

1. ņä£ ļĪĀ
ĒĢ┤ņ¢æ ĻĄ¼ņĪ░ļ¼╝ņØĆ ņé¼ņÜ® ĒÖśĻ▓ĮņØ┤ ņŚ┤ņĢģĒĢ©ņŚÉ ļö░ļØ╝ ņäĀļ░ĢĻ│╝ ļ╣äĻĄÉĒĢśņŚ¼ ņāüļīĆņĀüņ£╝ļĪ£ ņÜ░ņłśĒĢ£ ņØĖņä▒ņØä ļ│┤ņ£ĀĒĢ£ Ļ│ĀĻ░ĢļÅäņØś ņåīņ×¼ļź╝ ņĀüņÜ®ĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ĒŖ╣Ē׳ Jack-up Rig ļ░Å ĒÆŹļĀźņäżņ╣śņäĀ(Wind Turbine Installation Vessel)ņØś legļČĆņ£ä ļ░Å ņŻ╝ņÜö ĻĄ¼ņĪ░ ļČĆņ£äņŚÉ ĒĢŁļ│ĄĻ░ĢļÅä 690MPa ņØ┤ņāüņØś ņ┤łĻ│ĀĻ░ĢļÅä Ļ░Ģņ×¼ļź╝ ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ĻĄ¼ņĪ░ļ¼╝ņØś Ļ▓ĮņÜ░, ņé¼ņÜ® ņłśļ¬ģņØ┤ ņĀ£ĒĢ£ļÉśņ¢┤ ņ׳Ļ│Ā, Ēśäņ×¼ ņäżņ╣śļÉśņ¢┤ ņ׳ļŖö ĻĄ¼ņĪ░ļ¼╝ņØś ņłśļ¬ģņØĆ ĒĢ£Ļ│äņŚÉ ļŗżļŗżļź┤Ļ│Ā ņ׳ņ£╝ļ®░, ņØ┤ņŚÉ ļö░ļØ╝ ņŗĀĻĘ£ ĻĄÉņ▓┤Ļ░Ć ļČłĻ░ĆĒö╝ĒĢ£ ņāüĒÖ®ņØ┤ļŗż1-2). Ēśäņ×¼, ĒĢŁļ│ĄĻ░ĢļÅä 690MPaĻĖē Ļ░Ģņ×¼ņŚÉ ņĀüņÜ®ļÉśņ¢┤ ņé¼ņÜ®ļÉśļŖö ņÜ®ņĀæņ×¼ļŻīņØś Ļ▓ĮņÜ░ -60┬░CņØś ņĪ░Ļ▒┤ņŚÉņä£ 69J ņØ┤ņāüņØś ņ¢æĒśĖĒĢ£ ņĀĆņś© ņČ®Ļ▓® ņØĖņä▒ņØä ļéśĒāĆļé┤ļŖö ņŚ╝ĻĖ░ņä▒Ļ│ä ļ░Å ļ®öĒāłĻ│ä Ēöīļ¤ŁņŖż ņĮöņ¢┤ļō£ ņÖĆņØ┤ņ¢┤ļź╝ ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ļōż ņÜ®ņĀæņ×¼ļŻīļŖö ņĀäņ×ÉņäĖ ņÜ®ņĀæņØ┤ ņ¢┤ļĀĄĻ│Ā ņÜ®ņĀæ ņ×æņŚģņä▒ņØ┤ ņóŗņ¦Ć ņĢŖņĢä ņĀäļ░śņĀüņØĖ ņ×æņŚģĒÜ©ņ£©ņØ┤ ļ¢©ņ¢┤ņ¦ĆļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤Ļ│Ā ņ׳ņ¢┤, ņŗ£Ļ│Ąņé¼ņŚÉņä£ļŖö ņÜ®ņĀæ ņ×æņŚģņØś ņ¢┤ļĀżņøĆņØä ĒśĖņåīĒĢśĻ│Ā ņ׳ļŖö ņŗżņĀĢņØ┤ļŗż. ņØ┤ļĪ£ ņØĖĒĢ┤ ņÜöĻĄ¼ņĪ░Ļ▒┤ņØä ņČ®ņĪ▒ĒĢśĻ│Ā, ņ¢æĒśĖĒĢ£ ņÜ®ņĀæ ņ×æņŚģņä▒ņØä ļéśĒāĆļé┤ļŖö Ļ│ĀĒÜ©ņ£©ņØś ņÜ®ņĀæņ×¼ļŻī Ļ░£ļ░£ņØś ĒĢäņÜöņä▒ņØ┤ ļīĆļæÉļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ņČöņäĖņŚÉ ļ░£ļ¦×ņČöņ¢┤ ņĀäņ×ÉņäĖ ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśĻ│Ā ņÜ®ņĀæ ņ×æņŚģņä▒ņØ┤ ņÜ░ņłśĒĢ£ ļŻ©ĒāĆņØ╝Ļ│ä Ēöīļ¤ŁņŖż ņĮöņ¢┤ļō£ ņÖĆņØ┤ņ¢┤ ņĀ£ĒÆłņØä Ļ░£ļ░£ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż.
