Thermal Deformation Analysis Methodology Development for Inconel Overlaying
Article information

Abstract
Overlaying of Inconel on carbon steel base material is widely used in offshore and shipbuilding. The prediction of the overlay related deformation is important to accurately carry out this work with minimum loss and maximum profit. So, in this research, a detailed experimental study on the variation of the weld deposit and the HAZ area while overlay FCAW welding with carbon steel wire as well as Inconel wire on carbon steel plate was carried out and finally, with Inconel Strip to observe the material related and heat input related factor associated with overlay welding. Using this modified heat input and material related values as scale factor is applied to (Strain as Direct Boundary condition) SDB method which is presently applied for welding deformation analysis of large ship block in our shipyard. Based on this research outcome, the overlay welding related deformation was accurately predicted. By predicting the deformation accurately, optimum thickness (always above design thickness) of overlay could be applied and thus reduce the grinding related man-hour to a great extend in this process.
1. Introduction
Inconel is well known for its creep properties along with high corrosion resistance which finds a very large application in oil and petrochemical industries. As the cost of the Inconel is very high, a cheaper alternative of cladding Inconel on carbon steel base material is widely used. Most commonly used process for applying layers of Inconel on carbon steel is weld overlaying process, as the process is simple and requires a small set up. In our shipyard, for many offshore FPSO structures, turret bottom friction bearing rail overlay are carried out using this Inconel overlay and also for thruster seat structure overlay weld are applied. Usually, for FPSO moon pool structure while Inconel overlaying the thickness is within 3 ~ 6 mm more than design value. FPSO having a 20m diameter circular moonpool structure is controlled at 6mm accuracy roundness. But, when Inconel overlaying is done at whole circular bearing-touch position by 1m width, roundness control will be very hard due to ship-block distortion by overlay welding shrinkages. This extra thickness of the overlaying (which is the allowance for milling and adjusting the roundness) needs to be optimized by balancing the accuracy of the moonpool roundness and accurately predicting the overlaying deformations and thus reduce the manhour for milling work.
The SDB method1-4) is used for welding thermal distortion analysis of large hull block of ship modelled using shell element. Shell element is a layered element subdivided in to number of layers. Replacing the thermal expansion coefficient with the calculated inherent strain value and applying the calculated top and bottom temperature to this shell element, the angular and shrinkage deformations caused by welding can be accurately simulated. Presently, using this SBD method, our shipyard accurately predicts the welding deformation of ship blocks made of various grade of carbon and mild steel.
The main objectives of this research are to modify and calibrate this SBD method for Inconel overlay welding. So, experimental evaluation and comparison study of the Inconel wire overlay with normal carbon steel weld wire overlay is carried out as a first step. Then a comparison study of the Inconel strip overlay cladding with Inconel wire overlaying is done. Thermal deformation comparison of the above processes was clearly observed. MSC Marc (nonlinear finite element analysis software) based 3D shell element thermal deformation models5) were used for this purpose. Finally, the thermal expansion coefficient scaling factor was determined for SDB analysis of Inconel overlay welding procedure.
2. Experimental study and setup details
Before starting the experiment, a detailed numerical study was conducted using SDB method to fix the specimen dimension of experiment. Usually overlay welding process makes distortions by shrinkage of overlay welded region under constraints of adjacent regions. So, by conducting shell element SDB method-based welding deformation analysis, the deformation trends for various variables were determined as shown in Fig. 1.
