

1. ņä£ ļĪĀ
ņĢĢļĀźņÜ®ĻĖ░ ņĀ£ņ×æņŗ£ Ļ▓ĮņĀ£ņĀü Ļ┤ĆņĀÉņŚÉņä£ ņØ┤ņóģņ×¼ļŻī ņÜ®ņĀæņŚÉ ļīĆĒĢ£ Ļ┤Ćņŗ¼ņØ┤ ļåÆņĢäņ¦ĆĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳, ņÜ®ņĀæ ņÖĆņØ┤ņ¢┤ņØś ņäĀĒāØņØĆ ņØ┤ņóģņ×¼ļŻī ņÜ®ņĀæņŚÉņä£ Ļ│ĀļĀżĒĢ┤ņĢ╝ ĒĢĀ ņżæņÜöĒĢ£ ņØĖņ×É ņżæ ĒĢśļéśņØ┤ļŗż. ļ│Ė ņŚ░ĻĄ¼ļŖö ņØ┤ņóģņ×¼ļŻī ņÜ®ņĀæ ņŗ£ ņÖĆņØ┤ņ¢┤ņØś ņäĀĒāØņØ┤ ņÜ®ņĀæļČĆ ĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņĪ░ņé¼ĒĢśĻĖ░ ņ£äĒĢ£ ņØ╝ļĀ©ņØś ņŚ░ĻĄ¼ļĪ£ņä£ ņØ┤ļ»Ė ņłśĒ¢ēļÉ£ ĒĢ®ĻĖłĻ░Ģ ņÖĆņØ┤ņ¢┤ņØś ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ņŚÉ ņØ┤ņ¢┤ ĻĖłļ▓łņŚÉļŖö ĒāäņåīĻ░Ģ ņÖĆņØ┤ņ¢┤ ņé¼ņÜ® ņŗ£ ņÜ®ņĀæļČĆ ĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņĪ░ņé¼ĒĢśĻĖ░ ņ£äĒĢ┤ ņłśĒ¢ēļÉśņŚłļŗż1).
SA516 Gr.70ņØĆ CĒĢ©ņ£Āļ¤ēņØ┤ 0.21%~0.26%ņØĖ Ļ░Ģņ£╝ļĪ£ ņĀĆņś©ņŚÉņä£ņØś ņŗĀļó░ņä▒ņØ┤ ļåÆĻ│Ā ļ╣äĻĄÉņĀü ļåÆņØĆ Ļ░ĢļÅäņÖĆ ļģĖņ╣ś ņØĖņä▒ņØä Ļ░¢ĻĖ░ ļĢīļ¼ĖņŚÉ ņżæ, ņĀĆņś©ņŚÉņä£ņØś ņĢĢļĀź ņÜ®ĻĖ░ ļō▒ņŚÉ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż. ļśÉĒĢ£ ņØ┤ Ļ░ĢņØĆ ļé┤ņłśņåīĻĘĀņŚ┤ ņĢĢļĀźņÜ®ĻĖ░(HIC resistant pressure vessel)ņÜ®ņ£╝ļĪ£ļÅä ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņÜ®ņĀæļČĆņØś Ēāäņåīļŗ╣ļ¤ēņØ┤ ļåÆņĢä ņÜ®ņĀæ ņŗ£ ĻĘĀņŚ┤ņØ┤ ļ░£ņāØļÉĀ ņłś ņ׳ņ¢┤ ņÜ®ņĀæņä▒ņØä ļ│┤ņ”ØĒĢśĻĖ░ ņ¢┤ļĀĄļŗżļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż2).
SA387 Gr.91ņØĆ 9%Cr-1%Mo Ļ░ĢņŚÉ ļ»Ėļ¤ēņØś Nb, V, Nļō▒ņØ┤ ņ▓©Ļ░ĆļÉśņ¢┤ Ļ│Āņś©ņŚÉņä£ ņÜ░ņłśĒĢ£ Ļ░ĢļÅäļź╝ Ļ░ĆņĀĖ 600┬░CĻ╣īņ¦Ć ļÅäļŗ¼ĒĢśļŖö ņŖżĒīĆ ņĀ£ļäłļĀłņØ┤Ēä░ņŚÉ ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż3-7). ņĄ£ĻĘ╝ ņØ┤ Ļ░Ģņ×¼ļŖö ĒĢ£ļףņ¦ĆņŚŁņ£╝ļĪ£ ņé¼ņÜ®ĒÖśĻ▓Į ĒÖĢļīĆ ļ░Å Ēøäļ¼╝ĒÖöļĪ£ ņØĖĒĢ┤ -30┬░C ņĀĆņś©ņØĖņä▒ņŚÉ ļīĆĒĢ£ ņĢłņĀäņä▒ņØ┤ ĒĢäņÜöĒĢśļ®░, ņÜ®ņĀæļČĆ ļ¼╝ņä▒ ĒÖĢļ│┤ļź╝ ņ£äĒĢ£ ņןņŗ£Ļ░ä ņÜ®ņĀæĒøäņŚ┤ņ▓śļ”¼(Post-Weld Heat Treatment, PWHT)Ļ░Ć ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż8).
