1. ņä£ ļĪĀ
ļŗżņ¢æĒĢ£ ņé░ņŚģļČäņĢ╝ņŚÉņä£ņØś ĒāĆņØ┤ĒāĆļŖä ņé¼ņÜ®ņØ┤ ņŻ╝ļ¬®ņØä ļ░øņ£╝ļ®┤ņä£ ĒāĆņØ┤ĒāĆļŖäņØś ĻĖ░ņ┤łļ¼╝ņä▒Ļ│╝ ĒĢ®ĻĖłĻĖ░ņłĀ, Ļ░ĆĻ│ĄĻĖ░ņłĀ ļ░Å ņØæņÜ®ļČäņĢ╝ņŚÉ ļīĆĒĢ£ Ļ┤Ćņŗ¼ņØ┤ ļåÆņĢäņ¦ĆĻ│Ā ņ׳ļŗż. ĒāĆņØ┤ĒāĆļŖäņØĆ ĒĢŁĻ│ĄņÜ░ņŻ╝, ĻĄ░ņłśņÜ® ļō▒ņØś ļ¬®ņĀüņ£╝ļĪ£ ļ©╝ņĀĆ Ļ░£ļ░£ļÉśļ®┤ņä£ ŌĆ£Ļ┐łņØś ņåīņ×¼ŌĆØļĪ£ ļČłļ”¼ņ¢┤ ņÖöņ£╝ļéś, ņØ┤ņĀ£ļŖö ņ×äĒöäļ×ĆĒŖĖ, ņŖżĒżņĖĀĻĖ░ĻĄ¼, ņĢĪņäĖņä£ļ”¼, ņĢłĻ▓ĮĒģī, ņ×ÉļÅÖņ░©, ņØśļŻīĻĖ░ĻĖ░, ņŚ┤ĻĄÉĒÖśĻĖ░ ļō▒ ļŗżņ¢æĒĢ£ ņé¼ņŚģņŚÉņä£ņØś ĻĘĖ ņé¼ņÜ®ņśüņŚŁņØ┤ ĒÖĢļīĆļīĆĻ│Ā ņ׳ļŗż. ĒāĆņØ┤ĒāĆļŖäņØĆ ņ¦ĆĻĄ¼ ņ¦ĆĻ░üņżæ ĒÆŹļČĆĒĢśĻ▓ī ņĪ┤ņ×¼ĒĢśņ¦Ćļ¦ī ņé░ņåīņÖĆ ņ▓ĀĻ│╝ņØś Ļ▓░ĒĢ®ļĀźņØ┤ Ļ░ĢĒĢśņŚ¼ ņł£ņłśĒĢ£ ĒāĆņØ┤ĒāĆļŖä ĻĖłņåŹ ņāüĒā£ļĪ£ļŖö ļ░£Ļ▓¼ļÉśņ¦Ć ņĢŖļŖöļŗż.
ļö░ļØ╝ņä£ ĻĖłņåŹņ£╝ļĪ£ ņé¼ņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ ĒÖśņøÉņ▓śļ”¼ ļō▒ ņĀ£ņĪ░Ļ│ĄņĀĢņØä Ļ▒░ņ│ÉņĢ╝ ĒĢśļ»ĆļĪ£ ļŗ©ņ£ä ļ¼┤Ļ▓īļŗ╣ ņĢĮ ņĢīļŻ©ļ»ĖļŖäņØś 15ļ░░, ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś 8ļ░░ļĪ£ ļ╣äĻĄÉņĀü Ļ│ĀĻ░Ćņåīņ×¼ņŚÉ ņåŹĒĢ£ļŗż
1-2). ĻĘĖņŚÉ ļö░ļØ╝, ĒāĆņØ┤ĒāĆļŖä ļ░Å ĻĘĖ ĒĢ®ĻĖłņØś ņĀĆļ╣äņÜ® ņĀ£ņĪ░/Ļ░ĆĻ│Ąļ▓ĢņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ņÖĆ Ļ░£ļ░£ņØ┤ ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ņ£╝ļ®░, ĻĘĖ ņżæ ĒāĆņØ┤ĒāĆļŖä ņåīņ×¼ņØś ņÜ®ņĀæĻĖ░ņłĀņØĆ ņåīņ×¼ņØś ņĀüņÜ®ļČäņĢ╝ ĒÖĢļīĆ ļ░Å ņØæņÜ® ļČĆĒÆłņĀ£ņĪ░ņŚÉ ĒĢäņłśņĀüņØĖ ĻĖ░ņłĀņØ┤ļŗż. ĒāĆņØ┤ĒāĆļŖä ļÅÖņóģĻ░äņØś ņÜ®ņĀæļ▓ĢņØĆ ļ¼╝ļĪĀ ĒāĆņØ┤ĒāĆļŖäĻ│╝ ļŗżļźĖ ĻĖłņåŹĻ░äņØś ņØ┤ņóģņ×¼ ņÜ®ņĀæļ▓ĢņØĆ ņĀ£ĒÆłņØś ĒÆłņ¦łņØä Ē¢źņāüņŗ£Ēéżļ®┤ņä£ ļ╣äņÜ®ņØä ņĀłĻ░ÉĒĢĀ ņłś ņ׳ļŖö Ļ░ĆĻ│Ąļ▓Ģņ£╝ļĪ£ņŹ© ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ĒŖ╣Ē׳ ļĀłņØ┤ņĀĆ ņÜ®ņĀæļ▓ĢņŚÉ Ļ┤ĆĒĢśņŚ¼ ļģ╝ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. ĒāĆņØ┤ĒāĆļŖäņØś ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚ░ĻĄ¼ ļÅÖĒ¢ź
2.1 ĒāĆņØ┤ĒāĆļŖä ņåīņ×¼ņØś ĻĄŁļé┤ņÖĖ ņé¼ņŚģļÅÖĒ¢ź
ņł£ĒāĆņØ┤ĒāĆļŖäņØś ļ╣äņżæņØĆ 4.51 g/ŃÄżņ£╝ļĪ£ ņ▓ĀĻ░ĢņØś ņĢĮ 60 %ņØ┤ļ®░, ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØś ņĢĮ 1.6ļ░░ņØ┤ļ®░, ĒāĆņØ┤ĒāĆļŖä ĒĢ®ĻĖłņØĆ ņĀĆņś©ņŚÉņä£ļČĆĒä░ ņżæņś© (ņĢĮ 600 ┬░C) Ļ╣īņ¦Ć Ļ░ĢļÅäĻ░Ć ļåÆņĢä ĒĢŁĻ│ĄņÜ░ņŻ╝ļéś ņ×ÉļÅÖņ░© ņåīņ×¼ļĪ£ ļ¦ÄņØĆ Ļ░£ļ░£ņØ┤ ņØ┤ļŻ©ņ¢┤ņĀĖ ņÖöļŗż. ļŹöļČłņ¢┤ ĒāĆņØ┤ĒāĆļŖäņØĆ ĒāĆ ņåīņ×¼ļ│┤ļŗż ļé┤ņŗØņä▒ņØ┤ ņøöļō▒Ē׳ ņÜ░ņłśĒĢ£ļŹ░, ņØ┤ļŖö ĒāĆņØ┤ĒāĆļŖä Ēæ£ļ®┤ņŚÉ ĒśĢņä▒ļÉśļŖö ņé░ĒÖöĒāĆņØ┤ĒāĆļŖä Ēö╝ļ¦ēņØ┤ ņ╣śļ░ĆĒĢśņŚ¼ ļČĆņŗØ ņ¢ĄņĀ£ ĒÜ©Ļ│╝Ļ░Ć Ēü¼ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ĒāĆņØ┤ĒāĆļŖäņØĆ ĒŖ╣Ē׳ ņŚ╝ņåīņØ┤ņś©ņŚÉ ļīĆĒĢ£ ļé┤ņŗØņä▒ņØ┤ ļø░ņ¢┤ļéś ĒĢ┤ņłś ļ░Å Ļ░ĆĒś╣ĒĢ£ ĒÖśĻ▓ĮņŚÉņä£ ņé¼ņÜ®ļÉśļŖö ĒÖöĒĢÖņןņ╣śņé░ņŚģ, ņāØņ▓┤ņØśļŻī ļČäņĢ╝ņŚÉņä£ļÅä ņĀüņÜ®ņØ┤ ņ£Āļ”¼ĒĢ£ ĻĖłņåŹņ×¼ļŻīņØ┤ļŗż. Ļ│ĀĻ░ĆņØ┤ļ®░ ņÜ░ņłśĒĢ£ ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ä ĒāĆņØ┤ĒāĆļŖäņØĆ Ļ│╝Ļ▒░ņŚÉļŖö ņ┤łņØīņåŹ ņĀäĒł¼ĻĖ░, Ļ│ĀĻ│ĄņĀĢņ░░ĻĖ░, ĒĢŁĻ│ĄĻĖ░ ņŚöņ¦äļČĆĒÆł, ņÜ░ņŻ╝ņäĀ ļĪ£ņ╝ō, ĻĄ░ņłśņÜ® ļ│æĻĖ░ ļō▒ņŚÉ ļ¦ÄņØ┤ ņØ┤ņÜ®ņØ┤ ļÉśņ¢┤ ņÖöņ£╝ļéś ĻĘ╝ļלņŚÉļŖö Ļ│©Ēöäļō£ļØ╝ņØ┤ļ▓ä, ņ×ÉņĀäĻ▒░, ņĢłĻ▓Į, ņ×ÉļÅÖņ░©, ņŚ┤ĻĄÉĒÖśĻĖ░ ļō▒ ļŗżņ¢æĒĢ£ ņé░ņŚģņŚÉņä£ņØś ņĀüņÜ®ņØ┤ ĒÖĢļīĆļÉśĻ│Ā ņ׳ļŗż.
