


1. ņä£ ļĪĀ
ņ×ÉļÅÖņ░© ņ░©ņ▓┤ļŖö ņĀ£ņ×æĻ│╝ņĀĢņŚÉņä£ ņŗĀļó░ņä▒ ļ░Å ņĢłņĀäņä▒ņØä ļ│┤ņ”ØĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļŗżņ¢æĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŗ£ĒŚśņØ┤ ņØ┤ļżäņ¦ĆĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳ ņČ®ļÅī, Ēö╝ļĪ£ĒīīņåÉ ļō▒ņŚÉ ļīĆĒĢ£ ņĄ£ņåīĻĖ░ņżĆņØä ļ░śļō£ņŗ£ ļ¦īņĪ▒ĒĢśņŚ¼ņĢ╝ļ¦ī ĒĢśļ®░, ļīĆļČĆļČäņØś Ļ▓ĮņÜ░ ņØ┤ļ¤¼ĒĢ£ ĻĖ░Ļ│äņĀü Ļ░ĢļÅä ĒŖ╣ņä▒ņØĆ ņÜ®ņĀæļŗ©Ļ│äņŚÉņä£ ņĄ£ņóģņĀüņ£╝ļĪ£ Ļ▓░ņĀĢļÉśņ¢┤ņ¦äļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ņ░©ņ▓┤ ņŚģĻ│äņŚÉņä£ļŖö ņÜ®ņĀæĻ│╝ņĀĢņŚÉņä£ ņŚäĻ▓®ĒĢ£ ĒÆłņ¦łĻ┤Ćļ”¼ļź╝ ĒåĄĒĢ┤ ĻĘĖ ĻĖ░ņżĆņØä Ļ┤Ćļ”¼ĒĢśĻ│Ā ņ׳ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņÜ®ņĀæļČĆļŖö ĻĄ¼ņĪ░ņĀü ļČłņŚ░ņåŹņĀÉ ļ░Å ņĢ╝ĻĖłĒĢÖņĀü ļČłņŚ░ņåŹņĀÉņ£╝ļĪ£ ņ×æņÜ®ĒĢśņŚ¼ Ēö╝ļĪ£Ļ░ĢļÅäļź╝ ņĀĆĒĢśņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. ĻĄ¼ņĪ░ņĀüņØĖ ļČłņŚ░ņåŹņĀÉņ£╝ļĪ£ļŖö ĒśĢņāüņŚÉ ņØśĒĢ£ ņØæļĀźņ¦æņżæ ņØĖņ×ÉĻ░Ć ļīĆĒæ£ņĀüņØ┤ļ®░, ņĢ╝ĻĖłĒĢÖņĀü ļČłņŚ░ņåŹņĀÉņ£╝ļĪ£ļŖö ņÜ®ņĀæ ņ×ģņŚ┤ņŚÉ ņØśĒĢ£ ļ¬©ņ×¼, ņÜ®ņĀæļČĆ ļ░Å ņŚ┤ņśüĒ¢źļČĆ Ļ░äņØś ļ¼╝ņä▒ņ░©ņØ┤Ļ░Ć ļīĆĒæ£ņĀüņØĖ ņØĖņ×ÉņØ┤ļŗż1,2).
ņØ┤ņżæ ņÜ®ņĀæļČĆ ņØ┤ņØīĒśĢņāüņŚÉ ļö░ļźĖ Ēö╝ļĪ£Ļ░ĢļÅä ņŚ░ĻĄ¼ ļÅÖĒ¢źņØä ņé┤ĒÄ┤ļ│┤ļ®┤ Ēü¼Ļ▓ī ņäĖ Ļ░Ćņ¦ĆļĪ£ ļéśļēĀ ņłś ņ׳ļŗż. ļ©╝ņĀĆ ņÜ®ņĀæļČĆ Ēö╝ļĪ£Ļ░ĢļÅäņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ĒśĢņāü ņØĖņ×ÉņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļōżņØ┤ ņ׳ļŖöļŹ░ ļīĆĒæ£ņĀüņØĖ ĒśĢņāüņØĖņ×ÉļŖö ņÜ®ņĀæ ĒåĀņÜ░ļČĆ ļ░śĻ▓Į ļ░Å ļ╣äļō£ņØś ņĀæņäĀĻ░üņØ┤ ņ׳ņ£╝ļ®░ ņØ┤Ļ▓āļōżņØ┤ Ēü┤ņłśļĪØ Ēö╝ļĪ£Ļ░ĢļÅä ņĖĪļ®┤ņŚÉņä£ ņÜ░ņłśĒĢ£ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļéśĻ│Ā ņ׳ļŗż3,4). ļŗżņØīņ£╝ļĪ£ļŖö Ēö╝ļĪ£ ņłśļ¬ģ Ē¢źņāüņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļĪ£ņŹ© ņÜ®ņĀæ Ēøä ļ░£ņāØļÉśļŖö ņÜ®ņĀæ ĒåĀņÜ░ļČĆ ļō▒Ļ│╝ Ļ░ÖņØĆ ņØæļĀźņ¦æņżæ ļČĆņ£äļź╝ Ēøäņ▓śļ”¼ļź╝ ĒåĄĒĢ┤ ļģĖņ╣ś ĒÜ©Ļ│╝ļź╝ Ļ░Éņåīņŗ£ĒéżļŖö ļ░®Ē¢źņ£╝ļĪ£ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśņ¢┤ ņÖöļŗż5-6). ĻĘĖļ”¼Ļ│Ā ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ņÜ®ņĀæļČĆ ņØ┤ņØīĒśĢņāüņŚÉ ļö░ļźĖ Ēö╝ļĪ£ ņłśļ¬ģ ņśłņĖĪņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļōżņØ┤ ņłśĒ¢ēļÉśĻ│Ā ņ׳ļŗż7).
ĒĢśņ¦Ćļ¦ī ņÜ®ņĀæ ņŗ£ ņé¼ņÜ®ļÉśļŖö ļŗżņ¢æĒĢ£ ņØ┤ņØī ĒśĢĒā£ ņżæ ĒĢ£ ļ®┤ Ļ▓╣ņ╣© ņØ┤ņØī ņÜ®ņĀæņØä ĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØ Ļ▓░Ļ│╝ ņÜ®ņĀæ ĒåĀņÜ░ļČĆņŚÉņä£ ņĄ£ļīĆņØæļĀź Ļ░ÆņØ┤ ļéśĒāĆļéśļŖö Ļ▓āņØ┤ ņĢäļŗłļØ╝ ļŻ©ĒŖĖļČĆņŚÉņä£ ļéśĒāĆļéśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż8). ņØ┤ņŚÉ ļö░ļØ╝ ĒĢ£ ļ®┤ļ¦īņØä ņÜ®ņĀæĒĢ£ Ļ▓╣ņ╣© ņØ┤ņØīņØ╝ Ļ▓ĮņÜ░ ĒåĀņÜ░ļČĆ ļ░śĻ▓ĮņØ┤ļéś ļ╣äļō£ ņĀæņäĀ Ļ░üļÅäņŚÉ ļö░ļźĖ ņśüĒ¢źļ│┤ļŗż ļŻ©ĒŖĖļČĆņØś ņØæļĀźņ¦æņżæņØ┤ Ēö╝ļĪ£Ļ░ĢļÅäņŚÉ ļŹö Ēü░ ņśüĒ¢źņØä ņżä Ļ▓āņØ┤ļØ╝ ņāØĻ░üļÉ£ļŗż. ĻĘĖļ¤¼ļéś ĻĖ░ņĪ┤ ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒĢ£ ļ®┤ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæ ĻĄ¼ņĪ░ņŚÉņä£ ļŻ©ĒŖĖļČĆņØś ņØæļĀźņ¦æņżæņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļŖö Ļ▒░ņØś ņ░ŠņĢäļ│╝ ņłś ņŚåļŗż.
ĒŖ╣Ē׳ ņĢäĒü¼ņŚ┤ņøÉņØä ņØ┤ņÜ®ĒĢ£ Fe/Al Ļ░ä ņØ┤ņóģņĀæĒĢ®ļČĆņØś Ēö╝ļĪ£Ļ░ĢļÅäļź╝ ĒÅēĻ░ĆĒĢ£ ņŚ░ĻĄ¼ ņé¼ļĪĆļŖö ņĢäņ¦ü ņŚåļŗż. ņĢäĒü¼ņŚ┤ņøÉņØä ņØ┤ņÜ®ĒĢ£ ņØ┤ņóģņĀæĒĢ® ĻĖ░ņłĀņØ┤ ņŗżņÜ®ĒÖöļÉśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņĀæĒĢ® ļ®öņ╗żļŗłņ”śņØś ļ¬ģĒÖĢĒĢ£ ņØ┤ĒĢ┤ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņĀĢņĀüĻ░ĢļÅä ļ░Å ļÅÖņĀüĻ░ĢļÅäņŚÉ ļīĆĒĢ£ ĒŖ╣ņä▒ĒÅēĻ░ĆļÅä ļ░śļō£ņŗ£ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ļśÉĒĢ£ ņ¦ĆņåŹņĀüņ£╝ļĪ£ Ļ░£ņäĀļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ņØ┤ņóģņĀæĒĢ®ļČĆņØś Ēö╝ļĪ£Ļ░ĢļÅäļŖö ņĀĢņĀüĻ░ĢļÅä ĒŖ╣ņä▒Ļ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ĒśĢņāüĒĢÖņĀü ņØĖņ×Éļ│┤ļŗżļŖö ņĢīļŻ©ļ»ĖļŖä ļ│ĖņŚ░ņØś ņÜ®ņĀæĒŖ╣ņä▒ņ£╝ļĪ£ ņØĖĒĢ£ ņÜ®ņ░®ĻĖłņåŹļČĆņØś ĻĖ░Ļ│ĄĻ│╝ ļÅäĻĖłņĖĄņŚÉņä£ ĻĖ░ĒÖöļÉ£ ZnļĪ£ ņØĖĒĢ┤ ļŻ©ĒŖĖļČĆņŚÉ ļ░£ņāØĒĢ£ ĻĖ░Ļ│ĄņŚÉ ņĀłļīĆņĀü ņśüĒ¢źņØä ļ░øņØä Ļ▓āņ£╝ļĪ£ ņČ®ļČäĒ׳ ņśłņāüļÉ£ļŗż.
ņŚ¼ĻĖ░ņä£ ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæĻĖłņåŹņŚÉņä£ ļ░£ņāØĒĢ£ ĻĖ░Ļ│ĄņØ┤ Ēö╝ļĪ£Ļ░ĢļÅäņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØĆ ņØ┤ļ»Ė ļ¦ÄņØĆ ļ│┤Ļ│ĀĻ░Ć ņ׳ļŗż. Yun9)Ļ│╝ Jung10)ņØĆ ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæļČĆņØś ļŹ¦ņé┤ņØä ĻĘĖļīĆļĪ£ ļæö ņ▒ä ņŗ£ĒŚśĒĢśļŖö Ļ▓ĮņÜ░ Ēö╝ļĪ£Ļ░ĢļÅäļŖö ĻĖ░Ļ│ĄņØś ņ£Āļ¼┤ņŚÉ ļö░ļØ╝ Ēü░ ņ░©ņØ┤ļź╝ ļ│┤ņØ┤ņ¦Ć ņĢŖņ£╝ļéś ņØ┤ļź╝ Ļ░ĆĻ│ĄĒĢśņŚ¼ ĒÅēĒÖ£ĒĢ£ ņŗ£ĒÄĖņ£╝ļĪ£ ņŗ£ĒŚśĒĢśĻ▓ī ļÉśļ®┤ ĻĖ░Ļ│ĄņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓ĮņÜ░ Ēö╝ļĪ£Ļ░ĢļÅäĻ░Ć ļ¦żņÜ░ ļé«ņĢäņ¦äļŗżĻ│Ā ņŻ╝ņןĒĢśņśĆļŗż. ļśÉĒĢ£ Mathers11)ļŖö ĻĖ░Ļ│Ą, ņŖ¼ļלĻĘĖ Ēś╝ņ×ģ, ņÜ®ņ×ģ ļČĆņĪ▒ ļō▒ņØś ņÜ®ņĀæĻ▓░ĒĢ©ņØĆ ņ×æņØĆ Ļ▓āņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ Ļ▓░ĒĢ©ņØ┤ ņĪ┤ņ×¼ĒĢśļŹöļØ╝ļÅä ņÜ®ņĀæņØ┤ņØīņØś ņĀĢņĀüņŚ░ņä▒Ļ░ĢļÅäņŚÉļŖö Ļ▒░ņØś ņśüĒ¢źņØä ļ»Ėņ╣śņ¦Ć ņĢŖņ¦Ćļ¦ī, Ēö╝ļĪ£Ļ░ĢļÅäņŚÉ ļīĆĒĢ┤ņä£ļŖö ļ╣äĻĄÉņĀü ļ»╝Ļ░ÉĒĢśĻ│Ā Ēü░ Ļ░ĢļÅäņĀĆĒĢśļź╝ ņØ╝ņ£╝Ēé©ļŗżĻ│Ā ņŻ╝ņןĒĢśņśĆļŗż. ĻĘĖļŖö Ļ▓░ĒĢ©ļźĀ(Ēö╝ļĪ£Ēīīļ®┤ņØś ļ®┤ņĀüņŚÉ ļīĆĒĢ£ ņĀäĻ▓░ĒĢ©ņØś ĒĢ®ņŚÉ ļīĆĒĢ£ ļ░▒ļČäņ£©)Ļ│╝ Ēö╝ļĪ£Ļ░ĢļÅäņØś ņĀĆĒĢśļŖö ļÅÖņØ╝ĒĢ£ Ļ▓░ĒĢ©ļźĀņŚÉņä£ Ļ▓░ĒĢ©ņØś ņóģļźśņŚÉ ļ¼┤Ļ┤ĆĒĢśĻ▓ī Ļ▒░ņØś ņ£Āņé¼ĒĢśĻ▓ī ļéśĒāĆļé£ļŗżĻ│Ā ĒĢśņśĆļŗż.
ĒĢ£ĒÄĖ ņ×ÉļÅÖņ░©ņÖĆ Ļ░ÖņØĆ ļČłĻĘ£ņ╣ÖĒĢ£ ĒĢśņżæņØä ļ░øļŖö ĻĄ¼ņĪ░ļ¼╝ņØś ļé┤ĻĄ¼ņä▒ ĒÅēĻ░ĆņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤ ĻĖ░ņĪ┤ņŚÉļŖö ņé¼ņØ┤Ēü┤ ņ╣┤ņÜ┤Ēīģ(Cycle counting)ņØä ĒåĄĒĢ£ ņŗ£Ļ░äņśüņŚŁņŚÉņä£ņØś Ēö╝ļĪ£ĒĢ┤ņäØ ĻĖ░ļ▓ĢņØ┤ ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśņ¢┤ ņÖöļŗż12). ĻĘĖļ¤¼ļéś ņ×ÉļÅÖņ░©ņØś ņ░©ņ▓┤ ĻĄ¼ņĪ░ļ¼╝ņØĆ Ļ│Āņ£Āņ¦äļÅÖņłśĻ░Ć ļģĖļ®┤ņ£╝ļĪ£ļČĆĒä░ ņ×ģļĀźļÉśļŖö ļÅÖĒĢśņżæņØś ņŻ╝Ēīīņłś ļ▓öņ£ä ļé┤ņŚÉ ĒżĒĢ©ļÉĀ Ļ░ĆļŖźņä▒ņØ┤ ļåÆņ£╝ļ»ĆļĪ£, ĻĖ░ņĪ┤ņØś ņĀäĒåĄņĀüņØĖ Ēö╝ļĪ£ĒĢ┤ņäØ ļ░®ļ▓Ģņ£╝ļĪ£ļŖö ĻĄ¼ņĪ░ļ¼╝ņØś Ļ│Ąņ¦äĻ│╝ Ļ░ÖņØĆ ļÅÖņĀüņØĖ ņśüĒ¢źņØä Ļ│ĀļĀżĒĢĀ ņłś ņŚåļŗż. ļö░ļØ╝ņä£ Ļ░Ćņ¦ä ņŻ╝Ēīīņłś ļ░Å ĻĄ¼ņĪ░ļ¼╝ņØś Ļ│Āņ£ĀņŻ╝ĒīīņłśņŚÉ ļö░ļźĖ ĻĄ¼ņĪ░ļ¼╝ņØś ļÅÖņĀü ņśüĒ¢źņØä Ļ│ĀļĀżĒĢ£ ņ¦äļÅÖĒö╝ļĪ£ņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.