2. ņŗżĒŚśļ░®ļ▓Ģ
2.1 ņŗ£ĒÄĖ ņżĆļ╣ä ļ░Å ņÜ®ņĀæ ņĪ░Ļ▒┤
ļ¬©ņ×¼ļŖö 300(L)├Ś300(W)├Ś16(T) Ēü¼ĻĖ░ņØś A516 Gr. 70Ļ│╝ A387 Gr. 91Ļ░Ģņ×¼ņØ┤ļŗż. ņÜ®ņĀæļČĆ ĒśĢņāüņØĆ Fig. 1Ļ│╝ Ļ░ÖņØ┤ ļæÉ Ļ░Ģņ×¼ ņé¼ņØ┤ ĒÖł Ļ░üļÅä 60┬░, ļŻ©ĒŖĖļ®┤ 2mm, ļŻ©ĒŖĖĻ░äĻ▓® 2.5mmļĪ£ ĒĢ£ Ēøä ņ£äļ╣ÖņØä ĒĢśņŚ¼ 4Ēī©ņŖżņØś FCA ņÜ®ņĀæņØ┤ ņŗżņŗ£ļÉśņŚłļŗż. ļ│┤ĒśĖĻ░ĆņŖżļŖö 100% CO2ļź╝, ņÜ®ņĀæļ┤ēņ£╝ļĪ£ļŖö ĒāäņåīĻ░Ģ ņÖĆņØ┤ņ¢┤ E71T-1Cļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż.

ņÜ®ņĀæ ņŗ£ĒÄĖņØĆ ņĀäļźśĻ░Æ(A)ņØä ļ│ĆĒÖöņŗ£ņ╝£ ņ×ģņŚ┤ļ¤ē 15.0, 22.5, 30.0 kJ/cm ņ£╝ļĪ£ ņÜ®ņĀæĒĢśņśĆļŗż. PWHTļŖö 750┬░CņŚÉņä£ 2.5h ņ£Āņ¦Ć Ēøä ļĪ£ļāēĒĢśņśĆļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ņØś ņÜ®ņĀæ ņĪ░Ļ▒┤ņØĆ Table 1, ņé¼ņÜ®ĒĢ£ ņØ┤ņóģ ĻĖłņåŹĻ│╝ ņÖĆņØ┤ņ¢┤ņØś ĒÖöĒĢÖņä▒ļČä ļ░Å ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØĆ Table 2ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
Table┬Ā1
Welding conditions
| No | Current (A) | Voltage (V) | Speed (cm/min) | Heat Input (kJ/cm) | PWHT | |
|---|---|---|---|---|---|---|
| FCAW | 1 | 200 | 25 | 20 | 15.0 | 750┬░C 2.5h |
| 2 | 300 | 25 | 20 | 22.5 | ||
| 3 | 400 | 25 | 20 | 30.0 |
Table┬Ā2
Chemical composition and mechanical properties of base metals and wire (wt%, MPa)
2.2 ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ĻĖ░Ļ│äņĀü ņŗ£ĒŚś
ņŗ£ĒÄĖņØä ņĀĢļ░ĆņŚ░ļ¦ł Ēøä ņÜ®ņĀæļČĆ ļ░Å ĒāäņåīĻ░ĢņØĆ ļéśņØ┤Ēāł 5%, ĒĢ®ĻĖłĻ░ĢņØĆ ņÖĢņłśļĪ£ ņŚÉņ╣Ł Ēøä ļæÉ Ļ░ĢņØś Ēæ£ļ®┤ ņ¦üĒĢś 2mmļČĆĻĘ╝ņØś ņŚ┤ņśüĒ¢źļČĆņÖĆ ņÜ®ņ░®ĻĖłņåŹņØś ņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż. (Fig. 2 ņ░ĖņĪ░)

ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØĆ ņČ®Ļ▓®, ņØĖņן, Ļ▓ĮļÅäņŗ£ĒŚśņ£╝ļĪ£ ļČäņäØļÉśņŚłĻ│Ā, ĒÖöĒĢÖņĀü ĒŖ╣ņä▒ņØĆ ļČĆņŗØņŗ£ĒŚś ļ░Å ĒÖöĒĢÖņä▒ļČä ļČäņäØņ£╝ļĪ£ ĒÅēĻ░ĆļÉśņŚłļŗż. ņČ®Ļ▓®ņŗ£ĒŚśņØĆ KS B 0809 4ĒśĖ ņŗ£ĒŚśĒÄĖņØä ņĀ£ņ×æĒĢśņŚ¼, -45 ~ -15┬░C ĻĄ¼Ļ░äņŚÉņä£ ĒĢśņżæ 30kg-mņØś ņāżļź┤Ēö╝ ņČ®Ļ▓®ņŗ£ĒŚśĻĖ░ļĪ£ ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, ņØĖņןņŗ£ĒŚśņØĆ KS B 0801ņØś ļ╣äļĪĆ 14 AĒśĖ ņŗ£ĒŚśĒÄĖņØä ņÜ®ņĀæņäĀņŚÉ ņłśĒÅē ļ░®Ē¢źņ£╝ļĪ£ ņ▒äņĘ©ĒĢśņŚ¼ ļ¦īļŖźņØĖņןņŗ£ĒŚśĻĖ░ļĪ£ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. Ļ▓ĮļÅäņŗ£ĒŚśņØĆ ļ¦łņØ┤Ēü¼ļĪ£ ļ╣äņ╗żņŖż Ļ▓ĮļÅäĻĖ░ļĪ£ Ēæ£ļ®┤ ņ¦üĒĢś 2mm ļČĆĻĘ╝Ļ│╝ ņÜ®ņĀæļČĆņŚÉņä£ ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░ ĒĢśņżæņØĆ 10kgf ņśĆļŗż.
ļČĆņŗØņŗ£ĒŚśņØĆ KS D 9502ņŚÉ ļö░ļØ╝ Ēæ£ņżĆ ņŚ╝ņłś(NaCl) ļČäļ¼┤ ņŗ£ĒŚśĻĖ░ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 35┬░C, ņŚ╝ļÅä pH 6.5~7.2ļČäņ£äĻĖ░ ĒĢśņŚÉ ņŗ£Ļ░äņŚÉ ļö░ļźĖ ļ¼┤Ļ▓ī ļ│ĆĒÖöņ£©ņØä ņĖĪņĀĢĒĢśņśĆĻ│Ā, ĒÖöĒĢÖņä▒ļČäņØĆ EDSļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĪ░ņä▒ņØä ļČäņäØĒĢśņśĆļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░
Fig. 3ņØĆ A387Ļ│╝ A516ņØś ņØ┤ņóģĻĖłņåŹ ņÜ®ņĀæļČĆņŚÉņä£ ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ Ļ░ü Ēī©ņŖż ĻĄ¼Ļ░äņØś ņĪ░ņ¦üņØ┤ļŗż. ņ×ģņŚ┤ļ¤ē 15.0kJ/cm ņØ╝ ļĢī ņ┤łņĖĄ(1st layer) ņĪ░ņ¦üņØĖ Fig. 3(a1)ņŚÉņä£ ļ»ĖņäĖĒĢ£ ņ×ģļé┤ Ļ┤┤ņāü ĒÄśļØ╝ņØ┤ĒŖĖ(Intragranular polygonal ferrite, IPF)ņÖĆ ņ×ģĻ│äĒÄśļØ╝ņØ┤ĒŖĖ(Grainboundary ferrite, GBF)Ļ░Ć Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ IPF, GBFĻ░Ć ņĪ░ļīĆĒĢ┤ņĪīļŗż.
Fig. 3(b)ļŖö ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ļæÉ ļ▓łņ¦Ė ņĖĄņØś ņÜ®ņ░®ĻĖłņåŹ ņĪ░ņ¦üņØ┤ļŗż. ņ×ģņŚ┤ļ¤ē 15.0 kJ/cm ņØ╝ ļĢīņØś ņĪ░ņ¦ü Fig. 3(b1)ņØä ļ│┤ļ®┤ 1pass ĻĄ¼Ļ░äļ│┤ļŗż ņĪ░ļīĆĒÖö ļÉ£ ĒÄśļØ╝ņØ┤ĒŖĖ ņ×ģņ×ÉņÖĆ ļ╣äļō£ļ¦īņŖżĒģīĒģÉ ĒÄśļØ╝ņØ┤ĒŖĖ(Widmannstėōtten Ferrite, WF), ņĀüņØĆ ņ¢æņØś ņĢäņŗ£Ēüśļ¤¼ ĒÄśļØ╝ņØ┤ĒŖĖ(Acicular ferrite, AF)Ļ░Ć Ēś╝ĒĢ®ļÉ£ ņĪ░ņ¦üņØ┤ ļ│┤ņŚ¼ņ¦ĆĻ│Ā, ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ GBFņØś ņ×ģņ×É Ēü¼ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśļ®░ WFĻ░Ć Ļ░ÉņåīĒĢ©ņØä Fig. 3(b2), (b3)ņŚÉņä£ Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļŗż.
Fig. 3(c)ļŖö ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ņÜ®ņ░®ĻĖłņåŹņŚÉņä£ ņäĖ ļ▓łņ¦ĖņĖĄņØś ņĪ░ņ¦üņØ┤ļŗż. Fig. 3(c1)ņŚÉņä£ļŖö ļ¦ÄņØĆ ņ¢æņØś AFņÖĆ GBF, WFĻ░Ć Ēś╝ĒĢ®ļÉ£ ņĪ░ņ¦üņØ┤ Ļ┤Ćņ░░ļÉśļ®░, ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ AFĻ░Ć Ļ░ÉņåīĒĢ©ņØä Fig. 3(c2), (c3)ņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
Fig. 3(d)ļŖö ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ņÜ®ņ░®ĻĖłņåŹņŚÉņä£ ļäż ļ▓łņ¦ĖņĖĄņØś ņĪ░ņ¦üņØ┤ļŗż. ņĀäļ░śņĀüņ£╝ļĪ£ GBF, WF, AFĻ░Ć Ēś╝ĒĢ®ļÉ£ ņĪ░ņ¦üņØ┤ Ļ┤Ćņ░░ļÉśļ®░, ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ GBFĻ░Ć ņĪ░ļīĆĒÖö ļÉśņŚłņ£╝ļ®░ AF ļČäņ£©ņØĆ Ļ░ÉņåīĒĢśņśĆļŗż.
Fig. 4ļŖö A387Ļ│╝ A516ņØś ņØ┤ņóģĻĖłņåŹ ņÜ®ņĀæļČĆņŚÉņä£ ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ A516-70Ļ░Ģņ×¼ ņ¬Į HAZņŚÉņä£ņØś ņĪ░ņ¦üņ£╝ļĪ£ ņ×ģņŚ┤ļ¤ē 15.0kJ/cmņØ╝ ļĢī ĒĢśļČĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ(Lower Bainite, LB)ņÖĆ WFĻ░Ć Ēś╝ĒĢ®ļÉ£ ņĪ░ņ¦üņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ ĻĄ¼Ļ░äņŚÉņä£ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ LBĻ░Ć ņé¼ļØ╝ņ¦ĆĻ│Ā ņāüļČĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ(Upper Bainite, UB)Ļ░Ć ĒśĢņä▒ļÉśņŚłņ£╝ļ®░, 30.0kJ/cmņØś ņ×ģņŚ┤ļ¤ēņØ╝ ļĢīļŖö ļīĆļČĆļČä Ļ┤┤ņāüņØś GBFņÖĆ UBĻ░Ć Ēś╝ĒĢ®ļÉ£ ņĪ░ņ¦üņØ┤ ĒśĢņä▒ļÉśņŚłļŗż.
Fig.┬Ā4
Microstructures of heat-affected zone(HAZ) adjacent to A516-70 steel with different heat inputs ((a) 15.0 kJ/cm, (b) 22.5 kJ/cm, (c) 30.0 kJ/cm)
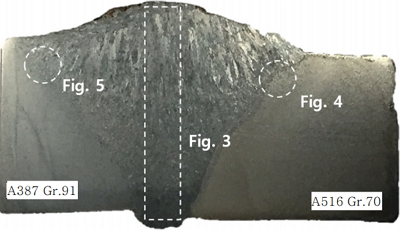
Fig. 5ļŖö A387Ļ│╝ A516ņØś ņØ┤ņóģĻĖłņåŹ ņÜ®ņĀæļČĆņŚÉņä£ ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ A387Ļ░Ģņ×¼ ņ¬Į HAZņŚÉņä£ņØś ņĪ░ņ¦üņ£╝ļĪ£ Ēģ£ĒŹ╝ļō£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ(Tempered Martensite, TM)Ļ░Ć Ļ┤Ćņ░░ļÉ£ļŗż. ļśÉĒĢ£ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ TMĻ░Ć ņĪ░ļīĆĒĢ┤ņĪīņ£╝ļ®░, 30.0kJ/cm ņ×ģņŚ┤ļ¤ēņØ╝ ļĢīļŖö TM, LB Ēś╝ĒĢ® ņĪ░ņ¦üņØ┤ ĒśĢņä▒ļÉśņŚłļŗż.
