1. ņä£ ļĪĀ
ĻĄŁļé┤ņÖĖņĀüņ£╝ļĪ£ Ļ░üņóģ ņ£ĄĒĢ®ļČĆĒÆłņåīņ×¼ ļ░Å Ļ│ĄĻĄ¼ļźś, ĻĖ░Ļ│äļČĆĒÆł ļō▒ņØś ļŗżņ¢æĒĢ£ ļČäņĢ╝ņŚÉņä£ ļ│Ąņ×ĪĒĢ£ ņĀ£ĒÆłņØś ļŗ©ņł£ĒÖöļź╝ ņ£äĒĢ£ ļ¦łņ░░ņÜ®ņĀæ(Friction welding)ņØä ņĀüņÜ®ĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż. ļ¦łņ░░ņÜ®ņĀæņØĆ ņ£ĄĒĢ®ļČĆĒÆłņåīņ×¼ ļČäņĢ╝ņŚÉņä£ ņĀ£ĒÆłņØś ņĀ£ņ×æņŚÉ ĒĢäņÜöĒĢ£ Ļ│ĄņĀĢņłś Ļ░Éņåī, ņØ┤ņóģ ņĀæĒĢ®ņŚÉ ņØśĒĢ£ ņāØņé░ņøÉĻ░ĆņØś ņĀłĻ░É, ņŗĀļó░ņä▒ ļåÆņØĆ ņĀ£ĒÆłņØś ļīĆļ¤ē ņāØņé░ ļō▒ņØś ņĀæĒĢ®ņłśļŗ©ņ£╝ļĪ£ ņŻ╝ļĪ£ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż. ļśÉĒĢ£ ļ¦łņ░░ņÜ®ņĀæņØś ĒŖ╣ņä▒ņØä ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ĒÖ£ņÜ®ĒĢśĻ│Ā ņØ┤ņóģ ļ¦łņ░░ņÜ®ņĀæņ×¼ņØś Ļ░ĢļÅäĒŖ╣ņä▒ ĒÅēĻ░ĆņÖĆ Ēö╝ļĪ£ņłśļ¬ģ Ē¢źņāü ļ░®ņĢłņØ┤ ĒĢäņÜöĒĢ£ ņŗżņĀĢņØ┤ļŗż
1,2).
ļśÉĒĢ£ ļ¦łņ░░ņÜ®ņĀæņØĆ ļÅÖņóģņ×¼ļŖö ļ¼╝ļĪĀ Ļ░ĆņŖżņÜ®ņĀæ, ņĀäņ×Éļ╣öņÜ®ņĀæ ļō▒ ĻĖ░ņĪ┤ņØś ņÜ®ņĀæļ▓ĢņŚÉņä£ļŖö Ļ│żļ×ĆĒĢ£ ņØ┤ņóģĻĖłņåŹ, ļ╣äņ▓ĀĻĖłņåŹĻ╣īņ¦Ć ņ×Éņ£ĀļĪŁĻ▓ī ņĀæĒĢ®ņŗ£ĒéżļŖö ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░, Ļ▓ĮņĀ£ņĀüņØĖ ļ®┤Ļ│╝ ĻĖ░ņłĀņĀüņØĖ ņĖĪļ®┤ņŚÉņä£ļÅä ļ¦ÄņØĆ ņןņĀÉņØä ņ¦ĆļŗłĻ│Ā ņ׳ņ¢┤ ĻĘĖ ņØ┤ņÜ® ļ▓öņ£äļŖö ļäōĻ│Ā, ĻĘĖ ļÅäņ×ģ ļ¬®ņĀüļÅä Ļ┤æļ▓öņ£äĒĢśļŗż. ļ¦łņ░░ņÜ®ņĀæņØĆ Ļ│Āņ▓┤ņāüĒā£ņØś ļæÉ ņ×¼ļŻīļź╝ Ļ░ĆņĢĢĒĢśņŚÉņä£ ņĀæņ┤ēļ®┤ņŚÉ ĻĖ░Ļ│äņĀü ņāüļīĆņÜ┤ļÅÖņØä ņØ╝ņ£╝Ēé¼ ļĢī ļ░£ņāØĒĢśļŖö ļ¦łņ░░ņŚ┤ņŚÉ ņØśĒĢ┤ ļæÉ ņ×¼ļŻīļź╝ ņĢĢņĀæņŗ£ĒéżļŖö Ļ│ĀņāüņÜ®ņĀæņØś ņØ╝ņóģņ£╝ļĪ£ņä£ ĒŖ╣Ē׳ ņØ┤ņóģĻĖłņåŹņØś ņÜ®ņĀæņŚÉ ļ¦ÄņØ┤ ņØæņÜ®ļÉśĻ│Ā ņ׳ļŗż
3,4).
Ļ░üņóģ ļ░░Ļ┤Ćņ×¼ļŖö
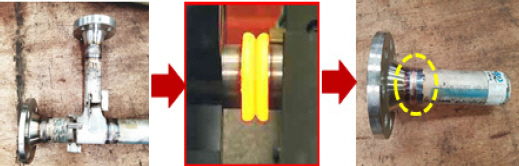
Fig. 1ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņØ╝ļ░śņĀüņ£╝ļĪ£ ļŗ©ņĪ░ĒÆłĻ│╝ ĒīīņØ┤Ēöäļź╝ ņÜ®ņĀæ ņØ┤ņØīĒĢ£ ņĀ£ĒÆłņ£╝ļĪ£ ņĀüņÜ®ļÉśļ®░, ņØ╝ļ░ś ĻĖ░ņŚģņ▓┤ņŚÉņä£ļ¦ī ļģä ĒÅēĻĘĀ ņāØņé░Ļ░£ņłśļŖö ņłśņŗŁļ¦īĻ░£ņŚÉ ņØ┤ļźĖļŗż. ĒĢ£ĒÄĖ
Fig. 1ņØś ĒīīņØ┤ĒöäņÖĆ Ēöīļ×£ņ¦Ć ņĀæĒĢ®ļČĆņØś Ļ░ĆĻ│ĄņØ┤ ļé£ņØ┤ĒĢśĻ│Ā ļśÉĒĢ£ ņĀæĒĢ®ļČĆņØś Ēö╝ļĪ£ņłśļ¬ģ ņĀĆĒĢś ļō▒ņØś ļ¼ĖņĀ£ņĀÉņØ┤ ļ░£ņāØļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ļź╝ ļ¦łņ░░ņÜ®ņĀæņ£╝ļĪ£ ĒĢ┤Ļ▓░ĒĢĀ ņłś ņ׳ļŗż
5).
