커튼월 프레임용 고강도 스테인리스강 T-joint 필렛 레이저용접부 형상에 대한 실험적 연구
T-joint Fillet Laser Welding of High-Strength Stainless Steel for Curtain Wall Frames
Article information

Abstract
The aim of this study is to develop a frame for exterior facades of architectural curtain walls using numerical and experimental analyses of stainless steel T-joint fillet laser welds. The main characteristics required for this frame are that it should have an aesthetic surface from the narrow bead width and exhibit improved tensile strength at the joints. In this study, a method for optimizing the welding conditions was developed to simulateneously improve two mutually exclusive properties. It is essential to achieve more than 80% penetration of the weld zone to guarantee tensile properties. Laser welding parameters such as power, welding speed and focus height are the main variables. In addition, when high-strength stainless steel is applied as a curtain wall frame, its structural performance improves compared to conventional stainless steel.
1. 서 론
스테인리스강은 10.5% 이상의 Cr 성분을 함유하여 표면의 치밀한 산화 피막 형성으로 녹이 잘 슬지 않는 특수강 합금이다. 강재의 부동태 피막은 우수한 내식성을 부여하여 다양한 산업분야의 부식 환경에서의 강재 사용을 가능하게 하며, 뿐만 아니라 은백색의 미려한 표면을 가지게 하여 강재 제품에 높은 의장성을 부여한다. 특히 건축구조 및 외장재 용도로는 18%Cr-8%Ni계로 대표되는 오스테나이트계 스테인리스강(Austenitic stainless steel)이 주로 사용되며, 탄소강에 비해 우수한 내식성, 내구성 및 내화성, 유지보수의 용이성과 외관의 미려함 등의 장점으로 구조부재로써 활용도가 높아지고 있는 추세이다1,2).
커튼월(Curtain wall)은 건물의 외벽을 처리하는 기법의 하나로서, 흔히 외관이 유리로 된 고층빌딩이나 건물의 저층부에서 볼 수 있는 건축 양식이다. 건축물의 하중은 기둥과 들보 등의 구조물에 의존하고, 커튼월 프레임 자체는 유리만을 지지하기 때문에 비내력 외주벽이라고도 한다. 이와 같은 건축양식은 내부공간의 개방감과 의장미 등의 건축디자인적 요소를 가지는 동시에, 가볍고 건설 공사기간을 단축시킬 수 있는 장점을 가져 현대식 건축물의 대표적 건축 기법으로 자리잡았다. 커튼월 시스템은 유리, 플라스틱 등의 패널과 이를 지탱하는 금속, 목재 등의 프레임, 그리고 이들을 연결하는 볼트, 가스켓, 실링용 실리콘, 테이프 등으로 이뤄진다. 프레임은 자중과, 건물 내외면으로부터의 풍압에 대한 내력을 가져야 하므로 단열성, 기능성에 더하여 내풍압성을 복합적으로 고려하여 설계되며, 프레임의 강도에 따라 사용 가능한 유리의 면적이 결정된다. Fig. 1의 예와 같이 고강도의 프레임 사용시 대면적의 유리가 적용된 커튼월에서도 충분한 강성이 보장되기 때문에 건축설계의 자유도를 높일 수 있다. 또한 알루미늄 커튼월은 일반적으로 4m의 층고까지 사용되는 데에 반해서, 스틸 커튼월은 10m 이상까지 사용 가능하여 2개 층을 보강재 없이 하나의 수직부재로 설계할 수 있는 장점이 있다. 따라서 기존에 프레임으로 주로 사용되는 알루미늄 대비 고강도 철강 프레임과 대면적의 유리를 적용한 스틸커튼월이 확대되고 있으며, 이에 더하여 유럽에서는 외관이 미려한 스테인리스강 프레임으로 시공된 사례가 늘고 있다3-5).
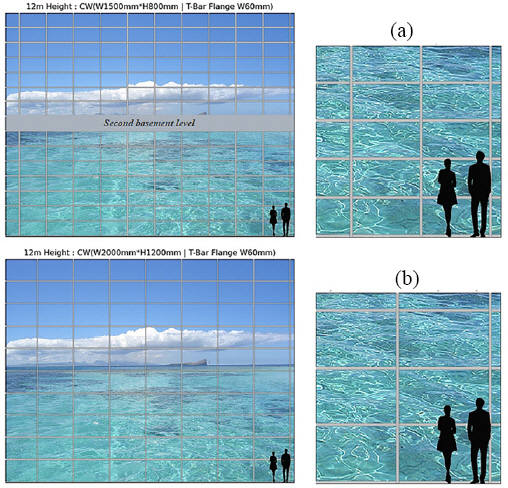
Comparison of curtain wall design with 12 m of floor height according to window size: (a) Relatively small glass windows with dimensions 1500 mm wide and 800 mm high, and (b) large glass windows with dimensions 2000 mm wide and 1200 mm high
일반적으로 구조부재로 사용되는 T-bar 프레임의 경우 직교 방향의 두 변의 양쪽에 아크용접법이 주로 적용되는데, 커튼월용 스테인리스강 프레임은 강 고유의 미려한 표면을 가지기 위해 레이저용접법을 적용하여 비드 폭을 작게 형성시킬 필요가 있다. 그러나 필렛 용접에서 용접부 각장(Weld leg)은 구조 성능을 결정짓는 주요한 요인으로 작용한다. 아크용접에서는 이를 최적화하기 위한 연구가 수행되어 왔으나6), 커튼월용 스테인리스강의 레이저용접부에는 아직까지 이와 같은 연구가 발표되지 않았다. 한편, 최근 “열간성형 스테인리스강 구조부재”에 관한 KS규격이 개정되어7), 300계 오스테나이트 스테인리스 강종인 STS316HN이 추가되었다. 해당 강종은 범용의 STS316L의 파생 강종으로서, 니켈 함량을 줄이는 대신 높은 질소 함량을 이용해 범용강 대비 고강도, 고내식성을 가진다8). 본 연구에서는 고강도 STS316HN 스테인리스강의 커튼월 분야 적용을 위하여 T-joint 필렛 용접부에 대해 레이저 용접 조건별 용접부 형상을 분석하고, 이를 최적화하기 위해 수치해석기법을 적용하여 분석하였다. 또한 두 강종을 적용한 프레임 부재에 대해서 구조실험을 통해 최대내력을 비교 평가하였다.