3.2 ņØĖņן ņŗ£ĒŚś
Fig. 6ņØĆ ņØ┤ņóģĻĖłņåŹņÜ®ņĀæļČĆņŚÉņä£ ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ņØ┤ļŗż. ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņØĖņןĻ░ĢļÅäļŖö 567.4, 542.9, 527.2 MPaļĪ£ Ļ░ÉņåīĒĢśņśĆĻ│Ā, ņŚ░ņŗĀņ£©ņØĆ 33.69, 35.86, 36.97ļĪ£ ņ”ØĻ░ĆĒĢśņśĆļŗż. ņØ┤ Ļ▓░Ļ│╝ļŖö ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņÜ®ņĀæļČĆņŚÉņä£ Ļ▓ĮĒĢ£ ņĪ░ņ¦üņØĖ AF ļČäņ£©ņØ┤ ļé«ņĢäņ¦ĆĻ│Ā ņŚ░ĒĢ£ ņĪ░ņ¦üņØĖ GBF ļČäņ£©ņØ┤ ļåÆņĢäņĪīĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
3.3 ņČ®Ļ▓® ņŗ£ĒŚś
Fig. 7ņØĆ ĒāäņåīĻ░Ģ ņÖĆņØ┤ņ¢┤ļĪ£ ņÜ®ņĀæĒĢ£ ņØ┤ņóģĻĖłņåŹņÜ®ņĀæļČĆņØś ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ņČ®Ļ▓®ņŗ£ĒŚś Ļ▓░Ļ│╝ļĪ£ ĒĢ®ĻĖłĻ░Ģ ņÖĆņØ┤ņ¢┤ļĪ£ ņÜ®ņĀæļÉ£ ņÜ®ņĀæļČĆņÖĆļŖö ļ░śļīĆļĪ£ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņČ®Ļ▓®ĒØĪņłśņŚÉļäłņ¦ĆļŖö Ļ░ÉņåīĒĢśņśĆļŗż1). ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĢäņŗ£Ēüśļ¤¼ ĒÄśļØ╝ņØ┤ĒŖĖļŖö ņÜ®ņĀæļČĆņŚÉņä£ņØś ņĀĆņś©ņØĖņä▒ņØä Ē¢źņāüņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśļŖöļŹ░10), Fig. 3ņŚÉņä£ Ļ│Āņ░░ļÉśņŚłļō»ņØ┤ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆņŚÉņä£ņØś ņĢäņŗ£Ēüśļ¤¼ ĒÄśļØ╝ņØ┤ĒŖĖ ļČäņ£©ņØ┤ Ļ░ÉņåīĒĢśņŚ¼ ņČ®Ļ▓® ĒØĪņłśņŚÉļäłņ¦ĆĻ░Ć Ļ░ÉņåīĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. ļśÉĒĢ£ ņČ®Ļ▓® ĒØĪņłśņŚÉļäłņ¦ĆņØś ļ│ĆĒÖöļĪ£ ļ│┤ņĢä ņ▓£ņØ┤ņś©ļÅäļŖö ņĢĮ -35ŌĆģ~ŌĆģ-25┬░C ļ▓öņ£äņØ┤ļŗż.
3.4 Ļ▓ĮļÅä ņŗ£ĒŚś
Fig. 8ņØĆ ņÜ®ņĀæ ņŗ£ĒÄĖ Ēæ£ļ®┤ ņ¦üĒĢś 2mmņŚÉņä£ ņłśĒÅēļ░®Ē¢źņ£╝ļĪ£ ņĖĪņĀĢļÉ£ Ļ▓ĮļÅäĻ░ÆņØ┤ļŗż. ņÜ®ņĀæļČĆņØś Ļ▓ĮļÅäļŖö A387ņØś ļ¬©ņ×¼ņÖĆ HAZļ│┤ļŗż ļé«Ļ│Ā A516Ļ░Ģņ×¼ņØś ļ¬©ņ×¼ņÖĆ HAZļ│┤ļŗż ļåÆņĢśļŗż. ņÜ®ņĀæļČĆņÖĆ HAZņŚÉņä£ņØś Ļ▓ĮļÅäļŖö ņ×ģņŚ┤ļ¤ēņØ┤ ļé«ņØäņłśļĪØ ļåÆņĢśļŗż. Fig. 4-6ņŚÉņä£ Ļ│Āņ░░ļÉśņŚłļō»ņØ┤ ņ×ģņŚ┤ļ¤ēņØ┤ ļé«ņĢäņ¦ÉņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆņŚÉņä£ļŖö ņĢäņŗ£Ēüśļ¤¼ ĒÄśļØ╝ņØ┤ĒŖĖ ĒśĢņä▒ņØ┤ ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, A516ņØś HAZ ņśüņŚŁņŚÉņä£ļŖö ĒĢśļČĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖĻ░Ć ĒśĢņä▒ļÉśņŚłņ£╝ļ®░ A387ņØś HAZ ņśüņŚŁņŚÉņä£ļŖö Ēģ£ĒŹ╝ļō£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖĻ░Ć ņāØņä▒ļÉśņŚłĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
Fig.┬Ā8
Hardness variation across weld metal tested in horizontal direction at 2mm under weld surface
