

1. ņä£ ļĪĀ
ņĄ£ĻĘ╝ņŚÉ CTOD(Crack Tip Opening Displacement, ĻĘĀņŚ┤Ļ░£ĻĄ¼ļ│Ćņ£ä) ļō▒ņØś ĒīīĻ┤┤ņØĖņä▒ņØä ĒÖ£ņÜ®ĒĢ£ ĻĄ¼ņĪ░ļ¼╝ ņĀüĒĢ®ņä▒ ĒÅēĻ░ĆņŚÉ ļīĆĒĢ£ ņÜöĻĄ¼Ļ░Ć ņĀÉņĀÉ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż. ĻĄ¼ņĪ░ļ¼╝ ņĀüĒĢ®ņä▒ ĒÅēĻ░ĆļŖö Engineering Critical Assessment(ECA), Fracture Mechanics Analysis ļśÉļŖö Fitness for PurposeļĪ£ Ēæ£ĒśäļÉśĻ│Ā ņ׳ņ£╝ļ®░, ĻĄ¼ņĪ░ļ¼╝ņØś ĻĄ¼ņĪ░ņĀü ļ¼┤Ļ▓░ņä▒Ļ│╝ ņ¦ĆņåŹņĀüņØĖ ņä£ļ╣äņŖżņŚÉ ļīĆĒĢ£ ņĀüĒĢ®ņä▒ņØä ĒÅēĻ░ĆĒĢśļŖö ĻĖ░ļ▓Ģņ£╝ļĪ£ņŹ©, BS 7910: 20131), R62), API 579 FFS3) ļ░Å FITNET FFS 4)Ļ│╝ Ļ░ÖņØĆ ņĀłņ░©ļź╝ ĒåĄĒĢ┤ Ļ▓Ćņ”ØļÉ£ ņŚöņ¦Ćļŗłņ¢┤ļ¦ü ļ░®ņŗØņØä ņé¼ņÜ®ĒĢśņŚ¼ ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć Ļ│Āņן ļ¬©ļō£ņŚÉ ļīĆĒĢ┤ ņ×äĻ│ä ņĢĢļĀź ļČĆĒÆł ļ░Å ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņØś ļ¼┤Ļ▓░ņä▒ņØä ĒÅēĻ░ĆĒĢśļŖö ļŹ░ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż. ņØ┤ ņżæ BS 7910ņØĆ TWIļź╝ ņżæņŗ¼ņ£╝ļĪ£ ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ņ£╝ļ®░5,6), ĒŖ╣Ē׳, ĒÅēĻ░ĆņĀłņ░©ņØś ļ│┤ņłśņä▒ņØä ņÖäĒÖöĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņ×öļźśņØæļĀźņØś ĒÅēĻ░Ć ļ░Å ĒÖ£ņÜ®ņŚÉ ļīĆĒĢśņŚ¼ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£Ē׳ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż7,8,9).
ņĀüĒĢ®ņä▒ ĒÅēĻ░ĆļŖö ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ ĒĢśņżæĒŖ╣ņä▒Ļ│╝ ņØĖņä▒ĒŖ╣ņä▒ņØä Ļ│ĀļĀżĒĢ£ ĒīīņåÉņäĀļÅä(FAD, Failure Assessment Diagram)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ĒīīņåÉ ņŚ¼ļČĆļź╝ ĒÅēĻ░ĆĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņØĖņä▒ĒŖ╣ņä▒ņ£╝ļĪ£ļŖö CTODļź╝ Ēśäņ×¼ ļ¦ÄņØ┤ ņØ┤ņÜ®ĒĢśĻ│Ā ņ׳ļŗż. ĒĢ┤ņ¢æĻĄ¼ņĪ░ļ¼╝ņØĆ ņäĀļ░ĢņŚÉ ļ╣äĒĢśņŚ¼ Ļ░ĆĒś╣ĒĢ£ ĒÖśĻ▓ĮņŚÉņä£ ĻĖ░ļŖźņØä ņłśĒ¢ēĒĢ©ņŚÉ ļö░ļØ╝, Ļ░Ģņ×¼ ļ░Å ņÜ®ņĀæļČĆņŚÉ ņ׳ņ¢┤ņä£, ņŚäĻ▓®ĒĢ£ ĻĘ£ņĀĢņØä ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŗż. NORSOK ņäżĻ│ä ĻĖ░ņżĆ(Design Class 1~5)10)ņŚÉ ļö░ļźĖ ņĀüņÜ® Ļ░Ģņ×¼ļź╝ ĻĄ¼ļ│äĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ĻĄ¼ņĪ░ļ¼╝ņØś ņŻ╝ņÜö ļČĆņ×¼ņŚÉ ņ׳ņ¢┤ ļ¬©ņ×¼ ļ░Å ņÜ®ņĀæļČĆņŚÉ ļīĆĒĢśņŚ¼ CTOD Ļ░ÆņØä ņÜöĻĄ¼ĒĢśĻ│Ā ņ׳ļŗż. CTODņØĖ Ļ▓ĮņÜ░, ļ¬©ņ×¼ņŚÉ ļīĆĒĢ┤ņä£ļŖö Ļ░Ģņ×¼ ļ®öņØ┤ņ╗żņŚÉņä£ ļ│┤ņ”ØņØä ĒĢśĻ│Ā, ņÜ®ņĀæļČĆņŚÉ ļīĆĒĢ┤ņä£ļŖö ņŗż ņłśņÜöņ▓ś(ņé░ņŚģņ▓┤)ņŚÉņä£ ņÜ®ņĀæņŗ£Ļ│Ąņŗ£ĒŚś(Welding Procedure Qualification Testing, WPQT)ņØä ĒåĄĒĢśņŚ¼ ņŖżĒÄÖ ļ¦īņĪ▒ņŚ¼ļČĆļź╝ ļ│┤ņ”ØĒĢśĻ│Ā ņ׳ļŗż. ņé░ņŚģņ▓┤ņŚÉņä£ ņĀüĒĢ®ņä▒ ĒÅēĻ░ĆļŖö ņäżĻ│äĒĢśņżæ ļ░Å ņ×¼ļŻī ņØĖņä▒ņØś ĒāĆļŗ╣ņä▒, ņ×öņĪ┤ ņłśļ¬ģ ļ░Å ņÜ®ņĀæļČĆņØś ņ┤łĻĖ░ ĒŚłņÜ® Ļ▓░ĒĢ©Ēü¼ĻĖ░ ļō▒ ĻĄ¼ņĪ░ļ¼╝ņØś ņŗĀļó░ņä▒ņØä ĒÅēĻ░ĆĒĢśļŖöļŹ░ ļŗżņ¢æĒĢśĻ▓ī ĒÖ£ņÜ®ļÉĀ ņłś ņ׳ļŗż. ĒŖ╣Ē׳ ņĀ£ņ×æ ļŗ©Ļ│äņŚÉņä£ ļ░£ņāØļÉśļŖö ņÜ®ņĀæĒÆłņ¦łļ¼ĖņĀ£ ņ”ē, ņÜ®ņĀæĻ▓░ĒĢ© ņĪ┤ņ×¼ņŗ£ ņ×¼ņ×æņŚģ ņŚ¼ļČĆļź╝ ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢ£ ņŻ╝ņÜö ļÅäĻĄ¼ļĪ£ ņé¼ņÜ®ĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ļĢī ņÜ®ņĀæņŗ£Ļ│ĄņŖ╣ņØĖņŗ£ĒŚśņŚÉņä£ ņłśĒ¢ēĒĢ£ CTOD Ļ░ÆņØä ņŻ╝ļĪ£ ņé¼ņÜ®ĒĢ£ļŗż. CTODĻ░Ć ņŚåļŖö Ļ▓ĮņÜ░, ņČ®Ļ▓®ņØĖņä▒ņØä ĒīīĻ┤┤ņØĖņä▒ņ£╝ļĪ£ ļ│ĆĒÖśĒĢśņŚ¼ ņé¼ņÜ®ĒĢśļŖö Ļ▓ĮņÜ░ļÅä ņ׳ņ£╝ļéś, ņØ┤ Ļ▓ĮņÜ░ ņāüļīĆņĀüņ£╝ļĪ£ ļ│┤ņłśņĀü Ļ▓░Ļ│╝ļź╝ ļÅäņČ£ĒĢśĻ▓ī ļÉ£ļŗż. ļö░ļØ╝ņä£, ņé░ņŚģņ▓┤ņŚÉņä£ļŖö ņÜ®ņĀæņŗ£Ļ│ĄņŖ╣ņØĖ ņŗ£ĒŚśņØä ņ£äĒĢśņŚ¼ ĒīīĻ┤┤ņØĖņä▒ņØ┤ ĒÖĢļ│┤ļÉ£ ņÜ®ņĀæņ×¼ļŻīņØś ņé¼ņÜ®ņØĆ ĒĢäņłśņĀüņØ┤ļ®░, ļéśņĢäĻ░Ć ņĀ£ņ×æļŗ©Ļ│äņŚÉņä£ ļ░£ņāØļÉĀ ņłś ņ׳ļŖö ņÜ®ņĀæĻ▓░ĒĢ©Ļ│╝ Ļ░ÖņØĆ ĒÆłņ¦łļ¼ĖņĀ£ņŚÉ ļīĆņØæĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ĻĄ¼ņĪ░ļ¼╝ņØś ņĢłņĀäņä▒ ļ░Å Ļ▒┤ņĀäņä▒ņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŖö ņČ®ļČäĒĢ£ ņØĖņä▒ņØä ļ│┤ņ£ĀĒĢ£ ņÜ®ņĀæņ×¼ļŻī ņĀüņÜ®ņØ┤ ņżæņÜöĒĢśļŗż. ĒśäņŗżņĀü ņĖĪļ®┤ņŚÉņä£ ļ│╝ ļĢī, ņÜ®ņĀæņ×¼ļŻī Ļ░£ļ░£ ļŗ©Ļ│äņŚÉņä£ļŖö ņØĖņä▒ņØś ņŖżĒÄÖ ļ¦īņĪ▒ ņŚ¼ļČĆļ¦īņØä ļŗ©ņł£Ē׳ ĒÅēĻ░ĆĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņĀ£ņ×æļŗ©Ļ│äņŚÉņä£ ņÜ®ņĀæ ĒÆłņ¦łļ¼ĖņĀ£ ļ░£ņāØņŗ£ ņČ®ļČäĒĢ£ ļīĆņØæļĀźņØä Ļ░Ćņ¦Ćņ¦Ć ļ¬╗ĒĢśĻ▓ī ļÉ£ļŗż. ņ”ē ĒÅēĻ░ĆļÉ£ ĒŚłņÜ® Ļ▓░ĒĢ©Ēü¼ĻĖ░Ļ░Ć ļ╣äĒīīĻ┤┤ Ļ▓Ćņé¼ņŚÉņä£ Ļ▓ĆņČ£ĒĢĀ ņłś ņ׳ļŖö ļŖźļĀź ņØ┤ĒĢśņØĖ Ļ▓ĮņÜ░, ļśÉļŖö ņä£ļ╣äņŖż ņłśļ¬ģņØä ļ¦īņĪ▒ĒĢśņ¦Ć ļ¬╗ĒĢśļŖö Ļ▓ĮņÜ░Ļ░Ć ļ░£ņāØļÉĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ļ¤░ Ļ▓ĮņÜ░ ņ×¼ņ×æņŚģņŚÉ ļö░ļźĖ Ļ│ĄņĀĢņ¦ĆņŚ░ ļ░Å ņČöĻ░Ć Ļ▓Įļ╣ä ļ░£ņāØņØä Ēö╝ĒĢĀ ņłś ņŚåĻ▓ī ļÉ£ļŗż.
ļö░ļØ╝ņä£, ņÜ®ņĀæņ×¼ļŻī Ļ░£ļ░£ ļŗ©Ļ│äņŚÉņä£ ļŗ©ņł£Ē׳ ņŖżĒÄÖ ļ¦īņĪ▒ņŚ¼ļČĆņØś Ļ░£ļ░£ ļ¬®Ēæ£ļź╝ ļ▓Śņ¢┤ļéś, ņŗżņĀüņÜ® ļČĆņ£äņØś ņäżĻ│äņ×ÉļŻīļź╝ ļ░śņśüĒĢ£ ņŗżņłśņÜöņ×É ņżæņŗ¼ņØś ņÜ®ņĀæņ×¼ļŻīļź╝ Ļ░£ļ░£ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż.
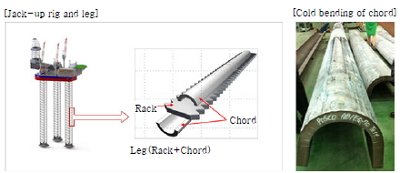
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņÜ®ņĀæņ×¼ļŻī Ļ░£ļ░£ļŗ©Ļ│äņŚÉņä£ ņ×¼ļŻīņØś ĒīīĻ┤┤ņØĖņä▒Ļ░ÆņØä ĒÖĢļ│┤ĒĢśĻ│Ā, ĒĢ┤ņ¢æĻĄ¼ņĪ░ļ¼╝ Jack-Up RigņØś legļČĆ (Fig. 1)11)ņŚÉ ļīĆĒĢ£ ņäżĻ│ä ņ×ÉļŻīļź╝ ļ░öĒāĢņ£╝ļĪ£ ņÜ®ņĀæļČĆņØś ņĄ£ļīĆ ĒŚłņÜ® Ļ▓░ĒĢ© Ēü¼ĻĖ░ļź╝ ĒÅēĻ░ĆĒĢśņŚ¼ ņé¼ņĀäņŚÉ ņĀ£ņ×æļÉĀ ĻĄ¼ņĪ░ļ¼╝ņØś Ļ▒┤ņĀäņä▒ņØä ĒÅēĻ░ĆĒĢ┤ ļ│┤ņĢśļŗż. ņØ┤ļź╝ ļ░öĒāĢņ£╝ļĪ£ Ļ░£ļ░£ļÉ£ ņÜ®ņĀæ ņ×¼ļŻīņØś ņØĖņä▒ņØ┤ ņĀüņĀłĒĢ£ņ¦Ć ņŚ¼ļČĆļź╝ ĒĢ©Ļ╗ś Ļ▓ĆĒåĀĒĢśņśĆļŗż.