ņØ┤ņŚÉ ļö░ļØ╝ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņØ┤ļ¤¼ĒĢ£ ņ¦äļÅÖĒö╝ļĪ£ļź╝ ļ│┤ļŗż ĒśäņŗżņĀüņ£╝ļĪ£ ĻĄ¼ĒśäĒĢśĻĖ░ ņ£äĒĢ┤ ņäĖļØ╝ļ»╣ ņĢĢņĀäņåīņ×É (Piezoelectric)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĀäĻĖ░ņŚÉļäłņ¦Ćļź╝ ĻĖ░Ļ│äņĀü Ēāäņä▒ ņ¦äļÅÖņŚÉļäłņ¦ĆļĪ£ ļ│ĆĒÖśņŗ£Ēé© ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØĆ ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ ņ×¼ļŻīņØś Ļ│Āņ£Āņ¦äļÅÖņłśņŚÉ ļö░ļźĖ Ļ│Ąņ¦äņŻ╝Ēīīņłś(Resonance frequency)ņÖĆ ņØ╝ņ╣śĒĢśļŖö ņ¦äļÅÖĒīīļź╝ ĒåĄĒĢ┤ ĒĢśņżæņØä ņØĖĻ░ĆĒĢśļ»ĆļĪ£ Ēö╝ļĪ£ņŗ£ĒÄĖņØĆ ņ×¼ļŻīņØś ņóģļźś ļ░Å ĒśĢņāü ļō▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ ņäżĻ│äļÉ£ļŗż. ĒŖ╣Ē׳ Fe/Al ņØ┤ņóģņĀæĒĢ®ļČĆļŖö ņ×¼ļŻīņØś Ļ│Āņ£Āņ¦äļÅÖņłśļź╝ ĒżĒĢ©ĒĢ£ ļ¼╝ļ”¼ņĀü ĒŖ╣ņä▒ņØ┤ ļ¦żņÜ░ ļŗżļź┤ļ®░ ļśÉĒĢ£ ĻĄ¼ņĪ░ņĀüņ£╝ļĪ£ļÅä Ļ▓╣ņ╣śĻĖ░ ĒśĢĒā£ļĪ£ ļÉśņ¢┤ ņ׳ņ¢┤ ņ¦äļÅÖĒö╝ļĪ£ņØś ņĀüņÜ®ņØä ņ£äĒĢ┤ ļ¼┤ņŚćļ│┤ļŗż ņäĖņŗ¼ĒĢ£ ļģĖļĀźņØ┤ ņÜöĻĄ¼ļÉśļ®░, ļśÉĒĢ£ ņĢäņ¦ü Ļ▓╣ņ╣śĻĖ░ ĻĄ¼ņĪ░ņŚÉ ļīĆĒĢ£ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚś ņĀüņÜ®ņØĆ ņäĖĻ│äņĀüņ£╝ļĪ£ļÅä ņŚ░ĻĄ¼ņé¼ļĪĆĻ░Ć ņŚåļŗż.
ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢ┤ ņØ┤ņóģņåīņ×¼ Ļ▓╣ņ╣śĻĖ░ ĻĄ¼ņĪ░ņŚÉ ļīĆĒĢ£ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚś ņĀüņÜ® Ļ░ĆļŖźņä▒ņŚÉ ļīĆĒĢ┤ ņÜ░ņäĀņĀüņ£╝ļĪ£ Ļ▓ĆĒåĀĒĢśņśĆļŗż. ņØ┤ņŚÉ ņä£ļĪ£ ļŗżļźĖ ļ░ĆļÅä ļ░Å Ļ│Āņ£Āņ¦äļÅÖņłśļź╝ Ļ░¢ļŖö ņåīņ×¼ņØś ņØ┤ņØī ņŗ£ĒÄĖņŚÉ ļīĆĒĢ£ ļÅÖĒāäņä▒Ļ│äņłś(Dynamic YoungŌĆÖs modulus)ļź╝ ĻĄ¼ĒĢśĻ│Ā ņØ┤ļź╝ ņŗ£ĒÄĖ ņäżĻ│äņŚÉ ļ░śņśüĒĢśņŚ¼ ņŗżņĀ£ļĪ£ ņØæļĀźņØ┤ ņäżĻ│äļÉ£ ņŗ£ĒŚśĒÄĖņŚÉ ņĀ£ļīĆļĪ£ ņĀäļŗ¼ļÉśļŖöņ¦Ć ņŚ┤ĒÖöņāüņ╣┤ļ®öļØ╝ļź╝ ĒåĄĒĢ┤ ĒÖĢņØĖĒĢśņśĆļŗż. ņŗ£ĒŚśĒÄĖņØś ņäżĻ│äĻ▓Ćņ”ØņØ┤ ņÖäļŻīļÉ£ Ēøä, ņŗżņĀ£ ņØ┤ņóģņĀæĒĢ®ļČĆņØś ņĀĢņĀüĻ░ĢļÅäļź╝ Ļ▓░ņĀĢņ¦ōļŖö ĒśĢņāüĒĢÖņĀü ļ│Ćņłś(ļ╣äļō£ Ēü¼ĻĖ░ ļ░Å Ļ░Ł)ņŚÉ ļīĆĒĢ£ Ēö╝ļĪ£ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢ£ Ēøä ĻĘĖ ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆļŗż. ļśÉĒĢ£ ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ Al5052 ļ╣äņŚ┤ņ▓śļ”¼ĒĢ®ĻĖł ļīĆņŗĀ Al6061 ņåīņ×¼ņÖĆ ņŖżĒŗĖĻ░äņØś Ēö╝ļĪ£ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ┤ņä£ļÅä ļ╣äĻĄÉĒĢśņśĆļŗż. ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ Ēö╝ļĪ£ņŗ£ĒŚśņØ┤ ņÖäļŻīļÉ£ ņŗ£ĒŚśĒÄĖņØś Ēīīļŗ©ļ®┤ ļČäņäØņØä ĒåĄĒĢ┤ ņ¦äļÅÖĒö╝ļĪ£ņŚÉ ņØśĒĢ£ ņØ┤ņóģņĀæĒĢ®ļČĆņØś Ēīīļŗ© ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ┤ ĒīīņĢģĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņŗżĒŚś ņןņ╣ś
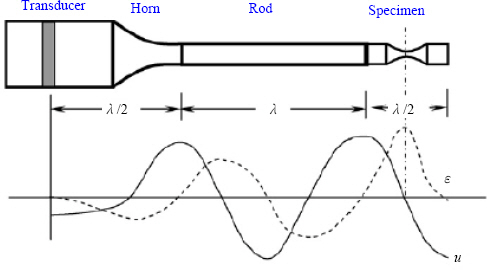
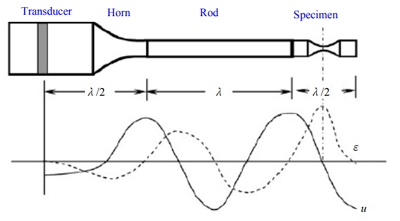
ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØĆ 15Ōł╝25 kHz ņśüņŚŁņŚÉņä£ ņ×¼ļŻīņØś Ļ│Ąņ¦äņŻ╝Ēīīņłśļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņŻ╝ĻĖ░ņĀüņØĖ ņØæļĀźņØä Ļ░ĆĒĢśļŖö Ļ░ĆņåŹĒö╝ļĪ£ ņŗ£ĒŚśļ░®ļ▓Ģņ£╝ļĪ£, ņĢĢņĀäņåīņ×Éļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņŗ£ĒŚśĒÄĖņØś Ļ│Ąņ¦äņŻ╝ĒīīņłśņÖĆ ņØ╝ņ╣śĒĢśļŖö ņ¦äļÅÖĒīīļź╝ ļ░£ņāØņŗ£ņ╝£ ņŗ£ĒŚśĒÄĖņŚÉ ņŻ╝ĻĖ░ņĀüņØĖ ņØæļĀźņØä ļ░£ņāØņŗ£ĒéżļŖö ņøÉļ”¼ņØ┤ļŗż13-15). ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØä ņ£äĒĢ┤ņä£ļŖö ņŗ£ĒŚśĒÄĖņØś ļüØļŗ©ņŚÉ ņĄ£ļīĆ ļ│Ćņ£äĻ░Ć ļ░£ņāØĒĢśĻ│Ā ņŗ£ĒŚśĒÄĖņØś Ļ▓īņØ┤ņ¦Ć ņżæņĢÖļČĆņŚÉ ņĄ£ļīĆ ņØæļĀźņ¦äĒÅŁņØ┤ ļ░£ņāØļÉśļÅäļĪØ ņĀäņ▓┤ ņŗ£ņŖżĒģ£ņØ┤ ņäżĻ│äļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņŚÉņä£ļŖö Fig. 1Ļ│╝ Ļ░ÖņØ┤ ņ¦äļÅÖĒīīļź╝ ņĀäļŗ¼ ļ░Å ņ”ØĒÅŁņŗ£ĒéżļŖö Ēś╝(Horn)ņØś ĻĖĖņØ┤ļź╝ Ļ│Ąņ¦äĒīīņןņØś ļ░ś(╬╗/2)ņ£╝ļĪ£ ņäżņĀĢĒĢ£ļŗż. ĻĘĖļĪ£ ņØĖĒĢ┤ ņĢĢņĀäņåīņ×ÉņŚÉņä£ ļ░£ņāØļÉśļŖö ņ¦äļÅÖĒīīļź╝ ņŗ£ĒŚśĒÄĖņØś ņŗ£ņ×æļČĆņ£äņŚÉ ņĀäļŗ¼ĒĢśņŚ¼ ņŗ£ĒŚśĒÄĖ ļüØļŗ©ņŚÉ ņĄ£ļīĆ ļ│Ćņ£äĻ░Ć ĒśĢņä▒ļÉśĻ│Ā, ņŗ£ĒŚśĒÄĖ ņżæņĢÖļČĆņŚÉļŖö ļ│Ćņ£äĻ░Ć ŌĆś0ŌĆÖ ņØĖ ļģĖļō£ ĒżņØĖĒŖĖĻ░Ć ĒśĢņä▒ļÉ£ļŗż. ļģĖļō£ ĒżņØĖĒŖĖņŚÉņä£ ļ│ĆĒśĢļźĀņØ┤ ņĄ£ļīĆĻ░Ć ļÉśļ®┤ņä£ ņĄ£ļīĆņØæļĀźņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉ£ļŗż. ņØ╝ļ░śņĀüņØĖ ļ│Ćņ£äņÖĆ ļ│ĆĒśĢļźĀņØś Ļ┤ĆĻ│ä, ļ│ĆĒśĢļźĀĻ│╝ ņØæļĀźņØś Ļ┤ĆĻ│äļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņŗ£ĒŚśĒÄĖņŚÉ Ļ░ĆĒĢśļŖö ņŻ╝ĻĖ░ņĀüņØĖ ĒĢśņżæņØä Ļ│äņé░ĒĢśĻ│Ā ņØ┤ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Ļ░ĆņåŹĒö╝ļĪ£ņŗ£ĒŚśņØä ĒĢśļŖö ņøÉļ”¼ņØ┤ļŗż.
ņØ┤ņÖĆ Ļ░ÖņØ┤ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØĆ ļ│┤ĒåĄņØś 300 Hz ĒĢ£Ļ│äļź╝ Ļ░¢ļŖö ĻĖ░ņĪ┤ņØś Ēö╝ļĪ£ņŗ£ĒŚśļ▓ĢĻ│╝ļŖö ļŗżļź┤ļŗż. ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØĆ ņĢĮ 20 kHzņØś ņŗ£ĒŚś ņåŹļÅäļź╝ Ļ░¢ĻĖ░ ļĢīļ¼ĖņŚÉ Ēö╝ļĪ£ĒĢ£ļÅäņØś Ļ▓░Ļ│╝ļź╝ ņ¢╗ĻĖ░Ļ╣īņ¦ĆņØś ņåīņÜöņŗ£Ļ░äņØä ĒśäņĀĆĒ׳ ņżäņŚ¼ņżä ņłś ņ׳ļŗżļŖö ņןņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ņśłļź╝ ļōżņ¢┤ ņóģļלņØś Ēö╝ļĪ£ ņŗ£ĒŚśĻĖ░ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 300 Hz ņŗ£ĒŚśņŻ╝ĒīīņłśļĪ£ ņŗ£ĒŚśņØä ņ¦äĒ¢ēĒĢĀ Ļ▓ĮņÜ░ ņ┤łĻ│ĀņŻ╝ĻĖ░ ņśüņŚŁņØĖ ĻĖ░Ļ░Ć ņé¼ņØ┤Ēü┤ņŚÉ ļÅäļŗ¼ĒĢśļŖöļŹ░ ņĢĮ 38ņØ╝ņØ┤ ņåīņÜöļÉśņ¦Ćļ¦ī 20 kHzņØś ņŗ£ĒŚśņŻ╝ĒīīņłśļĪ£ ņŚ░ņåŹĒĢśņŚ¼ ņŗ£ĒŚśĒĢĀ Ļ▓ĮņÜ░ 14ņŗ£Ļ░äņØ┤ ņåīņÜöļÉ£ļŗż16).
ļ░śļ®┤ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØś Ļ▓░Ļ│╝ļŖö ĻĖ░ņĪ┤ņØś Ēö╝ļĪ£ņŗ£ĒŚśĻ│╝ Ļ▒░ņØś ņØ╝ņ╣śĒĢ£ļŗż. ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśļ▓ĢņØś ĒÖĢļīĆņŚÉ ļö░ļØ╝ Ļ│╝ņŚ░ ĻĖ░ņĪ┤ņØś Ēö╝ļĪ£ņŗ£ĒŚśņØä ļīĆņ▓┤ĒĢĀ ņłś ņ׳ļŖöņ¦ĆņŚÉ ļīĆĒĢ£ ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśņŚłļŗż. ĒŖ╣Ē׳ Furuya31)ļŖö SCM440ņŚÉ ļīĆĒĢ┤ ļÅÖņØ╝ĒĢ£ ņŗ£ĒŚśĒÄĖņ£╝ļĪ£ 107Ļ╣īņ¦Ć ņāüņś©ņŚÉņä£ ĻĖ░ņĪ┤ Ēö╝ļĪ£ņŗ£ĒŚśĻ│╝ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢśņśĆņ£╝ļ®░, ĻĘĖņØś Ļ▓░Ļ│╝ņŚÉ ļö░ļź┤ļ®┤ ņŗ£ĒŚśĻ▓░Ļ│╝Ļ░Ć Ļ▒░ņØś ņØ╝ņ╣śļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĻĘĖ ņÖĖņŚÉļÅä ļ¦ÄņØĆ ņŚ░ĻĄ¼ņ×ÉļōżņŚÉ ņØśĒĢ┤ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØĆ ņŚ┤ņĀü ņśüĒ¢źļ¦ī ņŚåņ£╝ļ®┤ ĻĖ░ņĪ┤ņØś Ēö╝ļĪ£ņŗ£ĒŚśĻ│╝ Ļ▒░ņØś ņ£Āņé¼ĒĢ£ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ ļ░£Ēæ£ļÉśņŚłļŗż14,15).
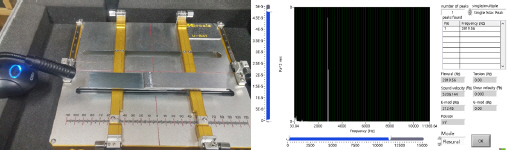
ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņŗ£ĒŚś ņןņ╣śļŖö Fig. 2ņÖĆ Ļ░ÖņØ┤ ņŗĀĒśĖ ļ░£ņāØĻĖ░(Signal generator), ņĢĢņĀä ļ░£ņ¦äĻĖ░(Piezo oscillator), ņ┤łņØīĒīī ņ¦äĒÅŁņØä ņ”ØĒÅŁĒĢśļŖö ļČĆņŖżĒä░ņÖĆ Ēś╝ ļ░Å ņĄ£ ļüØļŗ©ņŚÉ ņןņ░®ļÉśļŖö ņŗ£ĒŚśĒÄĖņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŖö Ļ│Ąņ¦ä ņŗ£ņŖżĒģ£Ļ│╝ ĒĢ©Ļ╗ś ņĀĢļ░Ć ļ│Ćņ£ä ļ░Å Ļ│Ąņ¦ä ņŻ╝Ēīīņłś ņĖĪņĀĢņØä ņ£äĒĢ£ ņä╝ņŗ▒ ļ░Å ļ¬©ļŗłĒä░ļ¦ü ņĀ£ņ¢┤ļČĆĻ░Ć ĒåĄĒĢ® ņŗ£ņŖżĒģ£ņ£╝ļĪ£ ĻĄ¼ņČĢļÉśņ¢┤ ņ׳ļŗż. ļśÉĒĢ£ ĒĢäņÜöņŚÉ ļö░ļØ╝ņä£ļŖö ņŗ£ĒÄĖņØś ņś©ļÅäļź╝ Ļ░Éņŗ£ĒĢśļŖö ņś©ļÅäņä╝ņä£ņÖĆ ņŚ┤ļ│ĆĒśĢļ¤ē ĒŖ╣ņä▒ ņĄ£ņĀüĒÖöļź╝ ņ£äĒĢ£ ļāēĻ░üņŗ£ņŖżĒģ£ ļō▒ņØä ņČöĻ░ĆļĪ£ ĻĄ¼ņä▒ Ļ░ĆļŖźĒĢśļŗż. ņŚ¼ĻĖ░ņä£ ļ░£ņ¦äĻĖ░ļŖö ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ ņŚ░ņåŹ ļ░£ņ¦ä ņŗ£ ņ×ÉļÅÖĒŖ£ļŗØ ĻĖ░ļŖź(Phase locked loop)ņØ┤ ņäżņĀĢļÉśņ¢┤ ņ׳ņ£╝ļ®░, ļ│Ćņ£äņĀ£ņ¢┤ ļ░®ņŗØņ£╝ļĪ£ 0.1 ╬╝ ņØ┤ĒĢśņØś ņĀĢļ░Ć ĒģīņŖżĒŖĖļź╝ ņ£äĒĢ┤ ņŗĀļó░ņä▒ ņ׳Ļ▓ī ĒÜīļĪ£ļź╝ ĻĄ¼ņä▒ĒĢśņśĆļŗż. ļśÉĒĢ£ Ēāäņä▒ņ¦äļÅÖņØä ņĀäļŗ¼ĒĢśĻ│Ā ņ”ØĒÅŁņŗ£ĒéżļŖö ļČĆņŖżĒä░(Booster)ņÖĆ Ēś╝ņØĆ ņĄ£ļīĆ ļé┤ĻĄ¼ņä▒Ļ│╝ Ļ▓īņ×¼ļ¼╝ļĪ£ ņØĖĒĢ£ ĒÜĪĒīīņØś ļ░®ņ¦Ćļź╝ ņ£äĒĢ┤ Ēŗ░ĒāĆļŖä(Ti-6Al-4V)ņåīņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż.