2. 실험 방법
2.1 사용 강종
KS D 3705 규격8) 에 등재된 2 종류의 스테인리스강 STS316HN 및 STS316L을 연구에 사용하였다. 각각의 ASTM 규격은 UNS S31655, S31603에 해당한다9). 실험에 사용된 스테인리스강은 STS316HN, STS316L 10, 20mmt 후판을 사용하였으며, 이하 각각 316HN, 316L으로 표기하였다. 강은 열간압연, 열처리, 산세의 일반적인 생산공정을 거쳐 표면은 No.1 상태로 준비하였으며, 프레임 용접 전 직육면체 평판으로 레이저절단하여 절단면의 표면조도를 50㎛ 이하로 관리하였다. 따라서 표면 굴곡 및 Burr에 의한 레이저용접 저해 요소는 없다고 가정한다.
2.2 레이저용접 및 분석 평가
본 실험에 앞서 최적의 용접조건을 선정하기 위해 두께 20mm, 150mm(W)-300mm(L) 후판에 대해 Bead- on-plate(BOP) 용접을 통해 입열 조건별 비드형상에 대해 사전 검토하였다. 레이저 열원으로 Fiber 레이저를 사용하였고, 6축 관절형 로봇팔이 부착되어 3차원의 자유도를 가지는 레이저 용접기를 이용하여, Fig. 2와 같이 T-joint 필렛 형태로 양면에 수행되었다. 시편은 316L, 316HN 10, 20mm 두께 후판에 대해 Web과 Flange 모두 75mm(W)-300mm(L) 형상으로 절단하여 사용하였다. 이 때 T-bar의 하부인 Flange부와 레이저빔이 이루는 각도를 용접각도(Beam angle), T- bar 상부인 Web부 방향으로 높이 변화(Focus height)를 레이저 용접 변수로 하였고 상세한 용접조건 및 변수는 Table 1과 같이 적용하였다. 입열 조건은 각각 10kW 최대 전력에서 출력(Laser power) 및 용접속도(Welding speed)를 변화하여 분석하였다. 레이저 진행방향으로의 각도(Inclined beam) 변화는 0° 고정으로 하였고, 이외에도 Web부 모따기(Edge machining) 양에 따른 용입량 변화를 분석하였다. 각 조건에 대한 결과값은 4회 측정의 평균값을 사용하였다. 용접 후 Cross-section면을 절단하고 전해연마, 식각하여 광학현미경(Optical microscope, OM)과 주사전자현미경(Scanning electron microscope, SEM) 미세조직 분석을 수행하였다. 분석 결과에 대해서는 열역학 기반 상용 상평형 계산프로그램인 ThermoCalc (TCFE6 database)를 이용하여 해석하였다.

Schematic diagrams of laser welding parameters

Fiber laser welding process parameters on 316HN and 316L stainless steels
용접부에 대한 Vickers 경도시험은 압입력 0.5kgf, dwell time 10s로 Web부 모재에서 시작하여 용접부를 거쳐 Flange부 모재까지 수직방향의 길이 4mm에 대해 0.2mm 간격으로 측정하였다. 구조체의 휨변형에 대한 저항성 평가 구조시험은 Fig. 3과 같이 길이 2, 3, 5m 시험체에 대해 양옆 200mm씩 여유를 두고 중앙에서 수직하게 가압하여 평가하였다. 시험체에는 T- bar Web부의 이탈을 방지하고 Flange부까지 균일한 응력이 전달될 수 있게 동일 두께의 보강재를 용접하여 덧대었다. 시험은 3000kN 압축시험기를 이용하여 0.03mm/s 변형속도로 수행하였다.