Fig. 1ņØĆ ņĄ£ņŗĀ ĒāĆņØ┤ĒāĆļŖäņØś ņĀüņÜ® ņé░ņŚģņØś ņäĖĻ│äĒśäĒÖ®ņŚÉ Ļ┤ĆĒĢ£ ĒåĄĻ│äļź╝ ļéśĒāĆļéĖļŗż. ņĀäņäĖĻ│ä ĒāĆņØ┤ĒāĆļŖä ņé░ņŚģ ĻĄ¼ņä▒ņØĆ ĒĢŁĻ│Ąņé░ņŚģ (45%), ņØ╝ļ░śņé░ņŚģ (46 %)Ļ│╝ ĻĖ░ĒāĆ (9 %)ļĪ£ ļČäļźśļÉśļ®░, ĒĢŁĻ│Ąņé░ņŚģņØś 32 %ļŖö ļ»ĖĻĄŁņØ┤ 35 %ļŖö ņ£Āļ¤ĮņØ┤ ņ░©ņ¦ĆĒĢśĻ│Ā, ņØ╝ļ░śņé░ņŚģņØĆ ņżæĻĄŁņØ┤ 51% ņĀĢļÅäļź╝ ļÅģņĀÉĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉ£ļŗż
3). ĒāĆņØ┤ĒāĆļŖä ņåīņ×¼ņŚÉ ļīĆĒĢ£ ņäĖĻ│äņŚ░ĻĄ¼ļÅÖĒ¢źņØĆ ņĀĆļ╣äņÜ®ņØś ņĀ£ļĀ©Ļ│ĄņĀĢ, ņä▒ĒśĢņĀ£ņ¢┤, Ļ│ĄņĀĢļŗ©ņČĢ, ĒŖ╣ņä▒ĻĘ╣ļīĆĒÖö, ņŗĀĒĢ®ĻĖłĻĖ░ņłĀ, ņĀĢļ░ĆņŻ╝ņĪ░, ņØ┤ņóģņĀæĒĢ®ĻĖ░ņłĀ, ņŚ┤ņ▓śļ”¼ ĻĖ░ņłĀ ļō▒ņŚÉ ļīĆĒĢ£ ņäĀņ¦äņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż
3).
Fig.┬Ā1
Estimated consumption pie of titanium mill products (2016)
3)
2.2 ĒāĆņØ┤ĒāĆļŖä ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØś ņŚ░ĻĄ¼ļÅÖĒ¢ź
ņł£ĒāĆņØ┤ĒāĆļŖä ļ░Å ĒāĆņØ┤ĒāĆļŖä ĒĢ®ĻĖłņØĆ ļåÆņØĆ ņ£ĄņĀÉ(ņĢĮ 1670┬░C)ņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ¢┤ ņÜ®ņĀæĒĢśļŖöļŹ░ ļåÆņØĆ ņŚÉļäłņ¦ĆĻ░Ć ņÜöĻĄ¼ļÉ£ļŗż. ļ░śļ®┤ņŚÉ ņÜ░ņłśĒĢ£ ļĀłņØ┤ņĀĆ ļ╣ö ĒØĪņłśņ£©(ņĢĮ 0.4%)ņØä Ļ░Ćņ¦Ćļ»ĆļĪ£ ņÜ®ņ£ĄĒÆĆņØś ļ®┤ņĀüņØä ņżäņØ┤Ļ│Ā ņŚÉļäłņ¦Ćļź╝ ļŗżļźĖ ĻĖ░ņĪ┤ņØś ņÜ®ņĀæļ▓ĢĻ│╝ ļŗ¼ļ”¼ ĻĄŁļČĆņĀüņ£╝ļĪ£ Ļ░ĆĒĢĀ ņłś ņ׳ļŖö ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØ┤ ņĀüĒĢ®ĒĢ£ ĻĖ░ņłĀļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż
4). ĒāĆņØ┤ĒāĆļŖä ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚÉļŖö ņĢäļלņŚÉ ņä£ņłĀĒĢśļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ļ¬ć Ļ░Ćņ¦Ć ņ£ĀņØśĒĢĀ ņé¼ĒĢŁņØ┤ ņ׳ļŗż. ņ▓½ņ¦Ė, ņÜ®ņĀæ ņĀä ņāśĒöīņØś ņ▓ŁĻ▓░ ļ░Å ņäĖņ▓ÖņØ┤ ņżæņÜöĒĢśĻ│Ā, ļŗżņØīņ£╝ļĪ£ ĒāĆņØ┤ĒāĆļŖäņØĆ Ļ│Āņś©ņŚÉņä£ ņé░ņåī ļ░Å ņ¦łņåīņÖĆ Ļ░ÖņØĆ Ļ░ĆņŖżņÖĆ ņēĮĻ▓ī ļ░śņØæĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņĀæ Ļ│ĄņĀĢ ĒÖśĻ▓Į(ļČäņ£äĻĖ░Ļ░ĆņŖż)ņØä ņŚäĻ▓®Ē׳ Ļ┤Ćļ”¼ĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ņł£ ĒāĆņØ┤ĒāĆļŖä ļ░Å ĻĘĖ ĒĢ®ĻĖłņØ┤ Ļ│Āņś©ņŚÉņä£ ņÖĖļČĆ ņśżņŚ╝ļ¼╝ ļ░Å Ļ░ĆņŖżņÖĆ ļ░śņØæĒĢśļ®┤ ļåÆņØĆ ņĘ©ņä▒ņØś ņÜ®ņĀæļČĆļź╝ ņāØņä▒ĒĢśļ»ĆļĪ£ ņÜ®ņĀæļČĆņØś ļČłļ¤ēņØä ņ┤łļלĒĢśĻĖ░ ņēĮļŗż. ĒāĆņØ┤ĒāĆļŖäņØś ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ņŗ£ ļ│┤ĒśĖĻ░ĆņŖżļĪ£ ArĻ│╝ He Ļ░ĆņŖżļź╝ Ļ░Ćņן ļ¦ÄņØ┤ ņé¼ņÜ®ĒĢ£ļŗż. ļśÉĒĢ£ ņ¦äĻ│ĄņĪ░Ļ▒┤ņØĆ ĒāĆņØ┤ĒāĆļŖäņØä ņÜ®ņĀæĒĢśĻĖ░ ņóŗņØĆ ĒÖśĻ▓Į ņżæ ĒĢśļéśņØ┤ļŗż.