Fig.┬Ā1
Shape of piping materials for welded joint
ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ░üņóģ ļ░░Ļ┤Ćņ×¼ļĪ£ ņé¼ņÜ®ļÉśļŖö A105 ļŗ©ņĪ░ņ×¼ņÖĆ A312 ņŖżĒģīņØĖļĀłņŖż ĒīīņØ┤ĒöäĻ░Ģņ×¼(ASTM ņ×¼ļŻīļ¬ģņ╣Ł)ņŚÉ ļīĆĒĢ£ ņØ┤ņóģ ļ¦łņ░░ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśĻ│Ā, ņĄ£ņĀü ņĪ░Ļ▒┤ņØä ĻĘ£ļ¬ģĒĢśĻĖ░ ņ£äĒĢ┤ ļ¦łņ░░ņÜ®ņĀæ ļ│Ćņłś ļō▒ņØś ņāüĒśĖņ×æņÜ®ņŚÉ ņØśĒĢ£ ļ¦łņ░░ņÜ®ņĀæ ĒÆłņ¦łņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ Ļ│Āņ░░ĒĢśĻ│Āņ×É ĒĢ£ļŗż. ļśÉĒĢ£ ļ¦łņ░░ņÜ®ņĀæņ×¼(As-welded)ņÖĆ ŌĆģĒøäņŚ┤ņ▓śļ”¼ņ×¼(PWHT)ņÖĆņØś Ļ░ĢļÅäĒŖ╣ņä▒ ļ░Å ļ░®ņé¼ņäĀĒł¼Ļ│╝ņŗ£ĒŚś(RT) ļō▒ņØä Ļ│Āņ░░ĒĢśņśĆļŗż.
2. ņé¼ņÜ® ņ×¼ļŻī ļ░Å ņŗżĒŚśļ░®ļ▓Ģ
2.1 ņé¼ņÜ® ņ×¼ļŻī ļ░Å ņŗ£ĒŚśĒÄĖ
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ņ×¼ļŻīļŖö Ļ░üņóģ Ēöīļ×£ĒŖĖņÜ® ļ░░Ļ┤Ćņ×¼ļĪ£ ņé¼ņÜ®ļÉśļŖö A105 ļŗ©ņĪ░ņÜ® ĒÖśļ┤ēņ×¼ņÖĆ A312 ņŖżĒģīņØĖļĀłņŖż ĒīīņØ┤Ēöä Ļ░Ģņ×¼ļĪ£ņŹ© ĻĄŁļé┤ ņĀ£ĒÆłņØ┤ļŗż. A105 ļŗ©ņĪ░ņ×¼ļŖö Ļ░üņóģ ļ░░Ļ┤Ćņ×¼ņØś Ēöīļ×£ņ¦Ć ļČĆļČäņŚÉ ļŗżņ¢æĒĢśĻ▓ī ņé¼ņÜ®ļÉśļŖö ņ×¼ļŻīņØ┤ļ®░, A312 ņŖżĒģīņØĖļĀłņŖż Ļ░Ģņ×¼ļŖö ĒīīņØ┤Ēöä Ļ░Ģņ×¼ļĪ£ņä£ ļé┤ņŚ┤ņä▒, ļé┤ļ¦łļ¬©ņä▒, Ļ│Āņś©Ļ░ĢļÅä ļō▒ņØ┤ ņÜ░ņłśĒĢśļŗż.
Fig. 2(a)ļŖö ļ¦łņ░░ņÜ®ņĀæ ņŗ£ĒŚśĒÄĖņ£╝ļĪ£ ņóīņĖĪņØĆ ņ¦üĻ▓Į 21.5ŌĆģmmņØś A312 ņŖżĒģīņØĖļĀłņŖż Ļ░Ģņ×¼ņØ┤ļ®░, ņÜ░ņĖĪņØĆ ņ¦üĻ▓Į 22ŌĆģmmņØś A105 ļŗ©ņĪ░ņ×¼ņØ┤ļ®░, ņåīņ×¼ņØś ĻĖĖņØ┤ļŖö Ļ░ü 150ŌĆģmmļĪ£ ņĀüņÜ®ĒĢśņśĆļŗż.
Fig. 2(b)ļŖö ļæÉ ņØ┤ņóģņ×¼ļŻīļź╝ ļ¦łņ░░ņÜ®ņĀæ ĒøäņŚ┤ņ▓śļ”¼ņ×¼ņØś ĒśĢņāüņØä ļéśĒāĆļéĖļŗż.
Fig.┬Ā2
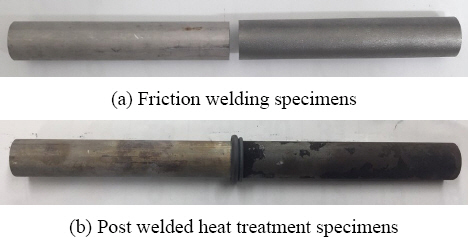
Table 1Ļ│╝
Table 2ņŚÉ A105ņÖĆ A312ņØś ĒÖöĒĢÖņĪ░ņä▒ ļ░Å ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØä Ļ░üĻ░ü ļéśĒāĆļéĖļŗż. ļśÉĒĢ£, ļ¦łņ░░ņÜ®ņĀæ Ēøä ņÜ®ņĀæļČĆņØś ņ×öļźśņØæļĀź ņĀ£Ļ▒░ļź╝ ņ£äĒĢ┤ A105 ļŗ©ņĪ░ņ×¼ļź╝ ĻĖ░ņżĆņ£╝ļĪ£ ĒøäņŚ┤ņ▓śļ”¼(PWHT)ļź╝ ņŗ£Ē¢ēĒĢśņśĆļŗż. ĒøäņŚ┤ņ▓śļ”¼ ņĪ░Ļ▒┤ņØĆ ņäżņĀĢņś©ļÅäĻ╣īņ¦Ć 140ŌĆģ┬░C/hļĪ£ Ļ░ĆņŚ┤ĒĢśņśĆĻ│Ā, 608Ōł╝618ŌĆģ┬░CņŚÉņä£ 35ļČäĻ░ä ņ£Āņ¦Ć Ēøä, ļģĖļāē(furnace cooling) ĒĢśņśĆļŗż.
