종 방향 버트 용접으로 제작된 고망간강 라이저 파이프의 잔류응력 연구 (1) : 잔류응력 계측 및 수치해석
Residual Stress Study of High Manganese Steel Riser Pipe Manufactured by Longitudinal Butt Welding (1) : Residual Stress Measurement and FE Analysis
Article information

Abstract
In recent years, the deep and ultra-deep seas are recognized as the last remaining regions on the planet where oil and natural gas resources are discovered and produced. In order to develop such natural resources in an environmentally safe and cost-effective method, various engineering systems and technologies are being developed. In keeping with this direction of development, there is significant worldwide interest among major offshore structural and system operators in examining the possibility of using high-strength steel for long-distance gas transmission pipelines and risers. In particular, riser pipes using high manganese steel are often made by longitudinal butt welding, In order to make a riser, which is a large pipe structure, it is necessary to do pipework to bend the plate. At this time, welding is required in the longitudinal direction of the riser, and this welding is the longitudinal butt welding. But studies related to the prediction of residual stresses for this are insufficient.
In this paper, the residual stress values of longitudinal butt welding of high manganese steel using the hold drilling method were measured. Furthermore, the residual stresses in various directions were calculated using a precise thermal-elastic analysis technique, and comparative verification with the measured values was conducted to see if this method is valid as a residual stress prediction method.
1. 서 론
최근 들어, 심해와 초심해는 석유 및 천연 가스 자원이 발견되고 생산되는 지구상의 마지막 남은 지역으로 인식되고 있다. 이러한 천연자원 등을 환경적으로 안전하고 비용적으로 효율적으로 개발하기 위하여 다양한 엔지니어링 시스템 및 방법을 통하여 개발하고 있다. 이런 개발방향에 발맞추어, 장거리 가스 전송 파이프 라인 및 라이저에 고강도 강철을 사용할 가능성을 검토하는데 있어 주요 해양구조 및 시스템 운영자 사이에 전 세계적으로 상당한 관심을 가지고 있다.
특히 이들 심해 석유 및 천연가스의 운송의 경제적 고효율을 만족시키기 위해서는 기하 형상적으로 대구경 형태를 가져야 하며 더불어 구조적으로 고압, 고온 그리고 가혹한 작업 조건이 요구되어 재료적으로 고강도와 높은 내구성을 만족하는 강재 개발에 많은 노력을 기울이고 있는 실정이다.
강재 개발과 함께 파이프 및 라이저 제작과 관련하여 종 방향 버트 (Longitudinal butt welding)에 의한 이음 방법을 (Fig. 1) 첨단화, 고도화하기 위하여 제조업체는 용접시 불순물 감소, 제조 공정 분리, 고강도 및 고인성 기술을 위한 열처리 공정 개선에 중점을 두고 연구 개발을 하고 있다. 그 결과 현재 일정 수준 이상의 기초적인 고강도, 고성능 파이프와 라이저를 제조 할 수 있는 공정능력을 여러 제조업체에서 보유하고 있으며 이를 활용한 다양한 작업을 하고 있다. 하지만 극저온 및 극한 환경에 대응하는 관련 구조물에 신뢰성 및 구조적 안정성을 만족하는 기술은 개발중에 있다. 전통적으로 강관은 후프 응력을 기반으로 한 응력 기반 원칙에 따라 설계되고 있지만 최근에는 극한 환경을 견디기 위해 균일한 변형성을 갖는 강관의 변형 기반 설계가 적용되고 있다.