Table 1ņØĆ ĒāĆņØ┤ĒāĆļŖäņØś ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚÉ Ļ┤ĆĒĢ£ ļ¬ć Ļ░Ćņ¦Ć ļīĆĒæ£ņĀüņØĖ ļģ╝ļ¼ĖņØś ņÜ®ņĀæ ņĪ░Ļ▒┤ ļ░Å Ļ┤Ćņ░░ļé┤ņÜ®ņØä ņÜöņĢĮĒĢśņŚ¼ ļéśĒāĆļéĖļŗż
4). ĒŖ╣Ē׳, ļĀłņØ┤ņĀĆ ļ╣ö ņĪ░Ļ▒┤ (ļĀłņØ┤ņĀĆ ņóģļźś, ļĀłņØ┤ņĀĆ ņČ£ļĀź, ņŻ╝Ēīīņłś ļō▒)Ļ│╝ ņé¼ņÜ®ļÉ£ ņŗ£ĒÄĖņØś ņóģļźśņÖĆ ņÜ®ņĀæļ▓Ģ, ņÜ®ņĀæņĪ░Ļ▒┤ (ņÜ®ņĀæņåŹļÅä, ļ│┤ĒśĖĻ░ĆņŖż, ņŖżĒÅ┐ņé¼ņØ┤ņ”ł, ņÜ®ņĀæĒāĆņ×ģ) ļ░Å ņÜ®ņĀæĒŖ╣ņä▒ņŚÉ ņŚ░ĻĄ¼ ļé┤ņÜ®ņØä ĒżĒĢ©ĒĢśņŚ¼ ņĀĢļ”¼ļÉśņ¢┤ ņ׳ļŗż. Ēæ£ņŚÉņä£ ļéśĒāĆļé┤ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ļŗżņ¢æĒĢ£ ņóģļźśņØś ļĀłņØ┤ņĀĆĻ░Ć ĒāĆņØ┤ĒāĆļŖä ņÜ®ņĀæņŚÉ ņé¼ņÜ®ņØ┤ ļÉśņŚłņ£╝ļ®░, Ļ░Ćņן ļ¦ÄņØ┤ ņé¼ņÜ®ļÉ£ ĒāĆņ×ģņØĆ Nd:YAG ņÖĆ CO
2 ļĀłņØ┤ņĀĆņØ┤ļŗż. ņé░ņŚģņŚÉ Ļ░Ćņן ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśļŖö Ti6Al4V ĒĢ®ĻĖłņØś ņÜ®ņĀæņä▒ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć Ļ░Ćņן ļ¦ÄņØ┤ ņ¦äĒ¢ēļÉśņ¢┤ņÖöļŗż. ļ¦×ļīĆĻĖ░ ņÜ®ņĀæĻ│╝ BOP(Bead on Plate)ņŚ░ĻĄ¼ņŚÉ ļīĆĒĢ£ ļ¼ĖĒŚīņØ┤ Ļ░Ćņן ļ¦ÄņĢśļŗż. ņŗżĒŚś ņĪ░Ļ▒┤ ļ░Å ņŚ░ĻĄ¼ ļé┤ņÜ®ņØĆ Ļ▒┤ņĀäĒĢ£ ņÜ®ņĀæļČĆļź╝ ņ¢╗ļŖö Ļ▓āņØä ļ¬®Ēæ£ļĪ£ ņ¦äĒ¢ēļÉśņ¢┤ņÖöņ£╝ļ®░ ņ×¼ļŻīņĀü ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ£ ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼ņÖĆ ļŹ░ņØ┤Ēä░ņČĢņĀüņØ┤ ņØ┤ļŻ©ņ¢┤ ņĪīļŗż. ļŹöļČłņ¢┤ ņŗ£ļ«¼ļĀłņØ┤ņģśĻ│╝ ļ¬©ļŹĖļ¦ü ņŚ░ĻĄ¼ļÅä ĒĢ©Ļ╗ś ņ¦äĒ¢ēļÉśņ¢┤ņÖöļŗż. ņ×ÉļŻīņŚÉ ļö░ļź┤ļ®┤ ĒéżĒÖĆ ļ¬©ļō£ ņÜ®ņĀæņØ┤ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśļ®░, ĒÄäņŖżņÖĆ ņŚ░ņåŹĒīī ļ¬©ļō£ņØś ļĀłņØ┤ņĀĆ ļ¬©ļæÉ ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśņ¦Ćļ¦ī, ļīĆļČĆļČä ņŚ░ņåŹĒīī ļĀłņØ┤ņĀĆļź╝ ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŗż. ĒāĆņØ┤ĒāĆļŖä ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŗ£ ņåīņ×¼ Ēæ£ļ®┤ ļ░Å ņÜ®ņĀæļČĆņØś ņé░ĒÖöļź╝ ļ¦ēļŖö Ļ▓āņØ┤ Ļ░ĆņןņżæņÜöĒĢ£ ņĪ░Ļ▒┤ ņżæ ĒĢśļéśļĪ£ ņÜ®ņĀæĻ│ĄņĀĢ ņŗ£ ļČäņ£äĻĖ░ņĀ£ņ¢┤ ļ░Å ņåīņ×¼ņØś Ēæ£ļ®┤ņāüĒā£ņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆ ĒÆłņ¦łņØ┤ ņśüĒ¢źņØä Ēü¼Ļ▓ī ļ░øļŖöļŗż
4). ņŗżļō£Ļ░ĆņŖżņØś ņśüĒ¢ź ļ░Å ņÜ®ņĀæļČĆ ņé░ĒÖöņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ ĒŖ╣ņä▒ņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļŖö ĻĄŁļé┤ņÖĖņŚÉņä£ ņŚ¼ļ¤¼ ņŚ░ĻĄ¼ņ×ÉļōżņŚÉ ņØśĒĢśņŚ¼ ņ¦äĒ¢ēļÉśņŚłņ£╝ļ®░, ņÜ®ņĀæļČĆņØś ņé░ĒÖöļÅäĻ░Ć ļåÆņĢäņ¦łņłśļĪØ ņĘ©ņä▒ņØ┤ Ļ░ĢĒĢ£ ņĪ░ņ¦üņØ┤ ņāØņä▒ļÉśņ¢┤ Ēīīļŗ©ņØä ņ£Āļ░£ĒĢśļŖö Ļ▓āĻ│╝, ņŗżļō£ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ĒāĆņØ┤ĒāĆļŖä ņÜ®ņĀæļČĆņØś ļ╣äļō£ ņāēņāüņØ┤ ļ│ĆĒÖöĒĢśļ»ĆļĪ£ ļ╣äļō£ ņāēņāüņ£╝ļĪ£ ņÜ®ņĀæļČĆņØś ņĀüņĀĢ ņÜ®ņĀæņĪ░Ļ▒┤ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗżļŖö Ļ▓āņØ┤ ļ│┤Ļ│ĀļÉśņŚłļŗż
4-5). ļŗżņØī ņןņŚÉņä£ļŖö ĻĖ░ņĪ┤ņØś ņŚ░ĻĄ¼ņŚÉņä£ ļ¦ÄņØ┤ ļ│┤Ļ│ĀļÉśņ¦Ć ņĢŖņØĆ Ļ│ĀĒÆłņ¦ł ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢ£ ĒāĆņØ┤ĒāĆļŖäĻ│╝ ļŗżņ¢æĒĢ£ ņØ┤ņóģĻĖłņåŹņØś Ļ│ĀņåŹļÅä ļĀłņØ┤ņĀĆ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæņä▒ņŚÉ ļīĆĒĢśņŚ¼ ņåīĻ░£ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
Table┬Ā1
Summary of recent research regarding laser welding of titanium alloys
4)
|
Laser welding of titanium alloys |
|
Reference |
Alloys |
Regime (Conduction/Keyhole) |