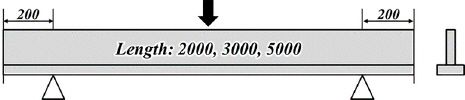
Experimental design on flexural strength of laser-welded T-bar frames
2.3 수치해석
Fig. 4a는 메쉬 생성을 위한 모델의 이차원의 기하학적 구조를 나타낸다. 특히 메쉬의 밀도는 계산 결과에 크게 영향을 미치는 요인이나, 계산 시간을 고려하여 적절하게 선정해야하므로 Weld leg 표면과 Penetration end부의 Node수를 높여 29,295 Node, 28,777 Element 수로 모델링 하여 계산하였다. KS 규격에 따르면, 316L 항복강도 175 N/mm2(MPa) 대비 316HN의 항복강도가 310 N/mm2으로 약 77% 더 높다. 시뮬레이션에 사용된 소재의 물성은 316L 항복강도 175 MPa, 인장강도 480 MPa, 탄성계수 193 GPa, 균일 연신율 40%, 316HN 항복강도 310 MPa, 인장강도 635 MPa, 탄성계수 193 GPa, 균일 연신율 35%이다. 국내 건축 설계시 자재로서 사용되는 프레임은 KS 규격을 따르므로, 수치해석의 정확도를 높이기 위해 Fig. 4b와 같이 모재의 인장 실험으로 얻어진 값을 KS규격 항복강도로 환산하여 사용하였다. 유한요소해석 프로그램으로 ABAQUS를 사용하였으며, 시뮬레이션 조건으로 T-bar가 받는 응력을 Web 방향 항복강도 범위로 설정하고, 자유도의 구속 조건은 Flange 하단으로 하였다. 주어진 재료가 항복이 일어나는지 판단하는 값으로 주로 활용되는 Von Mises 응력을 계산하였으며, Web 두께, Flange 두께, Weld leg 길이, 그리고 Web두께 대비 용입량을 의미하는 Penetration ratio을 변수로 하여 각 조건별 Weld Leg와 Penetration end부에 가해지는 응력을 비교하였다.

(a) Two-dimensional geometry of laser welded joint with finite element mesh used for simulations and (b) tensile properties used for finite element analysis in this study
3. 연구 결과
3.1 단면력 구조해석 결과
커튼월용 프레임의 경우 지역별 바람의 세기와 건물의 층고 등을 고려하여 필요한 형상을 설계하며, 스테인리스강 T-bar의 Web 및 Flange 두께는 최소 6mm에서 크게는 20mm 이상까지 사용될 수 있다. 높은 프레임 두께는 구조적으로 단면력을 높여 구조체 강성을 확보하기에 유리하지만, 용접성 측면에서 완전용입이 이뤄지지 않아 내식성과 인장력 감소를 유발할 수 있다. 