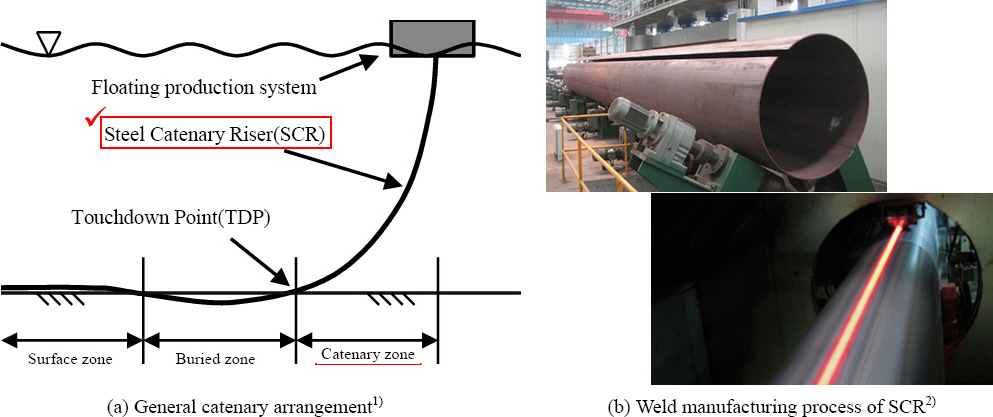
Typical steel catenary risers (SCRs) and SCRs manufacturing
해양구조용 파이프 라인 및 라이저 개발의 일반적인 추세는 대구경 및 고온/고압의 특징으로 말미암아 길이방향 버트 용접을 사용하는 것이다. 이러한 용접의 구조적 안정성은 파괴 역학에 의해 설명 된 바와 같이 초기 균열 및 크리프 손상 등의 가능성으로 인해 관련 구조 설계시 항상 중대한 관심사로 연구되어 오고 있다. 따라서 이음 용접 부품의 서비스 적합성 (FFS, Fitness For Service) 또는 수리 필요성을 결정하는 데 구조적 안정성 평가가 점점 더 중요해지고 있는 실정이다. 종 방향 버트 용접의 구조적 안정성 평가를 위해 파단 구동력 및 작동 압력을 계산할 때 구조물 접합시 발생하는 용접 잔류 응력을 고려해야 한다. 전술한 바와 같이 종 방향 버트 용접시 발생하는 잔류응력은 구조물 안정성 및 파괴역학적 관점에서 많은 영향을 미쳐 구조물의 수명 등에 중대한 영향을 미칠 수 있다. 이런 이유로 이음매 용접의 FFS 기준 및 관련 규정은 BS 7910 (2013)3), API 579-1 (2016)4) 에 명시되어 있다.
배관 제작을 위한 용접은 크게 원주용접과 종방 향 버트 용접으로 구분될 수 있다. 원주용접의 경우 많은 연구자들에 의하여 원주방향 용접 잔류 응력 프로파일과 관련된 많은 연구가 있어왔다5-7).하지만 SCRs (Steel Catenary Risers) 관련 종 방향 버트 용접과 관련된 용접 잔류응력 경우 극히 제한된 연구만 이루어져 왔다.
본 연구에서는 이 SCRs과 관련된 종 방향 버트 용접시 발생하는 잔류응력에 관련된 기초연구로 실제 종 방향 버트 용접후 잔류응력 계측을 진행하여 특징을 살펴보고 분석하였으며, 나아가 정밀한 유한요소해석을 통해 각 방향의 잔류응력을 예측하고 이것이 향후 잔류응력 예측방법으로 타당한지 계측값과의 비교검증을 진행하였다.
2. 해양 SCRs 재료 기계적 물성 테스트
2.1 고 망간강 (X120) 재료 특성
SCRs 사용되는 고망간의 용접 잔류 응력 평가를 위해 재료 특성을 정확하게 정의하는 것이 중요하다. 고 망간강 (X120 등급)의 기계적 특성을 파악하기 위하여 인장 시험을 수행하였다. Fig. 2(a)와 같이 ASTM 표준에 따라 3개의 인장 시험편을 설계 하였다. 시편의 특정 치수는 게이지 길이 50mm, 두께 18mm, 너비 19.2mm 이다. 시편 전면의 길이 제한으로 인해 Fig. 2(b)와 같이 Extensometer를 측면에 설치하였다.
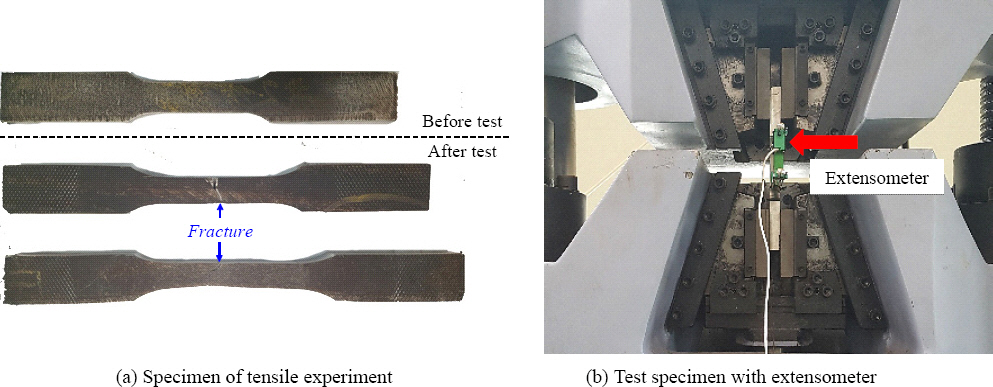
Tensile test specimen for sour resistant high manganese steel
Table 1 최대, 최소 및 평균 값과 항복 응력, 인장 응력 및 파괴 변형의 데이터 세트를 정리한 값이다. 이 결과는 전형적인 형태로 예상했던 바와 유사한 것으로 판단된다.