ļö░ļØ╝ņä£, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒĢŁļ│ĄĻ░ĢļÅä 690MPaĻĖē ņØ┤ņāü, -40┬░CņŚÉņä£ 46J ņØ┤ņāüņØś ņČ®Ļ▓® ņØĖņä▒ņØä ļ│┤ņ£ĀĒĢ£ ņĀäņ×ÉņäĖņÜ® ļŻ©ĒāĆņØ╝Ļ│ä Ēöīļ¤ŁņŖż ņĮöņ¢┤ļō£ ņÖĆņØ┤ņ¢┤ņØś Ļ░£ļ░£ņŚÉ ņ׳ņ¢┤ ņÜ®ņĀæ ņ×ģņŚ┤ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļ¼╝ņä▒ ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢ┤ ļ│┤Ļ│Āņ×É ĒĢ£ļŗż.
2. YP690ĻĖē ņÜ®ņĀæņ×¼ļŻī ĒśäĒÖ®
ĒĢ┤ņÖĖ ņÜ®ņĀæņ×¼ļŻī ņżæ ĒĢŁļ│ĄĻ░ĢļÅä 690MPa ņØ┤ņāü, -40┬░CņŚÉņä£ ņČ®Ļ▓®ņØĖņä▒ 46J ņØ┤ņāüņØś ņä▒ļŖźņØä ļéśĒāĆļé┤ļŖö ņĀ£ĒÆłņØĆ LRņäĀĻĖē ĻĖ░ņżĆņ£╝ļĪ£ 4ņóģņØś ņĀ£ĒÆł( Iņé¼, Lņé¼, Bņé¼, Kņé¼)ņØ┤ ņŖ╣ņØĖļÉśņ¢┤ ņ׳ļŗż. ņØ┤ļōż ņĀ£ĒÆłļōżņØĆ ņ░©ĒÅÉĻ░ĆņŖżļĪ£ 82% Ar + 18% CO2 ļź╝ ņé¼ņÜ®ĒĢśļŖö ļ▓ĀņØ┤ņ¦üĻ│äĻ░Ć ļīĆļČĆļČäņØä ņØ┤ļŻ©Ļ│Ā ņ׳ņ£╝ļ®░, ņØ╝ļČĆ ņĀ£ĒÆłļ¦īņØ┤ ļŻ©ĒāĆņØ╝Ļ│äļĪ£ ņäżĻ│äļÉśņŚłļŗż. ĒåĄņāü, ņÜ®ņĀæņ×¼ļŻīļź╝ ļ▓ĀņØ┤ņ¦üĻ│äļĪ£ ņäżĻ│äĒĢśļ®┤ ņÜ®ņ░® ĻĖłņåŹņŚÉņä£ ņé░ņåī ĒĢ©ļ¤ēņØä ļé«ņČ£ ņłś ņ׳ņ¢┤ņä£ ņĀĆņś© ņČ®Ļ▓®ņØĖņä▒ņØä ĒÖĢļ│┤ĒĢśĻĖ░Ļ░Ć ņÜ®ņØ┤ĒĢśņ¦Ćļ¦ī ņÜ®ņĀæ ņ×æņŚģņä▒ņØ┤ ļéśļ╣Āņ¦ĆļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż. ņÜ®ņĀæņ×¼ļŻīļź╝ ļŻ©ĒāĆņØ╝Ļ│äļĪ£ ņäżĻ│äĒĢśļ®┤ ņÜ®ņĀæ ņ×æņŚģņä▒ņØ┤ ņÜ░ņłśĒĢśĻ│Ā ņĀäņ×ÉņäĖ ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢ£ ļ░śļ®┤ ņÜ®ņ░® ĻĖłņåŹņŚÉņä£ ņé░ņåī ĒĢ©ļ¤ēņØ┤ ļåÆņĢäņĀĖņä£ ņČ®Ļ▓® ņä▒ļŖźņØä ĒÖĢļ│┤ĒĢśĻĖ░Ļ░Ć ļŗżņåī ņ¢┤ļĀĄļŗż. ņØ┤ Ļ▓ĮņÜ░ ņÜ®ņ░® ĻĖłņåŹņØś ņé░ņåī ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ņČ®Ļ▓®ņØĖņä▒ ņŚ┤ĒÖöļź╝ ļ│┤ņāüĒĢĀ ļ¦īĒü╝ņØś ņĀĢĻĄÉĒĢ£ ĒĢ®ĻĖł ņäżĻ│äĻ░Ć ņÜöĻĄ¼ļÉ£ļŗż.