ĒĢ£ĒÄĖ ņŗ£ĒŚśĒÄĖņŚÉ Ļ▒Ėļ”¼ļŖö ņØæļĀźņØä ņĀĢĒÖĢĒ׳ ņé░ņČ£ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņŗ£ĒŚś ņŻ╝ĒīīņłśņŚÉņä£ņØś ļÅÖĒāäņä▒Ļ│äņłś(Ed) Ļ░ÆņØä ņĢīņĢäņĢ╝ ĒĢ£ļŗż. ņØ┤ņÖĆ Ļ┤ĆļĀ©ĒĢ┤ņä£ ASTM E1875-13ņŚÉļŖö ļÅÖĒāäņä▒Ļ│äņłśņØś ņĖĪņĀĢņŗ£ĒŚś ļ░®ļ▓ĢņØ┤ ĻĘ£ņĀĢļÉśņ¢┤ ņ׳ņ£╝ļ®░, ņé░ņČ£ņŗØņØĆ ļŗżņØī ņŗØ (1)Ļ│╝ Ļ░Öļŗż17).
ņŚ¼ĻĖ░ņä£, m = ļ░öņØś ņ¦łļ¤ē, b = ļ░öņØś ĒÅŁ, L = ļ░öņØś ĻĖĖņØ┤, t = ļ░öņØś ļæÉĻ╗ś, ff = ļ░öņØś Ļ│Āņ£Āņ¦äļÅÖņłś(Hz), ĻĘĖļ”¼Ļ│Ā T1 = ļ│┤ņĀĢĻ│äņłś(Correction factor)ļź╝ ņØśļ»ĖĒĢ£ļŗż. ņŚ¼ĻĖ░ņä£ T1ņØĆ ĒżņĢäņåĪļ╣äņÖĆ ņ×¼ļŻīņØś ļæÉĻ╗ś ļō▒ņŚÉ ņØśĒĢ£ ĒĢ©ņłśļĪ£ņä£ ļ¦īņØ╝L/t Ōēź 20ņØĖ Ļ▓ĮņÜ░ ņŗØ (2)ņÖĆ Ļ░ÖņØ┤ ļŗ©ņł£ĒÖö ĒĢĀ ņłś ņ׳ļŗż.
ĒĢ£ĒÄĖ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ASTM E1875ņØś ņĖĪņĀĢĻĖ░ņżĆņŚÉ ļČĆĒĢ®ĒĢśļŖö ļÅÖĒāäņä▒Ļ│äņłś Ļ│äņĖĪņןļ╣äļź╝ ĒåĄĒĢ┤ ļÅÖĒāäņä▒Ļ│äņłśļź╝ ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░, ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņןņ╣śļŖö Fig. 3Ļ│╝ Ļ░Öļŗż.
2.2 ņŗ£ĒŚśĒÄĖ ņäżĻ│ä
ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØĆ 20 kHz ļé┤ņÖĖņØś ņĀĢĒĢ┤ņ¦ä ņŻ╝Ēīīņłś ņśüņŚŁņŚÉņä£ ņŗ£ĒŚśĒÄĖņØś Ļ│Ąņ¦äņ£╝ļĪ£ ņŻ╝ĻĖ░ņĀüņØĖ ņØæļĀźņØä ņŗ£ĒŚśĒÄĖņŚÉ Ļ░ĆĒĢśļŖö Ēö╝ļĪ£ņŗ£ĒŚś ļ░®ļ▓ĢņØ┤ļŗż. Ēö╝ļĪ£ņŗ£ĒŚś ņåŹļÅäĻ░Ć ļ¦żņÜ░ ļ╣Āļź┤ņ¦Ćļ¦ī ĻĘĖņŚÉ ļö░ļØ╝ Ļ│ĀļĀżĒĢĀ ņé¼ĒĢŁļÅä ļ¦ÄņĢäņ¦äļŗż. Ļ│Ąņ¦äņØä ņØ┤ņÜ®ĒĢśļŖö ļ░®ļ▓ĢņØ┤ļ»ĆļĪ£ ņŗ£ĒŚśĒÄĖņØś ĒśĢņāüņØ┤ ņĀ£ĒĢ£ņĀüņØ┤ļ®░, 20 kHz ĻĘ╝ļ░®ņØś Ļ│Ąņ¦ä ņŻ╝ĒīīņłśņŚÉ ļ¦×ņČöņ¢┤ ņŗ£ĒŚśĒÄĖņØś ĒśĢņāüņØä ņäżĻ│äĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ ņŗ£ĒŚś ņ×¼ļŻīņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŗ£ĒŚśĒÄĖ Ēü¼ĻĖ░ņÖĆ ĒśĢņāüņØä Ļ▓░ņĀĢĒĢśĻ│Ā ņäżĻ│äĒĢśņŚ¼ ņŗ£ĒŚśĒĢ┤ņĢ╝ ĒĢ£ļŗż14). ņŗ£ĒŚśĒÄĖ ĒśĢņāü Ļ▓░ņĀĢņŗ£ Ļ▓īņØ┤ņ¦ĆļČĆ ĻĖĖņØ┤ņÖĆ ļæÉĻ╗ś ļ│ĆĒÖöņŚÉ ļö░ļØ╝ ņżæņĢÖļČĆņŚÉ ņ×æņÜ®ĒĢśļŖö ņĄ£ļīĆ ņØæļĀźņØĆ ļ»╝Ļ░ÉĒĢśĻ▓ī ļ│ĆĒÖöĒĢ£ļŗż. ĻĘĖļלņä£ ņŗ£ĒŚśĒÄĖņØś ĒśĢņāüņØĆ ņŗ£ĒŚś ņØæļĀźņŚÉ ļ¦×ņČöņ¢┤ ņäżĻ│äļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. ņØ┤ņØ┤ ļö░ļØ╝ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Bathias19)ņŚÉ ņØśĒĢ┤ ņĀĢļ”ĮļÉ£ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśĒÄĖņØś ņäżĻ│ä ņØ┤ļĪĀņØä ĻĖ░ļ░śņ£╝ļĪ£ ņĀæĒĢ®ļČĆņŚÉ ņĄ£ļīĆ ņØæļĀźņØ┤ ņ¦æņżæļÉśļÅäļĪØ ĒīÉĒśĢņŗ£ĒŚśĒÄĖņØä ņäżĻ│äĒĢśņśĆļŗż.
ĒīÉĒśĢņŗ£ĒŚśĒÄĖņØś ļŗ©ļ®┤ņĀüņØĆ ĒÅēĒ¢ēļČĆņÖĆ ļ│ĆĻ│ĪļČĆļĪ£ ļéśļłäņ¢┤ņ¦Ćļ®░ Ļ░üĻ░üņØś ĒśĢņāüņØ┤ Ļ▓░ņĀĢļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. Fig. 4ņÖĆ Ļ░ÖņØ┤ ĒÅēĒ¢ēļČĆņØĖ L1ļČĆņÖĆ ļŗ©ļ®┤ņĀüņØ┤ ļ│ĆĒĢśļŖö L2 ļČĆļČäņ£╝ļĪ£ ĻĄ¼ļČäĒĢĀ ņłś ņ׳ņ£╝ļ®░ L2ņØś ĒśĢņāüņØĆ ņ¦ĆņłśĒĢ©ņłś ĒśĢņāü(Exponential profile)ņ£╝ļĪ£ ņäżĻ│äĒĢśņśĆļŗż. Ļ░ü ņśüņŚŁņØś ņŗ£ĒÄĖ Ēü¼ĻĖ░ļź╝ Ļ▓░ņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ│ĄņŗØņØä ņĀüņÜ®ĒĢśņśĆļŗż.
ļśÉĒĢ£ ĒīÉĒśĢ ņŗ£ĒŚśĒÄĖņØś ņ┤Ø ĻĖĖņØ┤ļŖö ņżæņĢÖņŚÉņä£ ņĄ£ļīĆ ņØæļĀźņØ┤ ņ×æņÜ®ĒĢśļÅäļĪØ Ļ│Ąņ¦äĒīīņןĻ│╝ ļ¦×ņČöņ¢┤ ņäżĻ│äļÉśņŚłļŗż. Fig. 4ņØś L1 ĻĖĖņØ┤ļŖö ĒīÉĒśĢ ņŗ£ĒŚśĒÄĖ ņżæņŗ¼ņŚÉņä£ L2ļ¦īĒü╝ ļ¢©ņ¢┤ņ¦ä ņŗ£ĒŚśĒÄĖ ņāüņŚÉņä£ ļ│Ćņ£äĻ░Ć ņŚ░ņåŹņØ┤Ļ│Ā ļ»ĖļČä Ļ░ĆļŖźĒĢśļŗżļŖö Ļ▓ĮĻ│äņĪ░Ļ▒┤ņØä ņĀüņÜ®ĒĢśņŚ¼ ĻĄ¼ĒĢśļ®┤ ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ļéśĒāĆļé╝ ņłś ņ׳ļŗż.
ņŚ¼ĻĖ░ņä£, ╬▓ ŌĆē = ŌĆē ╬▒ 2 ŌłÆ k 2
ņØ┤ņāüņØś Ļ│╝ņĀĢņ£╝ļĪ£ ļÅäņČ£ļÉ£ ņŗØ (3)ļČĆĒä░ ņŗØ (6)ņØä ņØ┤ņÜ®ĒĢśņŚ¼, xņČĢ ļ░®Ē¢źņØś ņØ╝ņ░© ĒīīļÅÖļ░®ņĀĢņŗØņŚÉ ļīĆņ×ģĒĢśļ®┤ ļŗ©ļ®┤ Ļ░ÉņåīļČĆņŚÉ ņ×æņÜ®ĒĢśļŖö ļ│ĆĒśĢļźĀņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØ┤ Ļ│äņé░ļÉ£ļŗż.
ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņŗ£ĒŚśĒÄĖņØś ņØæļĀźņØĆ Ļ│äņé░ļÉ£ ļ│ĆĒśĢļźĀņŚÉ ļÅÖĒāäņä▒Ļ│äņłś Edļź╝ Ļ│▒ĒĢśņŚ¼ Ļ│äņé░ Ļ░ĆļŖźĒĢśļŗż. ņŚ¼ĻĖ░ņä£ AoļŖö ņŗ£ĒÄĖ ļüØļŗ©ņŚÉņä£ņØś ļ│Ćņ£ä ņ¦äĒÅŁņØä ņØśļ»ĖĒĢ£ļŗż.
ņØ┤ņāüĻ│╝ Ļ░ÖņØ┤ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśĒÄĖņØś ņäżĻ│äņŚÉņä£ Ļ▓░ņĀĢļÉśņ¢┤ņĢ╝ ĒĢśļŖö R1, R2, L1 ļ░Å L2ļŖö ļÅÖĒāäņä▒Ļ│äņłś ņĖĪņĀĢĻ│╝ Ļ░ÖņØĆ ĻĖ░ņ┤łņŗ£ĒŚśĻ│╝ ņŗØ (1)ļČĆĒä░ ņŗØ (6)Ļ╣īņ¦ĆņØś Ļ┤ĆĻ│äņŗØņØä ĒåĄĒĢ┤ ĻĄ¼ĒĢĀ ņłś ņ׳ļŗż. ņĄ£ņóģņĀüņ£╝ļĪ£ ņØ┤ļ¤¼ĒĢ£ Ļ│╝ņĀĢņ£╝ļĪ£ ņäżĻ│ä ņĀ£ņ×æļÉ£ ņŗ£ĒŚśĒÄĖņØĆ ņŗ£ĒŚś ņżæ ļ│Ćņ£äņä╝ņä£ņŚÉ ņØśĒĢ┤ ņĖĪņĀĢļÉ£ ļ│Ćņ£ä ņ¦äĒÅŁ(Ao)ņØä ļ░öĒāĢņ£╝ļĪ£ ņŗØ (7)ņŚÉ ņØśĒĢ┤ ļ│ĆĒśĢļźĀ ļ░Å ņØæļĀźņØ┤ Ļ│äņé░ļÉśņ¢┤ņ¦äļŗż.
ņØ┤ņóģņåīņ×¼ņŚÉ ļīĆĒĢ£ ļÅÖĒāäņä▒Ļ│äņłśļŖö Fig. 3ņØś ņĖĪņĀĢ ņןļ╣äļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĖĪņĀĢĒĢ£ Ļ▓░Ļ│╝ Ed = 142.8GPa ļĪ£ ļéśņÖöņ£╝ļ®░, ļ░ĆļÅäļŖöŽü = 5270.24kg/m3ņ£╝ļĪ£ ņĖĪņĀĢļÉśņŚłļŗż. Ēö╝ļĪ£ņŗ£ĒŚśĒÄĖņØĆ ņĄ£ņóģņĀüņ£╝ļĪ£ Table 1Ļ│╝ Ļ░ÖņØ┤ ņĖĪņĀĢ Ļ│äņé░ļÉ£ Ļ░ÆņŚÉ ņØśĒĢ┤ Fig. 4ņÖĆ Ļ░ÖņØ┤ ņäżĻ│ä ļ░Å ņĀ£ņ×æļÉśņŚłļŗż. Ēś╝Ļ│╝ ņŗ£ĒÄĖņØś ņ▓┤Ļ▓░ņØä ņ£äĒĢ┤ ļ│┤ļŗż ļæÉĻ║╝ņÜ┤ ņĢīļŻ©ļ»ĖļŖä ņāüļŗ©ņŚÉ ļéśņé¼Ļ░ĆĻ│ĄņØä ņŗżņŗ£ĒĢśņśĆļŗż. ļ│Ė ņŗ£ĒŚśĒÄĖņØĆ ņØ╝ļ░śņĀüņØĖ ĒīÉĒśĢ ĻĄ¼ņĪ░Ļ░Ć ņĢäļŗī Ļ▓╣ņ╣śĻĖ░ ĻĄ¼ņĪ░ļź╝ Ļ░Ćņ¦Ćļ®░ ņĢīļŻ©ļ»ĖļŖäĻ│╝ ņŖżĒŗĖ Ļ░ä Ļ│Āņ£Āņ¦äļÅÖņłśņÖĆ ļ░ĆļÅäĻ░Ć ļ¦żņÜ░ ļŗżļź┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņŗ£ĒŚśĒÄĖ ņäżĻ│äņŚÉ ļīĆĒĢ£ Ļ▓Ćņ”ØņØ┤ ļ│┤ļŗż ņŗĀņżæĒ׳ ņÜöĻĄ¼ļÉ£ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ņ┤łĻĖ░ņäżĻ│äļź╝ Ļ▒░ņ▓ś ļ¬ć ļ▓łņØś ņśłļ╣äņŗ£ĒŚśņØä ĒåĄĒĢ┤ ņĄ£ņóģņĀüņ£╝ļĪ£ ņŗ£ĒÄĖņØś ņäżĻ│äļź╝ ņÖäņä▒ĒĢśņśĆļŗż.