Tensile test results (nominal stress and strain)
2.2 시편 치수, 용접 상세 및 입열량
해석 대상인 고 망간강 Seamed-weld pipe 치수 및 기하학적 형상은 Fig. 3과 아래 Table 2에 상세히 나타내었다.

Specimen after longitudinal butt welding

Dimension of test structure
실험에 사용한 X120 등급 고 망간 강관의 용접의 상세형상은 Fig. 4에 나타내었다. 대상 시편에 사용된 용접형태는 길이 방향의 맞대기 용접 (Longitudinal butt welding)이다. 개선 형상은 Double V-groove이며 전면부(Front) 개선각도(Groove angle)는 65±5º, 후면부(Back) 개선각도는 65±10º 이다. 루트부 길이는 약 2mm 내외이다. 용접 패스 수는 전면부가 5Pass, 후면부가 2Pass 이다. 각 용접은 Welded-pipe 용접에 많이 사용하는 FCAW(Flux Cored Arc Welding)과 SAW(Submerged Arc Welding)을 사용하였다. 관련 용접절차사양서(WPS, Welding Procedure specfication)는 아래의 Table 3에 상세히 정리되어 있다.
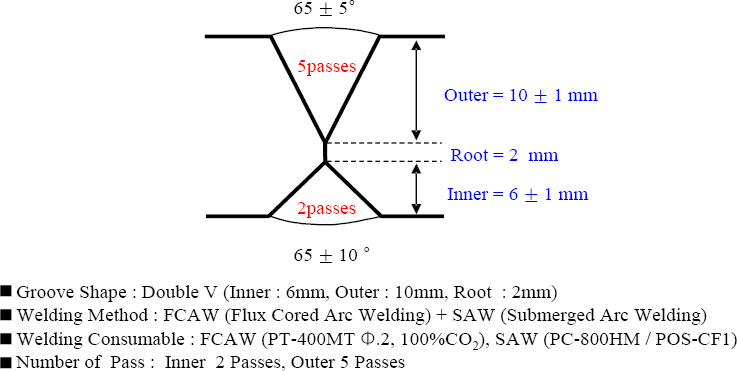
Welding detail of test structure

Welding procedure specification of test structures
3. 잔류 응력 계측 실험
3.1 용접에 의한 잔류응력 계측
용접에 의한 잔류 응력 측정에는 다양한 방법이 적용된다. 본 연구는 홀 드릴링 방법 (HDM, Hole Drilling Method)을 채택하였다. 홀 드릴링 스트레인 게이지 방법 (ASTM E837)8)은 재료 제거 (ASTM E251)9)로 인한 변형 완화 측정에 의존하는 반 침습 방법 (Semi-invasive method)이다10).
Fig. 5 는 홀 드릴링 장비와 종 방향 (Longitudinal direction) 용접선에 따라 스트레인 게이지가 부착된 모습을 보여준다. 세로 이음매 용접선을 따라 스트레인 게이지의 부착 위치를 나타내고 있다. 잔류응력 계측 지점은 원주 (Hoop direction) 방향 및 세로 방향으로 파이프 벽을 통해 뚫었다. 구멍의 직경은 모든 측정 지점에서 구멍의 축을 따라 0.2 mm 에서 공기 압축기를 사용하여 측정되었다. 시험구조물의 측정 위치에 대한 자세한 정보는 Fig. 6 에 명시 되어있다.