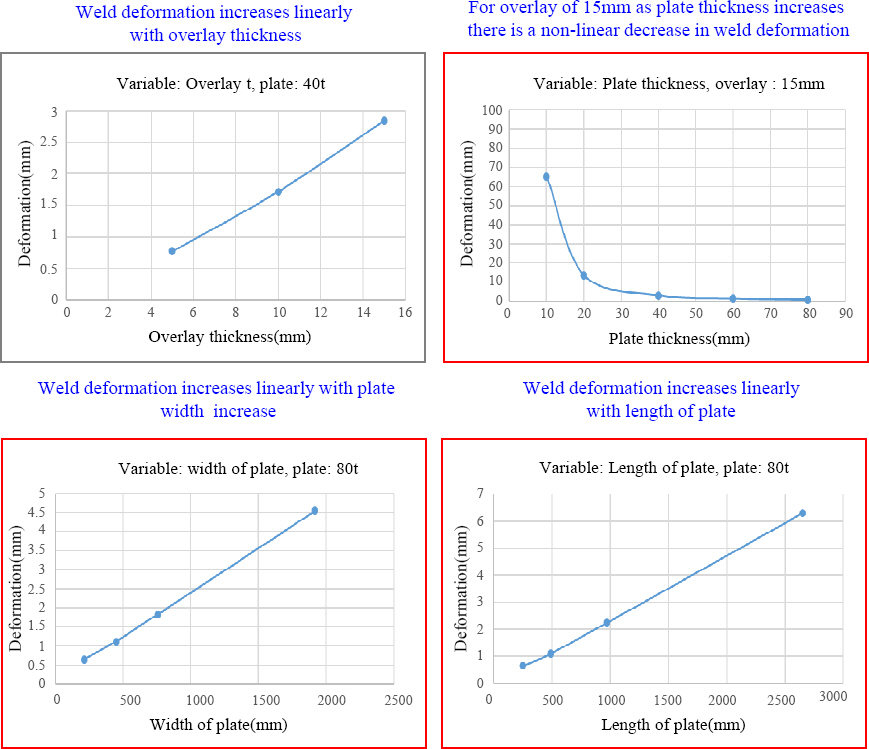
Deformation trends for specimen dimensions and parameters based on SDB method
Based on this analysis result, plate thickness between 10~50mm range, specimen length ≥1000mm, Overlay thickness 0~15mm and width of overlay 100mm were taken for the experiments.
2.1 Wire based experiments
Experiments were conducted using the FCAW process at 1G position. Commercial grade argon gases with Helium gas (Mixture) were used for shielding. Both carbon steel CSF71S and Inconel Supercore 625p welding electrode of diameter 1.2 mm were used. The effect of weld quality was studied with reference to input parameters like voltage, current, and height of the torch tip to the base metal6-10). Welding was carried out considering the following input parameters described in Table 1 and Table 2.

Wire based overlay welding: using CSF71S weld wire

Wire based overlay welding: using inconel supercore 625P weld wire
The main aim of this experiment was to study the variation in the thermal distribution and deformation while using normal carbon steel wire materials and Supercore 625P weld wire. So, the temperature was measured during each pass of overlay welding using thermocouple and thermal camera. The deformation was measured after each layer of overlay welding using Coordinate Measuring Machine (CMM).
The wire-based experiments were conducted in the following sequence and the total list of experiments carried out using both CSF71S and Supercore-625p wire are as listed in the Fig. 2.
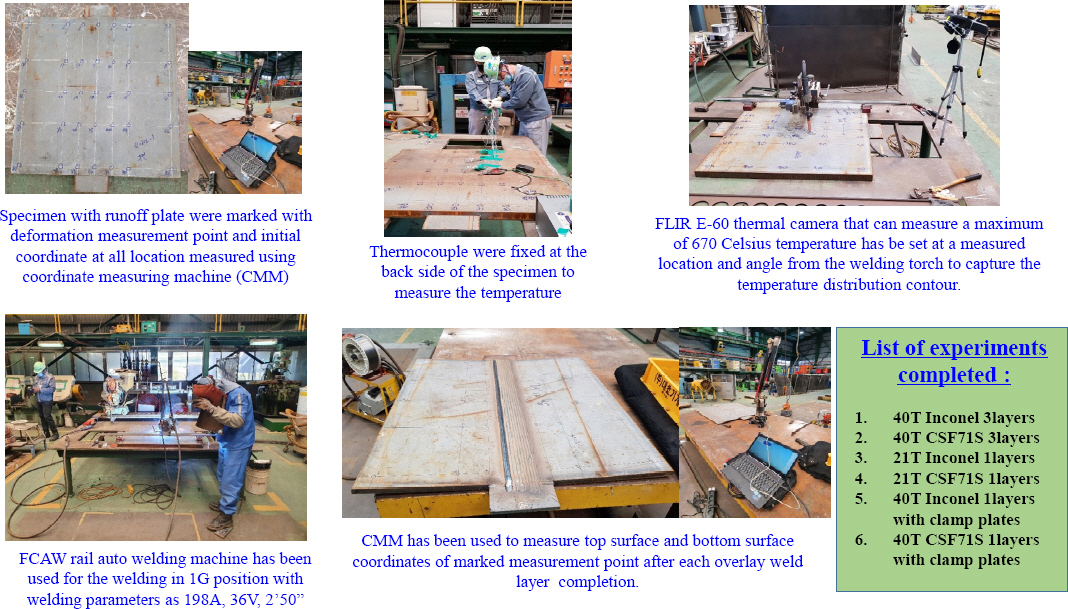
Wire based overlay experiment details
The FLIR E-60 thermal camera that can measure a maximum of 670 Celsius temperatures was set at a measured location and angle from the welding torch to capture the thermal distribution contour as shown in the Fig. 3.