Table┬Ā1
Chemical compositions of materials (wt.%)
|
Mat. |
C |
Si |
Mn |
P |
S |
Cr |
Mo |
Ni |
Cu |
Fe |
|
A105 |
0.35 |
0.20 |
0.6 |
0.035 |
0.04 |
0.3 |
0.12 |
0.4 |
0.4 |
Bal. |
|
A312 |
0.08 |
1.0 |
2.0 |
0.045 |
0.03 |
16.0 |
2.0 |
10.0 |
0 |
Bal. |
Table┬Ā2
Mechanical properties of materials
|
Mat. |
Tensile strength Žāt (MPa) |
Yield strength Žāy(MPa) |
Reduct- ion of area Žå(%) |
Elongation ╬Ą (%) |
Hard- ness (HV) |
|
A105 |
494 |
348 |
62 |
35 |
192 |
|
A312 |
760 |
332 |
- |
54 |
176 |
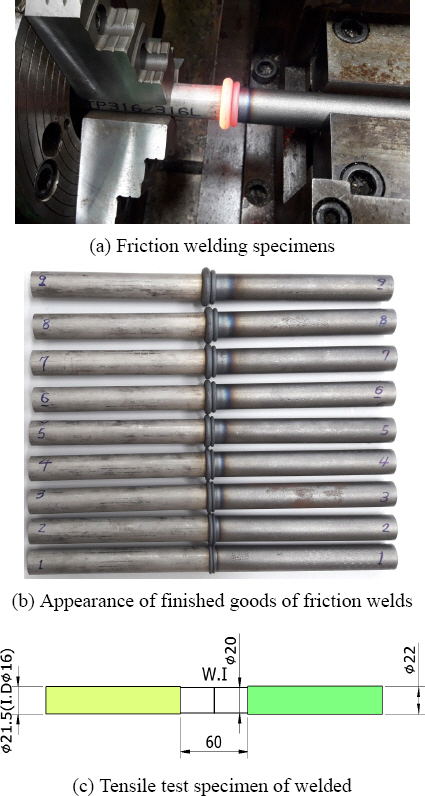
Fig. 3(a)ļŖö ļ¦łņ░░ņÜ®ņĀæ Ļ│╝ņĀĢņØä ļéśĒāĆļé┤Ļ│Ā ņ׳Ļ│Ā, (b)ļŖö Ļ░ĆņŚ┤ņŗ£Ļ░ä ļ│ĆĒÖöņŚÉ ļö░ļźĖ 9Ļ░Ćņ¦ĆņØś ļ¦łņ░░ņÜ®ņĀæņ×¼ļź╝ ļéśĒāĆļéĖļŗż. ļśÉĒĢ£ (c)ļŖö ļ¦łņ░░ņÜ®ņĀæļČĆņØś ņØĖņןņŗ£ĒŚśĒÄĖņØä ļéśĒāĆļé┤ļ®░, ņØ┤ļŖö ļ¦łņ░░ņÜ®ņĀæļČĆņØś Ēöīļלņŗ£ ļČĆņ£äļź╝ ņäĀļ░śĻ░ĆĻ│Ąņ£╝ļĪ£ ņĀ£Ļ▒░ Ēøä ņÜ®ņĀæĻ│äļ®┤ņŚÉņä£ ņóīņÜ░ 30ŌĆģmmņö® ņ¦üĻ▓Į 20ŌĆģmmļĪ£ Ļ░ĆĻ│ĄĒĢśņśĆļŗż.
Fig.┬Ā3
Shape and dimension of specimens
2.2 ņŗżĒŚśņןņ╣ś ļ░Å ļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ļ¦łņ░░ņÜ®ņĀæĻĖ░ļŖö ņŚ░ņåŹĻĄ¼ļÅÖ ļĖīļĀłņØ┤Ēü¼ ĒśĢņŗØ(TH-25)ņØ┤ļ®░, ņÜ®ļ¤ēņØĆ ņĄ£ļīĆ ņ×¼ļŻīņ╣śņłśļĪ£ņä£ ĒÜīņĀäņ▓ÖņØĆ ├Ė25ŌĆģmmņØ┤Ļ│Ā Ļ│ĀņĀĢņ▓ÖņØĆ ├Ė40ŌĆģmmņØ┤ļŗż. ĻĘĖļ”¼Ļ│Ā ļ¦łņ░░ņÜ®ņĀæļČĆņØś ņØĖņןĻ░ĢļÅä ņŗ£ĒŚśĻĖ░ļŖö ļ¦īļŖźņŗ£ĒŚśĻĖ░ŌĆģ(KDU-50)ļĪ£ņä£ ņØĖņןņåŹļÅäļŖö 2ŌĆģmm/minņ£╝ļĪ£ ņłśĒ¢ēĒĢśņśĆļŗż. Ļ▓ĮļÅäņŗ£ĒŚśņØĆ ļ¦łņØ┤Ēü¼ļĪ£ ļ╣äņ╗żņŖż Ļ▓ĮļÅäņŗ£ĒŚśĻĖ░(HM-124)ļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ļ╣äņ╗żņŖż Ļ▓ĮļÅäņŗ£ĒŚśņØĆ ASTM E384-05 ĻĘ£Ļ▓®
6)ņŚÉ ņżĆĒĢśņŚ¼ Ļ▓ĮļÅäņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņśĆĻ│Ā, ņŗ£ĒŚśĒĢśņżæņØś ņĪ░Ļ▒┤ņØĆ 10ŌĆģg, Ļ░ĆņĢĢņŗ£Ļ░ä 10ŌĆģsec, 0.5ŌĆģmm ļō▒Ļ░äĻ▓®ņ£╝ļĪ£ ņĖĪņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£ ļ░®ņé¼ņäĀĒł¼Ļ│╝ņŗ£ĒŚś(RT)ņØĆ ņÜ®ņ░®ļČĆņØś Ļ▒┤ņĀäņä▒ ĒÖĢņØĖņØä ņ£äĒĢ┤ ļ¦łņ░░ņÜ®ņĀæņ×¼ņÖĆ ĒøäņŚ┤ņ▓śļ”¼ņ×¼ņØś Ļ░ü 9Ļ░£ ņŗ£ĒŚśĒÄĖņØä Ļ░üĻ░ü ņäĖ Ļ░Ćņ¦Ć ļ░®Ē¢źņ£╝ļĪ£ Ļ▓Ćņé¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. ņŗ£ĒŚśņןļ╣äļŖö 880DELTA ņØ┤ļ®░, ņĄ£ļīĆņןņĀä ĒŚłņÜ® ņÜ®ļ¤ēņØĆ 150CiņØ┤ļŗż
7,8).
ļ¦łņ░░ņÜ®ņĀæņØĆ Ļ│Āņś©ņØś ļ¦łņ░░ ņŚ┤ņøÉņ£╝ļĪ£ ņĀæņ┤ēļČĆļČäņØś ņś©ļÅäļŖö ņĢĮ 1300┬░C ņĀĢļÅäņØ┤ļ®░, ņĀæĒĢ®ļČĆņØś ņś©ļÅäņāüņŖ╣ņŚÉ ņØśĒĢ┤ ņåīņä▒ ņ£ĀļÅÖņØ┤ ļ░£ņāØĒĢśļ®░, ņØ┤ ļĢī ļ¦łņ░░ļĀźņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĀæĒĢ®ņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦äļŗż. ļśÉĒĢ£ ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ļĖīļĀłņØ┤Ēü¼ ļ░®ņŗØņØĆ ņ×¼ļŻīņØś ĒĢ£ņ¬ĮņØä ņÜ░ņĖĪņØś Ļ│ĀņĀĢņ▓ÖņŚÉ ļČĆņ░®ĒĢśĻ│Ā, ļŗżļźĖ ņ×¼ļŻī ĒĢ£ņ¬ĮņØĆ ņóīņĖĪņØś ĒÜīņĀäņ▓ÖņŚÉ ļČĆņ░®ĒĢśņŚ¼ ņØ╝ņĀĢĒĢ£ ĒÜīņĀäņłśļĪ£ ĒÜīņĀäĒĢśņŚ¼ ņČĢļ░®Ē¢źņ£╝ļĪ£ Ļ░ĆņĢĢĒĢśļ®┤ņä£ ļæÉ ņ×¼ļŻīļź╝ ļ¦łņ░░ņŗ£Ēéżļ®░, ļ¦łņ░░ļČĆĻ░Ć ņĀüļŗ╣ĒĢ£ ņś©ļÅäļĪ£ Ļ░ĆņŚ┤ļÉśņŚłņØä ļĢī ļĖīļĀłņØ┤Ēü¼ņŚÉ ņØśĒĢ┤ ĒÜīņĀäņ▓ÖņØä ĻĖēņĀĢņ¦Ć ņŗ£ĒéżĻ│Ā ņŚģņģŗĒĢśņŚ¼ ņĀæĒĢ®ņØä ņŗ£Ē¢ēĒĢ£ļŗż.