ļśÉĒĢ£, ĒĢ┤ņÖĖ ņÜ®ņĀæņ×¼ļŻī ņżæ ĒĢŁļ│ĄĻ░ĢļÅä 690MPa ņØ┤ņāüņØ┤Ļ│Ā, -60┬░CņŚÉņä£ ņČ®Ļ▓®ņØĖņä▒ 69J ņØ┤ņāüņØä ĒÖĢļ│┤ĒĢ£ ņĀ£ĒÆłļōżņØĆ ņĀä ņäĖĻ│äņĀüņ£╝ļĪ£ 4Ļ░£ņé¼ 5ņóģņØś ņĀ£ĒÆłņØ┤ ņäĀĻĖē(LR)ņŚÉ ļō▒ļĪØļÉśņ¢┤ ņ׳ļŗż. ņØ┤ļōż ņżæ, ĻĄŁļé┤ņŚÉņä£ ņĀüņÜ® ņé¼ļĪĆĻ░Ć ņ׳ļŖö ņĀ£ĒÆłņØĆ Kņé¼(ņØ╝ļ│Ė) ņĀ£ĒÆłĻ│╝ Hņé¼ ņĀ£ĒÆłņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. Kņé¼ ņĀ£ĒÆłņØĆ ļ®öĒāłĻ│äņØ┤ļ®░, ņ░©ĒÅÉĻ░ĆņŖżļĪ£ 80% Ar + 20% CO2ļź╝ ņé¼ņÜ®ĒĢśĻ│Ā, Hņé¼ ņĀ£ĒÆłņØĆ ļ▓ĀņØ┤ņ¦üĻ│äņŚÉ ņ░©ĒÅÉĻ░ĆņŖżļĪ£ 99.9% CO2ļź╝ ņé¼ņÜ®ĒĢ£ļŗż. ļæÉ ņĀ£ĒÆł ļ¬©ļæÉ ņÜ®ņĀæ ņ×æņŚģņä▒ņØ┤ ņŚ┤ņäĖĒĢśļ®░ ņÜ®ņĀæ ņ×ÉņäĖ ļśÉĒĢ£ ĒĢśĒ¢ź ņÜ®ņĀæņ£╝ļĪ£ ņäżĻ│äļÉśņ¢┤ ņ׳ļŗż.
