


1. ņä£ ļĪĀ
2. ļ¬©ļŹĖļ¦ü



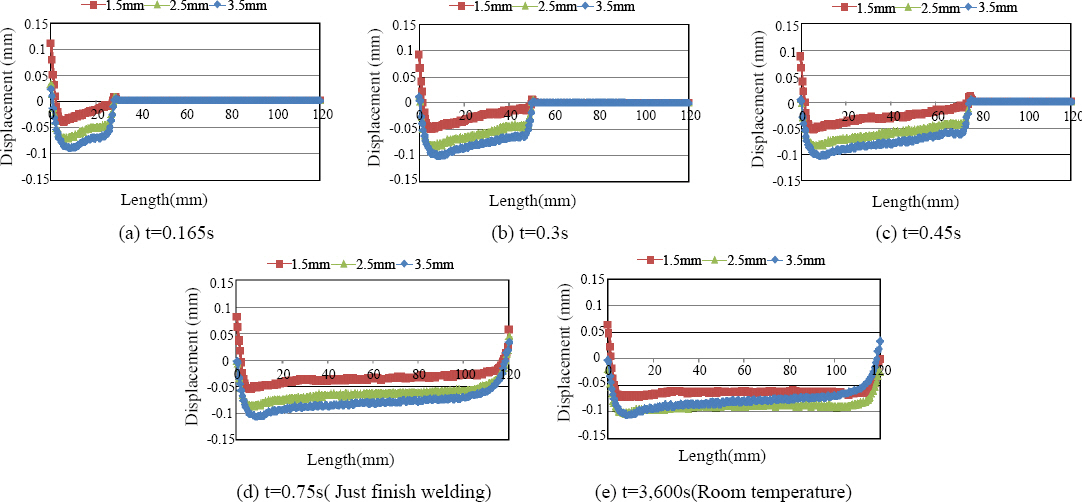
3. ņŚ░ļŗ©Ļ▒░ļ”¼Ļ░Ć ĒÜīņĀäļ│ĆĒśĢņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢ź ļ░Å Ļ│Āņ░░

Fig.┬Ā7
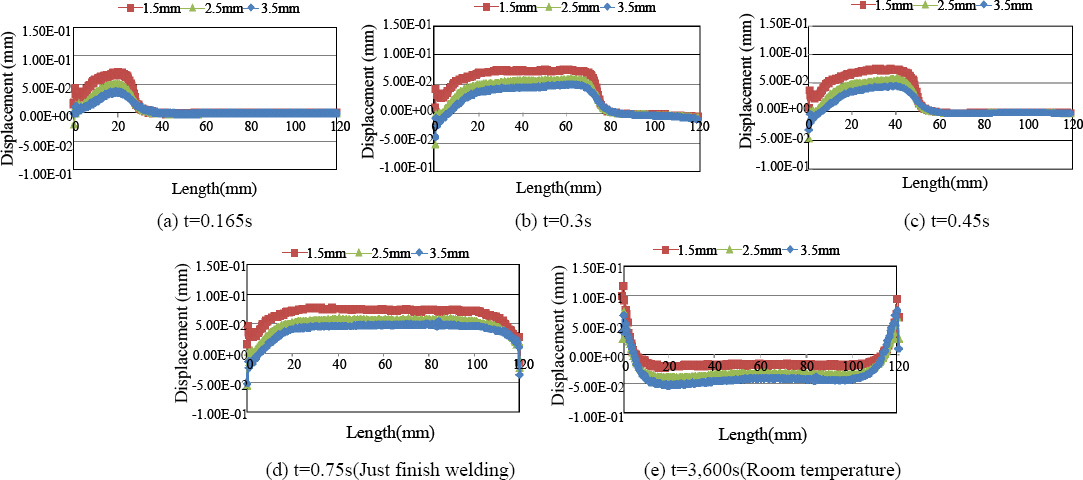
Fig.┬Ā8
4. Ļ▓░ ļĪĀ
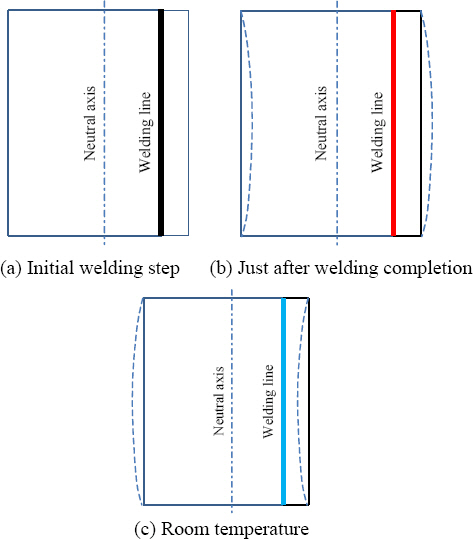
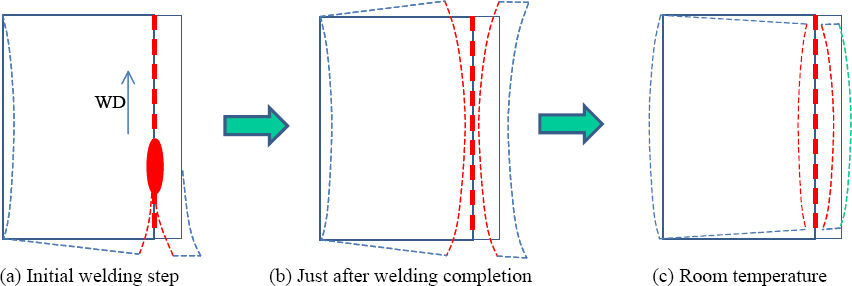
1) ņÜ®ņĀæļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢśļŖö ļ░®Ē¢źņØĆ ņÜ®ņĀæĻĄ¼ņĪ░ļ¼╝ņØś ņżæļ”ĮņČĢņŚÉ ņØśĒĢ┤ ņśüĒ¢źņØä ļ░øņĢä ņÜ®ņĀæņŗ£ņŚÉļŖö ņÜ®ņĀæņŚ┤ņŚÉ ņØśĒĢ£ ĒīĮņ░Įņ£╝ļĪ£ ņÜ®ņĀæņŚ┤ņøÉņØ┤ ņ׳ļŖö ļČĆņ£äĻ░Ć ĒīĮņ░ĮĒĢśļŖö ļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢśĻ│Ā, ļāēĻ░üļÉśļ®┤ ĒīĮņ░Įņŗ£ ĻĄ¼ņåŹņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢ£ ņĢĢņČĢņåīņä▒ļ│ĆĒśĢņŚÉ ņØśĒĢ┤ ņÜ®ņĀæļČĆņØś ĻĖĖņØ┤Ļ░Ć ņ¦¦ņĢäņĀĖ ļ░śļīĆ ļ░®Ē¢źņ£╝ļĪ£ ņĄ£ņóģļ│ĆĒśĢņØ┤ ļ░£ņāØļÉśņŚłļŗż.