2. CTOD ņŗżĒŚś
2.1 ļ¬©ņ×¼ ļ░Å ņÜ®ņĀæļ░®ļ▓Ģ
ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö Fig. 1Ļ│╝ Ļ░ÖņØ┤ ĒĢ┤ņ¢æĻĄ¼ņĪ░ļ¼╝ņØĖ Jack-Up Rig ļ░Å ĒÆŹļĀźņäżņ╣śņäĀ(wind turbine installation vessel)ņØś ņŻ╝ņÜö Ļ░ĢļÅä ļČĆņ×¼ņŚÉ ņĀüņÜ®ļÉśļŖö ĒĢŁļ│ĄĻ░ĢļÅä 690MPaĻĖē Ļ░Ģņ×¼(DNV VL F69012), 60 mm ļæÉĻ╗ś)ļź╝ ņé¼ņÜ®ĒĢśņśĆĻ│Ā, ņÜ®ņĀæ ņ×¼ļŻīļŖö -10┬░CņŚÉņä£ CTODļź╝ ļ│┤ņ”ØĒĢĀ ņłś ņ׳ļŖöFCAņÜ®ņĀæņ×¼ļŻī Ļ░£ļ░£ĒÆł(CSF690)ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņé¼ņÜ®ĒĢ£ ņÜ®ņĀæņĪ░Ļ▒┤ ļ░Å ņØ┤ņØīļČĆ ĒśĢņāüņØĆ Table 1 ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
2.2 ņŗżĒŚś ļ░®ļ▓Ģ
ņØĖņןņŗ£ĒŚśņØĆ ASTM E8ņŚÉ ņØśĻ▒░ĒĢśņŚ¼ ņŗ£ĒŚśņØä ņłśĒ¢ēĒĢśņśĆĻ│Ā13), ĒÖśļ┤ē ņØĖņן ņŗ£ĒŚśĒÄĖņØĆ ņĀä, Ēøäļ®┤ ņÜ®ņ░® ĻĖłņåŹļČĆņŚÉņä£ Ļ░üĻ░ü 1Ļ░£ņö® ņ▒äņĘ©ĒĢśņśĆļŗż. CTOD ņŗ£ĒŚśņØĆ BS 7448ņŚÉ ņØśĻ▒░ĒĢśņŚ¼ ņłśĒ¢ēĒĢśņśĆĻ│Ā14), ņŗ£ĒŚśĒÄĖņØĆ NPļ░®Ē¢źņØś 3ņĀÉ ĻĄĮĒלņŗ£ĒŚśĒÄĖ(3 point bend specimen)ņØä ņØ┤ņÜ®ĒĢśņśĆļŗż. ņ░ĖĻ│ĀļĪ£, BS 7448 ĻĘ£Ļ▓®ņØĆ ISO 15653ņ£╝ļĪ£ Ļ░£ņĀĢļÉśņŚłņØīņØä ļ░ØĒ×īļŗż. Ļ▒┤ņĀäĒĢ£ Ēö╝ļĪ£ĻĘĀņŚ┤ ĒśĢņä▒ņØä ņ£äĒĢśņŚ¼ ĻĄŁļČĆ ņĢĢņČĢļ▓Ģ(local compression method)ņØä ņĀüņÜ®ĒĢśņŚ¼ ņ×öļźśņØæļĀźņØä Ļ░£ņäĀĒĢśņśĆĻ│Ā, Ēö╝ļĪ£ĻĘĀņŚ┤ņØĆ 0.5 Wļź╝ ņĀüņÜ®ĒĢśņŚ¼ 0┬░C ļ░Å -10┬░CņŚÉņä£ ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż.