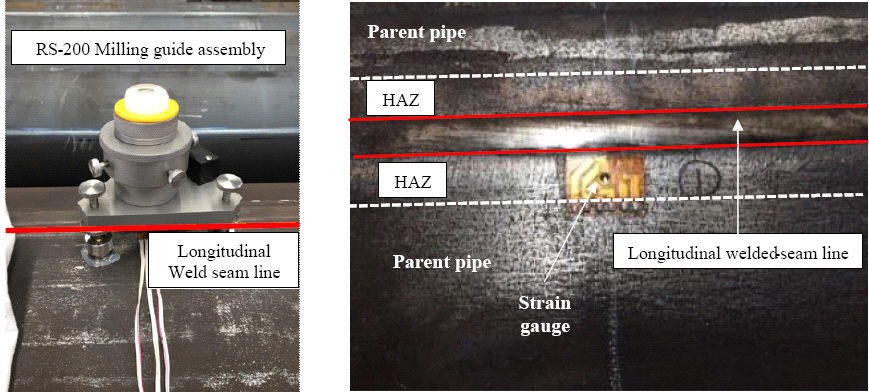
Hole-drilling measurement equipment and alignment of longitudinal directions

Measurement points of residual stresses
측정은 불연속적인 간격으로 이루어 졌기 때문에 일부 측정 데이터의 급격한 변화 또는 피크가 누락되었을 수 있다.
3.2 유한요소법을 활용한 수치해석
3.2.1 열원모델
용접의 열원모델은 용접 열입력 매개 변수의 수학적 모델링을 결정하기 때문에 용접 잔류 응력 분석에서 중요하다. 본 연구에서 열원은 Goldak의 이중 타원 모델11) 을 사용하여 처리되었으며, 이 열원모델의 형태는 Fig.7과 같으며 다양한 용접공정12,13) 에서 정확도로 인해 많은 연구자들에 의해 널리 사용되고 있다.
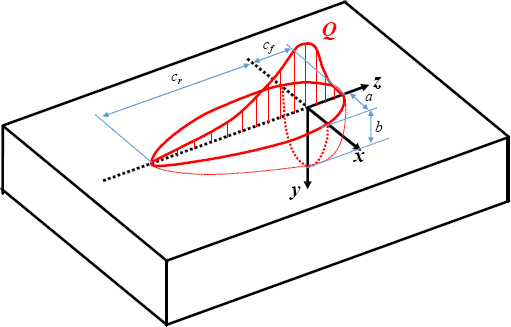
Definition of geometric parameters for the heat source distribution with a double ellipsoidal shape8)
이중 타원 열원 모델의 공식은 다음과 같이 표현할 수 있다.
at, z>0
여기서qf (x,y,z)는 용접 호의 전면에 위치한 첫 번째 반 타원형 내부 영역의 열유속 (Heat flux)이다. ff는 전면부에 위치한 열 입력의 비율, Q 는 아크의 열유속, Q=ηIU , a, b 및cf 는 기하학적 매개 변수, η 는 아크 효율, I는 전류, U 는 전압이다. 그리고 열유속에 들어있는 x, y 및z 는 용접 표면에서 원점 위치의 좌표이다.
at, z>0
여기서cr 는 기하학적 매개 변수이고fr 은 후면부의 열 입력 비율이다. 그리고ff +fr =2 는 다음 조건을 만족하는 한 거의 유효함을 알 수 있다.
3.2.2 FE해석을 위한 재료 물성치
2장의 실험대상의 기계적 물성치 테스트에서 언급했듯이 재료 인장 시험 (Table 1)의 결과는 Table 4와 같이 FEA 모델에 입력하였다. 본 논문에서는 용접 재료의 경우 재료적 특성이 고 망간강과 동일한 것으로 가정하였다.

Dimension of test structure
모든 재료적 물성은 Fig. 8 에서와 같이 온도에 따라 달라진다. 일반적인 금속과 마찬가지로 탄성계수, 항복강도 및 인장강도의 경우 온도가 증가하면 그 값이 감소되는 전형적 경향을 보이고 있다. 열팽창계수, 비열 그리고 열전도의 경우 온도의 증가와 더불어 그 값이 상승하는 경향을 보이는 가운데 약 800~1000도 사이에서 그 기울기가 일부 감소하는 경향을 보이고 있다. 본 연구에서는 데이터는 제철소 (POSCO steel mill)에서 실험을 통해 정의된 온도에 따른 물성치를 값으로, 이것을 활용하여 해석을 수행하였다.