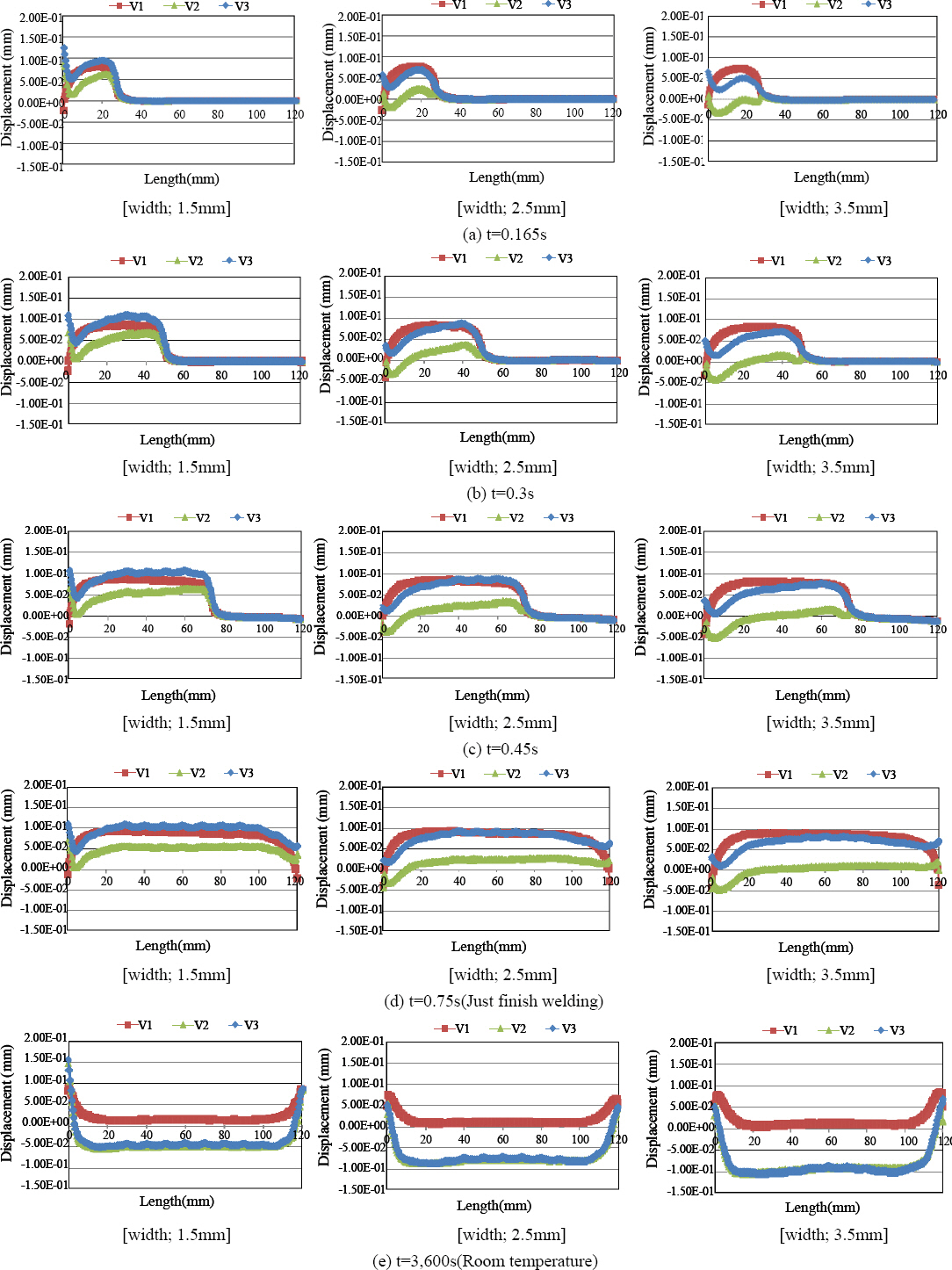
2) ņĄ£ļīĆ ļ│ĆĒśĢņØĆ ņŚ┤ņøÉņØ┤ ņÜ®ņĀæņŗ£ņ×æ Ēøä ņĀäņ▓┤ ņÜ®ņĀæĻĖĖņØ┤ņØś 60%ļÉśļŖö ņ£äņ╣śņŚÉ ņ׳ņØä ļĢī ļ░£ņāØĒĢśņśĆļŗż. ņĄ£ļīĆ ļ│ĆĒśĢņØś Ēü¼ĻĖ░ļŖö ņŚ┤ņøÉĻ│╝ ņŚ░ļŗ©Ļ▒░ļ”¼Ļ░Ć ņ¦¦ņØäņłśļĪØ ņÜ®ņĀæļ│ĆĒśĢņØĆ ļŹö Ēü¼Ļ▓ī ļéśĒāĆļé¼ļŗż. ņŚ░ļŗ©Ļ▒░ļ”¼ 1.5mmņØĖ Ļ▓ĮņÜ░ ņŚ░ļŗ©Ļ▒░ļ”¼ 3.5mmņŚÉ ļ╣äĒĢ┤ 1.5ļ░░ņØś ļ│ĆĒśĢņØ┤ ļŹö Ēü¼Ļ▓ī ļ░£ņāØļÉśņŚłļŗż.