Fig. 9ļŖö ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ļŗżņĖĄ ņÜ®ņĀæļČĆņŚÉņä£ņØś ņłśņ¦ü ļ░®Ē¢ź Ļ▓ĮļÅäĻ░ÆņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĀäļ░śņĀüņ£╝ļĪ£ ņ▓½ Ēī©ņŖżĻĄ¼Ļ░äņŚÉņä£ņØś Ļ▓ĮļÅäĻ░Ć Ļ░Ćņן ļåÆĻ│Ā ņĖĄņØ┤ ļłäņĀüļÉ©ņŚÉ ļö░ļØ╝ Ļ▓ĮļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░, ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņĀä Ēī©ņŖż ĻĄ¼Ļ░äņŚÉņä£ņØś ĒÅēĻĘĀ Ļ▓ĮļÅäĻ░ÆņØĆ Ļ░ÉņåīĒĢśņśĆļŗż. ņØ┤ļŖö Fig. 3ņŚÉņä£ Ļ│Āņ░░ļÉśņŚłļō»ņØ┤ ņ▓½ Ēī©ņŖżĻĄ¼Ļ░äņŚÉņä£ļŖö ļ»ĖņäĖĒĢ£ ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ĒśĢņä▒ļÉśņŚłĻ│Ā ņ×ģņŚ┤ļ¤ē Ļ░ÉņåīņÖĆ Ēī©ņŖż ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ņĢäņŗ£Ēüśļ¤¼ ĒÄśļØ╝ņØ┤ĒŖĖ ĒśĢņä▒ņØ┤ ņ”ØĻ░ĆĒĢśņśĆĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ļ│┤ņØĖļŗż. ļśÉĒĢ£, Ļ░ü ņĖĄ ņé¼ņØ┤ņŚÉ Ļ▓ĮļÅäĻ░Ć Ļ░ÉņåīĒĢśļŖö ĻĄ¼Ļ░äņØĆ ļŗżņĖĄ ņÜ®ņĀæņŗ£ ĒøäņåŹĒī©ņŖżņŚÉ ņØśĒĢ£ ņ×¼Ļ░ĆņŚ┤ļĪ£ ņØĖĒĢśņŚ¼ ņ×¼ņŚ┤ļČĆ(Reheated zone) ļĢīļ¼Ėņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż11).
3.5 EDS ņä▒ļČä ļČäņäØ
Table 3ņØĆ ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ņØ┤ņóģĻĖłņåŹņÜ®ņĀæļČĆļź╝ EDSļĪ£ ļČäņäØĒĢ£ ĒÖöĒĢÖ ņĪ░ņä▒ņ£╝ļĪ£ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņØ╝ļČĆ ņøÉņåī(Si, S)ļź╝ ņĀ£ņÖĖĒĢ£ ļīĆļČĆļČäņØś ņøÉņåī ĒĢ©ļ¤ēņØĆ ņ”ØĻ░ĆĒĢśņśĆļŗż. ĒŖ╣Ē׳, ņÜ®ņĀæļČĆļŖö ņÖĆņØ┤ņ¢┤ļ│┤ļŗż Crņ¢æņØä ļŹö ļ¦ÄņØ┤ ĒĢ©ņ£ĀĒĢśĻ│Ā ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņ”ØĻ░ĆĒĢśņśĆļŗż. ņØ┤ļŖö ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ A387ņØś CrņØ┤ ĒāĆņøÉņåīļ│┤ļŗż ņÜ®ņĀæļČĆļĪ£ ļ¦ÄņØ┤ ĒÖĢņé░ņØ┤ļÅÖļÉ£ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
Table┬Ā3
Chemical composition (wt%) of weld metal with different heat inputs
ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ņØ┤ņóģĻĖłņåŹņÜ®ņĀæļČĆņØś Ļ│Āņś©ĻĘĀņŚ┤Ļ░Éņłśņä▒(Hot Cracking Susceptibility, HCS)ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ņä£ WilkinsonņØ┤ ņĀ£ņĢłĒĢ£ ņŗØ(1)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢ£ Ļ▓░Ļ│╝, ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆ ļé┤ C ĒĢ©ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ 3.806, 3.898, 3.902ļĪ£ ņ”ØĻ░ĆĒĢśņśĆņ¦Ćļ¦ī Ļ│Āņś© ĻĘĀņŚ┤ ņ£äĒŚśņä▒ ņĢłņĀĢņ¦Ćņłś HCS < 4ļź╝ ļ¬©ļæÉ ļ¦īņĪ▒ĒĢśņśĆļŗż12).