2.3 ņŗżĒŚśļ░®ļ▓Ģ ļ░Å ņĪ░Ļ▒┤
Ēö╝ļĪ£ ņłśļ¬ģņØĆ ņäĆņŗ£ļČĆĒÆłņŚÉņä£ ļ│┤ļŗż ņżæņÜöĒĢśĻ▓ī ļŗżļŻ©ņ¢┤ņ¦Ćļ»ĆļĪ£ ĒåĄņāüņĀüņ£╝ļĪ£ ņäĆņŗ£ņŚÉ ņé¼ņÜ®ļÉśļŖö ļæÉĻ╗ś ļ▓öņ£äņØĖ 2.0Ōł╝3.0 mmļź╝ Ļ│ĀļĀżĒĢ┤ ņāüĒīÉ Al5052 3.0 mmņÖĆ ĒĢśĒīÉ DP590 2.0 mm ļæÉĻ╗śņØś ņŗ£ĒÄĖņŚÉ ļīĆĒĢ┤ Ēö╝ļĪ£ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. Ēö╝ļĪ£ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ£ ĒÖĢņØĖņØĆ ņĢ×ņäĀ ņĀĢņĀüĻ░ĢļÅä ĒŖ╣ņä▒Ļ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ĒśĢņāüĒĢÖņĀü Ļ│ĄņĀĢļ│Ćņłśļź╝ ĻĖ░ļ░śņ£╝ļĪ£ ŌæĀņ×ģņŚ┤ļ¤ēņØś ņ░©ņØ┤ņŚÉ ļö░ļźĖ Ēö╝ļĪ£Ļ░ĢļÅä ļ│ĆĒÖö ŌæĪĻ░ŁņØś ņśüĒ¢ź ĻĘĖļ”¼Ļ│Ā ņČöĻ░ĆņĀüņ£╝ļĪ£ ŌæóAl5052ņÖĆ Al6061 ņåīņ×¼ņŚÉņä£ņØś Ēö╝ļĪ£ĒŖ╣ņä▒ ņ░©ņØ┤ņŚÉ ļīĆĒĢ┤ ļ╣äĻĄÉĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ņØ┤ļĢī ņ×ģņŚ┤ļ¤ēņØĆ Ļ░üĻ░ü 1,000, 1,220 ļ░Å 1,460 J/cmļĪ£ ĒĢśņśĆņ£╝ļ®░ Ļ░ŁņØĆ Al 3.0 mm ļæÉĻ╗śņŚÉņä£ ņĄ£Ļ│Ā Ļ░ĢļÅäļź╝ Ļ░¢ļŖö 0.6 mmļĪ£ ĒĢśņśĆļŗż.
Ēö╝ļĪ£ņŗ£ĒŚśņØĆ Ļ░üĻ░üņØś ņÜ®ņĀæņĪ░Ļ▒┤ ļŗ╣ 6Ōł╝10ņäĖĒŖĖņö® ņŗżņŗ£ĒĢśņśĆļŗż. ņ┤łņØīĒīī ļ░£ņ¦äĻĖ░ņØś ņČ£ļĀź ņĪ░ņĀłņØä ĒåĄĒĢ┤ ņ¦äļÅÖņØä ņØĖĻ░ĆĒĢ£ ļÆż ĻĘĖņŚÉ ļö░ļźĖ ļ│Ćņ£äĻ░Ć Ļ┤æņä╝ņä£ņŚÉ ņØśĒĢ┤ ņĖĪņĀĢļÉśĻ│Ā, ĻĘĖ ņČ£ļĀźņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņØæļĀźņØĆ ņŗØ (7)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢśņśĆļŗż. ņŗ£ĒŚśņØĆ ļ¬©ļæÉ Ēīīļŗ©ņŚÉ ņØ┤ļź╝ ļĢīĻ╣īņ¦Ć ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, Ēīīļŗ©ĒśĢĒā£ļŖö ņÜ®ņ░®ĻĖłņåŹ Ēīīļŗ©Ļ│╝ Ļ│äļ®┤Ēīīļŗ©ņ£╝ļĪ£ ĻĄ¼ļČäĒĢśņŚ¼ ĻĖ░ļĪØĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā ļ¬©ļōĀ ņŗ£ĒŚśņŚÉņä£ ņŻ╝ĒīīņłśļŖö 20 kHz, ņØæļĀźļ╣äļŖö R=-1ļĪ£ Ļ│ĀņĀĢĒĢśņśĆļŗż.
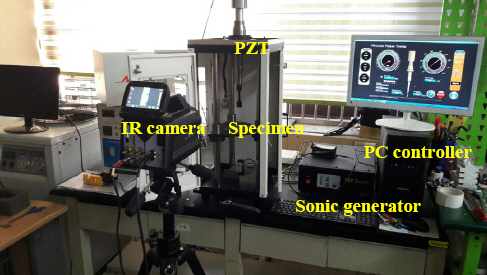
ļśÉĒĢ£ Ēö╝ļĪ£ņŗ£ĒŚś ņżæ ņŗ£ĒŚśĒÄĖņØś ņäżĻ│ä Ļ▓Ćņ”Ø ļ░Å ņŚ┤ņĀüĒŖ╣ņä▒ĒÅēĻ░Ćļź╝ ņ£äĒĢ┤ņä£ ņĀüņÖĖņäĀņŚ┤ĒÖöņāü ņ╣┤ļ®öļØ╝(IR Camera)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņŗżņĀ£ ņØæļĀźņØś ņżæņŗ¼ņĀÉņŚÉ ļīĆĒĢ£ ĒÖĢņØĖ ļ░Å ņŗ£ĒŚś ņ┤łĻĖ░ļČĆĒä░ Ēīīļŗ© ņŗ£Ļ╣īņ¦ĆņØś ņś©ļÅäļ│ĆĒÖö ļ░Å ļČäĒżļź╝ Ļ┤Ćņ░░ĒĢśņśĆļŗż. ņŗ£ĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņŚ┤ĒÖöņāüņ╣┤ļ®öļØ╝ļŖö FLIR(ńżŠ)ņØś X6540SC ļ¬©ļŹĖļĪ£ 5Ōł╝300 ┬░C ņś©ļÅäļ▓öņ£äņŚÉņä£ ņśżņ░©ņ£© ┬▒1 ┬░C ņØ┤ļé┤ņØś ļ▓öņ£äļź╝ Ļ░¢ļŖöļŗż. ņŗ£ĒŚś ņżæ ļ░®ņé¼ņ£©(Emissivity)ņŚÉ ņØśĒĢ£ ņśüĒ¢źņØä ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ ņŗ£ĒÄĖņŚÉ ļ»Ėļ”¼ ĒØæņāē ņŖżĒöäļĀłņØ┤ ļÅäĻĖłņØä ĒĢśņśĆņ£╝ļ®░, ņŗ£ĒŚś ņןņ╣śļŖö Fig. 5ņÖĆ Ļ░ÖņØ┤ ĻĄ¼ņä▒ĒĢśņśĆļŗż.
ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ Ēö╝ļĪ£ņŗ£ĒŚśņØ┤ ņÖäļŻīļÉ£ ņŗ£ĒÄĖņØś ļČäņäØņØä ņ£äĒĢ┤ ņŗżņ▓┤Ēśäļ»ĖĻ▓Į ļ░Å Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į, ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(SEM) ļō▒ņØä ņé¼ņÜ®ĒĢśņŚ¼ ņ┤łĻĖ░ ĻĘĀņŚ┤ ļ░Å ņĀäĒīī ļ░®Ē¢źņŚÉ ļīĆĒĢ┤ ļČäņäØĒĢśņśĆļŗż. ņĀĢņĀüĒīīļŗ© ņŗ£ĒŚś ļČäņäØ ļ░®ļ▓ĢĻ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ Ēīīļŗ©ļ®┤ņØĆ Nital 4 %ļĪ£ ņŚÉņ╣Ł Ēøä ņ”Øļźśņłś 100 ml + ļČłņé░ 0.5 mlļĪ£ ņØ┤ņżæņŚÉņ╣ŁņØä ņŗżņŗ£ĒĢśņŚ¼ ĻĖ░Ļ│ĄņØś ņØ┤ļ»Ėņ¦Ćļź╝ ļ│┤ļŗż ņäĀļ¬ģĒĢśĻ▓ī Ēæ£ĒśäĒĢśņśĆļŗż. ļśÉĒĢ£ Ēīīļ®┤ņØś ņĀĢļ░ĆĒĢ£ ļČäņäØņØä ĒåĄĒĢ┤ Ēö╝ļĪ£Ēīīļŗ©Ļ│╝ ņØĖņןĒīīļŗ© Ļ░ä ņ░©ņØ┤ņĀÉņŚÉ ļīĆĒĢ┤ ĒÖĢņØĖĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝ Ļ│Āņ░░
3.1 Ļ│ĄņĀĢļ│ĆņłśņŚÉ ļö░ļźĖ ņ┤łņØīĒīī Ēö╝ļĪ£ĒŖ╣ņä▒
Ēö╝ļĪ£ĒīīĻ┤┤ļ×Ć ņØ╝ņĀĢņŗ£Ļ░äņØä ņŻ╝ĻĖ░ļĪ£ ļ░śļ│ĄĒĢśņżæņØä Ļ░ĆĒ¢łņØä ļĢī ĒĢŁļ│ĄĻ░ĢļÅäļ│┤ļŗż Ēø©ņö¼ ļé«ņØĆ ņØæļĀźņŚÉņä£ ĒīīĻ┤┤ļÉśļŖö ĒśäņāüņØä ļ¦ÉĒĢśļ®░ Ēö╝ļĪ£ĒĢ£ļÅäļ×Ć ņØ┤ļ¤¼ĒĢ£ Ēīīļŗ©ņØ┤ ņĀłļīĆ ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖö ņĢłņĀäĒĢ£ ņØæļĀźļ▓öņ£ä ņĢäļלļź╝ ļ£╗ĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ēö╝ļĪ£ĒĢ£ļÅäļŖö ņ▓Ā ĻĖłņåŹĻ│╝ ļ╣äņ▓ĀĻĖłņåŹņŚÉņä£ ļÜ£ļĀĘĒĢ£ ņ░©ņØ┤ļź╝ ļéśĒāĆļé┤ļŖöļŹ░, ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ▓Ā ĻĖłņåŹņŚÉņä£ļŖö ļ╣äņ▓ĀĻĖłņåŹļ│┤ļŗż ņ£ĀĒÜ©ĒĢ£ Ēö╝ļĪ£ĒĢ£ļÅäļź╝ ļéśĒāĆļé┤ļ®░, ņłśļ¬ģņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ 106Ōł╝107ņØś ļ░śļ│ĄĒĢśņżæ ļ▓öņ£äņŚÉņä£ Ļ▓░ņĀĢļÉśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż20).
ĻĘĖļ¤¼ļéś Bathias19)ļŖö ĻĖłņåŹņ×¼ļŻīņŚÉ ļ¼┤ĒĢ£ĒĢ£ ņłśļ¬ģņØś Ēö╝ļĪ£ĒĢ£ļÅäļŖö ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖļŖöļŗżĻ│Ā ņŻ╝ņןĒĢśņśĆļŗż. Ēö╝ļĪ£ņłśļ¬ģ Ļ▒░ļÅÖņØĆ Ēö╝ļĪ£ņŻ╝ĻĖ░ ņśüņŚŁņŚÉ ļö░ļØ╝ ņĀĆņŻ╝ĻĖ░Ēö╝ļĪ£(Low Cycle Fatigue, LCF, Nf=104Ōł╝105)ņÖĆ Ļ│ĀņŻ╝ĻĖ░Ēö╝ļĪ£(High Cycle Fatigue, HCF, Nf=106Ōł╝107)ļĪ£ ĻĄ¼ļČäļÉśļŖöļŹ░, ņĄ£ĻĘ╝ņŚÉļŖö ĻĘĖ ņśüņŚŁņØä ļäśņ¢┤ņä£ļŖö ņ┤łĻ│ĀņŻ╝ĻĖ░Ēö╝ļĪ£(Very High Cycle Fatigue, VHCF, Nf >107)ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż15). ļ¦ÄņØĆ ņŚ░ĻĄ¼ņ×ÉļōżņØś ņ┤łĻ│ĀņŻ╝ĻĖ░ņØś Ēö╝ļĪ£Ļ▒░ļÅÖņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļĪ£ļČĆĒä░ Ēö╝ļĪ£ĒīīĻ┤┤ņŚÉļŖö ļæÉ Ļ░Ćņ¦Ć ļīĆļ”ĮļÉśļŖö ļ®öņ╗żļŗłņ”śņØ┤ ņ׳ļŗżļŖö Ļ▓āņØ┤ ļ░ØĒśĆņ¦ĆĻ│Ā ņ׳ļŗż. ņ”ē ĒīīĻ┤┤ļŖö Ēæ£ļ®┤ Ļ▓░ĒĢ©ņ£╝ļĪ£ļČĆĒä░ ņŗ£ņ×æĒĢśļŖö Ļ▓āĻ│╝ ļé┤ļČĆ Ļ▓░ĒĢ©ņŚÉ ņØśĒĢ£ Ļ▓āņØ┤ļŗż. ņĀäņ×ÉļŖö HCF ņśüņŚŁņŚÉņä£ ĻĖ░ņŚ¼ĒĢśļ®░ ļČäļ¬ģĒĢ£ Ēö╝ļĪ£ĒĢ£ļÅäļź╝ ļéśĒāĆļéĖļŗż. ĒĢśņ¦Ćļ¦ī Ēøäņ×ÉļŖö ļé«ņØĆ ņØæļĀź ĻĘĖļ”¼Ļ│Ā ļ¦żņÜ░ ĻĖ┤ ņłśļ¬ģņŚÉņä£ņØś ĒīīĻ┤┤ļź╝ ņĢ╝ĻĖ░ĒĢ£ļŗż21).
ņØ┤ņŚÉ ļö░ļØ╝ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Fe/Al ņØ┤ņóģņĀæĒĢ®ļČĆņØś Ēö╝ļĪ£ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ┤ HCF ņśüņŚŁņØä ļäśņ¢┤ņä£ ĻĖ░Ļ│ĄĻ│╝ Ļ░ÖņØĆ ļé┤ļČĆ Ļ▓░ĒĢ©ņŚÉ ņØśĒĢ£ ņśüĒ¢źņØä ĒÖĢņØĖĒĢśĻ│Āņ×É ļ╣äĻĄÉņĀü ļé«ņØĆ ņØæļĀźņ¦äĒÅŁ ļ▓öņ£äņŚÉņä£ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. ĒĢśņ¦Ćļ¦ī Ēö╝ļĪ£ĒĢ£ļÅäļŖö ĒāĆ ņŚ░ĻĄ¼Ļ▓░Ļ│╝ņÖĆņØś Ēö╝ļĪ£ņłśļ¬ģņŚÉ ļīĆĒĢ£ ņāüļīĆņĀü ļ╣äĻĄÉļź╝ ņ£äĒĢśņŚ¼ ĒÄĖņØśņāü 106ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņØæļĀźņ£╝ļĪ£ ņĀĢņØśĒĢśņśĆļŗż.