ļ¦łņ░░ņÜ®ņĀæņØś ļ│ĆņłśļĪ£ļŖö ĒÜīņĀäņłś(n), ļ¦łņ░░Ļ░ĆņŚ┤ņĢĢļĀź(HP), ņŚģņģŗņĢĢļĀź(UP), ļ¦łņ░░Ļ░ĆņŚ┤ņŗ£Ļ░ä(HT), ņŚģņģŗņŗ£Ļ░ä(UT) ļō▒ņØ┤ļŗż. ļ©╝ņĀĆ ļ¦łņ░░ņÜ®ņĀæņØś ņĢĢļĀź ņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ ļ¦łņ░░ņÜ®ņĀæĻĖ░ņØś ņé¼ņÜ® ņäżļ¬ģņä£ņÖĆ ņ░ĖĻ│Āļ¼ĖĒŚī
9-12)ņØä ĒåĄĒĢśņŚ¼ ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ņĪ░Ļ▒┤ņ£╝ļĪ£ ņŗżĒŚś Ēøä Ļ░ĆņŚ┤ņĢĢļĀźĻ│╝ ņŚģņģŗņĢĢļĀźņØś ņĄ£ņĀüņĪ░Ļ▒┤ņØä Ļ▓░ņĀĢĒĢśņśĆņ£╝ļ®░, ņØ┤ ņĪ░Ļ▒┤ņŚÉņä£ ņ×¼ļŻīņåÉņŗżļ¤ē(Mo)ņØś ļ│ĆĒÖöļź╝ ņĪ░ņé¼ĒĢśņśĆļŗż. ļśÉĒĢ£ 2ļŗ©Ļ│ä ņŗżĒŚśņŚÉņä£ļŖö ņĄ£ņĀü ņĢĢļĀźņĪ░Ļ▒┤ņŚÉņä£ Ļ░ĆņŚ┤ņŗ£Ļ░äņØä ļ│ĆĒÖöņŗ£ņ╝£ ļ¦łņ░░ņÜ®ņĀæ Ēøä ņÜ®ņĀæļČĆņØś Ļ░ĢļÅä ĒŖ╣ņä▒ ļō▒ņØä Ļ▓ĆĒåĀĒĢśņśĆļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 Ļ░ĢļÅäĒŖ╣ņä▒
Fig. 4ļŖö Ļ░ĆņŚ┤ņŗ£Ļ░ä ļ│ĆĒÖöņŚÉ ļö░ļźĖ ļ¦łņ░░ņÜ®ņĀæņ×¼ļź╝ ņ×öļźśņØæļĀź ņĀ£Ļ▒░ļź╝ ņ£äĒĢ£ ĒøäņŚ┤ņ▓śļ”¼(PWHT)ļź╝ ņŗ£Ē¢ēĒĢśņŚ¼ ņØĖņןĻ░ĢļÅäņÖĆņØś ņŗżĒŚśĻ▓░Ļ│╝ļź╝ ļ¦łņ░░ņÜ®ņĀæņ×¼(As-welded)ņÖĆ ļ╣äĻĄÉĒĢśņŚ¼ ļéśĒāĆļéĖļŗż.
Fig.┬Ā4
Relationship between strength and heating time in the PWHT of A105 to A312
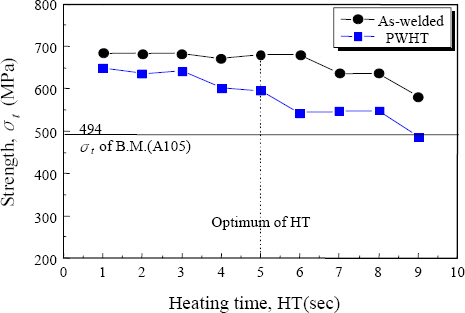
ĻĘĖļ”╝ņŚÉņä£ ņĢī ņłś ņ׳ļō»ņØ┤ Ļ░ĆņŚ┤ņŗ£Ļ░ä 1ņ┤łņŚÉņä£ 9ņ┤łņØś ņØĖņןĻ░ĢļÅäļŖö A105 ļ¬©ņ×¼ņØś ņØĖņןĻ░ĢļÅä(494ŌĆģMPa)ņŚÉ ļ╣äĒĢ┤ ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ļåÆĻ▓ī ļéśĒāĆļé¼ļŗż. Ļ░ĆņŚ┤ņŗ£Ļ░ä 1ņ┤łņØ╝ ļĢī 649ŌĆģMPa, 5ņ┤łņØ╝ ļĢī 596ŌĆģMPa, 9ņ┤łņØ╝ ļĢī 487ŌĆģMPaļĪ£ Ļ░Ćņן ļé«Ļ▓ī ļéśĒāĆļé¼ļŗż. ļśÉĒĢ£ ĒĢŁļ│ĄĻ░ĢļÅäņØś Ļ▓░Ļ│╝ļÅä ņØĖņןĻ░ĢļÅä Ļ▓░Ļ│╝ņÖĆ ļ╣äņŖĘĒĢ£ Ļ▓ĮĒ¢źņ£╝ļĪ£ ļéśĒāĆļé©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļŖö Ļ░ĢļÅäņĀüņØĖ ņĖĪļ®┤ņŚÉņä£ Ļ│ĀļĀżĒĢśļ®┤ Ļ░ĆņŚ┤ņŗ£Ļ░ä ļ│ĆĒÖöļŖö ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ 100% ņØ┤ņāüņØś Ļ░Æņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņÜ®ņĀæņ×¼ņŚÉ ļ╣äĒĢ┤ ĒøäņŚ┤ņ▓śļ”¼ņ×¼ņØś ņØĖņןĻ░ĢļÅäļŖö 5ņ┤łņŚÉņä£ ņĢĮ 14% ļé«Ļ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, Ēīīļŗ©ņ¢æņāüņØĆ 1-3ņ┤łļŖö ņ×ģņŚ┤ļ¤ēņØ┤ ļŗżņåī ļČĆņĪ▒ĒĢśņŚ¼ ņÜ®ņĀæĻ│äļ®┤ņŚÉņä£ Ēīīļŗ©ļÉśņŚłĻ│Ā, 5-9ņ┤łļŖö ņŚ┤ņśüĒ¢źļČĆņØś A105ņ¬ĮņŚÉņä£ ļéśĒāĆļé¼ļŗż. ļö░ļØ╝ņä£ Ļ░ĢļÅäņĀüņØĖ ņĖĪļ®┤ņŚÉņä£ Ļ│ĀļĀżĒĢĀ ļĢī Ļ░ĆņŚ┤ņŗ£Ļ░äņØ┤ 6ņ┤ł ņØ┤ņāüņØĆ Ļ░ĢļÅäĻ░ÆņØ┤ ļé«ņĢäņ¦ĆļŖö Ļ▓ĮĒ¢źņØ┤ļ»ĆļĪ£ Ļ░ĆņŚ┤ņŗ£Ļ░ä 5ņ┤łĻ░Ć ņĄ£ņĀüņĪ░Ļ▒┤ņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Fig. 5ļŖö