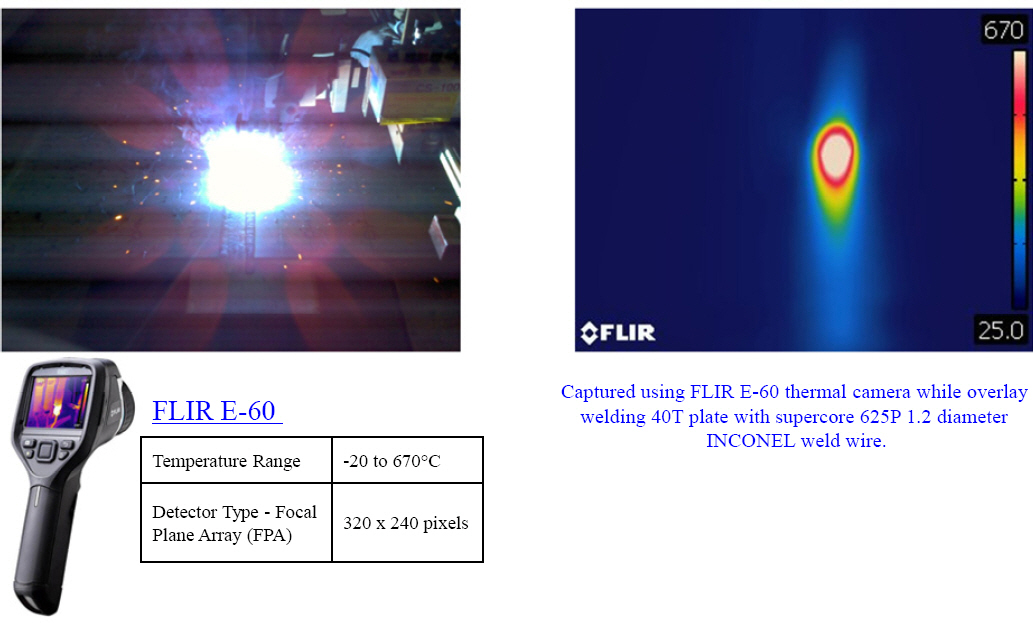
Thermal distribution contour obtained using FLIR E-60 thermal camera
Using FLIR software, 50 × 100 pixels box frame was cut and each pixel temperature data was extracted and using Mathematica, iso-thermal line plotting was created as shown in Fig. 4.
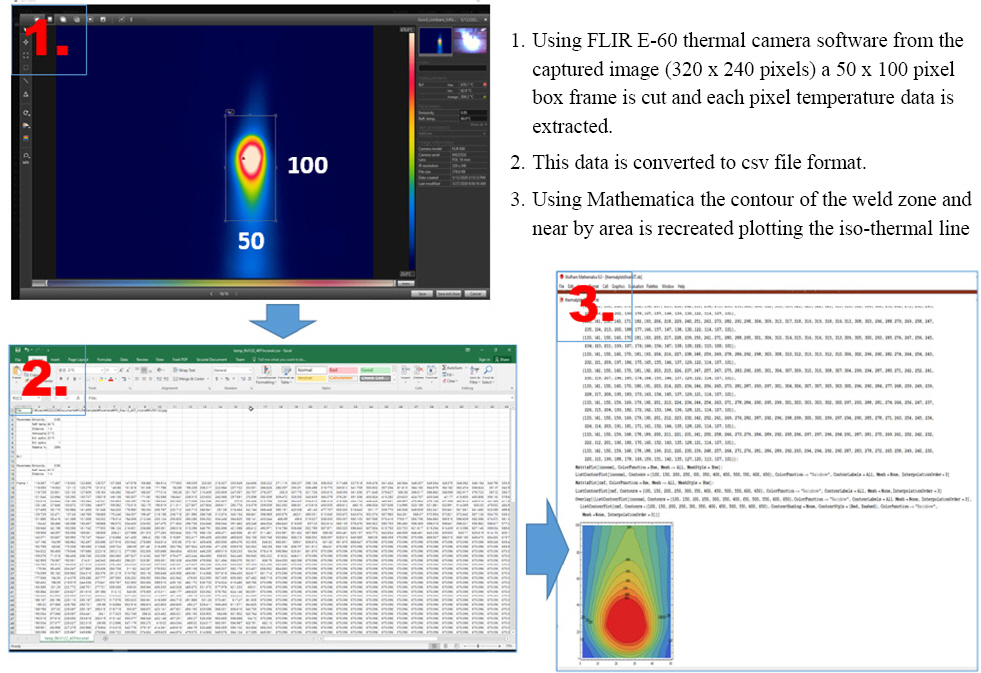
Mathematica based iso-thermal line plotting
Next, for the deformation measurements, the CMM was used to measure top and bottom surface coordinates of marked measurement point initially and after each overlay weld layer completion. Using the Spatial Analyzer software, the measured coordinates were superimposed and deformation component along x, y, z direction was extracted as *.csv file. This *.csv file was then converted to MSC.Marc procedure file having initial measurement point coordinates as nodal coordinate. This node was connected by quad grids and then applied x, y, z deformation component as displacement boundary condition at each node. Finally, using MSC. Marc, static analysis was carried out after refining the mesh and deformation plot of measured results were contour plotted in MSC.Mentat as shown in Fig. 5.
