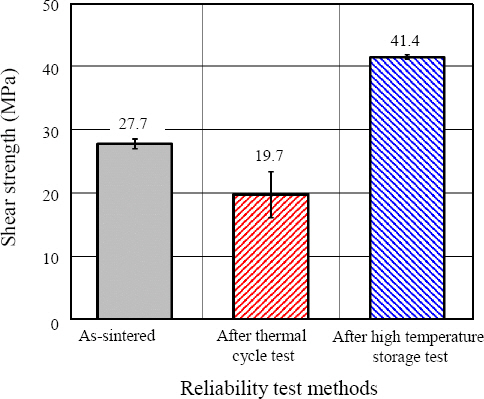
Fig.┬Ā9
Cross-sectional SEM micrographs of (a) after thermal cycle test and (b) after high temperature storage test

4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ¼┤Ļ░ĆņĢĢ Ag ņåīĻ▓░ ņĀæĒĢ® Ļ│ĄņĀĢņØä ņĀüņÜ®ĒĢśņŚ¼ SiC ļööļ░öņØ┤ņŖżņÖĆ ZTA AMB ĻĖ░ĒīÉņØä ņØ┤ņÜ®ĒĢ£ Ēīīņøīļ¬©ļōłņØä Ļ░£ļ░£ĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż.
1) ļ®öĒāł ļ¦łņŖżĒü¼ ļæÉĻ╗śņŚÉ ļö░ļźĖ ļ│┤ņØ┤ļō£ ļČäņ£©ņØä ļ╣äĻĄÉļČäņäØĒĢ£ Ļ▓░Ļ│╝, 150 ╬╝m ļ®öĒāł ļ¦łņŖżĒü¼ļź╝ ņĀüņÜ®ĒĢ£ ņŗ£ĒÄĖņŚÉņä£ ļ│┤ņØ┤ļō£ ļČäņ£©ņØ┤ ņĢĮ 2.15 %ļĪ£ Ļ░Ćņן ņĀüĻ▓ī ļéśĒāĆļé¼ļŗż.
2) ņŚ┤ņé¼ņØ┤Ēü┤ņŗ£ĒŚś Ēøä Ag ņåīĻ▓░ ņĀæĒĢ®ļČĆņŚÉņä£ ļ░£ņāØļÉ£ crackņØĆ ZTA AMBņÖĆ ņåīĻ▓░ļÉ£ Ag Ļ│äļ®┤ņØä ļö░ļØ╝ ņĀæĒĢ®ļČĆ ļé┤ļČĆļĪ£ ņ¦äņĀäļÉśļ®░ ĻĘĀņŚ┤ņØä ņ£Āļ░£ĒĢ£ Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ņØ┤ļĪ£ ņØĖĒĢ┤ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć ņ┤łĻĖ░ļīĆļ╣ä ņĢĮ 0.7ļ░░ ņłśņżĆņ£╝ļĪ£ Ļ░ÉņåīļÉ£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż.
3) Ļ│Āņś©ļ░®ņ╣śņŗ£ĒŚś Ēøä ņåīĻ▓░ ņĀæĒĢ®ļČĆņØś ņĀæĒĢ®Ļ░ĢļÅäļŖö ņ┤łĻĖ░ļīĆļ╣ä 1.5ļ░░ ņ”ØĻ░ĆĒĢśņśĆļŗż. ņØ┤Ļ▓āņØĆ ņĀæĒĢ®Ļ│äļ®┤ņØś Cu-Ag alloy ņĖĄ ĒśĢņä▒Ļ│╝ Ļ│Āņś© ļČäņ£äĻĖ░ ĒĢśņŚÉņä£ Ag ņ×ģņ×ÉĻ░ä ņåīĻ▓░ņØ┤ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņ£Āļ░£ļÉśņ¢┤ ņåīĻ▓░ļČĆņØś ņČ®ņ¦ä ļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆļÉśņŚłĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Ēøä ĻĖ░
ļ│Ė ņŚ░ĻĄ¼ļŖö ņé░ņŚģĒåĄņāüņ×ÉņøÉļČĆ ņ▓©ļŗ©ļ┐īļ”¼ĻĖ░ņłĀļČäņĢ╝ ņé░ņŚģĒĢĄņŗ¼ĻĖ░ņłĀĻ░£ļ░£ņé¼ņŚģ(Ļ│╝ņĀ£ļ▓łĒśĖ: 10063263)ņØś ņ¦ĆņøÉņØä ļ░øņĢä ņłśĒ¢ēļÉ£ ņŚ░ĻĄ¼Ļ▓░Ļ│╝ņ×ģļŗłļŗż.
References
1. Jeong-Won. Yoon, Jung-Hwan. Bang, Yong-Ho. Ko, Se-Hoon. Yoo, Jun-Ki. Kim, and Chang-Woo. Lee, Power Module Packaging Technology with Extended Reliability for Electric Vehicle Applications,
Journal of Microelectron. Package. Soc. (2014) 21(4) 1ŌĆō13.
http://doi.org/10.6117/kmeps.2014.21.4.001
[CROSSREF] [PDF] 2. Won Sik. Hong, Mi Song. Kim, Dajung. Kim, and Chulmin. Oh, Silver Sintered Joint Property Between Silicon Carbide Device and Ceramic Substrate for Electric Vehicle Power Module,
Journal of Electronic Materials. (2019) 48(1) 122ŌĆō134.
https://doi.org/10.1007/s11664-018-6769-5
[CROSSREF] [PDF] 4. Junhyuk. Son, Minkyung. Kim, Dong-Yurl. Yu, Young-Ho. Ko, Jeong-Won. Yoon, Chang-Woo. Lee, Young-Bae. Park, and Junghwan. Bang, Thermal Aging Characteristics of Sn-xSb Solder for Automotive Power Module,
Journal of Welding and Joining. (2017) 35(5) 38ŌĆō47.
https://doi.org/10.5781/JWJ.2017.35.5.6
[CROSSREF] [PDF] 5. Won Sik. Hong, Chulmin. Oh, Mi-Song. Kim, Young Woo. Lee, Hui Joong. Kim, Sung Jae. Hong, and Jeong Tak. Moon, Al and Si Alloying Effect on Solder Joint Reliability in Sn-0.5Cu for Automotive Electronics,
Journal of Electronic Materials. (2016) 45(12) 6150ŌĆō6162.
https://doi.org/10.1007/s11664-016-4837-2
[CROSSREF] [PDF] 8. Hlina. Jiri, Reboun. Jan, Hirman. Martin, and Hamacek. Ales, Comparison of Copper and Silver Thick Film on Alumina Substrates Properties,
International Spring Seminar on Electronics Technology (ISSE). (2017) 40 359ŌĆō365.
https://doi.org/10.1109/ISSE.2017.8000882
[CROSSREF]



 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