2.3 ņŗżĒŚśĻ▓░Ļ│╝
ņāüņś©ņŚÉņä£ ņŗżņŗ£ĒĢ£ ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ļŖö Table 2ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤, ĒĢŁļ│ĄĻ░ĢļÅä 736 MPa, ņØĖņןĻ░ĢļÅä 780 MPaļĪ£ņŹ© ĻĘ£ņĀĢņØä ņČ®ļČäĒ׳ ļ¦īņĪ▒ĒĢśĻ│Ā ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż. CTOD ņŗ£ĒŚśņØĆ Table 3ņŚÉ ļéśĒāĆļé┤ņŚłļŖöļŹ░, 0┬░C ļ░Å -10┬░C ļ¬©ļæÉņŚÉņä£ 0.25 mm ņØ┤ņāüņØś ņ¢æĒśĖĒĢ£ CTOD Ļ░ÆņØä ņ¢╗ņŚłļŗż. Ēśäņ×¼ ņé░ņŚģņ▓┤ņŚÉņä£ ņé¼ņÜ®ņżæņØĖ ņÖĖĻĄŁņé░ ņÜ®ņĀæ ņ×¼ļŻīņØś CTOD Ļ░ÆņØä Ļ│ĀļĀżĒĢ┤ ļ│╝ ļĢī, -10┬░CĻ╣īņ¦Ć ņČ®ļČäĒ׳ ļ│┤ņ”ØĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3. ņĀüĒĢ®ņä▒ ĒÅēĻ░Ć
3.1 ĒÅēĻ░Ć ņĀłņ░©
ņĀüĒĢ®ņä▒ ĒÅēĻ░Ć ņĀłņ░©ļŖö Fig. 2ņŚÉ ļ│┤ļŖö ļ░öņÖĆ Ļ░ÖņØ┤, ĒĢśņżæ ĒŖ╣ņä▒Ļ│╝ ņØĖņä▒ĒŖ╣ņä▒ņØä ņØ┤ņÜ®ĒĢśņŚ¼ FADļź╝ ĒåĄĒĢ£ ņĄ£ļīĆ ĒŚłņÜ® Ļ▓░ĒĢ©ņØä ņäĀņĀĢĒĢśĻ│Ā, ņØ┤Ēøä Ēö╝ļĪ£ĻĘĀņŚ┤ņä▒ņןņåŹļÅä(da/dN)ļź╝ Ļ░ÉņĢłĒĢśņŚ¼ ņ×öņĪ┤ ņłśļ¬ģņØä ĒÅēĻ░ĆĒĢśĻ▓ī ļÉ£ļŗż. ļö░ļØ╝ņä£, ĒÅēĻ░ĆļÉ£ ņłśļ¬ģņØ┤ ņä£ļ╣äņŖż ņłśļ¬ģņØä ņČ®ļČäĒ׳ ļ¦īņĪ▒ĒĢĀ ņłś ņ׳ļÅäļĪØ ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņĀĆĒĢśņżæ ņäżĻ│ä ļ░Å Ļ│ĀņØĖņä▒ ņ×¼ļŻīņØś ņé¼ņÜ®ņØ┤ ņ£Āļ”¼ĒĢśļŗż. ļśÉĒĢ£ ņäżĻ│äĻ░Ć ņØ┤ļŻ©ņ¢┤ņ¦Ćļ®┤, ņłśļ¬ģņØä ļ¦īņĪ▒ĒĢĀ ņłś ņ׳ļŖö ņÜ®ņĀæļČĆņØś ĒŚłņÜ®Ļ▓░ĒĢ©Ēü¼ĻĖ░ļÅä ĒÅēĻ░ĆĒĢĀ ņłś ņ׳ļŗż. ļéśņĢäĻ░Ć ļ╣äĒīīĻ┤┤ Ļ▓Ćņé¼ņØś Ļ▓ĆņČ£ ļŖźļĀźņØä Ļ│ĀļĀżĒĢśņŚ¼ ņĄ£ņåī Ļ▓░ĒĢ©Ēü¼ĻĖ░ļź╝ ņé░ņĀĢĒĢśĻ│Ā, ņØ┤ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņ×¼ļŻīņØś ņØĖņä▒ ĒŖ╣ņä▒ņØ┤ ņ¢┤ļŖÉ ņłśņżĆņØ┤ ļÉśņ¢┤ņĢ╝ ĒĢśļŖöņ¦Ć ņŚŁņ£╝ļĪ£ļÅä ņé░ņČ£ņØ┤ Ļ░ĆļŖźĒĢśļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņäżĻ│äĒĢśņżæ ļ░Å CTODļź╝ ĒåĄĒĢśņŚ¼ ņĄ£ļīĆ ĒŚłņÜ®Ļ▓░ĒĢ© Ēü¼ĻĖ░ļź╝ ĒÅēĻ░ĆĒĢśņśĆĻ│Ā, ĒÅēĻ░ĆļÉ£ Ļ▓░ĒĢ© Ēü¼ĻĖ░ļź╝ ļ╣äĒīīĻ┤┤ Ļ▓Ćņé¼ņŚÉņä£ ņČ®ļČäĒ׳ Ļ▓ĆņČ£ĒĢĀ ņłś ņ׳ļŖöņ¦Ćļź╝ ĒÅēĻ░ĆĒĢśņŚ¼ ņ×¼ļŻīņØś ņØĖņä▒ņØ┤ ņĀüņĀłĒĢ£ņ¦Ćļź╝ Ļ▓ĆĒåĀĒĢ┤ ļ│┤ņĢśļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Fig. 1Ļ│╝ Ļ░ÖņØ┤ Jack-Up RigņØś legļČĆ(rack & chord)ņŚÉ ļīĆĒĢ£ ņŗż ņäżĻ│ä ņ×ÉļŻīļź╝ ĒåĄĒĢśņŚ¼ ņĀüĒĢ®ņä▒ ĒÅēĻ░Ćļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. ņĀüĒĢ®ņä▒ ĒÅēĻ░Ć ņĀüņÜ® ņĮöļō£ļŖö BS 7910ņØ┤ļ®░, Ļ│äņé░ņØĆ TWIņŚÉņä£ Ļ░£ļ░£ĒĢ£ CRACKWISE s/wļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņŻ╝ņÜö ņ×ģļĀźņØĖņ×ÉļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż.