ļ¦łņ░░ņÜ®ņĀæņ×¼ņÖĆ ĒøäņŚ┤ņ▓śļ”¼ņ×¼ņØś Ļ░ĆņŚ┤ņŗ£Ļ░äĻ│╝ ņŚ░ņŗĀņ£©Ļ│╝ņØś ņŗżĒŚśĻ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. ĻĘĖļ”╝ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ĒøäņŚ┤ņ▓śļ”¼ņ×¼ņØś ņŚ░ņŗĀņ£©ņØĆ ļ¬©ņ×¼ņØś ņŚ░ņŗĀņ£©(35ŌĆģ%)ņŚÉ ļ╣äĒĢ┤ ņĀäņ▓┤ņĀüņ£╝ļĪ£ ļé«Ļ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, Ļ░ĆņŚ┤ņŗ£Ļ░ä 1ņ┤łļź╝ ņĀ£ņÖĖĒĢśļ®┤ ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ļ╣äņŖĘĒĢ£ Ļ▓ĮĒ¢źņ£╝ļĪ£ ļéśĒāĆļé©ņØä ņĢī ņłś ņ׳ļŗż. Ļ░ĆņŚ┤ņŗ£Ļ░ä 5ņ┤łņØś ļ¦łņ░░ņÜ®ņĀæņ×¼ņØś ņŚ░ņŗĀņ£©ņØĆ 48ŌĆģ%, ĒøäņŚ┤ņ▓śļ”¼ņ×¼ņØś ņŚ░ņŗĀņ£©ņØĆ 13ŌĆģ%ļĪ£ ļéśĒāĆļé¼ļŗż. ļö░ļØ╝ņä£ ĒøäņŚ┤ņ▓śļ”¼ņŗ£ ņÜ®ņĀæĒÆłņ¦ł(Ļ░ĢļÅä, ņŚ░ņä▒)ņØ┤ ļÉśļŖö ņĄ£ņĀü ņĪ░Ļ▒┤ņØś ļ▓öņ£äļŖö ļīĆņ▓┤ņĀüņ£╝ļĪ£ ļäōĻ▓ī ļéśĒāĆļé¼ļŗż.
Fig.┬Ā5
Relationship between elongation and heating time in the PWHT of A105 to A312

Fig. 6ņØĆ ļ¦łņ░░ņÜ®ņĀæņŚÉņä£ ņĢĢļĀźļ│ĆĒÖöņŚÉ ļö░ļźĖ Ļ░ĆņŚ┤ņŗ£Ļ░äĻ│╝ ņ×¼ļŻīņåÉņŗżļ¤ēĻ│╝ņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļéśĒāĆļéĖļŗż. Ļ░ĆņŚ┤ņĢĢļĀźĻ│╝ ņŚģņģŗņĢĢļĀźņØ┤ Ļ░üĻ░ü 50, 100ŌĆģMPa, ņŚģņģŗņŗ£Ļ░ä 10ņ┤łņŚÉņä£ Ļ░ĆņŚ┤ņŗ£Ļ░äņØä 1ņ┤łņŚÉņä£ 9ņ┤łĻ╣īņ¦Ć ļ│ĆĒÖöņŗ£ņ╝£ ļ¦łņ░░ņÜ®ņĀæņØä ņłśĒ¢ēĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļלĒöäņŚÉņä£ ļ│┤ļ®┤ Ļ░ĆņŚ┤ņŗ£Ļ░äņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņ×¼ļŻīņåÉņŗżļ¤ēņØ┤ ņäĀĒśĢņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢ©ņØä ņĢī ņłś ņ׳ļŗż. ĒāĆņØś ņŗżĒŚśĻ▓░Ļ│╝ņŚÉņä£ļÅä ņØ╝ļ░śņĀüņ£╝ļĪ£ Ļ░ĆņŚ┤ņŗ£Ļ░äĻ│╝ ņ×¼ļŻīņåÉņŗżļ¤ēĻ│╝ļŖö ņäĀĒśĢņĀüņØĖ Ļ┤ĆĻ│äļĪ£ ļéśĒāĆļéśļŖö Ļ▓░Ļ│╝Ļ░Ć ļ│┤Ļ│Ā
11,12) ļÉśĻ│Ā ņ׳ļŗż.
Fig.┬Ā6
Relationship between metal loss and heating time of A105 to A312 specimens
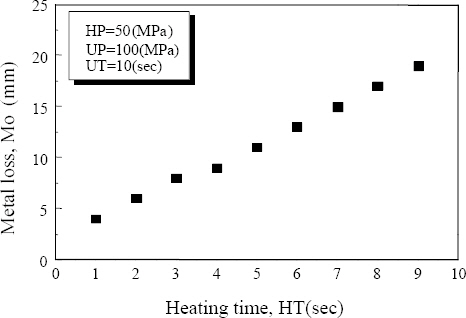
ĒĢ£ĒÄĖ, ņ×¼ļŻīņåÉņŗżļ¤ēņØĆ 1ņ┤łņŚÉņä£ 4ŌĆģmm, 5ņ┤łņŚÉņä£ 11ŌĆģmmļĪ£ ļéśĒāĆļé¼Ļ│Ā, 9ņ┤łņØ╝ ļĢī 19ŌĆģmmļĪ£ ļéśĒāĆļé¼ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ¦üĻ▓Į 20ŌĆģmm Ļ░Ģņ×¼ņØś ņ×¼ļŻīņåÉņŗżļ¤ēņØĆ 10Ōł╝15ŌĆģmmļĪ£ ļ│┤Ļ│Ā
11,12) ļÉśļŖö ņĀÉņØä Ļ░ÉņĢłĒĢśļ®┤ 19ŌĆģmmņØś ņ×¼ļŻīņåÉņŗżļ¤ēņØĆ ļ╣äĻĄÉņĀü ņåÉņŗżļ¤ēņØ┤ ļ¦Äņ£╝ļ®░, ļö░ļØ╝ņä£ 7ņ┤ł ņØ┤ņāüņØĆ Ļ│╝ņ×ē ņĪ░Ļ▒┤ņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ļ¦łņ░░ņÜ®ņĀæ Ļ│╝ņĀĢņŚÉņä£ņØś ņŚģņģŗļ¤ēņØä ņĪ░ņĀłĒĢśņŚ¼ ņÜ®ņĀæņĀ£ĒÆłņØś ĻĖĖņØ┤ņ╣śņłś ņĀĢļ░ĆļÅä ļō▒ņØä ņÜöĻĄ¼ĒĢĀ ļĢī ņØ┤ Ļ▓░Ļ│╝ņØś ļŹ░ņØ┤Ēä░ļź╝ ņØ┤ņÜ®ĒĢĀ ņłś ņ׳ļŗż.