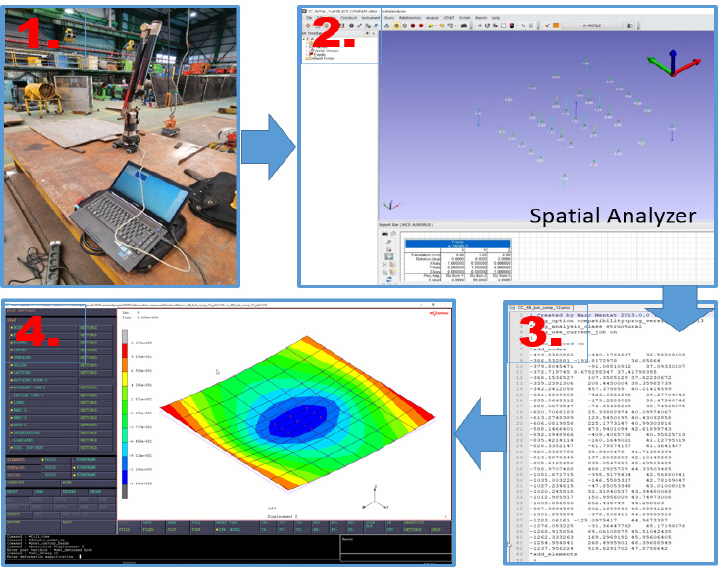
CMM based deformation measurement details analyzed and contour plotted in MSC.Mentat
2.2 Strip based experiments
Experiments were conducted using the Electro Slag Welding (ESW) process. Strip cladding auto welding machine has been used for the overlay cladding of 30mm *0.5mm (SUPRASTRIP 625) in 1G position with welding parameters as 550A, 26V as detailed in Table 3.

Strip based overlay welding: using SUPRASTRIP 625
The temperature was measured during each pass of overlay welding using thermocouple and thermal camera. The deformation was measured after each layer of overlay welding using CMM instrument.
The strip-based experiments were conducted in the following sequence as shown in the Fig. 6.

Strip based overlay experiment details
The FLIR E-60 thermal camera that can measure a maximum of 670 Celsius temperatures was set at a measured location and angle from the welding torch to capture the thermal distribution contour as shown in the Fig. 7.
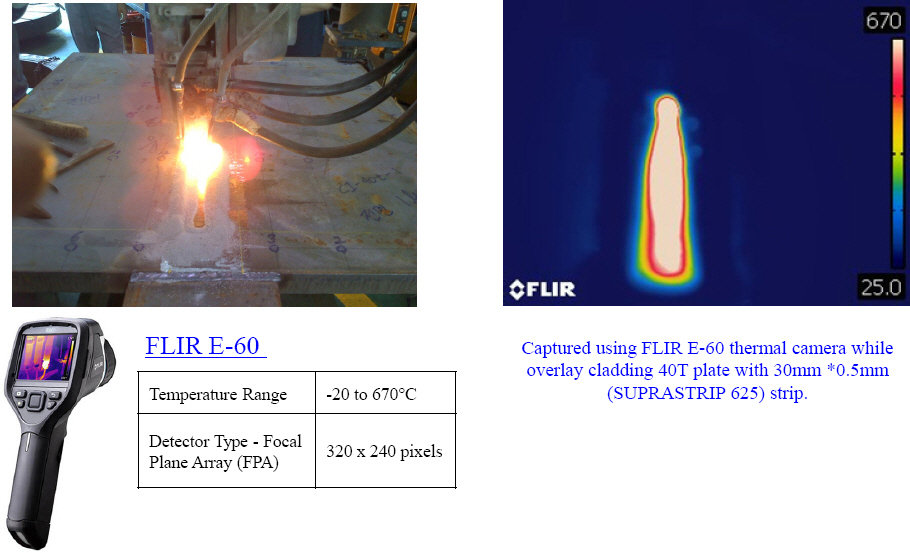
Thermal distribution contour obtained using FLIR E-60 thermal camera
3. Results and Findings
From the pixel temperature data obtained from the FLIR 60 camera, the thermal contour of the weld zone and nearby area was recreated by plotting the iso-thermal line using Mathematica. The Iso-thermal line plotted contour of the 40T Inconel weld wire overlay weld area was compared with the obtained 40T CSF71S weld wire overlay weld area as shown in Fig. 8.