또한 프레임의 미적 요소를 위해 용접부 각장을 줄인다는 측면에서, 높은 용입조건의 사용이 제한적이므로 후판의 용접부에서는 미용입영역(Web과 Flange 사이 경계부) 형성이 불가피한 측면이 있다. Weld leg와 Penetration end부는 접합의 끝단부로 응력이 집중되는 영역이므로, 따라서 프레임 설계시 소재에 가해지는 압력에 따른 각 위치별 응력 분포를 고려할 필요가 있다. Fig. 5는 316HN 강종에 대해 T-joint 필렛 레이저 용접부 유한요소해석 결과를 나타낸다. 이 때, 각장 길이 0.4 mm, 용입 분율을 50%로 고정하였다. 20mm로 Web 두께가 두꺼워질수록 동일 Weld leg와 Pe- netration end에서의 최대응력이 높아진다.
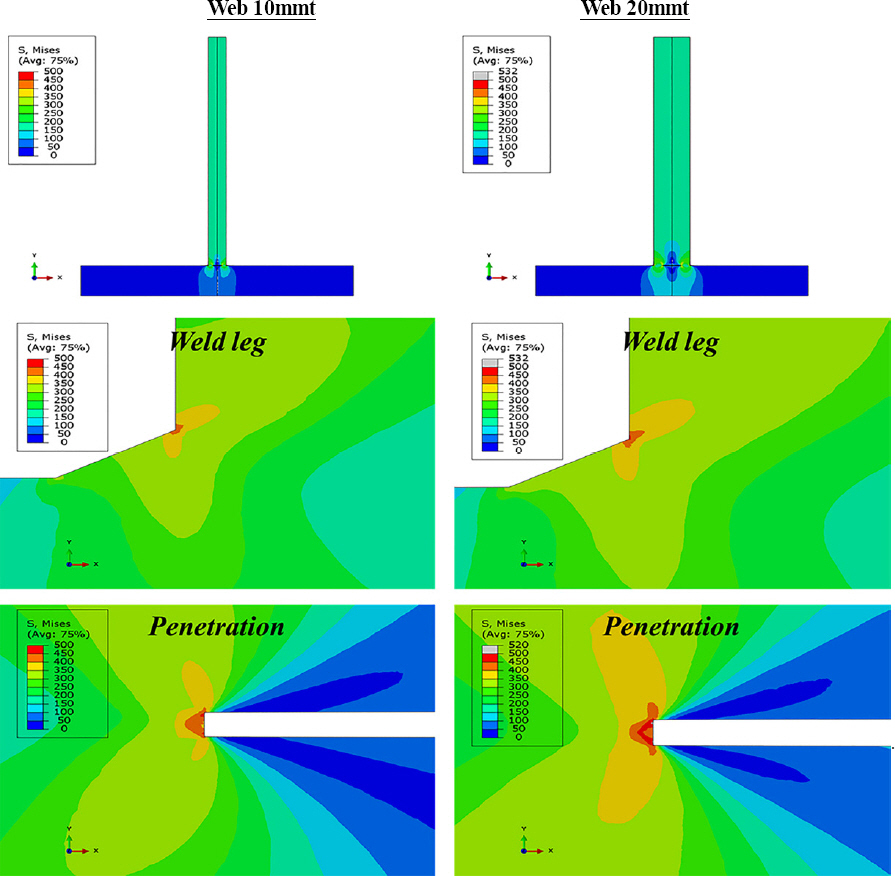
Comparison of stress distributions at both weld leg and penetration end by web thickness in laser-welded T-joint fillet weldment from two-dimensional finite element analysis
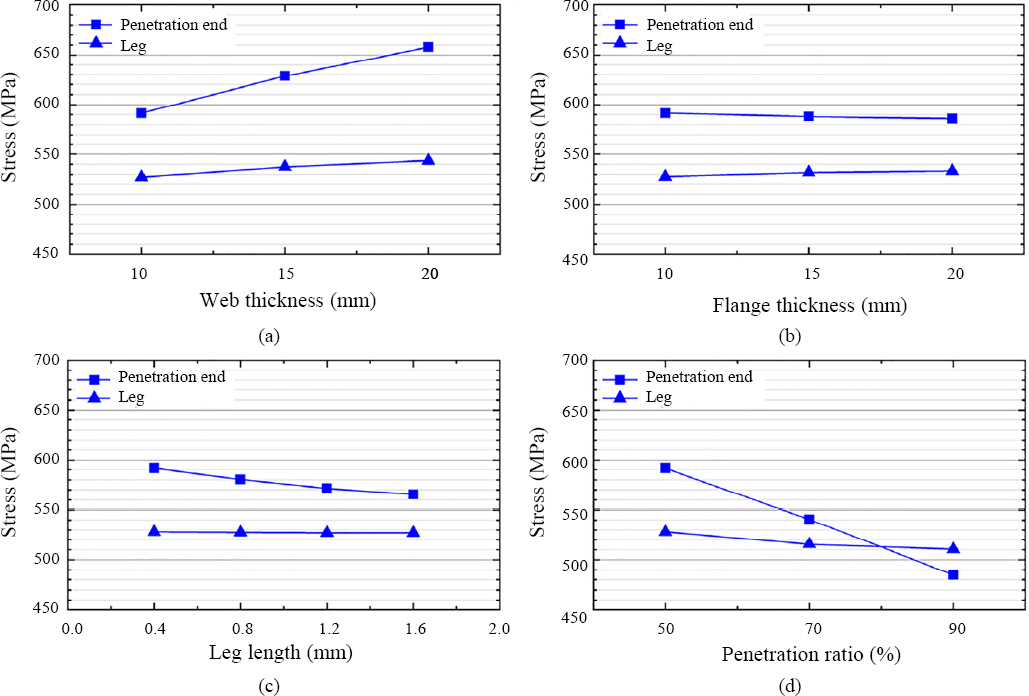
Fig. 6, 7은 316L과 316HN 강종에 대해 각 네 개의 변수 변화에 따른 Weld leg와 Penetration end에서의 최대 응력 결과를 나타낸다. 나머지 변수는 별도의 표기가 없을 때 용입 분율 50%, 각장 길이 0.4mm, Web 두께 10mm, Flange 두께 10mm로 계산된 결과이다. 316L 대비 316HN의 항복강도가 높아 부여된 응력 자체가 높고, 따라서 전반적으로 값이 높게 형성되어 있다. 각 강종의 변수별 변화거동은 유사하게 나타났다. 먼저 Web두께의 증가는 Penetration end부의 응력 집중 효과를 유발한다 (Figs. 6a, 7a). Flange의 두께는 전체적으로 영향을 주지 않았으며 (Figs. 6b, 7b), 용접부 각장은 길이가 짧아질수록 Penetration end부에 응력이 집중되는 효과를 보였다 (Figs. 6c, 7c). 이는 각장 길이가 짧더라도 미용입된 영역이 구조적으로 더 취약함을 의미한다. Penetration ratio에 따른 변화에서는 80% 이상의 값에서 Penetration end와 Weld leg에 가해지는 응력의 정도가 역전이 되는 것을 알 수 있는데 (Figs. 6d, 7d), 따라서 이를 종합적으로 고려해볼 때, Penetration ratio 100%의 완전용입을 달성하기 어려운 프레임에 대해서는 용입량을 우선으로 고려할 필요가 있다. 즉, 두꺼운 Web을 사용해야하는 프레임의 경우에는 80% 이상의 Penetration ratio 달성을 통해 Penetration end부에 걸리는 인장 응력을 해소하여 T-bar 내부의 미용입영역에서 균열이 시작되어 비드 외부로 전파되는 균열 형성을 억제해야 한다.