- Ļ▓░ĒĢ© ņ£ĀĒśĢ : Ēæ£ļ®┤Ļ▓░ĒĢ©
- ņ×¼ļŻīļ¼╝ņä▒ : ņŖżĒÄÖ ĻĖ░ņżĆĻ░Æ ņé¼ņÜ®(ņŗ£ĒŚśĻ░ÆļīĆļ╣ä ļ│┤ņłśņĀü)
- ĒīīĻ┤┤ņØĖņä▒(CTOD) : 0.23 (ņŗ£ĒŚśĻ▓░Ļ│╝ņżæ ņĄ£ņåīĻ░Æ)
- primary stress : ĒĢŁļ│ĄņØæļĀźņØś 20%
- secondary stress : ņ×öļźśņØæļĀź(ĒĢŁļ│ĄņØæļĀź ņé¼ņÜ®)
- ļ░śļ│ĄņØæļĀź : ņףņŚģļ”¼ĻĘĖņØś ņŗż ņäżĻ│äņØæļĀź(138 MPa)
- Ēīī ņŻ╝ĻĖ░(wave frequency) : 12.4 sec.
- weibull shape parameter : 1.0
- ĻĘĀņŚ┤ņä▒ņןņåŹļÅä : ĒĢ┤ņłśĒÖśĻ▓Į(no cathodic protection)ņØś ĻĘĀņŚ┤ņä▒ņןņåŹļÅä(BS 7910)
Ļ▓░ĒĢ© ņ£ĀĒśĢņØĆ Fig. 3ņŚÉ ļ│┤ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ Ēæ£ļ®┤ Ļ▓░ĒĢ©ņØä Ļ░ĆņĀĢĒĢśņŚ¼ ĒÅēĻ░ĆĒĢśņśĆļŗż. ņ×¼ļŻīļ¼╝ņä▒ņØĆ ļ│┤ņłśņä▒ņØä Ļ░ÉņĢłĒĢśņŚ¼ ņŖżĒÄÖ ĻĖ░ņżĆĻ░ÆņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā, CTODĻ░ÆņØĆ ņŗżĒŚśĻ░Æ ņżæņŚÉņä£ ņĄ£ņåīĻ░ÆņØä ņØ┤ņÜ®ĒĢśņśĆļŗż. ņ×öļźśņØæļĀźņØĆ ļ│┤ņłśņä▒ ņÖäĒÖöļź╝ ņ£äĒĢśņŚ¼ ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ē ņżæņŚÉ ņ׳ņ£╝ļéś, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀłņ░©ņŚÉņä£ ĻĘ£ņĀĢĒĢ£ ĒĢŁļ│ĄņØæļĀźņØä ņé¼ņÜ®ĒĢśņśĆļŗż. Ēö╝ļĪ£ĒĢśņżæņŚÉ ļīĆĒĢ£ ļČäĒżļŖö ņÖĆņØ┤ļĖö ļČäĒżļź╝ ĒÖ£ņÜ®ĒĢśņśĆĻ│Ā, ņŗż ļ░śļ│ĄņØæļĀźņØĆ ņŗżĻ│Ąņé¼ņØś ņäżĻ│ä ņØæļĀźņØä ĻĖ░ļ░śņ£╝ļĪ£ ĒÅēĻ░ĆĒĢśņśĆļŗż.