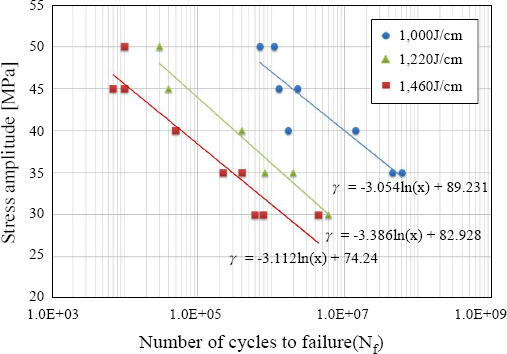
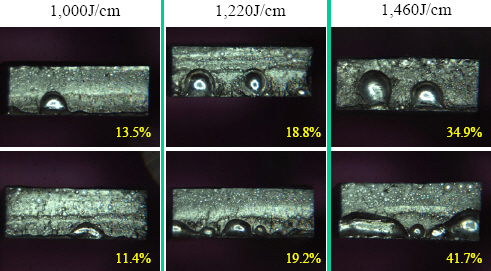
Fig. 6ņØĆ ņ×ģņŚ┤ļ¤ē ņ░©ņØ┤ņŚÉ ļö░ļźĖ S-N ņäĀļÅäļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. Ēö╝ļĪ£ņłśļ¬ģņØĆ ņ×ģņŚ┤ļ¤ēņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ Ļ░Ćņן ņĀüņØĆ 1,000 J/cm ņĪ░Ļ▒┤ņŚÉņä£ 106ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņØæļĀźņØ┤ 46.3 MPaļĪ£ Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļé¼ļŗż. 1,220 J/cm ļ░Å 1,460 J/cm ņĪ░Ļ▒┤ņŚÉņä£ļŖö Ļ░üĻ░ü 36.1 MPa, 31.2 MPaļĪ£ ņĄ£ļīĆņ×ģņŚ┤ ņĪ░Ļ▒┤Ļ│╝ ņĢĮ 18 % ņĀĢļÅäņØś ņ░©ņØ┤ļź╝ ļ│┤ņØĖļŗż. Ļ░üĻ░üņØś Ēö╝ļĪ£ņŗ£ĒŚś Ļ▓░Ļ│╝ļŖö ļ╣äĻĄÉņĀü Ēü░ ņé░Ēżļź╝ ļ│┤ņśĆņ¦Ćļ¦ī, ņØæļĀź ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ņłśļ¬ģ Ļ░Éņåī ļ╣ä, ņ”ē ĻĖ░ņÜĖĻĖ░ļŖö ļ¬©ļæÉ ņ£Āņé¼ĒĢ£ Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ļĀćĻ▓ī Ēö╝ļĪ£ņłśļ¬ģņØ┤ ņ░©ņØ┤ ļéśļŖö ņØ┤ņ£ĀļŖö ļŻ©ĒŖĖļČĆņŚÉ ļ░£ņāØĒĢ£ ĻĖ░Ļ│ĄņØś Ēü¼ĻĖ░ņŚÉ ĻĖ░ņØĖĒĢ£ļŗż. Fig. 7ņØĆ ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ Ēö╝ļĪ£ņŗ£ĒŚś Ēøä Ēīīļŗ©ļ®┤ ļ░Å ĻĖ░Ļ│ĄļźĀņØä ļ│┤ņŚ¼ņżĆļŗż. Ēīīļŗ©ļ®┤ņØś ĻĖ░Ļ│ĄļźĀņØä ņé┤ĒÄ┤ļ│┤ļ®┤ 1,000 J/cmņØś ņĀĆņ×ģņŚ┤ ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņĢĮ 12 % ņĀĢļÅäņØĖ ļ░śļ®┤ņŚÉ ņ×ģņŚ┤ņØ┤ 1,460 J/cmļĪ£ ņ”ØĻ░ĆĒĢśĻ▓ī ļÉśļ®┤ ĻĖ░Ļ│ĄļźĀņØ┤ ĒÅēĻĘĀ 38 % ņØ┤ņāü ņ”ØĻ░ĆĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ņ×ģņŚ┤ņØś ņ”ØĻ░ĆļŖö ĻĖ░ĒÖöļÉ£ ZnļĪ£ ņØĖĒĢ£ ĻĖ░Ļ│ĄņØś Ēü¼ĻĖ░ļź╝ ļ│┤ļŗż ņä▒ņןņŗ£ĒéżĻ│Ā ņØ┤Ļ▓āņØĆ ņĀłļīĆļŗ©ļ®┤ņĀüņØś Ļ░ÉņåīļĪ£ ņØ┤ņ¢┤ņĀĖ Ļ▓░ĻĄŁ Ēö╝ļĪ£Ļ░ĢļÅäņØś Ļ░Éņåīļź╝ Ļ░ĆņĀĖņśżĻ▓ī ļÉ£ļŗż.
Fe/Al ņØ┤ņóģņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ Ēö╝ļĪ£Ļ░ĢļÅä Ļ┤ĆļĀ© ņŚ░ĻĄ¼ļŖö ņĢäņ¦ü ļ│┤Ļ│ĀļÉ£ ņé¼ļĪĆĻ░Ć ņŚåņ£╝ļéś ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæļČĆņØś Ēö╝ļĪ£Ļ░ĢļÅäņÖĆ ĻĖ░Ļ│ĄņØś ņśüĒ¢źņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļŖö ņØ┤ņóģņĀæĒĢ®ļČĆņØś Ēö╝ļĪ£ĒŖ╣ņä▒ņØä ņØ┤ĒĢ┤ĒĢśļŖöļŹ░ ņČ®ļČäĒ׳ ņ░ĖĻ│ĀĒĢĀ ņłś ņ׳ļŗż. Cremer22)ļŖö Al6082 ņåīņ×¼ņŚÉ ļīĆĒĢ┤ GMA ļ¦×ļīĆĻĖ░ ņÜ®ņĀæ Ēøä ļ¬©ņ×¼, ņŚ┤ņśüĒ¢źļČĆ ļ░Å ņÜ®ņĀæļČĆ Ļ░üĻ░üņØś ņ┤łĻ│ĀņŻ╝ĻĖ░ Ēö╝ļĪ£ĒŖ╣ņä▒ņØä ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØä ĒåĄĒĢ┤ ņäżļ¬ģĒĢśņśĆļŗż. ĻĘĖļŖö ņäĖ ĻĄ░ļŹ░ ņśüņŚŁņŚÉ ļīĆĒĢ£ Ļ░üĻ░üņØś Ēö╝ļĪ£ņŗ£ĒŚś Ļ▓░Ļ│╝ņŚÉņä£ Ēö╝ļĪ£ņłśļ¬ģ ļČäĒżņŚÉ ļīĆĒĢ£ ņé░ĒżļÅäļŖö ņÜ®ņĀæļČĆņŚÉņä£ Ļ░Ćņן ņŗ¼ĒĢśļ®░ Ļ░ĢļÅäļÅä Ļ░Ćņן ļé«Ļ▓ī ļéśĒāĆļé¼ļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. ĒŖ╣Ē׳ ĻĘĖņØś ļģ╝ļ¼ĖņØĆ 106 ņØ┤ņāüņØś ņłśļ¬ģ ņśüņŚŁņŚÉņä£ ĻĘĀņŚ┤ ņŗ£ņ×æļČĆņ£ä ĻĘ╝ļ░®ņŚÉņä£ ļ¦ÄņØĆ ĻĖ░Ļ│ĄņØ┤ ļ░£Ļ▓¼ļÉ£ ņĀÉņØä ĻĘ╝Ļ▒░ļĪ£ Ēīīļŗ©ņØĆ ĒåĀņÜ░ļČĆ Ļ░üļÅäņÖĆ Ļ░ÖņØĆ ĒśĢņāüĒĢÖņĀü ņśüĒ¢źļ│┤ļŗżļŖö ļé┤ļČĆ ĻĖ░Ļ│ĄņŚÉ ņØśĒĢ£ Ēīīļŗ©Ļ▒░ļÅÖņØ┤ ļéśĒāĆļé£ļŗżĻ│Ā ņŻ╝ņןĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓ĮĒ¢źņØĆ ļ╣äļŗ© ņĢīļŻ©ļ»ĖļŖäņØś GMAņÜ®ņĀæņØ┤ ņĢäļŗī ĒāĆ ņÜ®ņĀæĻ│ĄņĀĢņŚÉņä£ļÅä ņ£Āņé¼ĒĢśĻ▓ī ļéśĒāĆļé£ļŗż. He23)ļŖö 8 mm ļæÉĻ╗śņØś Al6061 ņåīņ×¼ļź╝ ļ¦łņ░░ĻĄÉļ░śņÜ®ņĀæņØä ĒåĄĒĢ┤ ļ¦×ļīĆĻĖ░ ņÜ®ņĀæņØä ņŗżņŗ£ĒĢśĻ│Ā ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņ┤łĻ│ĀņŻ╝ĻĖ░ņśüņŚŁĻ╣īņ¦ĆņØś Ēö╝ļĪ£Ļ▒░ļÅÖņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ 106 ļ▓öņ£äĻ╣īņ¦ĆļŖö ņÖĖļČĆ ļģĖņ╣śņÖĆ Ļ░ÖņØĆ ņśüĒ¢źņŚÉ ņØśĒĢ┤ Ēīīļŗ©ļÉśņ¦Ćļ¦ī ĻĘĖ ņØ┤ņāüņØś ņśüņŚŁņŚÉņä£ļŖö ļé┤ļČĆ Mg2SiņÖĆ Ļ░ÖņØĆ Ļ░£ņ×¼ļ¼╝(Inclusion)ļĪ£ ņØĖĒĢ┤ ņŖ¼ļ”Įļ░┤ļō£(Persistent slip bands)Ļ░Ć ņØ╝ņ¢┤ļéśļ®░ ļé┤ļČĆļĪ£ļČĆĒä░ Ēīīļŗ©ņØ┤ ņŗ£ņ×æļÉ£ļŗżĻ│Ā ņŻ╝ņןĒĢśņśĆļŗż. ņāüĻĖ░ņÖĆ Ļ░ÖņØĆ Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ Fe/Al ņØ┤ņóģņĀæĒĢ®ļČĆņØś ļé«ņØĆ ņØæļĀźļ╣äņŚÉ ņØśĒĢ£ Ēīīļŗ©ņØĆ Ļ│äļ®┤ ņĀæĒĢ®ĻĖĖņØ┤ļéś ņĀæņäĀĻ░ü ļō▒ ĒśĢņāüĒĢÖņĀü ņØĖņ×Éļ│┤ļŗżļŖö ņĀæĒĢ®ļČĆņŚÉ ņ׳ļŖö ĻĖ░Ļ│ĄņŚÉ ņśüĒ¢źņØä ļ░øņ£╝ļ®░, ĒŖ╣Ē׳ ļŻ©ĒŖĖļČĆņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ĻĖ░Ļ│ĄņØś Ēü¼ĻĖ░Ļ░Ć ņĀłļīĆņĀüņØĖ ņśüĒ¢źņØä ļü╝ņ╣©ņØä ņČ®ļČäĒ׳ ņśłņāüĒĢĀ ņłś ņ׳ļŗż.
ļŗżņØīņ£╝ļĪ£ ņåīņ×¼ ņóģļźś ļ░Å Ļ░ŁņØś ņĪ┤ņ×¼ņŚÉ ļö░ļźĖ Ēö╝ļĪ£ņŗ£ĒŚś Ļ▓░Ļ│╝ļŖö Fig. 8ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņÜ░ņäĀ Ļ░ŁņØś ņ£Āļ¼┤ņŚÉ ļö░ļźĖ Ēö╝ļĪ£ņłśļ¬ģņØĆ Al5052 ļ░Å Al6061 ļ¬©ļæÉ ĒÖĢņŚ░Ē׳ ņ”ØĻ░ĆļÉ£ļŗż. Al 5052ņŚÉņä£ Ļ░ŁņØś ņ£Āļ¼┤ņŚÉ ļö░ļØ╝ 106ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņØæļĀźņØĆ 31.2 MPaņŚÉņä£ 41.8 MPaļĪ£ ņĢĮ 25% ņĀĢļÅä Ēö╝ļĪ£ņłśļ¬ģ Ē¢źņāüņØä ļéśĒāĆļāłļŖöļŹ░, ņØ┤ļŖö ļśÉĒĢ£ ĻĖ░Ļ│Ąņ£©ņØś ņ░©ņØ┤ņŚÉ ņØśĒĢ£ Ļ▓░Ļ│╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ļśÉĒĢ£ Al5052ļ│┤ļŗż Al6061ņØś Ēö╝ļĪ£Ļ░ĢļÅäĻ░Ć 5 % ņĀĢļÅä ļåÆĻ▓ī ļéśĒāĆļé¼ļŖöļŹ░ ņØ┤ļŖö ļÅÖņØ╝ĒĢ£ ņ×ģņŚ┤ ņĪ░Ļ▒┤ņŚÉņä£ ņåīņ×¼ Ļ│Āņ£ĀņØś ĒĢ®ĻĖł ņä▒ļČä(5ņ▓£Ļ│äņŚ┤:Al-Mg, 6ņ▓£Ļ│äņŚ┤:Al-Mg-Si)ņŚÉ ļö░ļźĖ ņÜ®ņ░®ĻĖłņåŹņØś Ļ▓ĮļÅä ņ░©ņØ┤(Al5052: 67 Hv, Al6061: 73 Hv)ņŚÉ ĻĖ░ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
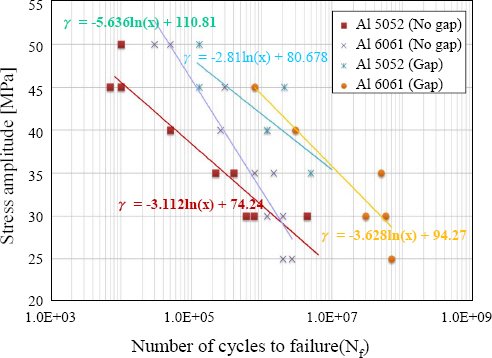
ņØ┤ņāüĻ│╝ Ļ░ÖņØ┤ ļ│Ė ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢ┤ Fe/AlņØś ņØ┤ņóģņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚś ņĪ░Ļ▒┤ņŚÉņä£ Al6061ņØś 106ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ēö╝ļĪ£ĒĢ£Ļ│ä ņØæļĀźņØĆ 45 MPa ņĀĢļÅäļĪ£ ļéśĒāĆļé¼ļŗż. 106 Ēö╝ļĪ£ĒĢ£Ļ│äņŚÉ Ļ┤ĆĒĢ£ ĒāĆ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤ A6082 ņåīņ×¼ņØś Ļ▓ĮņÜ░ GMA ļ¦×ļīĆĻĖ░ ņÜ®ņĀæņØĆ 50 MPa, TIGļŖö 60 MPa ņĀĢļÅäļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż24). ņØ┤ņóģņĀæĒĢ®ļČĆņÖĆ Ļ░ÖņØĆ Ļ▓╣ņ╣śĻĖ░ ĻĄ¼ņĪ░ņŚÉņä£ļŖö ņØ┤ļ│┤ļŗż ļé«ņØĆ ĒĢ£Ļ│äņØæļĀźņØ┤ ļéśĒāĆļé¼ļŖöļŹ░ 2 mm ļæÉĻ╗śņØś Al6082 ņåīņ×¼ņŚÉ ļīĆĒĢ£ ļĀłņØ┤ņĀĆ ļ░Å ļ¦łņ░░ĻĄÉļ░śņÜ®ņĀæļČĆņØś Ēö╝ļĪ£ņŗ£ĒŚś ņŗ£ Ļ░üĻ░üņØś ĒĢ£Ļ│äņØæļĀźņØĆ 25 MPa ļ░Å 18 MPaļĪ£ ļ¦×ļīĆĻĖ░ ņØ┤ņØīļČĆņŚÉ ļ╣äĒĢ┤ ļé«Ļ▓ī ļéśĒāĆļéśĻ│Ā ņ׳ļŗżļŖö ņŚ░ĻĄ¼25)Ļ▓░Ļ│╝ļÅä ņ׳ļŗż. ĒŖ╣Ē׳ ņØ┤ņóģņĀæĒĢ®ņŚÉ ļīĆĒĢ£ Ļ░Ćņן ĒśäņŗżņĀüņØĖ Ļ│ĄņĀĢņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŖö ļ¦łņ░░ĻĄÉļ░śņÜ®ņĀæ ņĪ░ņ░©ļÅä Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæļČĆņŚÉņä£ņØś Ēö╝ļĪ£ņØæļĀźņØ┤ Ļ░üĻ░ü 22 MPa26), 45MPa27) ļ░Å 50 MPa23)ņ£╝ļĪ£ ļéśĒāĆļé£ Ļ▓āņ£╝ļĪ£ ļ╣äĻĄÉĒĢ┤ ļ│╝ ļĢī ņĢäĒü¼ņŚ┤ņøÉņØä ņØ┤ņÜ®ĒĢ£ ņØ┤ņóģņĀæĒĢ®ļČĆņØś Ēö╝ļĪ£ĒŖ╣ņä▒ņØĆ ĻĖ░Ļ│ĄņŚÉ ļīĆĒĢ£ Ļ░ĢļĀźĒĢ£ ņ¢ĄņĀ£ļ░®ņĢłņØ┤ ļ¦łļĀ©ļÉĀ Ļ▓ĮņÜ░ ĒāĆ Ļ│ĄņĀĢĻ│╝ ļ╣äĻĄÉĒĢ┤ļÅä ņČ®ļČäĒĢ£ Ļ▓Įņ¤üļĀźņØ┤ ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3.2 Ēö╝ļĪ£Ļ▒░ļÅÖ Ļ┤Ćņ░░
Ļ│Āņ▓┤ņŚÉ ņØæļĀźņØ┤ ĻĖēĻ▓®ĒĢśĻ▓ī ņ×æņÜ®ĒĢśņŚ¼ ļ│ĆĒśĢņØ┤ ļ░£ņāØļÉśļŖö Ļ▓ĮņÜ░, ņØ┤ņŚÉ ļö░ļźĖ ņś©ļÅäļ│ĆĒÖöļÅä ļ╣äļĪĆĒĢśņŚ¼ ļéśĒāĆļé£ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ Ļ│Āņ▓┤ņŚÉ ņØĖņןņØæļĀźņØä ņ×æņÜ®ņŗ£Ēéżļ®┤ ņØæļĀź ļ│ĆļÅÖ(Mechanical energy)ņŚÉ ļ╣äļĪĆĒĢ£ ņś©ļÅä Ļ░ĢĒĢśĻ░Ć, ļ░śļīĆļĪ£ ņĢĢņČĢ ņØæļĀźņØä ņ×æņÜ®ņŗ£Ēéżļ®┤ ņś©ļÅäņāüņŖ╣ņØ┤ ļ░£ņāØĒĢśļŖö ĒśäņāüņØä ņŚ┤Ēāäņä▒ĒÜ©Ļ│╝(Thermoelastic effect)ļØ╝Ļ│Ā ĒĢ£ļŗż28). ņØ┤ļ¤¼ĒĢ£ ĒÜ©Ļ│╝ļŖö Ēāäņä▒ĻĄ¼Ļ░ä ļé┤ņŚÉņä£ ņØ╝ņ¢┤ļéśļ®░ ņŚ┤Ēāäņä▒ ļ░®ņĀĢņŗØņØĆ ļŗżņØī ņŗØ (8)Ļ│╝ Ļ░ÖņØ┤ ļéśĒāĆļé╝ ņłś ņ׳ļŗż29).