3. ņŗżĒŚś ļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Table 1Ļ│╝ Ļ░ÖņØ┤ ņäĀĻĖēņÜ®F690Ļ░Ģ(Q/T)ņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā, ņÜ®ņĀæ ņØ┤ņØīļČĆ ĒśĢņāüņØĆ Fig. 1Ļ│╝ Ļ░ÖņØ┤ ļæÉĻ╗ś 20mm, Ļ░£ņäĀĻ░ü 34┬░, root gap 6mmļĪ£ ĒĢśņŚ¼, Single V- groove ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņÜ®ņĀæņ×¼ļŻīļŖö ņĄ£ĻĘ╝ Ļ░£ļ░£ĒĢ£ ļ»ĖĻĄŁ ņÜ®ņĀæ ĒśæĒÜī(AWS) E111T1-GC ĻĘ£Ļ▓®ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö 1.2mm ņ¦üĻ▓ĮņØś ļŻ©ĒāĆņØ╝Ļ│ä Ēöīļ¤ŁņŖż ņĮöņ¢┤ļō£ ņÖĆņØ┤ņ¢┤ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. Table 2ņÖĆ Ļ░ÖņØ┤, ņÜ®ņĀæ ņ×ģņŚ┤ļ¤ēņØś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ 5ņóģņØś ņĪ░Ļ▒┤ņ£╝ļĪ£ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņ×ģņŚ┤ļ¤ē ņØ┤ņÖĖņØś ļ│Ćņłś ņśüĒ¢źņØä ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņśżĒåĀ ņ║Éļ”¼ņ¦Ćļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņØ╝ņĀĢĒĢ£ CTWDļź╝ ļæÉņ¢┤ Weaving ņŚåņØ┤ StraightļĪ£ ņĢäļלļ│┤ĻĖ░ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśņśĆļŗż. Ļ░ü layerĻ░ä ņĖĄĻ░ä ņś©ļÅäļŖö 110~150┬░CļĪ£ ļÅÖņØ╝ĒĢ£ ņś©ļÅä ļ▓öņ£äļĪ£ ņ£Āņ¦ĆĒĢśņśĆļŗż. ņØĖņןņŗ£ĒŚśņØĆ ASTM E83) ĻĘ£Ļ▓®ņŚÉ ļö░ļØ╝ Transverse ņØĖņן ņŗ£ĒŚśĒÄĖņØä ņØ┤ņÜ®ĒĢśņśĆĻ│Ā, ņČ®Ļ▓®ņŗ£ĒŚśņØĆASTM E234)ņŚÉ ļö░ļØ╝ ņÜ®ņĀæCenterļČĆņŚÉņä£ ņŗ£ĒŚśĒÄĖņØä ņ▒äņĘ©ĒĢśņŚ¼ -60┬░CņŚÉņä£ ņŗ£ĒŚśĒĢśņśĆļŗż. Ļ▓ĮļÅä ņŗ£ĒŚśņØĆ ASTM E3845)ņŚÉ ļö░ļØ╝ ĒĢśņżæ 1kgņ£╝ļĪ£ ņÜ®ņ░® ĻĖłņåŹļČĆ ļ░Å ņŚ┤ņśüĒ¢źļČĆ(HAZ)ņŚÉņä£ Vickers Ļ▓ĮļÅäļź╝ ņĖĪņĀĢĒĢśņśĆĻ│Ā, OM(Optical Microscopy), SEM(Scanning Electron Microscope)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæļČĆ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż.
Table┬Ā1
Mechanical properties and chemical compositions of base metal(wt%)
| Spec. | Yield strength (MPa) | Tensile strength (MPa) | C | Si | Mn | Ni | Cr | Mo |
|---|---|---|---|---|---|---|---|---|
| DNV VL F690 | 690 | 770-940 | 0.17 | 0.29 | 0.34 | 2.90 | 1.55 | 0.54 |

Table┬Ā2
Welding conditions
4. ņŗżĒŚśĻ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
4.1 ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝
Table 3ņŚÉ ņØĖņן ņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņŚłļŖöļŹ░, ņØĖņןĻ░ĢļÅäļŖö ņÜöĻĄ¼ņĪ░Ļ▒┤ņØĖ 770~940MPaļź╝ ņČ®ļČäĒ׳ ļ¦īņĪ▒ĒĢśļŖö 826~ 847MPaļ▓öņ£äļé┤ņŚÉņä£ ĒśĢņä▒ļÉ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£, Fig. 2ņØś Ēīīļŗ© ņŗ£ĒŚśĒÄĖņŚÉņä£ ļ│┤ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ļ¬©ņ×¼ļČĆ Ēīīļŗ©ņØ┤ ļ░£ņāØļÉśņŚłļŗż. ņØ┤ļŖö ņÜ®ņĀæļČĆņØś Ļ░ĢļÅäĻ░Ć ņÜ░ņłśĒĢ©ņØä ņØśļ»ĖĒĢśļ®░, ļö░ļØ╝ņä£, Ļ░ĢļÅäņĀüņØĖ ņĖĪļ®┤ņŚÉņä£ Ļ░£ļ░£ ņĀ£ĒÆłņØĆ ņĀüņÜ®ņāü ļ¼ĖņĀ£Ļ░Ć ņŚåņØä Ļ▓āņ£╝ļĪ£ ļ│┤ņŚ¼ņ¦äļŗż.