3.2 ĒÅēĻ░Ć Ļ▓░Ļ│╝
ņŖżĒÄÖņŚÉņä£ ĻĘ£ņĀĢĒĢ£ ctodĻ░Æ(0.1 mm)Ļ│╝ Ļ░£ļ░£ļÉ£ ņĀ£ĒÆłņØś ctodĻ░ÆņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņłśĒ¢ēĒĢ£ ņĀüĒĢ®ņä▒ ĒÅēĻ░Ć Ļ▓░Ļ│╝ņŚÉ ļö░ļźĖ ĒŚłņÜ® Ļ░ĆļŖźĒĢ£ ņ┤łĻĖ░ Ļ▓░ĒĢ© Ēü¼ĻĖ░ļź╝ Fig. 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņŗżņäĀ ņĢäļל ļČĆļČäņØ┤ 20ļģä ļÅÖņĢł ĻĘĀņŚ┤ņØ┤ ņä▒ņןĒĢśļŹöļØ╝ļÅä ĻĄ¼ņĪ░ļ¼╝ ņĢłņĀĢņä▒ņŚÉ ņØ┤ņāüņØ┤ ņŚåļŖö ņ┤łĻĖ░ Ļ▓░ĒĢ© Ēü¼ĻĖ░ļź╝ ņØśļ»ĖĒĢśļ®░, ņ£Ś ļČĆļČäņØĆ ņ┤łĻĖ░ Ļ▓░ĒĢ©Ēü¼ĻĖ░Ļ░Ć ņłśļ¬ģņØä ļ¦īņĪ▒ĒĢśņ¦Ć ļ¬╗ĒĢśĻ│Ā ĒīīĻ┤┤ņäĀļÅä(FAD)ļź╝ ļ▓Śņ¢┤ļéś, ĒīīĻ┤┤ņØś Ļ░ĆļŖźņä▒ņØ┤ ņĪ┤ņ×¼ĒĢ©ņØä ņØśļ»ĖĒĢ£ļŗż. ņśłļź╝ ļōżļ®┤, ļ│Ė Ļ░£ļ░£ ņĀ£ĒÆłņØś ņ┤łĻĖ░ Ļ▓░ĒĢ© Ēü¼ĻĖ░(a ├Ś 2c)Ļ░Ć 3mm ├Ś 4mm ņØĖ Ēæ£ļ®┤Ļ▓░ĒĢ©ņØĆ ņä▒ņןĒĢśļŹöļØ╝ļÅä ņäżĻ│ä ņłśļ¬ģļé┤ ĒīīĻ┤┤Ļ░Ć ļ░£ņāØļÉśņ¦Ć ņĢŖņØīņØä ņĢī ņłś ņ׳ļŗż. ļśÉĒĢ£, ņŖżĒÄÖ ĻĖ░ņżĆņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĒÅēĻ░ĆĒĢ£ ņ┤łĻĖ░ Ļ▓░ĒĢ© Ēü¼ĻĖ░ņÖĆ ļ╣äĻĄÉĒĢ┤ ļ│╝ ļĢī, ļÅÖņØ╝ Ļ▓░ĒĢ© Ļ╣ŖņØ┤(a)ņŚÉņä£ 50% ņØ┤ņāüņØś Ļ▓░ĒĢ© ĻĖĖņØ┤(2c) ņ”ØĻ░Ćļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
ĒÅēĻ░ĆļÉ£ Ļ░£ļ░£ĒÆłņØś ņ┤łĻĖ░ ĒŚłņÜ® Ļ▓░ĒĢ© Ēü¼ĻĖ░ļŖö ņÜ®ņĀæ ĒøäņØś ļ╣äĒīīĻ┤┤ Ļ▓Ćņé¼(ņ┤łņØīĒīīĻ▓Ćņé¼, UT)ļź╝ ĒåĄĒĢśņŚ¼ ņČ®ļČäĒ׳ Ļ▓ĆņČ£ĒĢĀ ņłś ņ׳ļŖö Ēü¼ĻĖ░(mmļŗ©ņ£ä)ļĪ£ ĒīÉļŗ©ĒĢĀ ņłś ņ׳ļŗż. ņŖżĒÄÖ ĻĖ░ņżĆņØś ĒÅēĻ░Ć Ļ▓░Ļ│╝ļŖö NDE Ļ▓ĆņČ£ ņĀĢĒÖĢļÅäļź╝ Ļ│ĀļĀżĒĢĀ ļĢī, ĒīÉļÅģ ņśżļźśņØś Ļ░ĆļŖźņä▒ņØ┤ ļŗżņåī ņĪ┤ņ×¼ĒĢśļéś, Ļ░£ļ░£ĒÆłņØś ĒÅēĻ░Ć Ļ▓░Ļ│╝ļŖö ļ╣äĒīīĻ┤┤ Ļ▓Ćņé¼Ļ░Ć ņĀüņĀłĒĢ£ ņĀłņ░©ņŚÉ ņØśĒĢśņŚ¼ ņżĆņłśļÉśņŚłļŗżļ®┤, ņśżļźśņØś Ļ░ĆļŖźņä▒ņØä ņĄ£ņåīĒÖö Ļ░ĆļŖźĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņ”ē, ĒŚłņÜ®Ļ▓░ĒĢ©Ēü¼ĻĖ░ ņØ┤ņāüņØś Ļ▓░ĒĢ©ņØĆ Ļ▓ĆņČ£ņØ┤ Ļ░ĆļŖźĒĢśĻ│Ā, ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņłśļ¬ģļé┤ ĻĄ¼ņĪ░ļ¼╝ņØś ņĘ©ņä▒ĒīīĻ┤┤ Ļ░ĆļŖźņä▒ņØĆ ļé«ļŗżĻ│Ā ĒÅēĻ░ĆļÉĀ ņłś ņ׳ļŗż. ļö░ļØ╝ņä£, Ļ░£ļ░£ļÉ£ ņÜ®ņĀæņ×¼ļŻīņØś ņØĖņä▒ņØĆ ĻĄ¼ņĪ░ļ¼╝ņØś Ļ▒┤ņĀäņä▒ņØä ĒÖĢļ│┤ĒĢśļŖöļŹ░ ņĀüĒĢ®ĒĢ£ ņłśņżĆņ£╝ļĪ£ ĒÅēĻ░ĆļÉĀ ņłś ņ׳ļŗż.