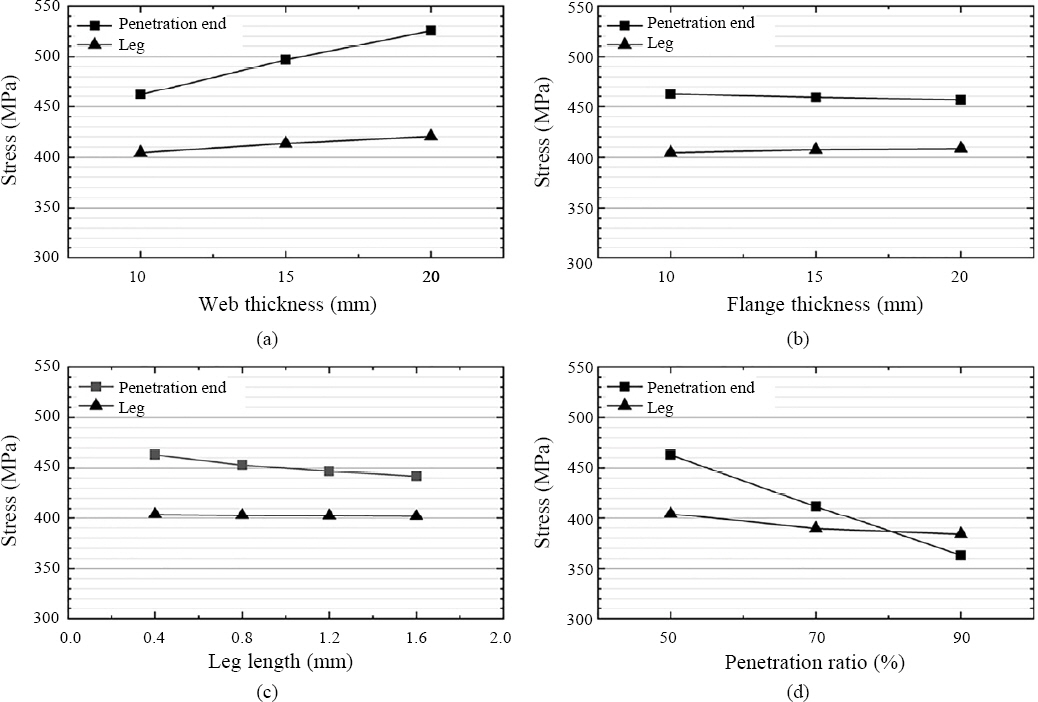
Comparison of stress distributions in both weld leg and penetration end according to thickness of (a) web and (b) flange, (c) leg length, and (d) penetration ratio in 316HN laser-welded T-joint fillet weldment
Comparison of stress distributions in both weld leg and penetration end according to thickness of (a) web and (b) flange, (c) leg length, and (d) penetration ratio in 316HN laser-welded T-joint fillet weldment
3.2 미세조직 분석 결과
Fig. 8a는 316HN강의 Fillet 레이저용접부 단면에 대한 OM 분석 결과를 나타낸다. 다음 3.3절에서 후술할 레이저용접 최적 조건 도출을 통해 용입을 최대로 하면서 비드폭을 작게하는 용접 조건으로 양면 Fillet 용접을 수행하였고, 두께 20mm Web에 대해서 Flange와의 모든 경계면에서 접합을 이뤄 완전용입이 가능함을 확인하였다. Fig. 8b는 용융부에 대한 SEM 분석 결과로, 일부 위치에서 ~100㎛ 크기의 blow hole이 형성된 것을 알 수 있다. 일반적으로 레이저용접에서 취입가스에 의한 키홀 형성으로 용입을 깊게하고 기체 배출을 용이하게 하여 청정한 용접부를 얻을 수 있는 장점이 있으나10), 본 접합의 경우에는 Beam angle이 상당히 작고 Web-Flange간 Air gap이 존재하는 상태에서 용접되어, 용융풀에서 형성되는 기체나 취입가스가 일부 용융풀에 남아서 Blow hole이 형성되었다. 해당 결함 외 고온균열 등 스테인리스강 용접부에서 발생가능한 용접 결함에 대해 분석하기 위해 상평형 계산을 수행하였다. Fig. 9a는 316HN과 316L 강종에 대해서 Schaeffler 도표 위에 해당 조성을 나타낸 것으로, 두 강종 모두 용접 후 미세조직상에 5% 가량의 페라이트와 오스테나이트로 구성될 것으로 예측할 수 있다. 오스테나이트계 스테인리스강에서 이와 같은 AF 응고모드는 용접 고온균열을 저감하기 위해 매우 중요하다. 일부 페라이트의 잔류는 P편석 방지 등의 효과로 응고균열의 형성을 억제한다11,12). 따라서 잔류 페라이트 분율이 유사한 316HN강 또한 특별한 고온균열 양상을 보이지 않고, 316L과 함께 용접성이 우수할 것으로 예상된다. Blow hole 형성 저감을 위해 316HN강 조성 내 질소 함량 변화에 따른 열역학적 평형상 계산를 Fig. 9b에 나타낸다. 오스테나이트계 스테인리스강에서 질소 원자는 강 내에 고용된 상태로 존재하다가, 용융시 N2 등의 질소 분자로 용융풀 밖으로 배출된다. 0.24 wt.% 이상의 질소 함량에서는 기체상이 액체상보다 우선하여 형성되는데, 과다한 질소 함유는 Blow hole 형성을 높이는 요인이 될 것이다. 따라서 KS규격 성분에서 질소 함량은 0.14-0.25 wt.% 범위를 가지나, 레이저 용접성을 고려하여 질소 함량을 일부 제한하여 사용할 필요가 있다. 또한 본 실험의 경우 취입가스로 Ar 가스를 사용하였으나 N2 사용시 Blow hole 형성이 더욱 커질 수 있다.