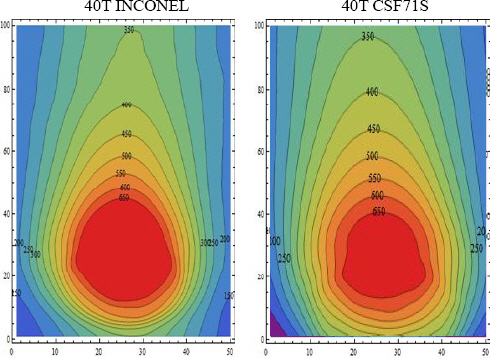
Comparison of 40T overlay welding thermal contour distribution for Inconel and CSF71S wire
While comparing the 40T plate overlay welding with Inconel and CSF71S wire, after completing one layer, Inconel case deformation was 23% higher than CSF71S and after completing three layers, Inconel case deformation was 14% higher than CSF71S. While comparing the macro sections of the bead in 40T plate overlay welding with Inconel and CSF71S wire, the penetration depth of the melted weld wire metal was higher for CSF71S case than Inconel. But the HAZ width seems similar for both cases, comparison details are shown in Fig. 9.
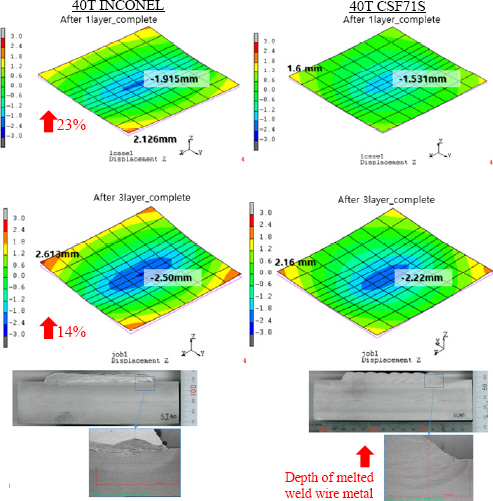
Comparison of 40T overlay welding with Inconel and CSF71S wire
While comparing the deformation caused by 1 layer of overlay welding with Inconel wire for 40T plate with and without clamp plates, as shown in Fig. 10, 44% deformation value was reduced while welding with clamp plate and finally cutting it out. While comparing the same with CSF71S wire, only 12% deformation value was reduced.
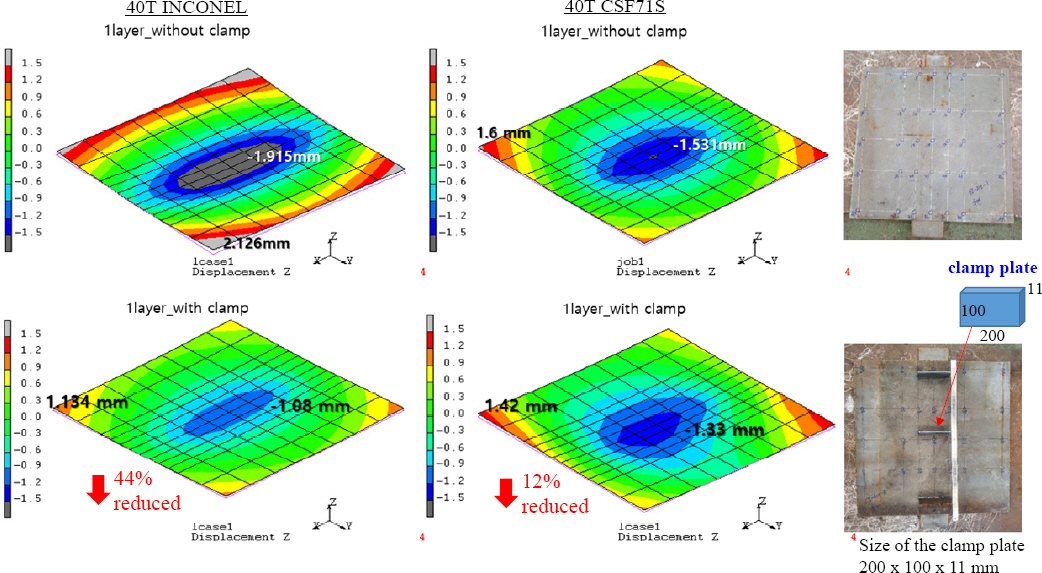
Comparison of 40T overlay with Inconel & CSF71S wire with and without clamping condition wire
By comparing the isothermal curves in a contour plot of the 40T Inconel weld wire and strip overlay weld area, width of temperature higher than 670 degrees in Strip case obtained was almost 4 times wider than wire as shown in Fig. 11.