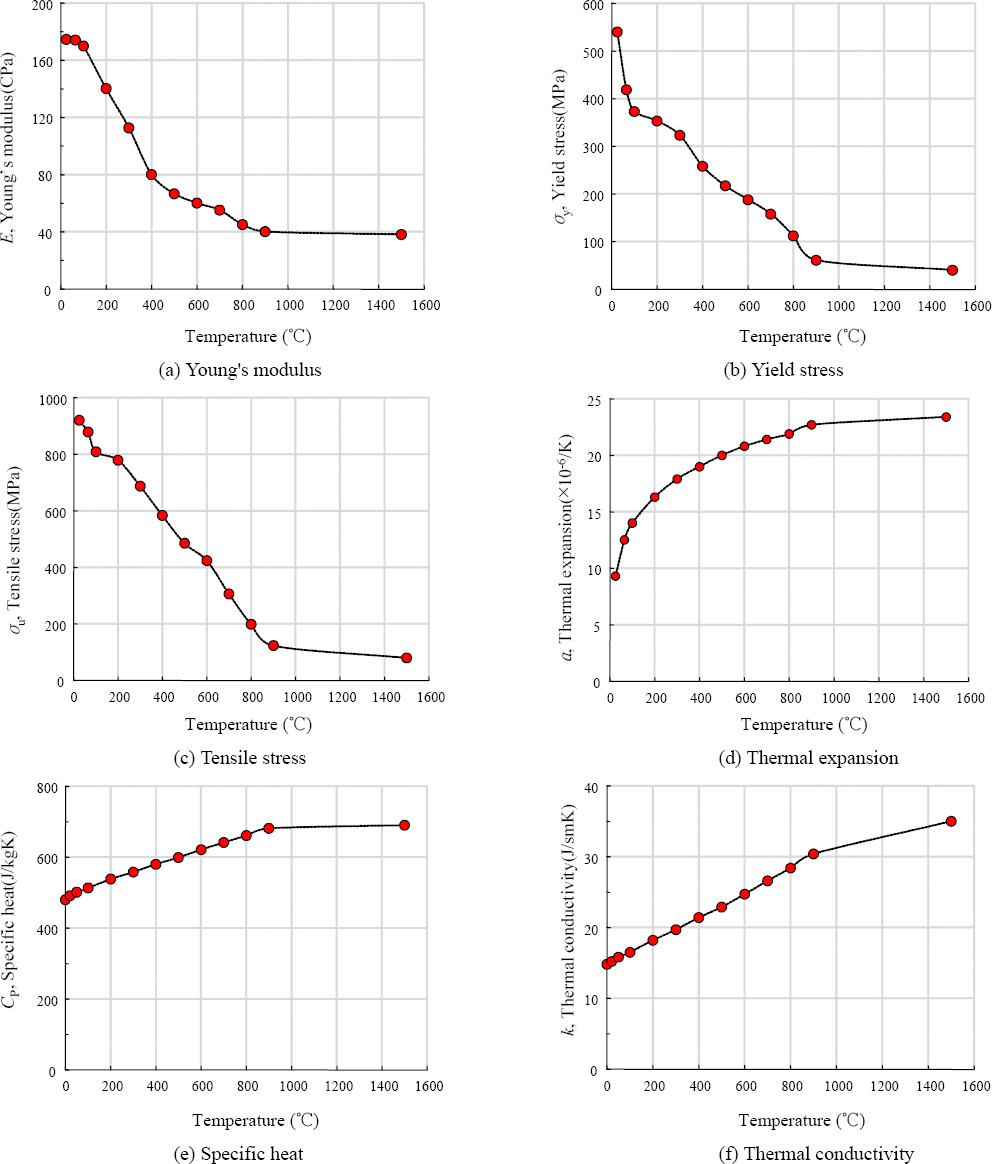
Material properties (Mechanical and thermal)
이 논문에서는 SCRs의 용접 잔류 응력 계산을 위해 비선형 FEA 프로그램인 MSC Marc (MSC 2013)14) 를 사용하였다. 열-탄소성해석기법을 사용하여 열 입력에 대하여 기계적 반응을 동시에 계산할 수 있도록 해석을 진행하였다. MSC MARC 라이브러리에서 다양한 유형의 솔리드 요소를 사용할 수 있지만 본 연구에서는 SCRs 라이저 모델링을 위하여 8절점 type-7 solid 3차원 요소를 선택하여 해석에 사용하였다.