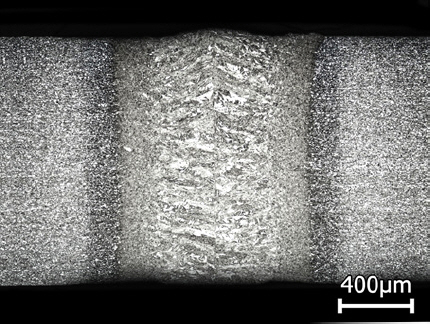
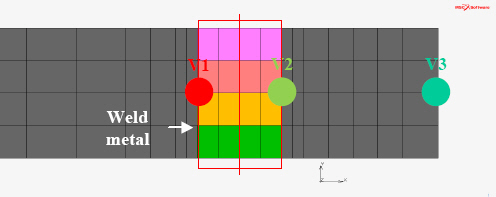
3) ņÜ®ņĀæļČĆņŚÉ ĻĘĀņŚ┤ņØä ņ£Āļ░£ņŗ£ĒéżļŖö ņÖĖļĀźņØä Ļ▓Ćņ”ØĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæĻĖłņåŹļČĆ ņóī/ņÜ░ņØś fusion lineņØś ļ│Ćņ£äņØś ņ░©ņØ┤ļź╝ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ ņÜ®ņĀæņŗ£ņ×æņĀÉņŚÉņä£ ņŚ░ļŗ©Ļ▒░ļ”¼ 1.5mmĻ░Ć ņŚ░ļŗ©Ļ▒░ļ”¼ 2.5mmņÖĆ 3.5mmņŚÉ ļ╣äĒĢ┤ Ēü░ ņØĖņןļ│Ćņ£äĻ░Ć ļ░£ņāØļÉśņŚłĻ│Ā, ĻĘĖ ņÖĖņØś ņÜ®ņĀæņäĀņŚÉņä£ ņĀäņ▓┤ņĀüņ£╝ļĪ£ ņĢĢņČĢļ│Ćņ£äĻ░Ć ļ░£ņāØĒĢśņśĆņ£╝ļéś ņŚ░ļŗ©Ļ▒░ļ”¼ 1.5mmĻ░Ć ņŚ░ļŗ©Ļ▒░ļ”¼ 2.5mmņÖĆ 3.5mmņŚÉ ļ╣äĒĢ┤ ļŹö ņ×æĻ▓ī ļéśĒāĆļé¼ļŗż.
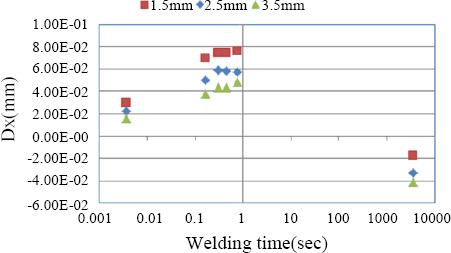
4) ĒÜīņĀäļ│ĆĒśĢ Ļ┤ĆņĀÉņŚÉņä£ ņÜ®ņĀæļČĆ Ļ│Āņś©ĻĘĀņŚ┤ņØś ļ░£ņāØĻ░ĆļŖźņä▒ņØĆ ņŚ░ļŗ©Ļ▒░ļ”¼ 1.5mmņØĖ Ļ▓ĮņÜ░ ļ¦żņÜ░ ļåÆņ£╝ļ®░, ņŚ░ļŗ©Ļ▒░ļ”¼ 2.5mmņÖĆ 3.5mmļŖö Ļ▒░ņØś ļ╣äņŖĘĒĢśĻ▓ī ļéśĒāĆļé¼ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