ņŚ¼ĻĖ░ņŚÉņä£, cļŖö ļ╣äņŚ┤, ŽüļŖö ļ░ĆļÅä, TļŖö ļ¼╝ņ▓┤ņØś ņś©ļÅäļ│ĆĒÖö, tļŖö ņŗ£Ļ░ä, EļŖö Ēāäņä▒Ļ│äņłś, vļŖö ĒżņĢäņåĪļ╣ä, ╬▒ļŖö ņŚ┤ĒīĮņ░ĮĻ│äņłś, TaļŖö ņŻ╝ļ│Ćņś©ļÅä ĻĘĖļ”¼Ļ│Ā ╬ĄņØĆ ņÖĖļĀźņŚÉ ņØśĒĢ£ ļ¼╝ņ▓┤ņØś ļ│ĆĒśĢņØä ņØśļ»ĖĒĢ£ļŗż. ņŗØ (8)ņŚÉņä£ ņŗżņĀ£ ņŗ£ĒŚśĒĢśļŖö ļÅÖņĢł ņŻ╝ļ│Ćņś©ļÅäĻ░Ć ņØ╝ņĀĢĒĢśĻ│Ā Ēāäņä▒ĻĄ¼Ļ░ä ļé┤ņŚÉņä£ ņØæļĀź-ļ│ĆĒśĢņ£©ņØś Ļ┤ĆĻ│äĻ░Ć ņäĀĒśĢņØä ņ£Āņ¦ĆĒĢ£ļŗżĻ│Ā Ļ░ĆņĀĢĒĢśļ®┤, ņäĀĒśĢļ»ĖļČäļ░®ņĀĢņŗØņ£╝ļĪ£ ņĘ©ĻĖēĒĢśņŚ¼ ņŗØ (8)ņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØ┤ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż.
ņŚ¼ĻĖ░ņŚÉņä£, ╬öTļŖö ļ¼╝ņ▓┤ņØś ņś©ļÅäļ│ĆĒÖö, Km (=╬▒/Žüc)ļŖö ņŚ┤Ēāäņä▒Ļ│äņłśļź╝ ļéśĒāĆļéĖļŗż. ņØ┤ņāüĻ│╝ Ļ░ÖņØĆ ņŗØņ£╝ļĪ£ļČĆĒä░ IR ņĀüņÖĖņäĀņ╣┤ļ®öļØ╝ļź╝ ņØ┤ņÜ®ĒĢ┤ ņś©ļÅä ļ│ĆĒÖö ļ░Å ļČäĒżļź╝ ņĖĪņĀĢĒĢ©ņ£╝ļĪ£ņä£ ņØæļĀźņØś ļ│ĆĒÖö ļ░Å ļČäĒżļź╝ ņśłņĖĪĒĢĀ ņłś ņ׳ļŗż. ņØ┤ņŚÉ ļīĆĒĢ┤ Choi30)ļŖö ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚś ņŗ£ ļ░£ņŚ┤ļ®öņ╗żļŗłņ”śņŚÉ ļīĆĒĢ┤ ļČäņäØĒĢ£ Ļ▓░Ļ│╝ Ēö╝ļĪ£ĻĘĀņŚ┤ņŚÉņä£ņØś ļ░£ņŚ┤ņØ┤ ļīĆļČĆļČä ļ¦łņ░░ĒÜ©Ļ│╝ņŚÉ ņØśņĪ┤ĒĢ£ļŗżļŖö ņé¼ņŗżņØä ļ░£Ēæ£ĒĢśņśĆļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņØ┤ļ¤¼ĒĢ£ ņøÉļ”¼ņŚÉ ņ░®ņĢłĒĢśņŚ¼ ņØ┤ņóģņĀæĒĢ®ļČĆņØś Ēö╝ļĪ£Ļ▒░ļÅÖ Ļ┤Ćņ░░ņØä ņ£äĒĢ┤ IR ņĀüņÖĖņäĀņ╣┤ļ®öļØ╝ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż.
Fig. 9ļŖö Ēö╝ļĪ£ņŻ╝ĻĖ░ņŚÉ ļö░ļźĖ ņś©ļÅä ļČäĒż ļ░Å ļ│ĆĒÖöņŚÉ ļīĆĒĢ┤ ņāüļČĆ ļ╣äļō£ ņ¬ĮņŚÉņä£ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņżĆļŗż. ņØ┤ļĢīņØś ņØæļĀźļ╣ä (╬öŽā/2)ļŖö 30 MPaņØ┤ņŚłņ£╝ļ®░, ņĄ£ņóģ 2.8E+06 ņ¦ĆņĀÉņŚÉņä£ Ļ│äļ®┤ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. Fig. 9ņŚÉ ļö░ļź┤ļ®┤ ņŗ£ĒŚś ņ┤łĻĖ░ ļŗ©Ļ│äņŚÉņä£ ņØæļĀźņ¦æņżæņŚÉ ļö░ļźĖ ņś©ļÅäļŖö ņÜ®ņĀæ ļ╣äļō£ ĻĘ╝ļ░®ņŚÉņä£ ņĄ£ļīĆĻ░Ć ļÉśļ®░, ņĢīļŻ©ļ»ĖļŖä ņ¬Įņ£╝ļĪ£ ņŚ┤ņØ┤ ņä£ņä£Ē׳ ĒŹ╝ņĀĖ ļéśĻ░äļŗż. ĻĘĖļ¤¼ļéś 7.3E+05 ņŻ╝ĻĖ░ļź╝ ļäśņ¢┤ņä£Ļ▓ī ļÉśļ®┤ ņĢīļŻ©ļ»ĖļŖä ļīĆļ╣ä ņŖżĒŗĖ ņ¬Įņ£╝ļĪ£ņØś ņś©ļÅäĻ░Ć ļŹöņÜ▒ ņāüņŖ╣ĒĢ£ ņāüĒā£ļĪ£ ņśżļל ņ£Āņ¦ĆļÉ£ļŗż. ņØ┤Ēøä ņĄ£ņóģņĀüņ£╝ļĪ£ Ēīīļŗ© ņ¦üņĀä ņÜ®ņĀæļ╣äļō£ ņżæņŗ¼ņŚÉņä£ ĻĄŁļČĆņĀü ļ░£ņŚ┤ņŚÉ ņØśĒĢ£ ļ░┤ļō£Ļ░Ć ņł£Ļ░äņĀüņ£╝ļĪ£ Ļ┤Ćņ░░ļÉśĻ│Ā ņØ┤ļé┤ Ļ│äļ®┤Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļ®░ ņØ┤ļĢī ņĄ£ļīĆ ņś©ļÅäļŖö 51.5 ┬░CļĪ£ ņĖĪņĀĢļÉśņŚłļŗż.
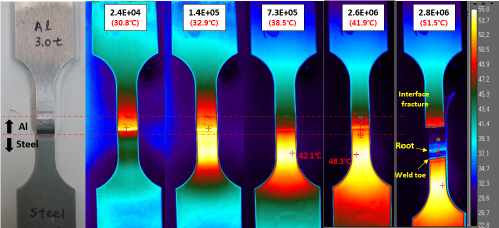
ņŚ¼ĻĖ░ņä£ ņś©ļÅäņØś ĒÖĢņé░ņØ┤ ņ┤łĻĖ░ ņĢīļŻ©ļ»ĖļŖä ņ¬ĮņŚÉņä£ ņŖżĒŗĖ ņ¬Įņ£╝ļĪ£ ļ│ĆĒÖöļÉ£ ņØ┤ņ£ĀļŖö ņåīņ×¼ņØś ļ╣äņŚ┤Ļ│╝ ņŚ┤ņĀäļŗ¼Ļ│äņłś ņ░©ņØ┤ņŚÉ ņØśĒĢ£ Ļ▓āņØ┤ļŗż. ņ┤łĻĖ░ ĻĄÉļ▓łņØæļĀź(Alternating stress)ņŚÉ ņØśĒĢ┤ ņśżļ▓äļ×®(Overlap)ļÉśņ¢┤ ņ׳ļŹś ņŖżĒŗĖĻ│╝ ņĢīļŻ©ļ»ĖļŖäņØś ņĀæņ┤ēļ®┤ņØĆ ļ¦łņ░░ņŚÉ ņØśĒĢ┤ ņŚ┤ņØ┤ ļ░£ņāØĒĢśņ¦Ćļ¦ī ņĢīļŻ©ļ»ĖļŖä Ēæ£ļ®┤ņŚÉņä£ņØś ņŚ┤ ļ░®ņČ£ņØ┤ ĻĖēĻ▓®Ē׳ ņØ┤ļŻ©ņ¢┤ņ¦ÉņŚÉ ļö░ļØ╝ Ļ▓░ĻĄŁ ņŖżĒŗĖņØś ņ×ĀņŚ┤ļ│┤ļŗż ļé«ņĢäņ¦Éņ£╝ļĪ£ņä£ ņĄ£ļīĆ ņś©ļÅäĻĄ¼Ļ░äņØĆ ļ│ĆĒĢśĻ▓ī ļÉ£ļŗż. ļśÉĒĢ£ Ēīīļŗ© ņ¦üņĀä ņÜ®ņĀæļČĆ ĻĘ╝ļ░®ņŚÉņä£ ĻĄŁļČĆņĀü ņś©ļÅä ņāüņŖ╣ņŚÉ ļö░ļźĖ ļ░┤ļō£Ļ░Ć ļ░£Ļ▓¼ļÉśņŚłļŖöļŹ░, ņØ┤ļŖö ņł£Ļ░äņĀü ņØæļĀź ņ¦æņżæņ£╝ļĪ£ ņØĖĒĢ┤ ļ░£ņāØļÉ£ Ļ▓āņØ┤ļ®░ ņØ┤ļ¤¼ĒĢ£ ĒśäņāüņØĆ Fig. 10ņ£╝ļĪ£ ņäżļ¬ģĒĢĀ ņłś ņ׳ļŗż.
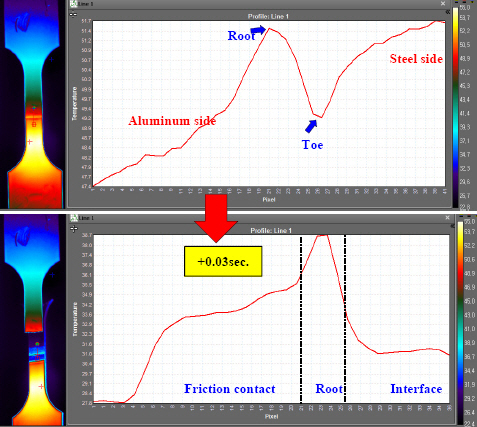
Fig. 10ņØĆ Ēīīļŗ© ņ¦üņĀäĻ│╝ Ēīīļŗ© 0.03 sec. ņØ┤ĒøäņØś ņÜ®ņĀæļČĆ ĻĘ╝ļ░®ņŚÉņä£ņØś ņś©ļÅä ĒöäļĪ£ĒīīņØ╝ņØä Ļ░üĻ░ü ņĖĪņĀĢĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ņś©ļÅä ĒöäļĪ£ĒīīņØ╝ Ļ┤Ćņ░░ Ļ▓░Ļ│╝ ĻĄŁļČĆņĀü ņś©ļÅäņāüņŖ╣ņØĆ ņĀĢĒÖĢĒ׳ ļŻ©ĒŖĖļČĆņŚÉņä£ ļ░£ņāØļÉśņŚłņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ņé¼ņŗżļĪ£ļČĆĒä░ Ēö╝ļĪ£ĻĘĀņŚ┤ņØś Ļ░£ņŗ£ņĀÉņØĆ Fig. 7Ļ│╝ Ļ░ÖņØ┤ ļŻ©ĒŖĖļČĆņŚÉ ņĪ┤ņ×¼ĒĢśļŖö Ēü░ ĻĖ░Ļ│Ąņ×äņØä ņ×ģņ”ØĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ Fig. 10ņØś Ēīīļŗ© ņ¦üĒøä ņł£Ļ░äņŚÉņä£ ņś©ļÅä ĒöäļĪ£ĒīīņØ╝ņØä ļ│┤ļ®┤ Ļ│äļ®┤ņĀæĒĢ®ļČĆļŖö Ēü¼Ļ▓ī ļ░£ņŚ┤ļ░śņØæņØ┤ ņØ╝ņ¢┤ļéśņ¦Ć ņĢŖņĢśņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖöļŹ░ ņØ┤ļŖö ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ļĪ£ ĻĄ¼ņä▒ļÉ£ ņĀæĒĢ®Ļ│äļ®┤ ļé┤ņŚÉņä£ņØś ĻĘĀņŚ┤ ņä▒ņן ļ░Å Ēīīļŗ©ņØĆ ņĀÉņ¦äņĀüņØĖ ĻĘĀņŚ┤ņØś ņĀäĒīīĻ│╝ņĀĢ ņŚåņØ┤ ņł£ņŗØĻ░äņŚÉ ļ░£ņāØļÉ©ņØä ņØśļ»ĖĒĢ£ļŗż.