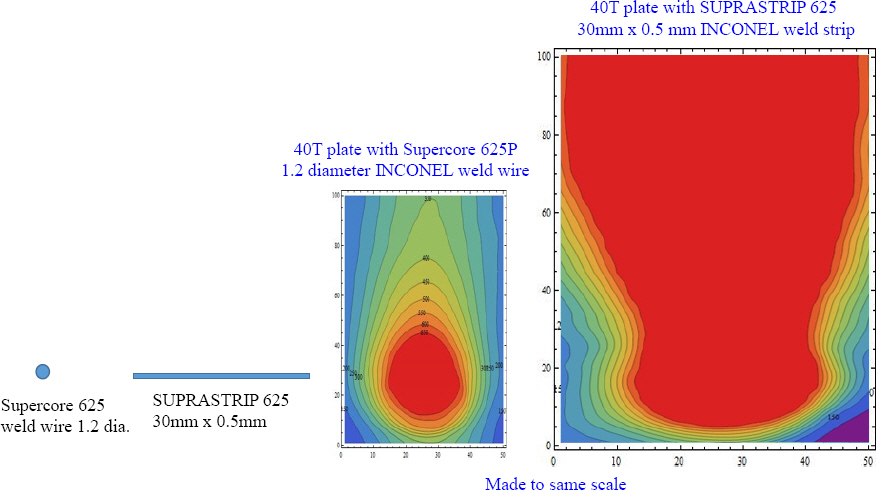
Comparison of 40T overlay welding thermal contour distribution for Inconel wire and strip
As shown in Fig. 12, while comparing the 40T plate overlay welding with Inconel wire and strip cases, deformation variation after 1 layer for strip case was 8% higher than wire case. The deformation variation after three layers for strip case was 23% higher than wire case. While comparing the macro sections of the bead in 40T plate overlay welding with Inconel wire and Inconel strip, the penetration depth of the melted weld wire metal was higher that of strip, But the HAZ width and depth variation in case of strip was much higher.
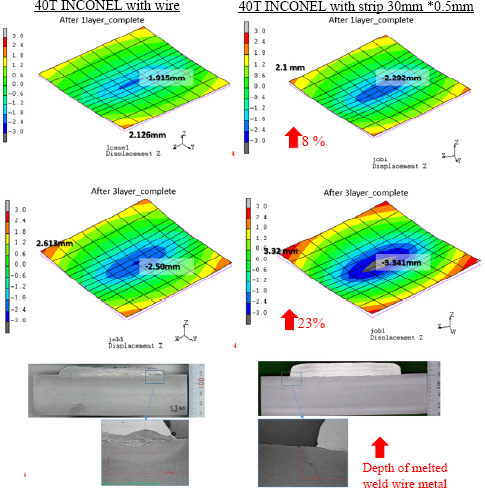
Comparison of 40T overlay welding with Inconel wire and strip
4. Calibration of SDB method for Inconel overlaying
A detail study on the variation of the weld deposit and HAZ area for this completed experiment was carried out and determined its relationship with heat input and other parameters. As in Fig. 13, the HAZ zone depth in both the cases of Inconel wire overlay as well as the CSF71S wire overlay are same. But the overlay metal penetration and solidification depth are 25% lower in the case of Inconel than CSF71S wire overlay.
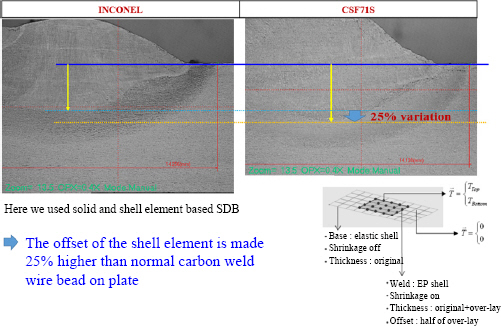
Comparison of penetration depth of bead for the overlay welding with Inconel wire and CSF71S wire
For the thermal distortion analysis using SDB method, 3D shell based model was used. Two-layers of shell element was modelled for the overlay area. The top layer was the Inconel overlay and bottom layer was the base metal. Only the nodes in this area were merged. The overlay shell element was Elastic-plastic shell element and the base metal shell element was elastic shell element. In this model, Inconel overlay thickness geometric property was given an extra 25% offset away from the base metal neutral axis to account for the Inconel based overlay metal penetration variation compared to carbon steel overlaying metals.