3.2 Ļ▓ĮļÅäļČäĒż
Fig. 7ņØĆ ņĄ£ņĀü ļ¦łņ░░ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉņä£ ļ¦łņ░░ņÜ®ņĀæņ×¼(As-welded)ņÖĆ ĒøäņŚ┤ņ▓śļ”¼ņ×¼(PWHT)ņØś Ļ▓ĮļÅäļČäĒżļź╝ ļ╣äĻĄÉĒĢśņŚ¼ ļéśĒāĆļéĖļŗż. Ļ▓ĮļÅäņĖĪņĀĢņØĆ ļ¦łņ░░ņÜ®ņĀæņ×¼ņÖĆ ļÅÖņØ╝ ņĪ░Ļ▒┤ņ£╝ļĪ£ 0.5mmņØś ļō▒Ļ░äĻ▓®ņ£╝ļĪ£ ĒīīņØ┤Ēöä ļæÉĻ╗śņØś ņżæĻ░äļČĆņŚÉņä£ ņóīņÜ░ Ļ░ü 7mmĻ╣īņ¦Ć Ļ░üĻ░ü ņĖĪņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£ ņÜ®ņĀæĻ│äļ®┤ ņżæņŚÉņä£ Ļ┤ĆņØś ņżæņŗ¼ņ£╝ļĪ£ļČĆĒä░ 11mm Ļ▒░ļ”¼ņØś ņøÉņŻ╝ļ░®Ē¢źņØś ļé┤ņĖĪļČĆ ņÜ®ņĀæĻ│äļ®┤ ņśüņŚŁņØ┤ļŗż.
Fig.┬Ā7
Hardness distribution near the weld interface of As-welded & PWHT, welding condition : n=2000 (rpm), HP=50(MPa), UP=100(MPa), HT=5(sec), UT=10(sec)
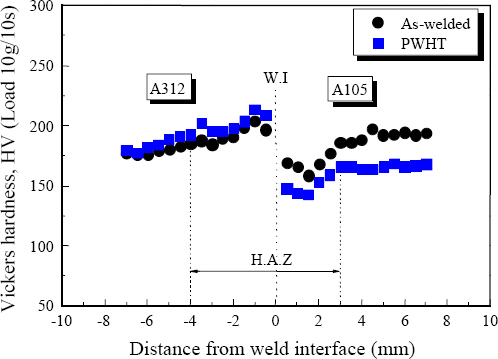
Fig. 7ņØś Ļ▓ĮļÅäļČäĒżņŚÉņä£ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤A105 ļ¬©ņ×¼ņØś Ļ▓ĮļÅäļŖö ņĢĮ HV 168, A312 ļ¬©ņ×¼ņØś Ļ▓ĮļÅäļŖö ņĢĮ HV 180ņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ņÜ®ņĀæĻ│äļ®┤(Weld interface, WI)ļČĆņŚÉņä£ Ļ▓ĮļÅäļŖö A105 ņĖĪņØś Ļ▓ĮļÅäļŖö ņĢĮ HV 148, A312 ņĖĪņØś Ļ▓ĮļÅäļŖö ņĢĮ HV 209ļĪ£ ļéśĒāĆļé¼ļŗż. ĒŖ╣Ē׳ A312 Ēöīļלņŗ£ļČĆņØś Ļ▓ĮļÅä HV179, A105 Ēöīļלņŗ£ļČĆņØś Ļ▓ĮļÅä HV155ļĪ£ ļéśĒāĆļé¼ļŗż. ņŚ┤ņśüĒ¢źļČĆ(Heat affected zone, HAZ)ļŖö ņÜ®ņĀæĻ│äļ®┤ņŚÉņä£ A312 ņĖĪņ£╝ļĪ£ ņĢĮ 4mm, A105 ņĖĪņ£╝ļĪ£ ņĢĮ 3mmļĪ£ ņ┤Ø 7mm ņĀĢļÅäņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØ┤ļŖö ņÜ®ņĀæĻ▓ĮĻ│äļ®┤ņŚÉņä£ ĻĄŁļČĆĻ░ĆņŚ┤Ļ│╝ ĻĖēļāē ļ░Å Ļ░ĆĻ│ĄĻ▓ĮĒÖö ĒÜ©Ļ│╝ ļō▒ņŚÉ ņØśĒĢ┤ Ļ▓ĮļÅäņØś ļ│ĆĒÖöĻ░Ć Ēü░ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
ļśÉĒĢ£ ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼ļź╝ ņŗ£Ē¢ēĒĢśņŚ¼ Ļ▓ĮļÅäļČäĒżļź╝ ņĪ░ņé¼ĒĢ£ Ļ▓░Ļ│╝, ĻĘĖļ”╝ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ A312ņØś Ļ▓ĮļÅäĻ░ÆņØĆ ņĢĮĻ░ä ņāüņŖ╣ĒĢśņśĆĻ│Ā, ņØ┤ņŚÉ ļ╣äĒĢ┤ A105ņØś Ļ▓ĮļÅäĻ░ÆņØĆ ņĀäļ░śņĀüņ£╝ļĪ£ ļé«ņØĆ ņłśņżĆņ£╝ļĪ£ ņÖäĒÖöļÉ©ņØä ņĢī ņłś ņ׳ļŗż.
3.3 ņĪ░ņ¦üĻ┤Ćņ░░
Fig. 8ņØĆ ņĄ£ņĀüņĪ░Ļ▒┤ņŚÉņä£ ļ¦łņ░░ņÜ®ņĀæĒĢ£ ņ×¼ļŻīņØś ĒøäņŚ┤ņ▓śļ”¼(PWHT)ņŚÉ ļö░ļźĖ Ēśäļ»ĖĻ▓Į ņĪ░ņ¦üņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż. ņØ┤ļź╝ ņ£äĒĢ┤ 2’╝ģņØś ļéśņØ┤Ēāł(nital) ņÜ®ņĢĪņ£╝ļĪ£ ņŚÉņ╣Ł(etching) Ēøä ļæÉ ņØ┤ņóģņ×¼ņØś ņÜ®ņĀæĻ│äļ®┤(WI), ņŚ┤ņśüĒ¢źļČĆ(HAZ) ļ░Å ļ¬©ņ×¼ļČĆ(BM)ļź╝ Ļ░üĻ░ü 200ļ░░ļĪ£ ĒÖĢļīĆĒĢśņŚ¼ Ļ┤Ćņ░░ĒĢśņśĆļŗż.