Weld type (Bead on-Plate, Butt, Lap, Overlap, Autogenous) |
Shielding Gas |
Laser |
Analysis of welds |
|
Type |
Power (kW) |
Welding rate (m/min) |
Mode (Pulse/Continuous) |
Weld shape |
Microstructure |
Microhar-dness |
Defects |
Tensile strength |
Fatigue |
Simulation/Modeling |
|
Akman et al. (2009) |
Ti6Al4V |
K |
B |
He |
Nd-YAG |
1.12-2.68 |
|
P |
X |
X |
X |
|
X |
|
|
|
Balasubramanian et al. (2011a) |
Ti6Al4V |
|
B |
He |
CO2
|
3.5 |
1.5 |
C |
X |
X |
X |
|
X |
X |
|
|
Balasubramanian et al. (2011b) |
Ti6Al4V |
K |
B |
He |
CO2
|
3.5 |
1.5 |
C |
X |
X |
X |
|
X |
|
|
|
Bertrand et al. (2007) |
TiG1 |
|
|
Ar |
Nd-YAG |
0.8-1 |
|
C |
X |
X |
X |
|
|
|
|
|
Blackburn et al. (2010) |
Ti6Al4V |
K |
B
P |
Ar |
Nd-YAG |
1-2 |
1.2-1.98 |
P
C |
X |
|
|
X |
|
|
|
|
Buddery et al. (2011) |
TiG1, TiG4 |
K |
|
Ar |
Nd-YAG |
1.1-1.6 |
|
P |
|
X |
X |
|
|
|
|
|
Caiazzao et al (2004) |
Ti6Al4V |
K |
L
B |
He
Ar |
Nd-YAG |
2.5 |
|
C |
X |
|
X |
|
X |
|
|
|
Cao and Jahazi (2009) |
Ti6Al4V |
K |
B |
He
Ar |
Nd-YAG |
4 |
3-10.5 |
C |
X |
X |
X |
X |
X |
X |
|
|
Casalino et al. (2005) |
Ti6Al4V |
K |
B
O |
He
Ar |
CO2
|
0.5-2.5 |
3.6-7.2 |
C |
X |
|
|
|
|
|
|
|
Casavolaet al. (2009) |
TiG2 |
|
B |
Ar |
Nd-YAG |
1.6, 2 |
3, 1.5 |
C |
|
X |
|
|
|
|
X |
|
Chen et al. (2012) |
Ti6Al4V |
|
B |
|
CO2
|
1.3 |
3 |
C |
|
X |
|
|
X |
|
|
|
Cheng et al. (2010) |
Ti6Al4V |
|
|
Ar |
CO2
|
1.3 |
3 |
|
X |
X |
|
|
X |
|
|
|
Cheng et al. (2011) |
Ti6Al4V |
K |
L |
|
CO2
|
0.18-2.3 |
1.5-3 |
C |
X |
|
|
|
X |
|
|
|
Costa et al. (2007) |
Ti6Al4V |
K C |
|
Ar |
Fiber |
4-8 |
1-3 |
C |
X |
X |
X |
|
|
|
|
|
Gao et al. (2013) |
Ti6Al4V |
|
B |
Ar |
Nd-YAG |
|
0.6 |
P |
X |
X |
X |
X |
X |
|
|
|
Jianxun et al. (2012) |
Ti6Al4V |
K |
|
Ar |
CO2
|
2.5 |
1.2-1.5 |
C |
|
X |
X |
|
X |
|
|
|
Kwang Pan et al. (2007) |
Ti6Al4V |
K |
B |
Ar |
Nd-YAG |
0.2-0.3 |
0.65-0.75 |
P |
X |
|
|
|
X |
|
|
|
Lee et al. (2006) |
CP Ti |
|
T |
He |
Nd-YAG |
0.076-0.128 |
|
P |
X |
|
|
|
|
|
|
|
Li et al. (2005) |
TiG1 |
|
P |
Ar |
Nd-YAG |
0.23 |
0.024 |
P |
|
X |
X |
|
|
|
|
|
Liu et al (2011) |
TiG2 |
|
P |
Ar |
Fiber |
8-10 |
2-8 |
C |
|
X |
X |
|
X |
|
|
|
Liu et al. (2012) |
TiG2 |
K |
P |
Ar |
Fiber |
10 |
2-8 |
C |
|
X |
|
|
|
|
|
|
Nakai et al. (2012) |
Ti-4.5Al-2.5Cr -1.2Fe-0.1C |
K |
B |
|
Fiber |
|
|
|
|
X |
X |
|
X |
X |
|
|
Shi et al. (2007a) |
Ti-6.5Al-2Zr-1Mo-1V |
|
|
Ar |
CO2
|
0.26 |
2 |
C |
|
X |
X |
|
X |
|
|
|
Squillace et al. (2012) |
Ti6Al4V |
K |
A |
He
Ar |
Nd-YAG |
0.8-12. |
1.02-3.48 |
|
X |
X |
X |
|
X |
X |
|
|
Torkamany et al. (2012) |
Ti Cp |
K |
O |
Ar |
Nd-YAG |
|
0.12-0.6 |
P |
X |
|
|
|
|
|
|
|
Tsay et al. (2006) |
Ti6Al4V |
|
|
He
Ar |
CO2
|
0.8-2.5 |
48-72 |
C |
|
|
X |
X |
|
X |
|
|
Tsay et al. (2010a) |
Ti-6Al-6V-2Sn |
K |
P |
Ar |
CO2
|
2.7 |
0.8 |
|
|
X |
X |
|
|
|
|
|
Tsay et al. (2010b) |
Ti-4.5Al-3V-2Fe-2Mo |
K |
P |
Ar |
CO2
|
2.7 |
1 |
C |
|
X |
X |
|
|
|
|
|
Wang et al. (2003) |
Ti6Al4V |
K |
P |
He |
CO2
|
2.5 |
1.5 |
C |
|
X |
X |
|
X |
|
|
|
Wu et al. (2002) |