As in Fig. 14, by comparing the Inconel and CSF71S wire overlaying, the maximum deformation variation obtained was 14% higher for Inconel wire case. This variation can be considered as an overlay material property related effect. Whereas while comparing the same Inconel overlaying with strip and wire, each layer wise comparison showed an 8% higher deformation for the strip-based overlaying. This variation is overlay thermal input related effect.
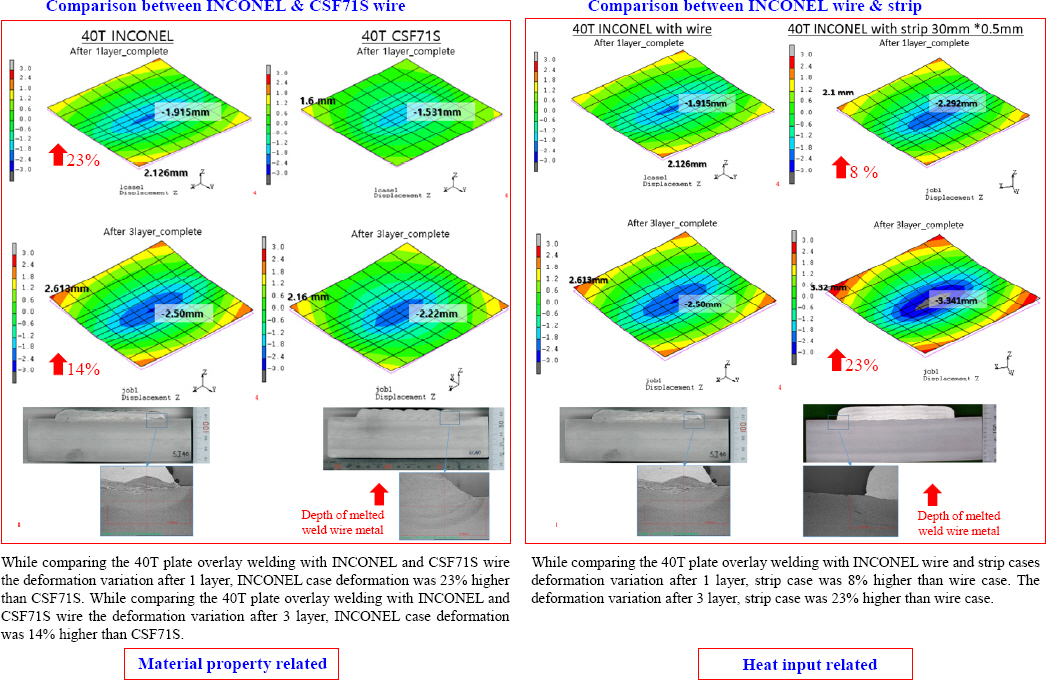
Comparison of material property related and heat input related factors in the experimental results
Elastic plastic (EP) SDB method11) based on thermal strain using stiffness of FEM modeling as represented in Fig. 15 was used in this study. It makes shrinkage not of perfect elastic element by inherent strain but of elastic-plastic element by thermal strain. Thus, effects of constraints by adjacent region were accounted. The existing inherent strain can reflect material hardening and phase transformation. For material hardening, the proposed method uses slopes of plastic curves, and for phase transformation, it uses thermal strain containing transformation strain and final transformed yield stress at stress-strain curve.