3.6 ļČĆņŗØ ņŗ£ĒŚś
Fig. 10ļŖö ņŚ╝ņłś ļČäļ¼┤ ņŗ£ĒŚśĻĖ░ļź╝ ņØ┤ņÜ®ĒĢ£ ņŗ£ĒŚś ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņØ┤ņóģĻĖłņåŹ ņÜ®ņĀæļČĆņØś ļ¼┤Ļ▓ī ļ│ĆĒÖöņ£©ņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ĻĘĖļלĒöäļź╝ ļ│┤ļ®┤ ņĢĮ 170ņŗ£Ļ░äĻ╣īņ¦Ć ļ¼┤Ļ▓īĻ░Ć Ļ░ÉņåīĒĢśņśĆĻ│Ā, ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļ¼┤Ļ▓ī Ļ░Éņåīņ£©ņØĆ ņ”ØĻ░ĆĒĢśņśĆļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ļČĆņŗØ ņ┤łĻĖ░ņŚÉļŖö Ļ│ĄņŗØņŚÉ ņØśĒĢ┤ ļ¼┤Ļ▓īĻ░Ć Ļ░ÉņåīļÉśļŖöļŹ░ ņØ┤Ļ▓āņØĆ ļ»ĖņäĖņĪ░ņ¦üņØ┤ ņĪ░ļīĆĒĢĀņłśļĪØ Ļ│ĄņŗØņŚÉ ņØśĒĢ£ ļ¼┤Ļ▓ī Ļ░Éņåīņ£©ņØ┤ ņ”ØĻ░ĆĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż13).
Fig.┬Ā10
Weight gain of dissimilar metals welded joints by salt spray corrosion test as a function of hour
Fig. 3ņŚÉņä£ Ļ│Āņ░░ļÉśņŚłļō»ņØ┤ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆņŚÉņä£ļŖö ļ»ĖņäĖĒĢ£ ņĪ░ņ¦üņØĖ ņĢäņŗ£Ēüśļ¤¼ ĒÄśļØ╝ņØ┤ĒŖĖ ņāØņä▒ņØ┤ ņżäņŚłĻ│Ā, ļé┤Ļ│ĄņŗØņä▒ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņøÉņåīņØĖ MoņØ┤ Ļ░ÉņåīĒĢśņśĆĻĖ░ ļĢīļ¼ĖņŚÉ ņ×ģņŚ┤ļ¤ē ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ļ¼┤Ļ▓ī Ļ░Éņåīņ£©ļÅä ņ”ØĻ░ĆĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż14). 170ņŗ£Ļ░ä Ļ▓ĮĻ│╝ ņØ┤ĒøäņŚÉ ļ¼┤Ļ▓īĻ░Ć ņ”ØĻ░ĆĒĢ£ Ļ▓āņØĆ ņé░ĒÖöņ▓ĀņØ┤ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņśĆĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ļ│┤ņØĖļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĢĢļĀźņÜ®ĻĖ░ņÜ® Ļ░Ģņ£╝ļĪ£ ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśļŖö ĒĢ®ĻĖłĻ░Ģ ASTM A387 Gr. 91Ļ│╝ ĒāäņåīĻ░Ģ ASTM A516 Gr. 70ņØä ĒāäņåīĻ░ĢņÜ® ņÖĆņØ┤ņ¢┤ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ 3Ļ░Ćņ¦Ć ņ×ģņŚ┤ļ¤ē(15.0, 22.5, 30.0 kJ/cm)ņ£╝ļĪ£ FCA ļŗżņĖĄ ņÜ®ņĀæ Ēøä PWHTļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. ņÜ®ņĀæ Ēøä ņØ┤ņóģĻĖłņåŹ ņÜ®ņĀæļČĆņŚÉņä£ņØś ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░, ņČ®Ļ▓® ņŗ£ĒŚś, ņØĖņןņŗ£ĒŚś, Ļ▓ĮļÅäņŗ£ĒŚś ļ░Å ļČĆņŗØņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
1) ņÜ®ņĀæļČĆņŚÉņä£ņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ņ×ģļé┤ņÖĆ ņ×ģĻ│ä ĒÄśļØ╝ņØ┤ĒŖĖ, ļ╣äļō£ļ¦īņŖżĒģīĒģÉ ĒÄśļØ╝ņØ┤ĒŖĖ, ņĢäņŗ£Ēüśļ¤¼ ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņāØņä▒ļÉśņŚłļŗż. ĒŖ╣Ē׳, ņ×ģņŚ┤ļ¤ēņØ┤ Ļ░ÉņåīĒĢśĻ│Ā Ēī©ņŖżĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņĢäņŗ£Ēüśļ¤¼ ĒÄśļØ╝ņØ┤ĒŖĖņØś ņāØņä▒ņØ┤ ņ”ØĻ░ĆĒĢśņśĆļŗż.