4.2 ņČ®Ļ▓®ņŗ£ĒŚś Ļ▓░Ļ│╝
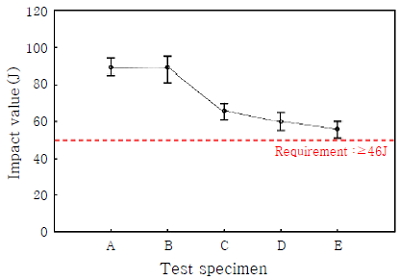
ņČ®Ļ▓®ņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ Fig. 3ņŚÉ ļéśĒāĆļé┤ņŚłļŖöļŹ░, ļ¬©ļōĀ ņ×ģņŚ┤ ņĪ░Ļ▒┤ņŚÉņä£ ĻĘ£ņĀĢņØä ļ¦īņĪ▒ĒĢśĻ│Ā ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś, ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņČ®Ļ▓®ņØĖņä▒ņØĆ ņĀÉņĀÉ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤Ļ│Ā ņ׳ņ£╝ļ®░, Ļ░Ćņן ļåÆņØĆ ņ×ģņŚ┤ ņĪ░Ļ▒┤(Eņŗ£ĒŚśĒÄĖ)ņØś Ļ▓ĮņÜ░, ĒÅēĻĘĀ ņČ®Ļ▓®ņØĖņä▒ņØ┤56JļĪ£ ĻĘ£ņĀĢņŚÉ ĻĘ╝ņĀæĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĒĢśņ¦Ćļ¦ī, ņ×ģņŚ┤ļ¤ēņØś ņ”ØĻ░ĆĒĢśļŹöļØ╝ļÅä ņÜöĻĄ¼ņłśņżĆņØĖ 46JņØ┤ņāüņØä ļ¬©ļæÉ ļ¦īņĪ▒ĒĢśņŚ¼, ĒśäņŚģ ņĀüņÜ®ņŚÉ ļīĆĒĢ£ Ļ░ĆļŖźņä▒ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.

4.3 Ļ▓ĮļÅäņŗ£ĒŚś Ļ▓░Ļ│╝
Ļ▓ĮļÅäņŗ£ĒŚśņØĆ Ēæ£ļ®┤ņŚÉņä£ 2mm ņØ┤ļé┤ Ļ╣ŖņØ┤ņŚÉņä£ ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļź╝ Fig. 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ļ▓ĮļÅäņŗ£ĒŚś Ļ▓░Ļ│╝ ņÜ®ņĀæļČĆņØś ĒÅēĻĘĀ Ļ▓ĮļÅäĻ░ÆņØĆ ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļØ╝ 300~350HVļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ņ£╝ļ®░, ņ×ģņŚ┤ļ¤ē ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļŗżņåī ļåÆĻ▓ī ĒśĢņä▒ļÉśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ņŚ┤ņśüĒ¢źļČĆņØś Ļ▓ĮļÅä ļśÉĒĢ£ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņåīĒÅŁ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆņ£╝ļ®░, ņĄ£ļīĆ 420~430HVļź╝ ļ│┤ņ×äņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļŖö ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņÜ®ņĀæļČĆ ļ░Å ņŚ┤ņśüĒ¢źļČĆņØś Ļ▓ĮļÅäļŖö Ļ░ÉņåīĒĢ£ļŗżļŖö ņØ╝ļ░śņĀüņØĖ ņØ┤ļĪĀĻ│╝6) ņāüļ░śļÉśļŖö Ļ▓░Ļ│╝ļĪ£ ņØ┤ļ¤¼ĒĢ£ Ļ▓ĮĒ¢źņä▒ņØ┤ ļéśĒāĆļé£ ņøÉņØĖņØä ĻĘ£ļ¬ģĒĢśĻĖ░ ņ£äĒĢ┤ ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░ņØä ņŗżņŗ£ĒĢśņśĆļŗż.