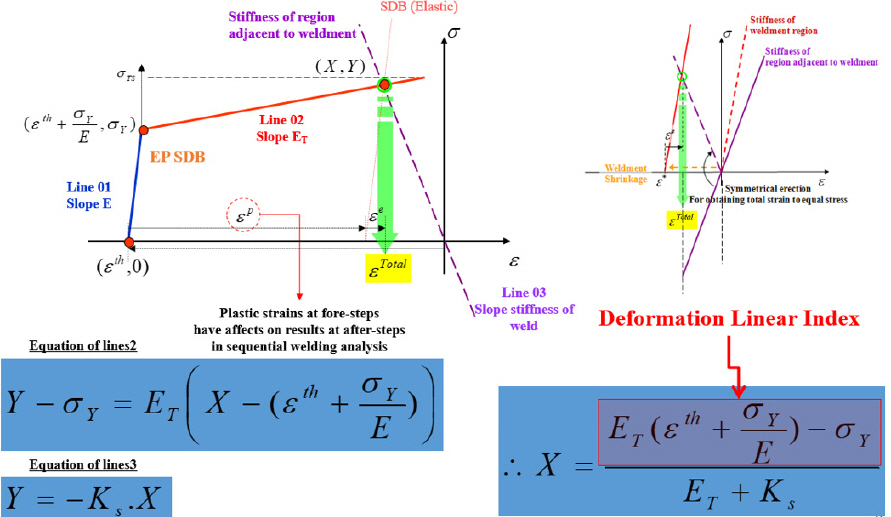
EP-SDB concept-based deformation linear index and thermal expansion coefficient
As for the methodology, EP-SDB analysis need 5 input parameters as shown in Fig.16. These are thermal strain (negative, ‘0’ at melting point), final transformed yield stress, equivalent maximum plastic strain, ratio of tensile stress to yield stress and elastic modulus (yield as 0.2% offset). Stress-strain curves are made from Table shown in Fig. 16. This comparison gives two kinds of information about thermal distortion, i.e., thermal strain and hardening coefficient. It is clear from the graph that, which weld material makes more distortion and stiffness of adjacent region. The first dissimilar point is the thermal strain multiplied by melting point and thermal expansion coefficient. Crossing point of two axes in Fig. 16 is melting point of weld material, lower thermal strain of Inconel makes smaller contraction based on stress-strain curve than that of steel during cooling. The second dissimilar point is the very high ratio of tensile stress to yield stress of Inconel. As it makes hardening coefficient high, the residual stress would be high after yielding. These two characteristics decide qualitative distortion aspects according to relation with adjacent region to weldment. Based on this, the thermal expansion coefficient input for Inconel in SDB is smaller than that of normal carbon steel wire. So, this thermal expansion coefficient term has less effect for the higher deformation in Inconel overlay. Fig. 17 shows the thermal measurement experiment results. It is determined that for strip overlay cladding, the heat input variation is 1.17 times (ratio of total heat input for one layer strip to one layer of wire) higher than the wire-based overlaying.
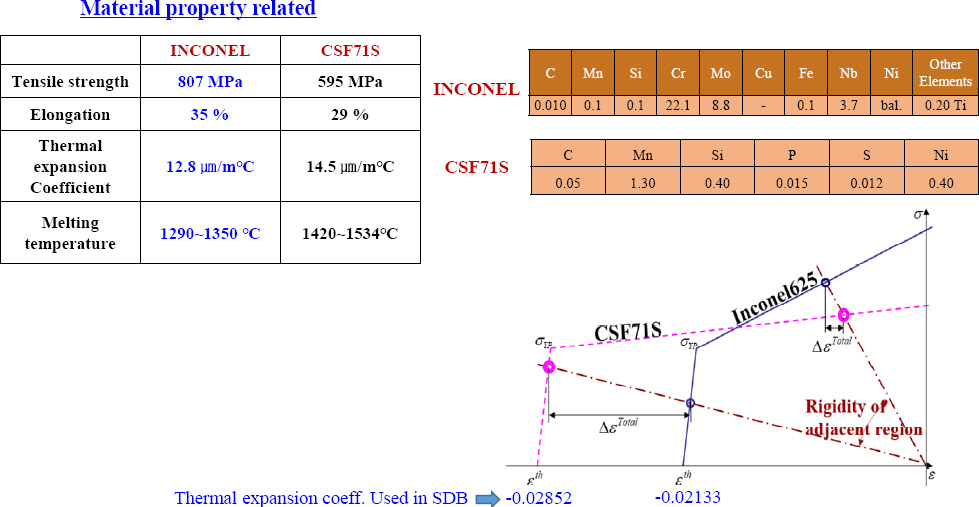
Stress-Strain curve comparison between Inconel and CSF71S

Comparison of heat input for strip and wire-based Inconel overlay
5. Conclusion
In this research, a detailed experimental study on the variation of the weld deposit and the HAZ area while overlay FCAW welding with Inconel wire on carbon steel plate was successfully completed. For Inconel Strip overlaying process, the material related and heat input related factors were determined. Using this modified heat input and material related values as scale factor is applied to calibrate the SDB method to predict the overlay welding deformation accurately. By predicting the deformation accurately, optimum thickness of overlay is provided and thus reduced the grinding related Man-Hour to a great extent.