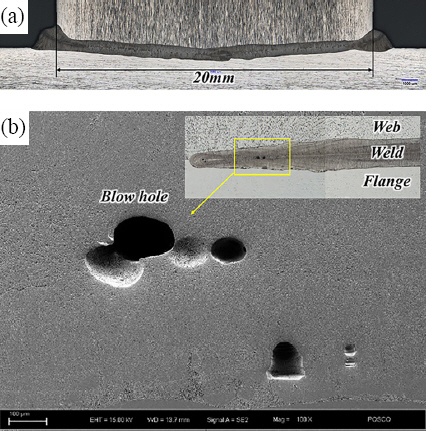
Cross-section images of T-joint fillet laser weldment in 316HN obtained from (a) optical and (b) scanning electron microscopes
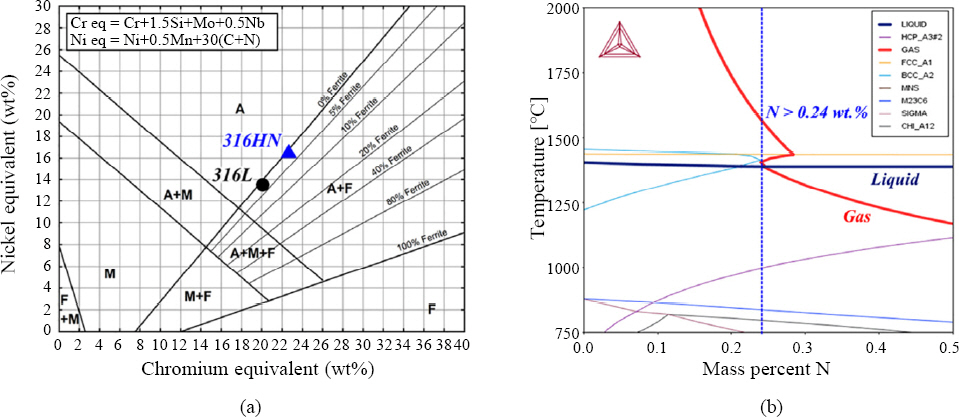
(a) Schaeffler diagram to predict stable phase for both 316HN and 316L after welding, and (b) quasi-binary phase diagram of 316HN stainless steel with N composition, which is calculated using ThermoCalc software
Fig. 10은 두 강종에 대해 필렛 용접부 경도를 측정한 결과이다. T-bar의 Web부 모재에서 시작하여 용융부를 거쳐 Flange부 모재까지의 측정 결과, 316HN 강종이 316L 대비 ~30Hv 가량 경도가 높게 형성되었고, 용융부에서 모재 대비 경도 편차는 크지 않은 것으로 확인되었다.

Hardness profiles of the laser welded joints
3.3 레이저 용접 최적 조건 선정
316HN강의 필렛 레이저 용접성 평가의 사전 실험으로 BOP 용접을 수행하여 비드 형상을 분석하였다. Fig. 11은 레이저 출력 및 용접속도에 따른 BOP 용입량(Penetration)과 비드폭(Bead width) 변화를 나타낸다. 빔 출력이 증가할수록 용입은 선형적으로 비례하여 증가하며, 비드폭은 8kW이상의 출력에서 증가하는 정도가 완만해진다(Fig. 11a). 마찬가지로, 용접속도의 증가는 입열량을 낮춰 용입량 및 비드폭과 반비례 관계를 나타낸다(Fig. 11b). 레이저 용접의 경우 다른 용접법에 비해 용입이 깊은 특징을 갖는데, 이는 키홀 형성 기구와 관련된다. 일반적으로 입열량이 증가함에 따라 높아진 출력밀도와 적절한 취입가스의 양에 따라서 용융부에서 키홀이 형성되고 깊은 용입을 얻을 수 있다. 이 때, 과다한 입열에 따른 용융량 증가로 새로이 형성되는 용융물의 양이 취입가스가 배출하는 양보다 많아지는 경우에는 키홀이 붕괴되어 용접의 형태가 전도 모드로 전환되어 용입량이 줄어든다. 본 실험을 통해 해당 강종에 대해서 고출력의 Fiber 레이저용접시 키홀이 붕괴되지 않고 잘 형성되었음을 확인하였다. 따라서, Web 두께 20mm에 대한 필렛 용접부 완전용입을 달성하기 위해 해당 효과 및 6-10kW의 출력에 대한 적정 입열량을 고려하여 용접조건을 설계할 필요가 있다. 단, 용접속도 2mpm 이하에서는 6kW의 낮은 출력에도 불구하고 입열량이 크기 때문에 비드폭이 과다하며, 스패터 발생 가능성이 존재하여 제한적 사용이 필요할 것으로 예상된다.