Ti-24Al-17Nb |
|
P |
He |
CO2
|
0.65-2.15 |
0.25-5.37 |
|
X |
|
|
|
X |
|
|
3. ĒāĆņØ┤ĒāĆļŖäĻ│╝ ņØ┤ņóģĻĖłņåŹņØś ļĀłņØ┤ņĀĆ Ļ│ĀņåŹļÅä Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæ ĒŖ╣ņä▒
3.1 ņŗżĒŚśļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĻĖ░ņĪ┤ņØś ĒāĆņØ┤ĒāĆļŖä ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉśņ¦Ć ņĢŖņØĆ ļ╣öĒÆłņ¦łņØ┤ ņĢäņŻ╝ ņÜ░ņłśĒĢ£ ņŗ▒ĻĖĆļ¬©ļō£ ĒīīņØ┤ļ▓äļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ĒāĆņØ┤ĒāĆļŖäĻ│╝ ņŖżĒģīņØĖļ”¼ņŖżĻ░Ģ, Ni, Cu, ņĢīļŻ©ļ»ĖļŖä ĻĖłņåŹĻ│╝ Ļ░üĻ░ü Ļ│ĀņåŹļÅä ņØ┤ņóģ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░ ĻĘĖ ņŗżĒŚśļ░®ļ▓ĢņØä
Fig. 2ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ļĀłņØ┤ņĀĆļŖö ņĄ£ļīĆņČ£ļĀź 2 kWņØś ņŗ▒ĻĖĆļ¬©ļō£ ĒīīņØ┤ļ▓ä ļĀłņØ┤ņĀĆļĪ£ ļ╣ö ņ¦üĻ▓ĮņØ┤ ņĢĮ 27 ╬╝mņØ┤ļ®░ ļ╣öĒÆłņ¦łņØä ļéśĒāĆļé┤ļŖö BPPļŖö ņĢĮ 1.05mm┬Ęmrad ņØ┤ļŗż. ņ┤łņĀÉņØĆ ņŗ£ĒÄĖĒæ£ļ®┤ņŚÉ ļæÉņŚłņ£╝ļ®░ ļĀłņØ┤ņĀĆ ņČ£ļĀźņØĆ 1 kWļĪ£ Ļ│ĀņĀĢĒĢśĻ│Ā ņÜ®ņĀæņåŹļÅäļź╝ ļ│ĆĒÖöņŗ£Ēéżļ®┤ņä£ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
Fig.┬Ā2
Schematic experimental set-up for high speed laser lap welding of Ti and dissimilar metals using single-mode fiber laser
ņŗ£ĒÄĖņØĆ Ēü¼Ēéż 70 mm ├Ś 30 mm, ļæÉĻ╗ś 0.3 mmņØś ļ░ĢĒīÉņØ┤ļ®░, STS304, 99 % Ni, 99 % Cu, Al 1050 ļ░Å ņĢĮ 99.9 % Ti ņåīņ×¼Ļ░Ć ņé¼ņÜ®ļÉśņŚłļŗż. ļ¬©ļōĀ ņĪ░ĒĢ®ņØś ņØ┤ņóģņ×¼ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæņŚÉņä£ ļ╣ö ĒØĪņłśņ£©ņØ┤ ņóŗņØĆ ĒāĆņØ┤ĒāĆļŖä ņåīņ×¼ļź╝ ņāüļČĆņŚÉ ļæÉĻ│Ā, ņāüļČĆ ļĀłņØ┤ņĀĆ ņĪ░ņé¼ņĖĪņŚÉ 35 l/min Ar ņŗżļō£Ļ░ĆņŖż ļČäņ£äĻĖ░ņŚÉņä£ ĒĢśļČĆņØś ņåīņ×¼ļź╝ ļ│ĆĒÖöņŗ£Ēéżļ®┤ņä£ Ļ│ĀņåŹļÅä ļĀłņØ┤ņĀĆ Ļ▓╣ņ╣śĻĖ░ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢ£ Ļ▓░Ļ│╝ļź╝ ņåīĻ░£ĒĢ£ļŗż.
3.2 ĒāĆņØ┤ĒāĆļŖäĻ│╝ ņŖżĒģīņØĖļ”¼ņŖżņØś Ļ│ĀņåŹļÅä ļĀłņØ┤ņĀĆ Ļ▓╣ņ╣śĻĖ░ņÜ®ņĀæ Ļ▓░Ļ│╝
ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ņēĮĻ▓ī ņāØņä▒ļÉśņ¢┤ ņØ┤ņóģņ×¼ ņÜ®ņĀæņØ┤ Ļ│żļ×ĆĒ¢łļŹś ĒāĆņØ┤ĒāĆļŖä(Ti)Ļ│╝ STS304ņØś ņØ┤ņóģņ×¼ļŻī Ļ▓╣ņ╣śĻ░Ć Ļ┤ĆĒåĄņÜ®ņĀæņØä ņŗżņŗ£ĒĢśĻ│Ā ĻĘĖ ņÜ®ņĀæĻ░ĆļŖźņä▒Ļ│╝ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ļ░Å ņÜ®ņĀæļČĆ ņĪ░ņ¦üņØä ļČäņäØĒĢśņśĆļŗż
7). ĒŖ╣Ē׳ ņØ┤ņóģņ×¼ļŻī ņÜ®ņĀæņŚÉ ņ׳ņ¢┤ņä£ ņØ╝ļ░śņĀüņ£╝ļĪ£ ļ¦×ļīĆĻĖ░ ņÜ®ņĀæņØ┤ļéś ļČĆļČäĻ┤ĆĒåĄ ņÜ®ņĀæĻ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļæÉ ņ×¼ļŻīĻ░Ć ņä×ņØ┤ļŖö ļ╣äņ£©ņØä ņĪ░ņĀĢĒĢśņŚ¼ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖļÅäļĪØ ĒĢśļŖö Ļ▓āņØ┤ ņØ╝ļ░śņĀüņØĖ ņØ┤ņóģņ×¼ļŻī ņÜ®ņĀæņØś ņŚ░ĻĄ¼ļ░®ļ▓ĢņØ┤ļŗż.
ĒĢśņ¦Ćļ¦ī ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļåÆņØĆ Ēīīņøīļ░ĆļÅäļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŖö ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ĻĖ░ņĪ┤ņŚÉ ĻĄ¼ņé¼ĒĢśņ¦Ć ļ¬╗Ē¢łļŹś ņ┤łĻ│ĀņåŹļÅä ņÜ®ņĀæņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņ×¼ļŻīņØś Ļ┤ĆĒåĄņÜ®ņĀæņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░ ĻĘĖ Ļ▓░Ļ│╝ļź╝
Fig. 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņĀæņåŹļÅä 10 m/minņØś ņĪ░Ļ▒┤ņØś Ļ▓ĮņÜ░, Tiļ®┤ņØś ņāüļČĆļ╣äļō£ņŚÉņä£ ļ»ĖņäĖĒĢ£ ĻĘĀņŚ┤ņØ┤ ļ░£Ļ▓¼ļÉśĻ│Ā ĻĘĖ ņÖĖņØś ņÜ®ņĀæ ņåŹļÅäņŚÉņä£ļŖö ĻĘĀņŚ┤ņØ┤ ņŚåļŖö ņÜ®ņĀæļ╣äļō£Ļ░Ć ņ¢╗ņ¢┤ņĪīļŗż.