4. Ļ▓░ ļĪĀ
ņÜ®ņĀæņ×¼ļŻī Ļ░£ļ░£ļŗ©Ļ│äņŚÉņä£ ņŗżņłśņÜöņ×É ņżæņŗ¼ņØś Ļ░£ļ░£ ļ¬®Ēæ£ļź╝ ņäżņĀĢĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ņ£╝ļ®░, ņØ┤ļź╝ ņ£äĒĢśņŚ¼ Ļ░£ļ░£ļÉ£ ņÜ®ņĀæņ×¼ļŻīņØś ņŖżĒÄÖ ļ¦īņĪ▒ ņŚ¼ļČĆņÖĆ ļŹöļČłņ¢┤, ņŗżņé¼ņÜ® ĒÖśĻ▓ĮņØä Ļ│ĀļĀżĒĢ£ ĻĄ¼ņĪ░ļ¼╝ņØś ņĀüĒĢ®ņä▒ ĒÅēĻ░ĆĻ╣īņ¦Ć ņłśĒ¢ēĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ░£ļ░£ļÉ£ ņÜ®ņĀæņ×¼ļŻīņŚÉ ļīĆĒĢ┤ņä£ ņŖżĒÄÖ(ņØĖņä▒)ņØś ļ¦īņĪ▒ ņŚ¼ļČĆņÖĆ ņé¼ņÜ® ĒÖśĻ▓ĮņØä Ļ│ĀļĀżĒĢ£ ĒŚłņÜ® ņÜ®ņĀæ Ļ▓░ĒĢ© Ēü¼ĻĖ░ļź╝ ĒÅēĻ░ĆĒĢ┤ ļ│┤ņĢśļŗż. ĒÅēĻ░ĆļÉ£ ņĄ£ņåī ĒŚłņÜ® Ļ▓░ĒĢ© Ēü¼ĻĖ░ļŖö ņČ®ļČäĒ׳ Ļ▓ĆņČ£ĒĢĀ ņłś ņ׳ļŖö ņłśņżĆņØ┤ļ»ĆļĪ£ ņĀ£ņĪ░ ļŗ©Ļ│äņŚÉņä£ ņĀüņĀłĒĢ£ ļ╣äĒīīĻ┤┤ Ļ▓Ćņé¼ļź╝ ņłśĒ¢ēĒĢśļ®┤ ĻĄ¼ņĪ░ļ¼╝ Ļ▒┤ņĀäņä▒ ĒÖĢļ│┤ņŚÉļŖö ļ¼ĖņĀ£Ļ░Ć ņŚåņØä Ļ▓āņØ┤ļ®░, ļö░ļØ╝ņä£ Ļ░£ļ░£ļÉ£ ņ×¼ļŻīņØś ņØĖņä▒ņØĆ ņĀüņĀłĒĢ£ ņłśņżĆņ£╝ļĪ£ ĒīÉļŗ©ļÉśņŚłļŗż. Ē¢źĒøä ņÜ®ņĀæņ×¼ļŻī Ļ░£ļ░£ ļŗ©Ļ│äņŚÉņä£ ņŖżĒÄÖ ļ¦īņĪ▒ņŚ¼ļČĆļ┐Éļ¦ī ņĢäļŗłļØ╝, ņŗż ņłśņÜöņ×ÉņØś ņżæņŗ¼ņØś Ļ░£ļ░£ ļ¬®Ēæ£ļź╝ ņ£äĒĢśņŚ¼ ņĀüĒĢ®ņä▒ ĒÅēĻ░Ćļź╝ Ļ│ĀļĀżĒĢ┤ ļ│╝ ĒĢäņÜöĻ░Ć ņ׳ļŗżĻ│Ā ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