3.2.3 열하중과 경계조건
실제 실험 용접순서를 모사하기 위해 실험과 동일하게 7패스 용접부 모델링을 수행하였고 열입력을 위한 용접 입열량을 Table 3을 이용하여 평균값을 구하여 해석에 이용하였다.
FEA 모델의 잔류 응력은 실제 실험과 마찬가지로 용접이 완료되고 실온으로 완전히 냉각 된 후 최종 상태에서 계산되었다. 대상 SCRs의 경계 조건과 용접 부위는 Fig. 9와 같다. FEA 모델은 종 방향 반대칭 모델로 가정하여 적용하였다. 또한 강체운동을 방지하기 위해 Fig. 9에서와 같이 적절한 구속 조건을 부과하였다. 실제 실험시 실온온도인 20℃를 초기 온도로 설정하였고 대류 조건은 실내 용접장에서 작업을 하여 바람의 영향을 최소화 하여 자연대류라고 가정하고 해석을 진행하였다.
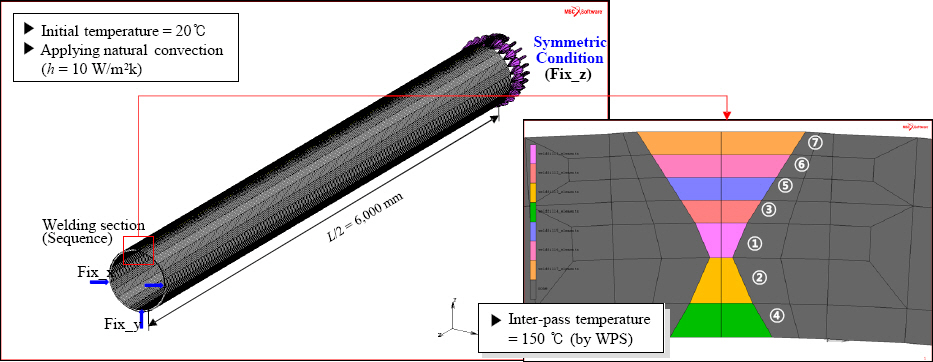
Thermal load and boundary conditions for SCRs structure
3.3 유한요소해석 결과유한요소법을 활용한 수치해석
유한요소해석에 의해 결정된 용접잔류응력분포와 홀 드릴링 방법으로 수행된 실험 측정간의 비교/검토가 이루어졌다. 홀 드릴링 방법은 기본적으로 구조 표면의 잔류 응력을 측정하는 방법이다. 측정하고자 하는 최초 위치의 구멍 주변 잔류응력은 홀 드릴링 방법을 통하여 표면에서 제거된 재료의 이완된 변형률을 알아내어 선형 탄성이론으로 구해진다. 이 논문에서는 ASTM-E837-13a 코드의 방법론으로 측정하고 Type-A Rosette를 사용하였다. 이 코드를 기반으로 깊이 방향을 따라 0.2mm 단위로 총 10 회 연속 측정이 이루어졌으며 최종 드릴링 깊이는 약 2mm 였다.
홀드릴링 계측과 마찬가지로 유한요소해석을 통해 분석된 잔류응력값은 표면값이며, 홀 드릴링 방법의 변형 값 완화에서 계산된 용접잔류응력의 비교이다. Fig. 10은 2번째 패스와 마지막 패스(7패스)의 열원의 이동에 따른 SCRs의 온도분포를 나타낸 그림이다.