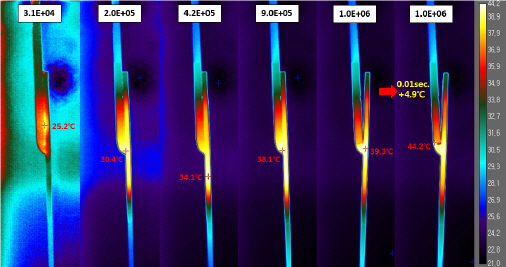
ņĄ£ļīĆ ļ░£ņŚ┤ņ¦ĆņĀÉ(ļ¦łņ░░ņ¦ĆņĀÉ)ņØś ļ│ĆĒÖöļŖö Fig. 11Ļ│╝ Ļ░ÖņØ┤ ņĖĪļ®┤ Ļ┤Ćņ░░ Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ ļ│┤ļŗż ņēĮĻ▓ī ņäżļ¬ģĒĢĀ ņłś ņ׳ļŗż. ņ┤łĻĖ░ ļ░£ņŚ┤ņØĆ ņĢ×ņä£ Ļ┤Ćņ░░ļÉ£ Ļ▓░Ļ│╝ņÖĆ Ļ░ÖņØ┤ ĒåĀņÜ░ļČĆ ļÆżņ¬ĮņŚÉņä£ ņŗ£ņ×æļÉśļ®░ ņĀÉņ░©ņĀüņ£╝ļĪ£ FeņÖĆ AlĻ░ä ņŚ┤ņĀäļŗ¼Ļ│äņłś ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤ ņÜ®ņĀæļČĆļź╝ Ļ▒░ņ│É ņŖżĒŗĖ ņ¬Įņ£╝ļĪ£ ļ░£ņŚ┤ ņ¦ĆņĀÉņØ┤ ņØ┤ļÅÖĒĢ£ļŗż. ĻĘĖļ¤¼ļéś ĻĘĀņŚ┤ņØś ļ░£ņāØ ļ░Å ņØ┤ļĪ£ ņØĖĒĢ£ ņ£ĀĒÜ© ņ▓┤ņĀü(Effective volume)ņØ┤ ņ×æņĢäņ¦ÉņŚÉ ļö░ļØ╝ Ēāäņä▒Ļ│Ąņ¦äņØś ņØæļĀźņ¦æņżæņŚÉ ļö░ļØ╝ ļ░£ņŚ┤ņØ┤ ņ”ØļīĆļÉśĻ│Ā ņĄ£ņóģņĀüņ£╝ļĪ£ļŖö ļŻ©ĒŖĖļČĆņŚÉņä£ ņłśņ¦üļ░®Ē¢źņ£╝ļĪ£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. Ēīīļŗ© ļ░£ņāØ ņ¦üņĀä ļ░Å ņ¦üĒøäņØś 0.01 sec. ņé¼ņØ┤ņŚÉ 4.9 ┬░CņØś ļ╣äĻĄÉņĀü Ēü░ ņś©ļÅäņāüņŖ╣ņØ┤ ļéśĒāĆļé¼ļŖöļŹ░, ņØ┤ļŖö ņŚ┤ĒÖöņāüņ╣┤ļ®öļØ╝ņØś ņ┤¼ņśü ņåŹļÅäĻ░Ć ņ┤łļŗ╣ 100 ĒöäļĀłņ×äņ£╝ļĪ£ņä£ ĒĢ£ ĒöäļĀłņ×ä ļŗ╣ 20 HzņØś ĻĄÉļ▓łņØæļĀźņØ┤ ņČöĻ░ĆņĀüņ£╝ļĪ£ ņ×æņÜ®ļÉ£ Ļ▓░Ļ│╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
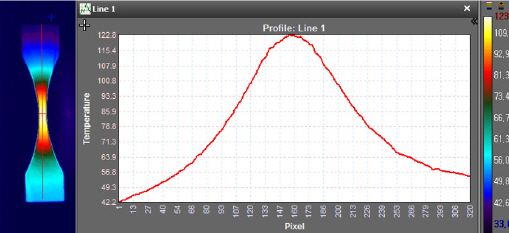
ņČöĻ░ĆņĀüņ£╝ļĪ£ ņŖżĒŗĖĻ│╝ ņØ┤ņóģņĀæĒĢ®ļČĆ Ļ░äņØś ļ░£ņŚ┤ ĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ ņŖżĒŗĖņŚÉ ļīĆĒĢ£ Ļ┤Ćņ░░ņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņŖżĒŗĖņØĆ 1 mm ļæÉĻ╗śņØś ĒĢ½ņŖżĒģ£ĒĢæ Ļ░ĢĒīÉņ£╝ļĪ£ ņØĖņןĻ░ĢļÅä 1.5 GPa ļ░Å ņĢĮ 6 %ņØś ņŚ░ņŗĀņ£©ņØä ļéśĒāĆļéĖļŗż. ļŗ©ņØ╝ņ×¼ļŻīļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ä ĒĢ½ņŖżĒģ£ĒĢæ ņŗ£ĒŚśĒÄĖņØś Ļ▓ĮņÜ░ Fig. 12ņÖĆ Ļ░ÖņØ┤ ņŗ£ļŻīņØś ņżæņĢÖļČĆņŚÉ ļ░£ņŚ┤ņØ┤ ņĄ£ļīĆļĪ£ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░, ņś©ļÅä ĒöäļĪ£ĒīīņØ╝ņØĆ ļ¦łņ╣ś Fig. 1ņØś ļ│ĆĒśĢļźĀ(Strain) Ļ│ĪņäĀĻ│╝ Ļ░ÖņØ┤ ļéśĒāĆļéś ņŚ┤ĒÖöņāüņ╣┤ļ®öļØ╝ļź╝ ĒåĄĒĢ£ ņś©ļÅä ĒöäļĪ£ĒīīņØ╝ ņĖĪņĀĢ Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśĒÄĖņŚÉ ļīĆĒĢ£ ņäżĻ│äĻ▓Ćņ”ØņØ┤ ņČ®ļČäĒ׳ Ļ░ĆļŖźĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ Fig. 13ņŚÉļŖö ĒĢ½ņŖżĒģ£ĒĢæ Ļ░ĢĻ│╝ ņØ┤ņóģņĀæĒĢ® ņŗ£ĒÄĖņØś Ēö╝ļĪ£ņŗ£ĒŚś ņŗ£ ļéśĒāĆļéśļŖö ļ░£ņŚ┤ Ļ▒░ļÅÖņŚÉ ļīĆĒĢ┤ ļ╣äĻĄÉĒĢśņśĆļŗż. ņÜ░ņäĀ ņØ┤ņóģņĀæĒĢ®ļČĆļŖö ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ ļ│ĖņŚ░ņØś ļ░£ņŚ┤ ĒŖ╣ņä▒ņŚÉ ĻĖ░ņØĖĒĢ£ļŗż. ņ”ē ņś©ļÅäņāüņŖ╣ ņŗ£ņ×æĻ│╝ ņĄ£Ļ│Āņś©ļÅäĻ╣īņ¦ĆņØś ņś©ļÅäļČäĒżļź╝ ļ│┤ļ®┤ ņŖżĒŗĖĻ│╝ļŖö ļŗżļź┤Ļ▓ī ņĀÉņ¦äņĀüņØĖ ņś©ļÅä ņāüņŖ╣ņØś ņ░©ņØ┤ņĀÉņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ļæÉ ņ×¼ļŻīņØś Ļ▓░ņĀĢ ļ░Å ļ»ĖņäĖĻĄ¼ņĪ░ņÖĆ ņŚ┤ņĀüĒŖ╣ņä▒ņØĖ ļ╣äņŚ┤Ļ│╝ ņŚ┤ņĀäļÅäļÅä ĻĘĖļ”¼Ļ│Ā Ēö╝ļĪ£Ļ│╝ņĀĢņ£╝ļĪ£ ņäżļ¬ģĒĢĀ ņłś ņ׳ļŗż.
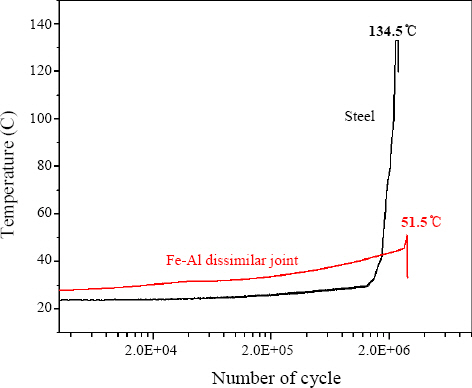
ņÜ░ņäĀ ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖłņØĆ FCC Ļ▓░ņĀĢĻĄ¼ņĪ░ņØ┤Ļ│Ā, ņĪ░ļīĆĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØ┤ļ®┤ņä£ ļé«ņØĆ ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ćļź╝ Ļ░¢ļŖö ņ×¼ļŻīņØ┤ļŗż. ņØ┤ņŚÉ ļ░śĒĢ┤ ĒĢ½ņŖżĒģ£ĒĢæ Ļ░ĢņØĆ BCC Ļ▓░ņĀĢĻĄ¼ņĪ░ņØ┤ļ®░, ņ╣śļ░ĆĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņ£╝ļĪ£ ļåÆņØĆ ņĀüņĖĄĻ▓░ĒĢ©ņŚÉļäłņ¦Ćļź╝ Ļ░¢ļŖöļŗż. ļśÉĒĢ£ ņĢīļŻ©ļ»ĖļŖäņØĆ ļ╣äņŚ┤Ļ│╝ ņŚ┤ņĀäļŗ¼Ļ│äņłśĻ░Ć ņŖżĒŗĖņŚÉ ļ╣äĒĢ┤ 2ļ░░ ņØ┤ņāü ļåÆļŗż. ļ╣äņŚ┤ņØĆ ļŗ©ņ£ä ņ¦łļ¤ēņØś ņ×¼ļŻī ņś©ļÅäļź╝ 1 ┬░C ņś¼ļ”¼ļŖö ļŹ░ ĒĢäņÜöĒĢ£ ņŚÉļäłņ¦ĆļĪ£ ņŗ£ĒÄĖņØś ņś©ļÅäņ”ØĻ░ĆļŖö ļīĆņāü ņ×¼ļŻīņØś ļ╣äņŚ┤Ļ│╝ Ļ░ĆĒĢ┤ņ¦ä ņØ╝ņØś ĒĢ©ņłśņØ┤ļ»ĆļĪ£ ļ╣äņŚ┤ņØ┤ ņ×æņØäņłśļĪØ ņś©ļÅäĻ░Ć ļåÆņĢäņ¦äļŗż. ņØ┤ļ¤¼ĒĢ£ ņé¼ņŗżņØä Ēö╝ļĪ£Ļ│╝ņĀĢĻ│╝ ņŚ░Ļ│äĒĢśņŚ¼ ĒīÉļŗ©ĒĢ┤ļ│┤ļ®┤ ņĢīļŻ©ļ»ĖļŖäņØĆ ņŚ░ņä▒ ņ×¼ļŻīļĪ£ņä£ ĻĘĀņŚ┤ņØś ņĀäĒīīņłśļ¬ģ ļÅÖņĢł ņś©ļÅä ņāüņŖ╣ ļČäĒżļź╝ ļ¬ģĒÖĢĒ׳ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖö ļ░śļ®┤ņŚÉ ĒĢ½ņŖżĒģ£ĒĢæ Ļ░ĢņØś Ļ▓ĮņÜ░ļŖö ĻĘĀņŚ┤ņØś ņŗ£ņ×æĻ│╝ ĒĢ©Ļ╗ś ņ£ĀĒÜ© ņ▓┤ņĀüņØ┤ Ļ░ÉņåīļÉśņ¢┤ ĻĖēĻ▓®ĒĢ£ Ēīīļŗ©ņØ┤ ņØ╝ņ¢┤ļé¼ņØīņØä ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż.
3.3 Ēö╝ļĪ£Ēīīļ®┤ Ļ┤Ćņ░░
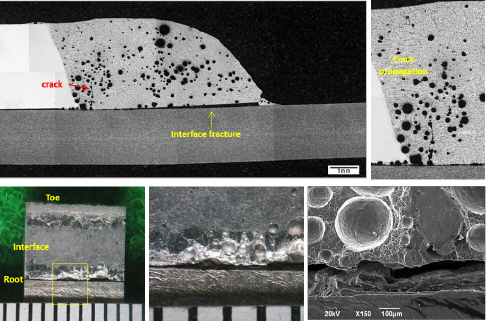
ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØ┤ ņÖäļŻīļÉ£ ņŗ£ĒŚśĒÄĖ ņżæ ņÜ®ņ░®ĻĖłņåŹ Ēīīļŗ©Ļ│╝ Ļ│äļ®┤Ēīīļŗ©ņØä ļīĆĒæ£ĒĢĀ ņłś ņ׳ļŖö ņŗ£ļŻīļź╝ Ļ░üĻ░ü ņäĀĒāØĒĢśņŚ¼ Ēīīļ®┤ Ļ┤Ćņ░░ņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņØ┤ ņżæ ņÜ░ņäĀ ņÜ®ņ░®ĻĖłņåŹņŚÉņä£ Ēö╝ļĪ£Ēīīļŗ©ņØ┤ ņØ╝ņ¢┤ļé£ ņŗ£ĒÄĖņØś ļŗ©ļ®┤ ļ░Å Ēīīļŗ©ļ®┤ņØĆ Fig. 14ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņÜ░ņäĀ ņĖĪļ®┤ņŚÉņä£ ĻĘĀņŚ┤ņØś ņ¦äņĀä ĒśĢņāüņØä ļ│┤ļ®┤, ĻĘĀņŚ┤ņØĆ ĒåĀņÜ░ļČĆņØś ĻĖ░Ļ│ĄņŚÉņä£ļČĆĒä░ ņŗ£ņ×æļÉśĻ│Ā ņØĖņןĒĢśņżæņØś ņłśņ¦üļ░®Ē¢źņ£╝ļĪ£ ĻĘĀņŚ┤ņØ┤ ņ¦äņĀäļÉśņ¢┤ ņĄ£ņóģ Ēīīļŗ©ņŚÉ ņØ┤ļź┤Ļ▓ī ļÉśņ¢┤ ņØĖņןņŗ£ĒÄĖĻ│╝ņØś ļ│äļŗżļźĖ ņ░©ņØ┤ņĀÉņØä ļ░£Ļ▓¼ĒĢĀ ņłś ņŚåņŚłļŗż.

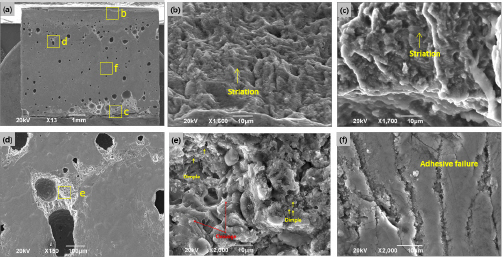
ĒĢśņ¦Ćļ¦ī Ēīīļŗ©ļ®┤ņØś Ļ▒░ņŗ£ņĪ░ņ¦ü ļ░Å SEM Ļ┤Ćņ░░ Ļ▓░Ļ│╝ļŖö ņØ╝ļ░śņĀüņØĖ Ēö╝ļĪ£ņŗ£ĒÄĖņØś ĒīīĻ┤┤ ĒśĢĒā£ļź╝ ļéśĒāĆļé┤ņŚłļŗż. ņÜ░ņäĀ Fig. 14ņØś (a), (b)ļŖö Ēīīļŗ©ļ®┤ņØś Ļ▒░ņŗ£ņĪ░ņ¦üņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ļŖöļŹ░, Ēö╝ļĪ£ĒīīĻ┤┤ņÖĆ ņØæļĀźĒīīĻ┤┤ņŚÉ ļīĆĒĢ£ Ļ▓ĮĻ│äĻ░Ć ļÜ£ļĀĘĒĢśĻ▓ī ļéśĒāĆļé£ļŗż. Ļ▓ĮĻ│äļ®┤ ņĢäļל ļČĆļČäņØĆ ņŻ╝ĻĖ░ņĀüņØĖ ĻĄÉļ▓łņØæļĀźņŚÉ ņØśĒĢ£ ņżäļ¼┤ļŖ¼(Striation)Ļ░Ć ļ¬ģĒÖĢĒĢśĻ▓ī Ļ┤Ćņ░░ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ņżäļ¼┤ļŖ¼ļŖö ļČĆĒĢśņØś ļ░śļ│ĄņŚÉ ļö░ļØ╝ ĻĘĀņŚ┤ ņäĀļŗ©ņØś ļæöĒÖö ļ░Å ļéĀņ╣┤ļĪ£ņøĆņØ┤ ļ░śļ│ĄļÉśļŖö Ēö╝ļĪ£ĻĘĀņŚ┤ ņ¦äņĀä Ļ│╝ņĀĢņŚÉ ļīĆĒĢ£ ĒØöņĀüņØ┤ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ Ēö╝ļĪ£ņŚÉ ņØśĒĢ┤ ĒśĢņä▒ļÉ£ ņżäļ¼┤ļŖ¼ņØś Ļ░äĻ▓®ņØĆ ņøÉņ╣ÖņĀüņ£╝ļĪ£ 1ĒÜī ĒĢśņżæņŚÉ ņØśĒĢ┤ ļ░śļ│ĄļÉ£ ĻĘĀņŚ┤ņØś ņ¦äņĀäļ¤ēņŚÉ ļīĆņØæĒĢśļ®░, ņżäļ¼┤ļŖ¼ ļ¬©ņ¢æņØś ņ¦üĻ░üļ░®Ē¢źņ£╝ļĪ£ ĻĘĀņŚ┤ņØĆ ņ¦äņĀäĒĢśĻ▓ī ļÉ£ļŗż. ĒĢ£ĒÄĖ Ļ▓ĮĻ│äņäĀņØś ņ£ŚļČĆļČäņØĆ ņØæļĀźĒīīĻ┤┤ņØś ņ”ØĻ▒░ņØĖ ļöżĒöīņØ┤ ļ░£Ļ▓¼ļÉśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ┤Ćņ░░Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ Ēö╝ļĪ£ĒīīĻ┤┤ņØś ĻĘĀņŚ┤ņØĆ ļŻ©ĒŖĖļČĆņŚÉ ņāØņä▒ļÉśņ¢┤ ņĀÉņĀÉ ņ¦äņĀäļÉśņ¢┤Ļ░Ćļ®░, ņ£ĀĒÜ©ņ▓┤ņĀüņØś Ļ░ÉņåīļĪ£ ņØĖĒĢ┤ Ēāäņä▒Ļ│Ąņ¦äņŚÉ ņØśĒĢ£ ņØæļĀźņ¦æņżæņØ┤ ļ│┤ļŗż ņ”ØĻ░ĆļÉśņ¢┤ ņĄ£ņóģņĀüņ£╝ļĪ£ ņØæļĀź ĒīīĻ┤┤ņŚÉ ņØ┤ļź┤Ļ▓ī ļÉ£ Ļ▓āņ£╝ļĪ£ ņĀäĒśĢņĀüņØĖ Ēö╝ļĪ£ĒīīĻ┤┤ ņ¢æņāüņØä ļéśĒāĆļéĖļŗż.