Fig.┬Ā8
Macrostructures of PWHT (├Ś200), welding condi- tion : n=2000(rpm), HP=50(MPa), UP=100(MPa), HT= 5(sec), UT=10(sec)

ņĀäļ░śņĀüņ£╝ļĪ£ ļ¦łņ░░ņÜ®ņĀæņ×¼ņØś A105ņĖĪ ļ│┤ļŗż A312ņĖĪņØś ņÜ®ņĀæĻ│äļ®┤Ļ│╝ ņÜ®ņĀæņŚ┤ņśüĒ¢źļČĆ ņĪ░ņ¦üņŚÉ ĒāäĒÖöļ¼╝ĒśĢņä▒ņØ┤ ļŗżņåī ļ¦ÄņØ┤ ļéśĒāĆļéśļŖö Ļ▓āņØĆ ļ¦łņ░░ņÜ®ņĀæņŗ£ņØś Ļ│Āņś©Ļ░ĆņŚ┤ņŚÉ ņØśĒĢ┤ A312ņŚÉ ĒĢ©ņ£ĀļÉśņ¢┤ ņ׳ļŖö Ēü¼ļĪ¼(Cr)ņØ┤ ĒÄĖņäØļÉśņ¢┤ ņ׳ĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż
5). ļśÉĒĢ£ A105ņØś ņÜ®ņĀæĻ│äļ®┤ļČĆņŚÉņä£ ņāüļīĆņĀüņ£╝ļĪ£ Ļ▓ĮļÅäĻ░Ć ļŗżņåī ļé«Ļ▓ī ļéśĒāĆļéśĻ│Ā ņ׳ļŗż.
Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ Ļ▒░ņŗ£ ļ░Å ļ»Ėņŗ£ņĀüņ£╝ļĪ£ ļæÉ ņØ┤ņóģņ×¼ļŻīņØś ņĀæĒĢ®ļČĆļź╝ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝, ņ¢┤ļ¢ż Ļ▓īņ×¼ļ¼╝ņØ┤ļéś ĻĖ░Ļ│Ą, ĻĘĀņŚ┤ ļō▒ņØ┤ ļ░£Ļ▓¼ļÉśņ¦Ć ņĢŖņĢśĻ│Ā, ņØ┤ņóģĻĖłņåŹĻ░äņØś Ļ░ĢļĀ¼Ē׳ Ēś╝ĒĢ®ļÉ£ ļ»ĖņäĖņ×ģņ×ÉņØś Ēś╝ĒĢ®ņĪ░ņ¦üņØä ņØ┤ļŻ¼ ņĪ░ņ¦üņāüņ£╝ļĪ£ ņ¢æĒśĖĒĢ£ ņāüĒā£ņ×äņØä ņĢī ņłś ņ׳ļŗż.
3.4 ļ░®ņé¼ņäĀ Ēł¼Ļ│╝ņŗ£ĒŚś
Fig. 9ļŖöŌĆģļ░®ņé¼ņäĀĒł¼Ļ│╝ņŗ£ĒŚś(Radiographic examination, RT)ņØś Ļ▓░Ļ│╝ ņé¼ņ¦äņØä ļéśĒāĆļéĖļŗż. XņäĀ ļ░Å Ļ░Éļ¦łņäĀņØĆ ņŗ£ĒŚśĒÄĖņØä Ēł¼Ļ│╝ĒĢśļŖö ņä▒ņ¦łņØ┤ ņ׳ļŖöļŹ░, Ēł¼Ļ│╝ĒĢśļŖö ņĀĢļÅäļŖö ņ×¼ļŻīļź╝ ĻĄ¼ņä▒ĒĢśļŖö ņøÉņåīņÖĆ ļæÉĻ╗śņŚÉ ļö░ļØ╝ ļŗ¼ļØ╝ņ¦Ćļ®░, ņŗ£ĒŚśĒÄĖ ņżæņŚÉņä£ ļ░®ņé¼ņäĀņØś ĒØĪņłśĻ░Ć ļŗ¼ļØ╝ņ¦Ćļ®┤, ļ░®ņé¼ņäĀ Ēł¼Ļ│╝ņé¼ņ¦ä ņāüņŚÉ ļéśĒāĆļéśļ®░, ņØ┤Ļ▓āņØä Ļ┤Ćņ░░ĒĢ©ņ£╝ļĪ£ņŹ© ņŗ£ĒŚśĒÄĖ ļé┤ļČĆņØś Ļ▓░ĒĢ© ņ£Āļ¼┤ļź╝ ĒāÉņ¦ĆĒĢ£ļŗż. ļśÉĒĢ£ ļ░®ņé¼ņäĀ ļ░Å ĒĢäļ”äņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļé┤ļČĆ Ļ▓░ĒĢ©ņØś ņŗżņāüņØä Ļ▓Ćņé¼ĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ ņ×¼ņ¦ł ļ░Å ĒśĢņāüņŚÉ Ļ┤ĆĻ│äņŚåņØ┤ ļé┤ļČĆ Ļ▓░ĒĢ© Ļ▓ĆņČ£ņŚÉ ņĀüņÜ®ļÉ£ļŗż.
Fig.┬Ā9
Results of RT tests in the as-welded & PWHT of A105 to A312, welding condition : n=2000(rpm), HP=50(MPa), UP=100(MPa), HT=5(sec), UT= 10(sec)
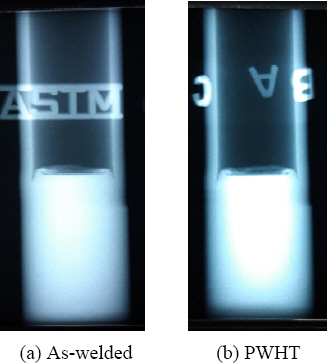
Fig. 9(a)ļŖö ļ¦łņ░░ņÜ®ņĀæņ×¼ņØś Ļ░ĆņŚ┤ņŗ£Ļ░ä 5ņ┤łņØś ņĪ░Ļ▒┤ņŚÉņä£ Ļ▓Ćņé¼ĒĢ£ Ļ▓░Ļ│╝ļź╝ ļīĆĒæ£ņĀüņ£╝ļĪ£ ļéśĒāĆļéĖļŗż. Ēæ£ļ®┤ ļ░Å ĻĖłņåŹļé┤ļČĆņØś ĒāĆļŗ╣ņä▒Ļ│╝ ĻĖ░Ļ│Ą(blowhole)ņØś ĒØöņĀüņØ┤ ņŚåņØīņØ┤ ĒÖĢņØĖļÉśņŚłĻ│Ā, ļ¬©ļōĀ ņĀæĒĢ®ļČĆņŚÉņä£ ņ¢┤ļ¢ĀĒĢ£ Ļ▓░ĒĢ©ņØś ĒØöņĀüņØ┤ ņŚåĻ│Ā ņØ┤ņóģĻĖłņåŹņØś ņÜ®ņ░®ņØ┤ ņÜ░ņłśĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļśÉĒĢ£ ļ¦łņ░░ņÜ®ņĀæņŗ£ ļ░£ņāØĒĢśļŖö ļČłņł£ļ¼╝ņØ┤ ĒīīņØ┤Ēöä ļé┤ļČĆļĪ£ ļÅäņČ£ļÉśļ®┤ņä£ Ēöīļלņŗ£Ļ░Ć ņØ┤ņØīļ¦ż ņÖĖļČĆņŚÉ ĒśĢņä▒ļÉśņŚłņØīņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż.