4.4 ļ»ĖņäĖņĪ░ņ¦ü Ļ┤Ćņ░░
ņÜ®ņĀæļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØä Fig. 5~6ņŚÉ, SEM ņĪ░ņ¦ü Ļ┤Ćņ░░ ņé¼ņ¦äņØä Fig. 7~8ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ ņÜ®ņ░® ĻĖłņåŹļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ņ╣©ņāü ĒÄśļØ╝ņØ┤ĒŖĖ, ļ▓ĀņØ┤ļéśņØ┤ĒŖĖņØś Ēś╝ĒĢ®ņĪ░ņ¦üņØä ņØ┤ļŻ©Ļ│Ā ņ׳Ļ│Ā, CGHAZņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖņÖĆ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś Ēś╝ĒĢ®ņĪ░ņ¦üņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳ņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ļ©╝ņĀĆ, ņÜ®ņ░® ĻĖłņåŹļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Fig. 5ņÖĆ Ļ░ÖņØ┤ Ļ▓░ņĀĢļ”ĮņØ┤ ņĪ░ļīĆĒĢ┤ņ¦ĆĻ│Ā ĒśĢņä▒ļÉ£ ņäØņČ£ļ¼╝ņØś ņ¢æņØ┤ ļ¦ÄņĢäņ¦ä Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö, ņÜ®ņĀæ ņ×ģņŚ┤ļ¤ēņŚÉ ĻĖ░ņØĖĒĢśļŖö ļ│Ćņłś ņżæ ņĀäļźś ļ░Å ņĀäņĢĢņØś ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ļāēĻ░üņåŹļÅäņØś Ļ░Éņåī ļĢīļ¼ĖņØ┤ļØ╝ ĒīÉļŗ©ļÉśļ®░,7) ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ļŗżļ¤ēņØś ņäØņČ£ļ¼╝ņØ┤ ĒśĢņä▒ļÉśņ¢┤8) Fig. 4ņÖĆ Ļ░ÖņØ┤ ņØ╝ļČĆ Ļ▓ĮļÅäĻ░ÆņØ┤ ņāüņŖ╣ļÉśĻ│Ā, ņØĖņä▒ņØ┤ ņĀĆĒĢśļÉ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. CGHAZļČĆņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ņÜ®ņ░® ĻĖłņåŹļČĆņÖĆ ļŗżļź┤Ļ▓ī ņ×ģņŚ┤ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā, Fig. 7Ļ│╝ Ļ░ÖņØ┤ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ļČäņ£©ņØ┤ ļåÆņĢäņ¦ÉņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ņÜ®ņĀæ ņĀäļźś, ņĀäņĢĢņØś ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ņäĀĒ¢ē passņØś ļāēĻ░üņåŹļÅä Ļ░ÉņåīņØś ĒÜ©Ļ│╝ ļ│┤ļŗżļŖö ņÜ®ņĀæņåŹļÅäņØś ņ”ØĻ░ĆņŚÉ ļö░ļźĖ ņäĀĒ¢ē passņØś ļāēĻ░üņåŹļÅäņØś ņ”ØĻ░ĆĒÜ©Ļ│╝Ļ░Ć Ēü¼ĻĖ░ ļĢīļ¼ĖņØ┤ļØ╝ ņé¼ļŻīļÉśņ¦Ćļ¦ī, ņČöĻ░Ć ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.


5. Ļ▓░ ļĪĀ
ļ│Ė Ļ│ĀņŚÉņä£ļŖö ņĀä ņ×ÉņäĖņÜ® ĒĢŁļ│ĄĻ░ĢļÅä 690MPaĻĖē ļŻ©ĒāĆņØ╝Ļ│ä Ēöīļ¤ŁņŖż ņĮöņ¢┤ļō£ ņÖĆņØ┤ņ¢┤ņØś Ļ░£ļ░£ Ļ░ĆļŖźņä▒ņØä ĒÅēĻ░ĆĒĢ┤ ļ│┤ņĢśņ£╝ļ®░, ĻĖ░ļ│ĖņĀüņØĖ ņ×ģņŚ┤ ņĪ░Ļ▒┤ļé┤ņŚÉņä£ ņØĖņן, ņČ®Ļ▓® ļ░Å Ļ▓ĮļÅä ĒŖ╣ņä▒ ļ¬©ļæÉ ņÜöĻĄ¼ņłśņżĆņŚÉ ļ¦īņĪ▒ĒĢśļŖö Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ņ¢┤ ņé░ņŚģĻ│ä ņĀüņÜ®ņŚÉ ļīĆĒĢ£ ĻĖŹņĀĢņĀüņØĖ Ļ░ĆļŖźņä▒ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ļéśņĢäĻ░Ć -60┬░CņŚÉņä£ ņČ®Ļ▓®ņØĖņä▒ņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŖö ņĀ£ĒÆł Ļ░£ļ░£ņŚÉ ļīĆĒĢśņŚ¼ ĻĖ░ļīĆĒĢ┤ ļ│Ėļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