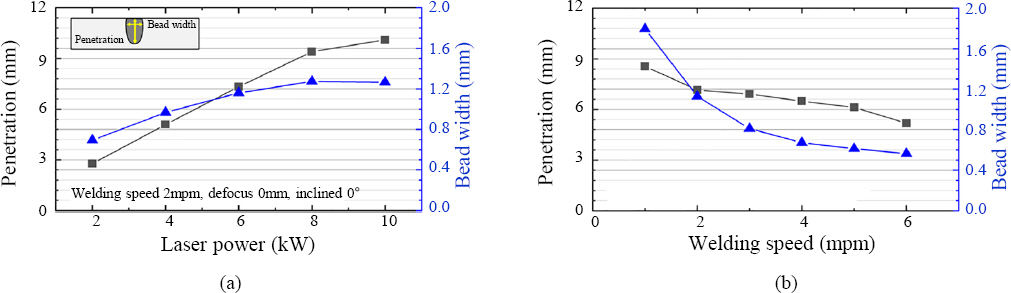
Comparison of bead shape of 316HN stainless steel bead-on-plate weldment according to (a) welding speed and (b) laser power
Fig. 12는 316HN강의 T-joint 필렛 용접부 Weld rate를 통해 각 조건별 용입량 변화를 분석한 결과이다. 필렛 용접부의 경우 BOP 대비하여 전반적으로 낮은 용입을 보인다(Fig. 12a). 예를 들면, 6kW 1mpm을 비교해보면, 4°의 낮은 Beam angle을 고려하여도 비교적 낮게 형성되었음을 알 수 있다. 이는 Web과 Flange가 만나는 경계 위치에 레이저빔이 조사된 경우 하판인 Flange판에 의해 빔 간섭이 발생하였기 때문이다. 이러한 점을 고려하여 Fig. 12b에서는 Focus height를 Web 방향으로 +0.6만큼 높여 Flange에 의한 간섭을 제어하고, Defocus 양에 따른 변화를 분석하였다. Defocus 양이 음수인 것은 초점위치가 판재 내부에 있고, 양수인 것은 판재 외부, 즉 앞쪽에 초점이 맺힌 것을 의미한다. 즉, Diode에서 나온 레이저빔이 Collimator 렌즈에서 빔 조사 방향으로 정렬되고, Focusing 렌즈를 거쳐 집광되어 판재에 맺히게 되는데, 이러한 초점위치가 판재 내부에 있는 경우 더 깊은 Penetration 양을 기대할 수 있다. 따라서 BOP 용접의 경우는 초점이 내부에 있는 Defocus -4mm 조건에서 일반적으로 용입량이 최대가 된다. 본 실험을 통해 필렛 용접부에서도 낮은 Beam angle임에도 불구하고 동일한 효과가 나타났으며, -4mm에서 용입량이 최대가 됨을 확인하였다. Fig. 12c는 Beam angle과 Focus height를 변화하여 용입량을 분석한 결과를 나타낸 것이며, 이를 통해 4-8° 각도 범위에서 Focus height +0.6mm 조건이 용입량을 최대화하는 최적조건임을 알 수 있다. 특이한 점은 Focus height +0.9mm 조건에서 각도별 편차가 나타나기도 하는데, 이는 비드 폭 이상으로 초점 위치가 높아져 접합이 아예 이뤄지지 않거나 Web-Flange 모서리 경계가 아닌 중간부터 용접이 되어 편차가 발생한 경우이다. 이러한 경우, 일부 용접된 면적이 넓어 인장특성이 기준을 만족할 지라도 미용접된 영역에서 Crevice corrosion이 발생할 가능성이 높으므로, Focus height 조건에 대해서는 보수적으로 관리될 필요가 있다.
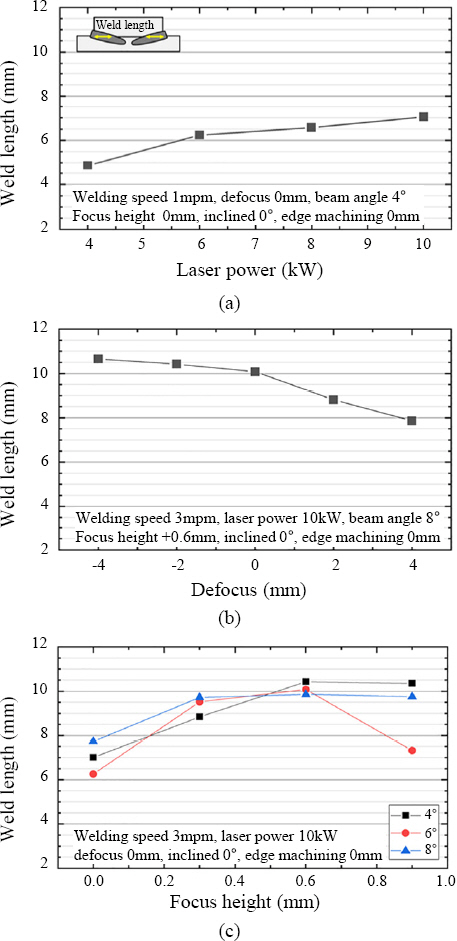
Comparison of weld length of 316HN stainless steel T-joint fillet weldment according to (a) laser power, (b) beam defocus, and (c) focus height
Fig. 13의 필렛 용접부 표면에 대한 대표 사진을 수록한다. 전술한 바와 같이 Focus height를 높이지 않은 경우 입열량과 관계없이 Flange에 의한 간섭 현상이 발생하고, 그 결과 용접 비드의 직진성이 저하되고, 용입량이 줄어들게 된다. 또한 고입열 조건에서는 불안정한 용융풀 형성으로 용접부 전체에서 레이저 용접 키홀이 균일하게 형성되지 못하고 비드 형상이 고르지 않았다. Focus height를 높이고 적정 입열량 사용시, 비교적 스패터가 적고 안정적인 비드 형성과 작은 비드폭을 얻을 수 있다.