Fig. 4ļŖö STS304Ļ░Ć ņāüļČĆņŚÉ ņ׳ļŖö Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæņØś Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. ļÅÖņØ╝ ļĀłņØ┤ņĀĆ ņČ£ļĀź ļ░Å ņåŹļÅä ņĪ░Ļ▒┤ņŚÉņä£
Fig. 3ņŚÉ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ļ╣äĻĄÉņĀü Ļ▒┤ņĀäĒĢ£ ļ╣äļō£Ļ░Ć ņ¢╗ņ¢┤ņ¦Ćļéś ņåīņ×¼ņØś ņ£äņ╣śņŚÉ ļö░ļØ╝ ņÜ®ņĀæĒŖ╣ņä▒ņØ┤ ļ░öļĆīļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
Fig.┬Ā3
Photographs of top and bottom bead appearances of Ti and STS304 dissimilar laser welds at different welding speeds
7)
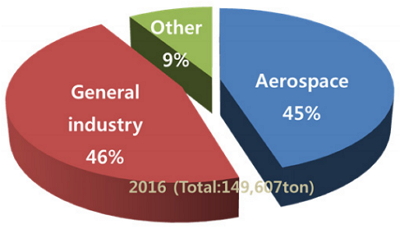
Fig.┬Ā4
Photographs of top and bottom bead appearances of STS304 and Ti dissimilar laser welds at 20 m/min welding speed
5)
STS304 (upper)-Ti (lower) ņ×¼ļŻīņ£äņ╣śņØś Ļ▓╣ņ╣śĻĖ░ ņĪ░Ļ▒┤ņŚÉņä£ļŖö 10 m/min~50 m/minņÜ®ņĀæņåŹļÅäņØś ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ņāüļČĆ STS304 ļ╣äļō£ņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ĒÖĢņØĖļÉśņŚłļŗż. ĻĘĖļ¤¼ļéś ņÜ®ņĀæņåŹļÅäĻ░Ć ņāüņŖ╣ĒĢĀņłśļĪØ ĻĘĀņŚ┤ņØś Ļ┤Ćņ░░ņØ┤ ņżäņ¢┤ļōżņŚłļŗż
7). ļö░ļØ╝ņä£ TiĻ│╝ STS304ņåīņ×¼ņØś Ļ▓╣ņ╣śĻĖ░ Ļ┤ĆĒåĄ ņÜ®ņĀæņä▒ņØś Ļ▓ĮņÜ░ ņ×¼ļŻīņØś ņāüĒĢś ņ£äņ╣śņÖĆ ņÜ®ņĀæ ņåŹļÅäņŚÉ ļö░ļØ╝ņä£ ĻĘĀņŚ┤ļ░£ņāØ ļō▒ņØś ņÜ®ņĀæņä▒ņØ┤ ļ│ĆĒÖöĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
3.3 ĒāĆņØ┤ĒāĆļŖäĻ│╝ ļÅÖņØś Ļ│ĀņåŹļÅä ļĀłņØ┤ņĀĆ Ļ▓╣ņ╣śĻĖ░ņÜ®ņĀæ Ļ▓░Ļ│╝
Fig. 5ļŖö TiĻ│╝ CuņØś ļĀłņØ┤ņĀĆ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. 10 m/minņØ┤ĒĢśņØś ņåŹļÅäņŚÉņä£ļŖö TiņĖĪņØś ņÜ®ņĀæ ļ╣äļō£ļ®┤ ņāüļČĆņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ĒÖĢņØĖļÉ£ļŗż. ļ░£Ļ▓¼ļÉśļŖö ĻĘĀņŚ┤ņØĆ ņÜ®ņĀæļ░®Ē¢źņŚÉņä£ ņłśņ¦üļ░®Ē¢źņ£╝ļĪ£ ņāØņä▒ļÉśļ®░, ņĘ©ņĢĮĒĢ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ņāØņä▒ņŚÉ ņØśĒĢ£ ĻĘĀņŚ┤ļĪ£ Ļ┤Ćņ░░ļÉ£ļŗż. ļ░śļ®┤, ņÜ®ņĀæņåŹļÅäĻ░Ć ļ╣©ļØ╝ņ¦ÉņŚÉ ļö░ļØ╝ ĻĘĀņŚ┤ņØś ņāØņä▒ņØ┤ ņĀ£ņ¢┤ ļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
Fig.┬Ā5
Photographs of top and bottom bead appearances of Ti and Cu dissimilar laser welds at different welding speeds
3.4 ĒāĆņØ┤ĒāĆļŖäĻ│╝ ļŗłņ╝łņØś Ļ│ĀņåŹļÅä ļĀłņØ┤ņĀĆ Ļ▓╣ņ╣śĻĖ░ņÜ®ņĀæ Ļ▓░Ļ│╝
Fig. 6ļŖö TiĻ│╝ NiņØś ļĀłņØ┤ņĀĆ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. 20 m/minņØ┤ĒĢśņØś ņåŹļÅäņŚÉņä£ TiņĖĪņØś ņÜ®ņĀæ ļ╣äļō£ļ®┤ ņāüļČĆņŚÉņä£ ņÜ®ņĀæņ¦äĒ¢ēļ░®Ē¢źņØś ņłśņ¦üĻĘĀņŚ┤ņØ┤ ĒÖĢņØĖļÉ£ļŗż. ĻĘĀņŚ┤ņØĆ ņĘ©ņä▒ņØ┤ Ļ░ĢĒĢ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ņāØņä▒ņŚÉ ņØśĒĢ£ ĻĘĀņŚ┤ļĪ£ ĒÖĢņØĖļÉ£ļŗż. ņØ┤ņĀä TiĻ│╝ ņØ┤ņóģņ×¼ļŻīņØś ņÜ®ņĀæ Ļ▓░Ļ│╝ņÖĆ Ļ░ÖņØ┤ ņÜ®ņĀæņåŹļÅäĻ░Ć ļ╣©ļØ╝ņ¦ÉņŚÉ ļö░ļØ╝ ĻĘĀņŚ┤ņØś ņāØņä▒ņØ┤ ņĀ£ņ¢┤ ļÉśļŖö Ļ▓āņØ┤ ĒÖĢņØĖļÉśņŚłļŗż.