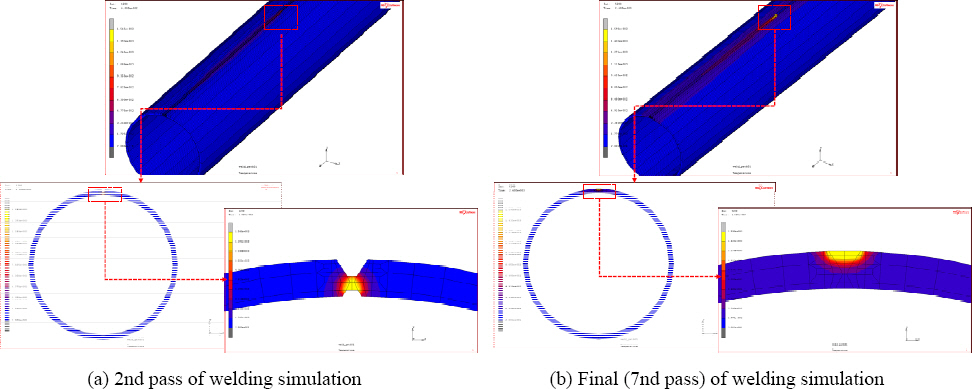
Welding simulation (distribution of temperature during welding)
3.3.1 Hoop와 axial 방향의 잔류응력 비교
원주 단면의 잔류 응력은 후프 방향과 축 방향으로 추출되었습니다. SCRs에서 실제 원주 방향 잔류 응력을 측정한 위치에서 용접에 의한 잔류응력을 계산하였으며, Fig. 6 과 같이 약 22.5° 간격으로 16 점을 측정 하였다. Fig. 11 (a)는 원주 단면의 후프 방향, Fig. 11 (b)는 축 방향의 잔류 응력 분포를 나타낸다.

Results of residual stress in circumferential section direction
HDM을 활용한 계측결과 원주방향 표면에서의 잔류응력은 용접선 부근에서 고망간강 항복응력 수준의 인장잔류응력이 관찰되고 용접선 바깥쪽으로 급격히 감소하여 일부 압축잔류응력이 관찰되는 전형적인 패턴이 관찰되고 있다. 축방향의 표면부에서 잔류응력은 용접선 부근에서 항복응력의 2/5수준의 인장 잔류응력이 관찰되고 용접선 바깥방향으로 압축잔류응력이 관찰되는 경향을 나타내고 있다.
FE 수치해석의 결과는 Fig. 12의 HDM을 이용한 계측결과 비교하였다. 해석과 계측간의 차이는 수치 모델에서 고려되지 않은 구조물의 초기 결함으로 인해 발생하는 응력 또는 변형에 기인 할 수 있다. 또한 실험 구조에서 용접 작업의 특성 (용접작업자의 기술적 능력, 아크 불안정성, 불균일 열 분포 등)으로 인한 불확실성 등으로 이러한 오차가 발생할 수 있다. 그러나 전반적인 실험 경향은 수치 해석 결과와 잘 일치함을 알 수 있다. 특히 Hoop 방향에서는 용접 비드라인 주변의 항복 응력까지 인장 잔류 응력이 증가하고 다른 방향에서는 압축 잔류응력이 관찰되는 패턴을 FE 수치해석 결과로 근접하게 재현하였다.

Comparison of FEA and experimental results in circumferential section direction
4. 결 론
본 연구에서는 용접 열원의 정밀 모델을 이용한 열-탄소성 해석 기법을 적용하여 고 망간강 (X120 급)의 종 방향 버트 용접을 수행한 SCRs의 잔류 응력을 예측하였다. 분석 결과의 정확성을 확인하기 위해 홀 드릴링 방법 (HDM)을 사용한 잔류 응력 측정을 수행하였다. 그 결과 아래의 결론을 얻을 수 있었다.
1) 고 망간 강관 용접의 최종 잔류 응력 예측을 위해 Goldak’s double ellipsoidal 열원을 이용한 3차원 열-탄소성 해석을 적용하였다. 실험적인 잔류 응력 측정은 수행한 해석모델의 유효성을 확인하기 위해 HDM을 적용하여 계측되었다. 해석과 계측값의 정량적/정성적 결과가 유사하게 관찰되었다. 그 결과 제안된 잔류 응력 예측 방법의 타당성을 확인할 수 있었다.
2) 원주 방향의 잔류 응력을 예측하기 위해 용접 비드 라인을 따라 후프 방향의 잔류 응력을 계산하였고 그 결과 인장 잔류 응력이 모재의 항복 수준에 도달하였다. 실제 계측과 상당한 유사성을 보이는 것을 확인할 수 있었다. 수치해석 분석과 실험적 분석 사이에 일부 정량적 차이가 발견되었는데, 이는 수치해석 모델이 용접 과정에서 불확실성 등 (초기잔류응력, 초기부정 등)을 무시한 것으로 판단된다. 추후 이런 불확실성에 대한 추가 연구가 이루어져 수치해석상 반영될 수 있는 새로운 연구가 이루어져야 할 것으로 생각된다.