Appearance of weld beads on 316HN stainless steel laser welded T-joint according to welding parameters
커튼월 프레임 스테인리스강 사용 제품에 대해서는 용접부 표면 품질 요구수준이 매우 높다. 특히 비드폭이 작을수록 심미성이 높기 때문에 이를 최소화할 필요가 있다. 따라서, Web 20mm 두께의 필렛 용접부에 대해 완전용입을 달성하면서 비드폭을 최소화하기 위해, Web edge groove 가공을 하여, X, Y축 방향 모따기 양에 따른 비드 형상의 변화를 분석하였다. Fig. 14에서 좌측의 두 시편에서는 X-Y축 모따기 양이 2mm, 1mm로 과다하여 용융풀이 모재의 높이만큼 형성되지 못한 Underfill 형태의 용접 결함 형태를 보였다. 이를 일부 개선하여 X축 방향으로 1.0mm, Y축 방향으로 0.4mm 만큼 groove를 주는 경우에는 Underfill 형성을 방지할 수 있다. 또한 X축 방향으로 더욱 용입을 더욱 깊게하면 비드폭을 줄이고 용입을 더욱 깊게 할 수 있다. 이에 대한 결과를 Fig. 15에 수록한다. 모따기 양 외에 다른 조건이 동일할 때, 최적 조건인 X 2.5mm, Y 0.8mm에서 용입량은 11.90mm로 증가하여 약 11%의 개선효과를 보였으며, 비드폭은 대각선 길이 기준 1.54mm로 줄어 29% 개선효과를 나타냈다. 결론적으로, 두께를 상대적으로 두껍게 사용해야하는 구조물의 경우, 프레임 Web두께만큼의 완전용입 달성 및 표면품질 개선을 위해 모따기 양을 제어할 필요가 있다. Fig. 16은 최적 용접조건으로 레이저 용접 후 샌드블라스팅 표면처리를 통해 제작된 최종 프레임 제품의 표면 사진을 나타낸다. 입열량 및 Focus height, defocus 등 용접 조건 최적화를 통해 용입량을 충분히 하되 비드폭 최소화를 통해 용접부에서도 스테인리스강 고유의 재질에 대한 불연속성 문제를 해소하여 건축 외장재로의 활용이 가능하다.

Macro images of weldment showing bead shape changes associated with the amount of edge machining
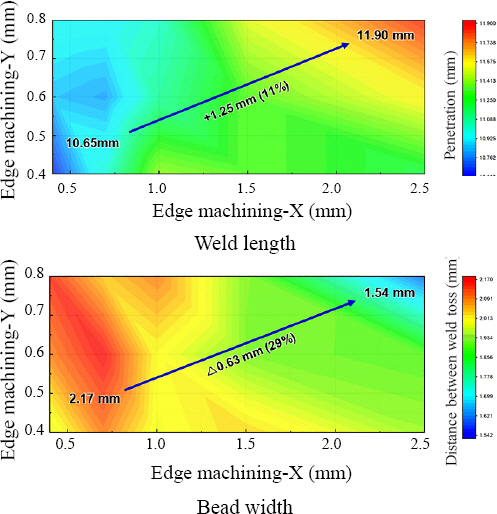
Heat maps of weld length and bead width of 316HN stainless steel T-joint fillet weldment by the amount of edge machining

Appearance of weld beads on 316HN stainless steel laser welded T-joint when applying optimal welding conditions and sandblasting surface treatment
Fig. 17은 316HN 프레임 길이별 구조 휨성능에 대한 평가 결과를 나타내고 있으며, 316L 3m의 시험 결과를 포함하여 강종별 휨강도를 비교하였다. 3m 프레임 기준 316HN의 휨강도는 108kN으로 316L의 83kN 대비 23% 우위에 있다. 즉, 커튼월 프레임으로서 316HN 적용시 항복강도와 휨모멘트에 대한 저항성이 316L 대비 높아 동일 두께의 프레임 사용에도 높은 풍압을 견딜 수 있다. 따라서 해당 프레임의 커튼월 적용시 얇은 두께의 프레임 사용 가능 및 미려한 표면 품질로서 건축 설계 자유도를 높일 수 있을 것으로 예상된다.

Load-displacement curves of 316HN and 316L fillet laser-welded T-joint frames with various frame lengths obtained from the structural bending test
4. 결 론
본 연구는 건축 커튼월 분야 프레임으로의 활용을 위해 최근 KS규격 재정으로 추가된 STS316HN 고강도 스테인리스강 소재의 T-joint 필렛 레이저 용접부에 대해 조건별 용접부 형상을 분석하고, 이를 최적화하기 위하여 수치해석기법을 적용하여 분석하였다. 용접 입열과 Focus height, Defocus 등의 용접 변수 조정을 통해 Flange 판에 의한 간섭을 억제하여 커튼월 프레임의 구조적 요소인 용입량을 최대화하는 방안에 대해 고찰하였다. 또한 Web edge 모따기를 적용하여 용입량 1.25mm 증가와 더불어 약 29% 가량의 비드폭 감소 효과를 통해 프레임 외관의 심미성 향상이 가능하였다. 또한 프레임 부재에 대한 휨모멘트 저항성 평가를 통해 3m의 316HN 프레임의 휨강도가 108kN으로 기존 316L 대비 23% 개선됨을 확인하였다.