2) A516Ļ░ĢņØś HAZņŚÉņä£ļŖö ļ╣äļō£ļ¦īņŖżĒģīĒģÉ ĒÄśļØ╝ņØ┤ĒŖĖ, ņāü┬ĘĒĢśļČĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖĻ░Ć Ļ┤Ćņ░░ļÉśņŚłņ£╝ļ®░ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņāüļČĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ, ļ╣äļō£ļ¦īņŖżĒģīĒģÉ ĒÄśļØ╝ņØ┤ĒŖĖņØś ņāØņä▒ņØ┤ ļ¦ÄņĢäņĪīļŗż.
A387Ļ░ĢņØś HAZņŚÉņä£ļŖö Ēģ£ĒŹ╝ļō£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņÖĆ ĒĢśļČĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖĻ░Ć Ļ┤Ćņ░░ļÉśņŚłĻ│Ā, ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ Ēģ£ĒŹ╝ļō£ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ļČäņ£©ņØĆ Ļ░ÉņåīĒĢśĻ│Ā, ĒĢśļČĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖņØś ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢśņśĆļŗż.
3) ņÜ®ņĀæļČĆņŚÉņä£ņØś Ļ▓ĮļÅäļŖö ņ┤łņĖĄņØ┤ Ļ░Ćņן ļåÆņĢśņ£╝ļ®░, ĒÅēĻĘĀ Ļ▓ĮļÅäĻ░ÆņØĆ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ Ļ░ÉņåīĒĢśņśĆļŗż. ļśÉĒĢ£ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņØĖņןĻ░ĢļÅäĻ░Ć ļé«ņĢäņĪīļŗż.
A387Ļ░Ģņ×¼ņÖĆ A516Ļ░Ģņ×¼ņØś ņØ┤ņóģĻĖłņåŹ ņÜ®ņĀæļČĆņŚÉņä£ļŖö ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņČ®Ļ▓®ĒØĪņłśņŚÉļäłņ¦ĆļŖö Ļ░ÉņåīĒĢśņśĆņ£╝ļ®░ ņĢĮ - 30┬░CņŚÉņä£ ņ▓£ņØ┤ņś©ļÅäĻ░Ć ļéśĒāĆ ļé¼ļŗż.
4) EDSņä▒ļČä ļČäņäØņØä ĒåĄĒĢ£ ņÜ®ņĀæļČĆņŚÉņä£ņØś Ļ│Āņś©ĻĘĀņŚ┤Ļ░Éņłśņä▒(Heat cracking susceptibility, HCS)ņØĆ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļåÆņĢäņĪīņ¦Ćļ¦ī Ēæ£ņżĆ ņĢłņĀäņ╣ś(HCS < 4)ļź╝ ļ¦īņĪ▒ņŗ£ņ╝░ļŗż.
5) ņØ┤ņóģĻĖłņåŹ ņÜ®ņĀæļČĆņØś ļČĆņŗØņØĆ ņĢĮ 170ņŗ£Ļ░äĻ╣īņ¦Ć Ļ│ĄņŗØņŚÉ ņØśĒĢ£ ļ¼┤Ļ▓īĻ░Ć Ļ░ÉņåīĒĢśņśĆĻ│Ā, ņ×ģņŚ┤ļ¤ē Ļ░ÉņåīņŚÉ ļö░ļØ╝ Ļ│ĄņŗØņŚÉ ņØśĒĢ£ ļ¼┤Ļ▓ī Ļ░Éņåīņ£©ņØĆ ņĀüņ¢┤ņĪīļŗż. ņØ┤ļŖö ņĢäņŗ£Ēüśļ¤¼ ĒÄśļØ╝ņØ┤ĒŖĖņØś ņāØņä▒ņØ┤ ņ”ØĻ░ĆĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