Fig.┬Ā6
Photographs of top and bottom bead appearances of Ti and Ni dissimilar laser welds at different welding speeds
3.5 ĒāĆņØ┤ĒāĆļŖäĻ│╝ ņĢīļŻ©ļ»ĖļŖäņØś Ļ│ĀņåŹļÅä ļĀłņØ┤ņĀĆ Ļ▓╣ņ╣śĻĖ░ņÜ®ņĀæ Ļ▓░Ļ│╝
TiĻ│╝ AlļŖö Ti
3Al, TiAl, TiAl
2 ļ░Å TiAl
3 ļō▒ ļŗżņ¢æĒĢ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ņēĮĻ▓ī ļ░£ņāØĒĢ£ļŗż. ĒŖ╣Ē׳, TiAl
2 ļ░Å TiAl
3ņØĆ ņĘ©ņä▒ņØ┤ ļ¦żņÜ░ Ļ░ĢĒĢ£ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ļÅä ņÜ®ņĀĆļČĆņŚÉ ņĪ┤ņ×¼ĒĢĀ Ļ▓ĮņÜ░ ņÜ®ņĀæ ĻĘĀņŚ┤ņØä ņ£Āļ░£ĒĢśĻĖ░ ņēĮļŗż. TiĻ│╝ Al1050ņØś ņÜ®ņĀæņåŹļÅä 5 m/min ņØ┤ĒĢśļĪ£ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢ£ Ļ▓░Ļ│╝ ņÜ®ņĀæļ╣äļō£ ņāüļČĆņÖĆ ĒĢśļČĆņŚÉ ļ¬©ļæÉ ĻĘĀņŚ┤ņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż
8). ņÜ®ņĀæņåŹļÅä 10 m/min ņØ┤ņāüņŚÉņä£ ņÜ®ņĀæ ņåŹļÅäļź╝ ļ│ĆĒÖöņŗ£Ēéżļ®░ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢ£ Ļ▓░Ļ│╝ļź╝
Fig. 7ņŚÉ ļéśņŚ┤ĒĢśņśĆļŗż. ļ¬©ļōĀ ņĪ░Ļ▒┤ņØś ņāüļČĆņÖĆ ĒĢśļČĆ ņÜ®ņĀæ ļ╣äļō£ļČĆņŚÉņä£ ĻĘĀņŚ┤ ļō▒ ņÜ®ņĀæ ļČłļ¤ēņØ┤ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖļŖöļŗż. ņØ┤ļŖö 10 m/min ņØ┤ņāüņØś Ļ│ĀņåŹļÅä ļĀłņØ┤ņĀĆ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ TiĻ│╝ Al1050ņåīņ×¼ņØś ņØ┤ņóģņ×¼ļŻī ņÜ®ņĀæļČĆņŚÉ ņāØņä▒ļÉśļŖö ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ņÜ®ņĀæļČĆ ļČłļ¤ēņØä ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖö ņłśņżĆņ£╝ļĪ£ ņĀ£ņ¢┤ļÉśņŚłĻĖ░ ļĢīļ¼ĖņØ┤ļŗż
8). ņÜ®ņĀæņåŹļÅä ļ│ĆĒÖöņŚÉ ļö░ļźĖ TiĻ│╝ Al1050ņØś Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæļČĆņØś ņØĖņĀäļŗ© ņŗ£ĒŚśĻ▓░Ļ│╝ ņÜ®ņĀæņåŹļÅä 10 m/min~40 m/min ņé¼ņØ┤ņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņÜ®ņĀæļČĆĻ░Ć ņĢäļŗī Al ļ¬©ņ×¼ņĖĪņŚÉņä£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļ®░, 40 m/min ņØ┤ņāüņØś ņÜ®ņĀæņåŹļÅäņŚÉņä£ļŖö ņÜ®ņĀæļČĆņØś ļ®┤ņĀüņØ┤ ļ¦żņÜ░ ņĀüņ¢┤ ņÜ®ņĀæļČĆņŚÉņä£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż
9). ņØ┤ļŖö TiĻ│╝ AlņØś ņØ┤ņóģņ×¼ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ Ļ│ĀĒÆłņ¦ł ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ╣öņ¦üĻ▓Į 27 ╬╝m, ņåīņ×¼ņØś ļæÉĻ╗ś ĒĢ® 0.6 mmņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņÜ®ņĀæņåŹļÅä ņ”ØĻ░ĆņŚÉ ļö░ļØ╝
Fig. 8ņŚÉ ļéśĒāĆļéĖ ņĪ░ņ¦üņāØņä▒ ļ¬©ņŗØļÅäņÖĆ Ļ░ÖņØ┤ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ņØ╝ņĀĢ ļČĆņ£äņŚÉ ļīĆļ¤ēņ£╝ļĪ£ ņĪ┤ņ×¼ĒĢśņŚ¼ ĻĘĀņŚ┤ņØä ņ£Āļ░£ĒĢśņ¦Ć ņĢŖĻ│Ā ņä¼ĒśĢņ£╝ļĪ£ ņĪ┤ņ×¼ĒĢśņŚ¼ ņÜ®ņĀæļČłļ¤ēņØ┤ ņāØņä▒ļÉśļŖö Ļ▓āņØä ņżäņØ┤ļŖö Ļ▓āņØ┤ Ļ┤Ćņ░░ ļÉśņŚłļŗż
8). ņÜ®ņĀæņåŹļÅä 10 m/min ņØ┤ņāüņŚÉņä£ ņÜ®ņĀæļČĆņØś ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØ┤ ņÜ®ņĀæ ļČłļ¤ēņØä ņ£Āļ░£ĒĢśņ¦Ć ņĢŖļÅäļĪØ ņĀ£ņ¢┤Ļ░Ć Ļ░ĆļŖźĒĢśļŗżļŖö Ļ▓░Ļ│╝ļź╝ ņ¢╗ņŚłļŗż.
Fig.┬Ā7
Photographs of top and bottom bead appearances and cross-sectional images of Ti and Al1050 dissimilar laser welds at different welding speeds
8)
Fig.┬Ā8
Schematic representation of laser weld fusion zones by laser welding speed
8)
4. Ļ▓░ ļĪĀ
ĒāĆņØ┤ĒāĆļŖäņØĆ ĒāĆ ņåīņ×¼ļ│┤ļŗż ļé┤ņŗØņĀĢņØ┤ ņøöļō▒Ē׳ ņÜ░ņłśĒĢ£ ņåīņ×¼ļĪ£ ĒŖ╣Ē׳ ņŚ╝ņåīņØ┤ņś©ņŚÉ ļīĆĒĢ£ ņÜ░ņłśĒĢ£ ļé┤ņŗØņä▒ņ£╝ļĪ£ Ļ░ĆĒś╣ĒĢ£ ĒÖśĻ▓ĮņŚÉņä£ ņĀüņÜ®ņØ┤ ņ£Āļ”¼ĒĢ£ ĻĖłņåŹņåīņ×¼ņØ┤ļŗż ĒāĆņØ┤ĒāĆļŖäņØś ņĀüņÜ®ņØä ļ│┤ļŗż ĒÜ©ņ£©ņĀüņ£╝ļĪ£ ņ”ØĻ░Ćņŗ£ĒéżĻ│Ā ņĀ£ĒÆłņØś Ļ░ĆĻ▓®ņØä ņĀłĻ░ÉĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ĒāĆņØ┤ĒāĆļŖä ļ░Å ĒāĆņØ┤ĒāĆļŖä ĒĢ®ĻĖłņØś ļÅÖņóģ ņÜ®ņĀæ ļ░Å ņØ┤ņóģņ×¼ ļŻī ņÜ®ņĀæļ▓ĢņØś Ļ░£ļ░£ņØĆ ņżæņÜöĒĢ£ ĻĖ░ņłĀ ņżæ ĒĢśļéśņØ┤ļŗż. ņł£ ĒāĆņØ┤ĒāĆļŖä ļ░Å ĒāĆņØ┤ĒāĆļŖä ĒĢ®ĻĖłņØĆ ļåÆņØĆ ņ£ĄņĀæņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŖö ļ░śļ®┤ ņÜ░ņłśĒĢ£ ļĀłņØ┤ņĀĆ ļ╣ö ĒØĪņłśņ£©ņØä Ļ░Ćņ¦Ćļ»ĆļĪ£ ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚÉ ņ£Āļ”¼ĒĢ£ ņåīņ×¼ļĪ£ ĒÅēĻ░Ć ļ░øĻ│Ā ņ׳ļŗż. ĒāĆņØ┤ĒāĆļŖäņØś ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ļÅÖĒ¢źņØä ņåīĻ░£ĒĢśĻ│Ā Ļ│ĀĒÆłņ¦łņØś ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢ£ ņ┤łĻ│ĀņåŹ ĒāĆņØ┤ĒāĆļŖä Ļ│╝ ņØ┤ņóģņ×¼ļŻīņØś Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæņä▒ņŚÉ ļīĆĒĢśņŚ¼ ņåīĻ░£ĒĢśņśĆļŗż.
