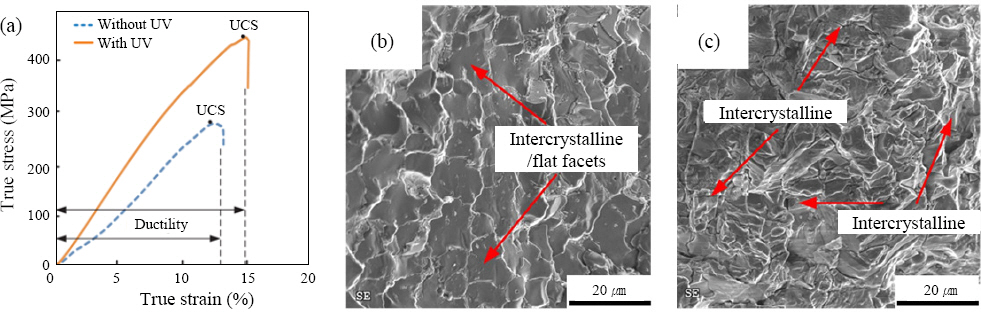
2. Y. Hu, F. Ning, W. Cong, Y. Li, X. Wang, and H. Wang, Ultrasonic vibration-assisted laser engineering net shaping of ZrO2-Al
2O
3 bulk parts:Effects on crack suppression, microstructure, and mechanical properties,
Ceram. Int. 44(3) (2018) 2752ŌĆō2760.
https://doi.org/10.1016/j.ceramint.2017.11.013
[CROSSREF] 4. M. Scheffler and P. Colombo. Cellular ceramics:structure, manufacturing, properties and applications. John Wiley &Sons; Weinheim, Germany: (2006)
6. Y. Hu, F. Ning, H. Wang, W. Cong, and B. Zhao, Laser engineered net shaping of quasi-continuous network microstructural TiB reinforced titanium matrix bulk composites:Microstructure and wear performance,
Opt. Laser Technol. 99 (2018) 174ŌĆō183.
https://doi.org/10.1016/j.optlastec.2017.08.032
[CROSSREF] 10. C. Y. Kim, J. S. Kim, H. Lee, M. K. Park, S. W. Kim, S. S. Shin, J. H. Hwang, and H. D. Kim, Effect of Laser Power Feedback Control on Mechanical Properties of Stainless Steel Part Built by Direct Energy Deposition,
J. Weld. Join. 38(2) (2020) 197ŌĆō202.
https://doi.org/10.5781/JWJ.2020.38.2.10
[CROSSREF] 11. W. D. Kingery, H. K. Bowen, and D. R. Uhlmann. Introduction to ceramics. John Wiley &Sons; New York, UK: (1975)
13. F. Niu, D. Wu, S. Yuan, G. Ma, and Z. Jia.
Effect of layer thickness on crack suppression in laser engineered net shaping of ceramic structure. Proceeding of the 3rd International Conference on Progress in Additive Manu- facturing; Nanyang, Singapore: (2018),
https://doi.org/10.25341/D41S35
15. J. Yu, X. Lin, L. Ma, J. Wang, X. Fu, J. Chen, and W. Huang, Influence of laser deposition patterns on part distortion, interior quality and mechanical properties by laser solid forming (LSF),
Mater. Sci. Eng. A. 528(3) (2011) 1094ŌĆō1104.
https://doi.org/10.1016/j.msea.2010.09.078
[CROSSREF] 18. A. Ghazanfari, W. Li, M. Leu, J. Watts, and G. Hilmas, Mechanical characterization of parts produced by ceramic on?demand extrusion process,
Int. J. Appl. Ceram. Technol. 14(3) (2017) 486ŌĆō494.
https://doi.org/10.1111/ijac.12665
[CROSSREF] 19. M. Griffith, M. Schlienger, L. Harwell, M. Oliver, M. Baldwin, M. Ensz, M. Essien, J. Brooks, C. Robino, and E. J. Smugeresky, Understanding thermal behavior in the LENS process,
Mater. Des. 20(2-3) (1999) 107ŌĆō113.
https://doi.org/10.1016/S0261-3069(99)00016-3
[CROSSREF] 22. W. Kurz and D. J. Fisher. Fundamentals of solidification. Transtech Publications; Aedermannsdorf, Switzerland: (1989)
27. R. Comesa├▒a, F. Lusqui├▒os, J. Del Val, T. Malot, M. L├│pez-├ālvarez, A. Riveiro, F. Quintero, M. Boutinguiza, P. Aubry, and A. and, De Carlos, Calcium phosphate grafts produced by rapid prototyping based on laser cladding,
J. Eur. Ceram. Soc. 31(1-2) (2011) 29ŌĆō41.
https://doi.org/10.1016/j.jeurceramsoc.2010.08.011
[CROSSREF] 32. D. Wu, J. San, F. Niu, D. Zhao, X. Liang, S. Yan, and G. Ma, Effect and mechanism of ZrO
2 doping on the cracking behavior of melt?grown Al
2O
3 ceramics prepared by directed laser deposition,
Int. J. Appl. Ceram. Technol. 17(1) (2019) 227ŌĆō238.
https://doi.org/10.1111/ijac.13374
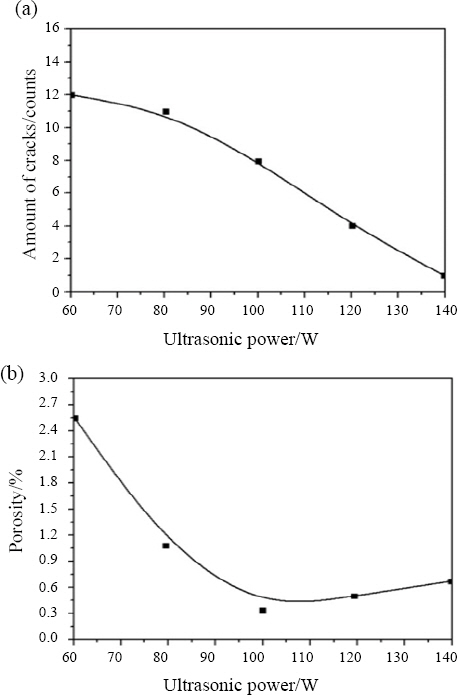
[CROSSREF] 35. S. Yan, D. Wu, F. Niu, Y. Huang, N. Liu, and G. Ma, Effect of ultrasonic power on forming quality of nano-sized Al
2O
3-ZrO
2 eutectic ceramic via laser engineered net shaping (LENS),
Ceram. Int. 44(1) (2018) 1120ŌĆō1126.
https://doi.org/10.1016/j.ceramint.2017.10.067
[CROSSREF]





 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