Fig. 9(b)ļŖö ĒøäņŚ┤ņ▓śļ”¼ņ×¼ņØś Ļ░ĆņŚ┤ņŗ£Ļ░ä 5ņ┤łņØś ņĪ░Ļ▒┤ņŚÉņä£ Ļ▓Ćņé¼ĒĢ£ Ļ▓░Ļ│╝ļź╝ ļīĆĒæ£ņĀüņ£╝ļĪ£ ļéśĒāĆļéĖļŗż. 9Ļ░£ņØś ņŗ£ĒŚśĒÄĖ Ēæ£ļ®┤ ļ░Å ĻĖłņåŹļé┤ļČĆņØś ĻĖ░Ļ│ĄņØ┤ļéś Ļ▓░ĒĢ©ņØ┤ Ļ▓ĆņČ£ļÉśņ¦Ć ņĢŖņĢśņ£╝ļ®░, ņØ┤ņóģņ×¼ ņÜ®ņ░®ļČĆņŚÉ ļ│ĆĒÖöĻ░Ć ņŚåņ£╝ļ®░, ņØ┤ļŖö Ļ▓īņ×¼ļ¼╝ ļ░Å ņé░ĒÖöļ¦ēņØ┤ Ēöīļלņŗ£ļĪ£ ĒåĀņČ£ļÉśņ¢┤ ņÜ®ņ░®ņØ┤ ņל ļÉśņŚłņØīņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż.
4. Ļ▓░ ļĪĀ
Ļ░üņóģ ļ░░Ļ┤Ćņ×¼ņŚÉ ņé¼ņÜ®ļÉśļŖö A312Ļ┤Ćņ×¼ņÖĆ A105ļŗ©ņĪ░ņ×¼ņØś ņØ┤ņóģ ļ¦łņ░░ņÜ®ņĀæ ĒøäņŚ┤ņ▓śļ”¼ņŚÉ ļīĆĒĢ£ ņĄ£ņĀüĒÖöņØś Ļ▓░Ļ│╝ļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż.
1) ļ¦łņ░░ņÜ®ņĀæ ĒøäņŚ┤ņ▓śļ”¼ņ×¼ņØś ņØ┤ņØīĒÜ©ņ£©ņØ┤ ļīĆņ▓┤ļĪ£ 100ŌĆģ’╝ģ ņØ┤ņāüņ£╝ļĪ£ ļéśĒāĆļé¼ņ£╝ļ®░, ĒøäņŚ┤ņ▓śļ”¼ņ×¼ņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä Ļ│ĀļĀżĒĢ£ ņĄ£ņĀüņĪ░Ļ▒┤ņØĆ ĒÜīņĀäņłś 2000ŌĆģrpm, Ļ░ĆņŚ┤ņĢĢļĀź 50ŌĆģMPa, ņŚģņģŗņĢĢļĀź 100ŌĆģMPa, Ļ░ĆņŚ┤ņŗ£Ļ░ä 5ŌĆģsec, ņŚģņģŗņŗ£Ļ░ä 10ŌĆģsec, ņ×¼ļŻīņåÉņŗżļ¤ē 11ŌĆģmmņØś Ļ▓░Ļ│╝ļĪ£ ļéśĒāĆļé¼ļŗż.
2) ņŚ┤ņśüĒ¢źļČĆļŖö ņÜ®ņĀæĻ│äļ®┤ņŚÉņä£ ņóīņÜ░ ņĢĮ 7ŌĆģmm ļĪ£ ļéśĒāĆļé¼ņ£╝ļ®░, ĒøäņŚ┤ņ▓śļ”¼ņŚÉ ļīĆĒĢ£ ņĄ£ņĀüņĪ░Ļ▒┤ņŚÉņä£ ļ¦łņ░░ņÜ®ņĀæļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ ļæÉ ņØ┤ņóģņ×¼Ļ░Ć Ļ░ĢļĀ¼Ē׳ Ēś╝ĒĢ®ĒĢśņŚ¼ Ļ▓īņ×¼ļ¼╝ņØ┤ļéś ĻĖ░Ļ│Ą, ĻĘĀņŚ┤ ļō▒ņØ┤ ņŚåļŖö ņ¢æĒśĖĒĢ£ ņĀæĒĢ®ņāüĒā£ņ×äņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
3) ļ░®ņé¼ņäĀĒł¼Ļ│╝ ņŗ£ĒŚśņŚÉņä£ ļ¦łņ░░ņÜ®ņĀæļČĆņŚÉ ĻĖ░Ļ│ĄņØś ņĪ┤ņ×¼Ļ░Ć ņŚåņŚłĻ│Ā, ĒøäņŚ┤ņ▓śļ”¼ņ×¼ņØś Ēæ£ļ®┤ ļ░Å ņĀæĒĢ®ļČĆņØś Ļ▒┤ņĀäņä▒ņŚÉ ņ׳ņ¢┤ Ļ▓░ĒĢ©ņØ┤ Ļ▓ĆņČ£ļÉśņ¦Ć ņĢŖņĢśļŗż. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņóģņĀäņØś ņĢäĒü¼ ņÜ®ņĀæļ▓ĢņØä ļ¦łņ░░ņÜ®ņĀæļ▓Ģņ£╝ļĪ£ ņāØņé░ĒĢśļ®┤ Ļ│ĄņĀĢņłś ļ░Å ņ×¼ļŻīņĀłĻ░É ļō▒ņØś Ļ▓ĮņĀ£ņĀü ĒīīĻĖēĒÜ©Ļ│╝Ļ░Ć ĻĖ░ļīĆļÉ£ļŗż.
Ēøä ĻĖ░
ņØ┤ ļģ╝ļ¼ĖņØĆ ļČĆĻ▓ĮļīĆĒĢÖĻĄÉ ņ×Éņ£©ņ░ĮņØśĒĢÖņłĀņŚ░ĻĄ¼ļ╣ä(2017ļģä)ņŚÉ ņØśĒĢśņŚ¼ ņŚ░ĻĄ¼ļÉśņŚłņØī
References
3. G. S. Chander, G. M. Reddy, and A. V. Rao, Influence of rotational speed on microstructure and mechanical properties of dissimilar metal AISI 304-AISI 4140 continuous drive friction welds,
Journal of Iron and Steel Research. (2012) 19(10) 64ŌĆō73.
https://doi.org/10.1016/S1006-706X(12)60154-X
[CROSSREF] [PDF] 4. H. S. Cho and S. J. Suh, Friction welding of Inconel 713C and SCM440, Journal of KWJS. (1997) 15(6) 78ŌĆō84.
6. ASTM, ASTM E384-05 standard test method for microindentation hardness of materials, ASTM Standard. (2005)
8. Y. Lee, Method of radiographic testing and industrial application, Journal of KWJS. (1994) 12(4) 35ŌĆō40.
10. Y. Byun, S. W. Lee, C. H. Park, J. T. Yeom, N. H. Kang, and J. K. Hong, The effects of PWHT on tensile properties and microstructures for laser welds of Ti-6Al-4V alloys,
Journal of Welding and Joining. (2017) 35(4) 305ŌĆō309.
https://dx.doi.org/10.5781/JWJ.2017.35.4.1
[CROSSREF] [PDF] 12. AWS, Welding Handbook-Vol1. Fundamentals of Welding. (1981), 7th edition. 1 p. 153ŌĆō220



 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