ļ░śļ®┤ Ļ│äļ®┤ļČäļ”¼ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢ£ Ļ▓ĮņÜ░ļŖö ņØ┤ļ│┤ļŗż ļ│Ąņ×ĪĒĢ£ ĒśäņāüņØ┤ ļéśĒāĆļé£ļŗż. Fig. 15 ļ░Å 16ņØĆ Ēö╝ļĪ£ĒĢśņżæņŚÉ ņØśĒĢ£ Ļ│äļ®┤Ēīīļŗ© ĒśĢņāüņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż. ņÜ░ņäĀ Fig. 15ņŚÉņä£ Ļ│äļ®┤ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢ£ ņĀæĒĢ®ļČĆ ļŗ©ļ®┤ņé¼ņ¦äņØä ļ│┤ļ®┤, ņÜ®ņ░®ĻĖłņåŹ ļé┤ņŚÉņä£ļÅä ĻĘĀņŚ┤ņØś ņ¦äņĀäņØ┤ ņØ╝ļČĆ ņ¦äĒ¢ēļÉśņŚłņØīņØä ļ│╝ ņłś ņ׳ļŗż. ņÜ®ņ░®ĻĖłņåŹ ļé┤ļĪ£ ņĀäĒīīļÉśļŖö ĻĘĀņŚ┤ņØĆ ļŗ½Ē×ī ĻĘĀņŚ┤(Tip-closed crack)ĒśĢĒā£ļĪ£ ļéśĒāĆļéśļŖöļŹ░ ņØ┤ļŖö ĒĢŁļ│ĄņØæļĀź ļīĆļ╣ä ļ¦żņÜ░ ļé«ņØĆ ņØæļĀźļ╣äņØś ĻĄÉļ▓łņØæļĀźņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢ£ ļ»ĖņäĖĻĘĀņŚ┤(Microcrack)ņØś ņĀäĒīīņŚÉ ņØśĒĢ£ Ļ▓āņ£╝ļĪ£ ņØĖņןņŗ£ĒŚśņŚÉ ņØśĒĢ£ ņŚ┤ļ”░ ĻĘĀņŚ┤ĒśĢĒā£ņÖĆ ņāüļ░śļÉ£ļŗż.
Ļ│äļ®┤ ļČäļ”¼ļÉ£ ņŗ£ĒÄĖņØś Ļ┤Ćņ░░ņØä ņ£äĒĢ┤ Fig. 15ņÖĆ Ļ░ÖņØ┤ ņĢīļŻ©ļ»ĖļŖä ņÜ®ņ░®ĻĖłņåŹļČĆļź╝ ņ▒äņĘ©ĒĢśņśĆļŗż. ņ▒äņĘ©ļÉ£ ņŗ£ļŻīņØś ļŻ©ĒŖĖļČĆņŚÉļŖö ņ¦æņżæļÉ£ ĻĖ░Ļ│ĄĻ│╝ ĒĢ©Ļ╗ś ļ»ĖņÜ®ņ£Ą ņĀæĒĢ®ļČĆĻ░Ć ļ░£Ļ▓¼ļÉśļ®░ ĻĘĖ ĒśĢņāüņØĆ ļ¦łņ╣ś ĒśæĻ│Ī(Canyon)Ļ│╝ Ļ░ÖņØĆ ĒśĢĒā£ļĪ£ ļÉśņ¢┤ņ׳ļŗż. Fig. 16ņØĆ ņ▒äņĘ©ļÉ£ ņāśĒöīņŚÉ ļīĆĒĢ£ SEM Ļ▒░ņŗ£ņĪ░ņ¦ü ļ░Å Ēīīļ®┤Ļ┤Ćņ░░ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņżĆļŗż. ņŚ¼ĻĖ░ņä£ļŖö Ēö╝ļĪ£ņØś ņ”ØĻ▒░ņØĖ ņżäļ¼┤ļŖ¼Ļ░Ć ĒåĀņÜ░ļČĆ ļ░Å ļŻ©ĒŖĖļČĆņŚÉņä£ ļÅÖņŗ£ņŚÉ ļ░£Ļ▓¼ļÉ£ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ļ│Ė Ēīīļŗ©ļ®┤ņØä ĒåĄĒĢ┤ Ēö╝ļĪ£ ĻĘĀņŚ┤ņØś ņŗ£ņ×æņĀÉņØ┤ ņ¢┤ļööņØĖņ¦ĆļŖö ņĀĢĒÖĢĒ׳ ĒīÉļŗ©ĒĢĀ ņłś ņŚåņ¦Ćļ¦ī, ņĢ×ņäĀ 3.2ņĀłņØś Ēö╝ļĪ£Ļ▒░ļÅÖ Ļ┤Ćņ░░ Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ļŻ©ĒŖĖļČĆņŚÉņä£ ļ│┤ļŗż Ēü░ ņØæļĀźņ¦æņżæņØ┤ ļ░£ņāØļÉ£ Ļ▓āņ£╝ļĪ£ ņČöņĀĢļÉ£ļŗż.
ĒĢ£ĒÄĖ ļŻ©ĒŖĖļČĆņÖĆ ĒåĀņÜ░ļČĆ ņé¼ņØ┤ņØś Ļ│äļ®┤ļČĆļŖö ĻĖłņåŹ Ēīīļŗ©ļ®┤ņØ┤ Ļ░¢ļŖö ņØ╝ļ░śņĀüņØĖ ĒŖ╣ņĀĢņØ┤ ļéśĒāĆļéśņ¦Ć ņĢŖļŖöļŗż. Ēīīļŗ©ļ®┤ņØĆ ļīĆļČĆļČäņØś ņśüņŚŁņŚÉņä£ ņĀæņ░®Ļ│äļ®┤ĒīīĻ┤┤(Adhesive failure)ņØś ņ¢æņāüņØä ļéśĒāĆļé┤ļ®░, ņØ╝ļČĆ ĻĖ░Ļ│Ą ĻĘ╝ļ░®ņŚÉņä£ Ēś╝ĒĢ®ĒīīĻ┤┤(Mixed failure) ĒśĢĒā£ļź╝ ļ│┤ņØĖļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ Ļ│äļ®┤ĒīīĻ┤┤ļŖö Ļ│äļ®┤ ļé┤ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØś Ļ▓░ĒĢ®ļĀźļ│┤ļŗż ņĀ¢ņØī(Wetting)ņŚÉ ņØśĒĢ£ Ļ│äļ®┤ Ļ▓░ĒĢ®ļĀźņØ┤ ļ│┤ļŗż ļé«ĻĖ░ ļĢīļ¼ĖņŚÉ ļ░£ņāØĒĢ£ļŗż. ĻĖ░Ļ│Ą ĻĘ╝ļ░®ņŚÉņä£ ļ░£Ļ▓¼ļÉ£ ņØ╝ļČĆ Ēś╝ĒĢ®ĒīīĻ┤┤ ņśüņŚŁņØś Ēīīļŗ©ļ®┤ņØĆ ņØ╝ļČĆ ņśüņŚŁņŚÉņä£ ļöżĒöīņØ┤ Ļ┤Ćņ░░ļÉśņ¦Ćļ¦ī ņĀäņ▓┤ņĀüņ£╝ļĪ£ ļ▓ĮĻ░£(Cleavage)ļ®┤ņØ┤ ļ¦ÄņØ┤ ļ░£ņāØĒĢ£ ņĘ©ņä▒Ēīīļŗ© ĒśĢņāüņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż.
ņØ┤ņāüĻ│╝ Ļ░ÖņØĆ Ļ┤Ćņ░░Ļ▓░Ļ│╝ļĪ£ņä£ Ēö╝ļĪ£ņŗ£ĒŚś ņŗ£ Ļ│äļ®┤Ēīīļŗ©ņØĆ ĻĘĀņŚ┤ņØś ņ¦äņĀäĻ│╝ņĀĢņØ┤ Ļ▒░ņØś ņŚåņØ┤ ņØ╝ļŗ© ĻĘĀņŚ┤ Ļ░£ņŗ£ņÖĆ ĒĢ©Ļ╗ś ņł£ņŗØĻ░äņŚÉ Ēīīļŗ©ņŚÉ ļÅäļŗ¼ĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļŻ©ĒŖĖļČĆņŚÉ ĻĘĀņŚ┤ņØ┤ ļŗżņłś ņĪ┤ņ×¼ĒĢśļŖö ņŗ£ĒÄĖ(Ļ░ŁņØ┤ ņŚåļŖö ņŗ£ĒÄĖ)ņŚÉņä£ļŖö Ēīīļŗ©ņØ┤ ņÜ®ņ░®ĻĖłņåŹ ļśÉļŖö Ļ│äļ®┤ Ēīīļŗ©ņØ┤ ļ×£ļŹżĒĢśĻ▓ī ļéśĒāĆļéśņ¦Ćļ¦ī, ņØĖņ£äņĀüņØĖ Ļ░ŁņØä ņØĖĻ░ĆĒĢ£ Ēøä ņÜ®ņĀæĒĢĀ Ļ▓ĮņÜ░ ļŻ©ĒŖĖļČĆ ĻĖ░Ļ│ĄņØ┤ ņāüļŗ╣ļ¤ē ņĀ£Ļ▒░ļÉśņ¢┤ Ēö╝ļĪ£ņŗ£ĒŚś Ļ▓░Ļ│╝ ļ¬©ļæÉ Ļ│äļ®┤Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś Ļ│äļ®┤Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢ£ Ļ▓ĮņÜ░ļØ╝ļÅä ņØ╝ļČĆ ņŗ£ĒÄĖņŚÉņä£ ņÜ®ņ░®ĻĖłņåŹļČĆņØś ļ»ĖņäĖĻĘĀņŚ┤ņØ┤ ļ░£Ļ▓¼ļÉ£ Ļ▓āņ£╝ļĪ£ ļ│╝ ļĢī ņØ┤ļŖö ņĘ©ņä▒ņØś ņä▒ņ¦łņØ┤ ļ¦żņÜ░ Ļ░ĢĒĢ£ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØś ĻĘĀņŚ┤ Ļ░£ņŗ£ņŗ£ņĀÉĻ│╝ ņÜ®ņ░®ĻĖłņåŹņØś ņĀÉņ¦äņĀüņØĖ Ēö╝ļĪ£Ēīīļŗ© ņŗ£ņĀÉņØś ņ░©ņØ┤ņŚÉ ņØśĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. ņŖżĒŗĖĻ│╝ ņĢīļŻ©ļ»ĖļŖä ņØ┤ņóģņĀæĒĢ®ļČĆņØś Ēö╝ļĪ£ņŗ£ĒŚśņŚÉņä£ ĒśĢņāüĒĢÖņĀü ņØĖņ×ÉņÖĆ Ēīīļŗ© ļ¬©ļō£ Ļ░äņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ļ│┤ļŗż ļ¬ģĒÖĢĒ׳ ĻĘ£ļ¬ģĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņČöĻ░ĆņĀüņØĖ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ēāäņä▒Ļ│Ąņ¦äņŚÉ ņØśĒĢ£ ņ¦äļÅÖĒö╝ļĪ£ļź╝ ĻĄ¼ĒśäĒĢśĻĖ░ ņ£äĒĢ┤ ņØ┤ņóģņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØä ņŗ£ļÅäĒĢśņśĆļŗż. ņØ┤ņŚÉ ņÜ░ņäĀ ļÅÖĒāäņä▒Ļ│äņłś ļ░Å ļ¼╝ļ”¼ņĀü ĒŖ╣ņä▒ņØ┤ ņĀäĒśĆ ļŗżļźĖ ņØ┤ņóģņåīņ×¼ņŚÉ ļīĆĒĢ£ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØś ņĀüņÜ® Ļ░ĆļŖźņä▒ņŚÉ ļīĆĒĢ┤ ņŚ░ĻĄ¼ĒĢśņśĆņ£╝ļ®░, ņØ┤ņóģņĀæĒĢ®ļČĆņØś Ēö╝ļĪ£ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ┤ IR ņŚ┤ĒÖöņāüņ╣┤ļ®öļØ╝ļź╝ ĒåĄĒĢ£ Ēö╝ļĪ£Ļ▒░ļÅÖ ļ░Å Ēīīļ®┤ Ļ┤Ćņ░░ņØä ĒĢśņŚ¼ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ļÅäņČ£ĒĢśņśĆļŗż.
1) ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśĒÄĖņØś ņäżĻ│ä ņØ┤ļĪĀņØä ĻĖ░ļ░śņ£╝ļĪ£ Ļ▓╣ņ╣śĻĖ░ ĻĄ¼ņĪ░ņØś ĒīÉĒśĢņŗ£ĒŚśĒÄĖņØä ņäżĻ│äĒĢ£ Ēøä ņŗżņĀ£ Ēö╝ļĪ£ņŗ£ĒŚś ļ░Å ņŚ┤ĒÖöņāüņ╣┤ļ®öļØ╝ļź╝ ĒåĄĒĢ£ ņØæļĀź ļČäĒżļź╝ ĒÖĢņØĖĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņØ┤ņóģņåīņ×¼ņŚÉ ļīĆĒĢ£ ņ┤łņØīĒīī Ēö╝ļĪ£ņŗ£ĒŚśņØ┤ ņČ®ļČäĒ׳ ņĀüņÜ® Ļ░ĆļŖźĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
2) ņ×ģņŚ┤ņŚÉ ņØśĒĢ£ ņÜ®ņĀæļČĆņØś ĒśĢņāüĒĢÖņĀü ņ░©ņØ┤ņÖĆ Ļ░Ł ņ£Āļ¼┤ņŚÉ ļö░ļźĖ Ēö╝ļĪ£ņŗ£ĒŚś Ļ▓░Ļ│╝ ņ×ģņŚ┤ļ¤ē ņ”ØļīĆņŚÉ ļö░ļźĖ Ēö╝ļĪ£ņłśļ¬ģņØĆ ļŻ©ĒŖĖļČĆ ĻĖ░Ļ│ĄņØś ņä▒ņןĻ│╝ ļ░śļ╣äļĪĆĒĢśņŚ¼ Ļ░ÉņåīļÉśņŚłņ£╝ļ®░, Ļ░ŁņØ┤ ņĪ┤ņ×¼ĒĢĀ Ļ▓ĮņÜ░ ĻĖ░Ļ│ĄņØ┤ ņāüļŗ╣ļ¤ē ņĀ£Ļ▒░ļÉśņ¢┤ ņĀĢņĀüĻ░ĢļÅäņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņĄ£ļīĆ 25 %Ļ╣īņ¦Ć Ēö╝ļĪ£ņłśļ¬ģņØ┤ Ē¢źņāüļÉ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3) ņŚ┤Ēāäņä▒ĒÜ©Ļ│╝ ņØ┤ļĪĀņØä ĻĖ░ļ░śņ£╝ļĪ£ ņØæļĀź ļ│ĆļÅÖņŚÉ ļö░ļźĖ ņś©ļÅäļ│ĆĒÖöĻ░Ć ļ░£ņāØĒĢ£ļŗżļŖö ņé¼ņŗżļĪ£ IR ņŚ┤ĒÖöņāüņ╣┤ļ®öļØ╝ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņØæļĀźļČäĒż ļ░Å ņ¦æņżæņŚÉ ļīĆĒĢ┤ Ļ┤Ćņ░░ĒĢśņśĆļŗż. ņØ┤ņŚÉ ļīĆĒĢ£ ņĖĪņĀĢ Ļ▓░Ļ│╝ļĪ£ Ēö╝ļĪ£ĻĘĀņŚ┤ņØś Ļ░£ņŗ£ņĀÉņØĆ ļŻ©ĒŖĖļČĆņŚÉ ņĪ┤ņ×¼ĒĢśļŖö Ēü░ ĻĖ░Ļ│ĄņŚÉ ņØśĒĢ£ Ļ▓āņØ┤ļ®░ ļśÉĒĢ£ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ļĪ£ ĻĄ¼ņä▒ļÉ£ ņĀæĒĢ®Ļ│äļ®┤ ļé┤ņŚÉņä£ņØś ĻĘĀņŚ┤ ņä▒ņן ļ░Å Ēīīļŗ©ņØĆ ņĀÉņ¦äņĀüņØĖ ĻĘĀņŚ┤ņØś ņĀäĒīīĻ│╝ņĀĢņØ┤ Ļ▒░ņØś ņŚåņØ┤ ņł£ņŗØĻ░äņŚÉ ļ░£ņāØļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
4) Ēö╝ļĪ£ņŗ£ĒŚśĒÄĖņØś Ēīīļ®┤ĒĢ┤ņäØ Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ņÜ®ņ░®ĻĖłņåŹņØś Ēīīļŗ©ņØĆ ņĀÉņ¦äņĀüņØĖ ĻĘĀņŚ┤ ņ¦äņĀäņŚÉ ņØśĒĢ£ Ēīīļŗ©ņØ┤ļ®░, Ļ│äļ®┤Ēīīļŗ©ņØĆ ĻĘĀņŚ┤ņØś ņ¦äņĀäĻ│╝ņĀĢņØ┤ Ļ▒░ņØś ņŚåņØ┤ ņØ╝ļŗ© ĻĘĀņŚ┤ Ļ░£ņŗ£ņÖĆ ĒĢ©Ļ╗ś ņł£ņŗØĻ░äņŚÉ Ēīīļŗ©ņŚÉ ļÅäļŗ¼ļÉ£ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖĒĢśņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