1) ņł£ ĒāĆņØ┤ĒāĆļŖä ļ░Å ĻĘĖ ĒĢ®ĻĖłņØĆ Ļ│Āņś©ņŚÉņä£ ņÖĖļČĆ ņśżņŚ╝ļ¼╝ ļ░Å ļīĆĻĖ░ņÖĆ ņēĮĻ▓ī ļ░śņØæĒĢśņŚ¼ ļåÆņØĆ ņĘ©ņä▒ņØś ņÜ®ņĀæļČĆļź╝ ņāØņä▒ĒĢśļ»ĆļĪ£ ņÜ®ņĀæļČĆņØś ļČłļ¤ēņØä ņēĮĻ▓ī ņ┤łļלĒĢśļ»ĆļĪ£ ņÜ®ņĀæ ļČäņ£äĻĖ░ ņĀ£ņ¢┤Ļ░Ć ņżæņÜöĒĢ£ ņÜöņØĖņØ┤ļŗż.
2) ĻĖ░ņĪ┤ņØś ļ¦ÄņØĆ ņŚ░ĻĄ¼ņ×ÉļōżņØś ĒāĆņØ┤ĒāĆļŖä ļĀłņØ┤ņĀĆ ņÜ®ņĀæņĪ░Ļ▒┤ ļ░Å Ļ┤Ćņ░░ļé┤ņÜ®ņØä ņĀĢļ”¼ĒĢ£ ņ×ÉļŻīļź╝ ņåīĻ░£ĒĢśņśĆņ£╝ļ®░, ņé░ņŚģņŚÉ ņé¼ņÜ®ĒĢśĻĖ░ ņ£Āļ”¼ĒĢ£ CWņÖĆ ļ¦×ļīĆĻĖ░ ņÜ®ņĀæņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć Ļ░Ćņן ļ¦ÄņØ┤ ņ¦äĒ¢ēļÉśņ¢┤ņÖöļŗż.
3) ņÜ®ņĀæļČĆņØś ņé░ĒÖöļÅäĻ░Ć ļåÆņĢäņ¦łņłśļĪØ ņĘ©ņä▒ņØ┤ Ļ░ĢĒĢ£ ņĪ░ņ¦üņØ┤ ņāØņä▒ļÉśļ®░, ņŗżļō£ ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ļ╣äļō£ņāēņāüņØ┤ ļ│ĆĒÖöĒĢśņŚ¼ ĒāĆņØ┤ĒāĆļŖä ņÜ®ņĀæņØś ņé░ĒÖöļÅä ĒÅēĻ░Ćļź╝ ĒĢĀ ņłś ņ׳ļŗż.
4) ļ╣öĒÆłņ¦łņØ┤ ņÜ░ņłśĒĢ£ ņŗ▒ĻĖĆļ¬©ļō£ ĒīīņØ┤ļ▓äļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ╣öņ¦üĻ▓Į ņĢĮ 27 ╬╝m, ļĀłņØ┤ņĀĆ ņČ£ļĀź 1 kW ņĪ░Ļ▒┤ņŚÉņä£ ņÜ®ņĀæņåŹļÅäļź╝ 5 m/min~50 m/min Ļ╣īņ¦Ć ļ│ĆĒÖöļź╝ ņŻ╝ņ¢┤ Ļ▓╣ņ╣śĻĖ░ ĒāĆņØ┤ĒāĆļŖä ņØ┤ņóģņ×¼ļŻī ņÜ®ņĀæņØä ņŗżņŗ£ĒĢśņśĆļŗż.
5) Ti-STS304, Ti-Cu, Ti-Ni ļ░Å Ti-Al1050 Ļ│ĀņåŹļÅä Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæ Ļ▓░Ļ│╝ ņÜ®ņĀæņåŹļÅäņØś ņāüņŖ╣ņŚÉ ļö░ļØ╝ ņÜ®ņĀæĻ▓░ĒĢ©ņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓░Ļ│╝ļź╝ ņ¢╗ņŚłļŗż.
6) ļ¦żņÜ░ ļ╣ĀļźĖ ņÜ®ņĀæņåŹļÅäņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö ļ╣äĻĄÉņĀü Ļ▒┤ņĀäĒĢ£ ņÜ®ņĀæļČĆļź╝ ņ¢╗ņØä ņłś ņ׳ļÅäļĪØ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ņāØņä▒ņØ┤ ņĀ£ņ¢┤ļÉśļŖö Ļ▓āņØ┤ ĒÖĢņØĖļÉ£ļŗż.
Ļ│ĀĒÆłņ¦ł ļĀłņØ┤ņĀĆļź╝ ĒÖ£ņÜ®ĒĢ£ Ļ│ĀņåŹļÅä ļĀłņØ┤ņĀĆ ņÜ®ņĀæĻ▓░Ļ│╝ ĻĖ░ņĪ┤ņŚÉ ļ│┤Ļ│ĀļÉ£ ņĀäņ×Éļ╣öĻ│╝ ļĀłņØ┤ņĀĆ ņÜ®ņĀæ Ļ▓░Ļ│╝Ēæ£ņÖĆ ļ╣äĻĄÉĒĢśņŚ¼
Table 2ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ti-STS304 Ļ│ĀņåŹļÅä ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØä ņĀ£ņÖĖĒĢ£ ņĪ░ĒĢ®ņŚÉņä£ ņÜ®ņĀæņåŹļÅäļź╝ ļ¦żņÜ░ ļ╣Āļź┤Ļ▓ī ĒĢśņŚ¼ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØś ņāØņä▒ņØä ņØ╝ļČĆ ņĀ£ņ¢┤ĒĢśļŖö Ļ▓āņØ┤ ĻĖ░ņĪ┤ņØś ņÜ®ņĀæļ│┤ļŗż Ļ▒┤ņĀäĒĢ£ ņÜ®ņĀæļČĆĻ░Ć ņ¢╗ņ¢┤ņ¦äļŗżļŖö ņé¼ņŗżņØ┤ ĒÖĢņØĖļÉśņŚłļŗż.
Table┬Ā2
Weldability changing of Ti dissimilar welding by changing welding speed
10,11)
|
Al |
Cu |
Fe |
Ni |
|
Ti |
F5ŌåÆE |
F5ŌåÆG |
F5ŌåÆF |
F5ŌåÆG |


 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



