Research Trends in the Directed Energy Deposition Method of Heterogeneous Materials
Article information

Abstract
Metal Additive Manufacturing (AM) or 3D printing garners attention for economically producing components with superior strength, durability, and corrosion resistance. The microstructure, influenced by factors like heat input, scanning speed, and layer thickness, shapes metal materials intricately in 3D printing.Unlike traditional manufacturing with separate fabrication and post-processing, Multi Materials AM (MM-AM) streamlines the construction of composite structures in a single step using a single machine. Although initial MM-AM, especially inpolymer 3D printing, was simpler, the shift to metal-based MM-AM presents challenges. The distinctive bonding style in MM-AM facilitates robust connections between different metals, minimizing stress concentration and simplifying the joining of diverse metals. Challenges like intermetallic compound formation, residual stress, and material-specific issues leading to cracks persist. Ongoing research focuses on metallurgy, process optimization,and computational simulation to overcome these hurdles. This review delves into current research trends in multi-material AM, identifying pathways for technological advancements. It discusses the application of Directed Energy Deposition (DED)in stacking austenitic and ferritic metals for nuclear power plant cooling system piping’s gradient-form safe-ends. The study emphasizes advanced manufacturing techniques for developing functionally graded materials and dissimilar metal joints, highlighting the transformative potential of additive manufacturing across industries.
1. Introduction
Metal Additive Manufacturing (AM) or 3D printing is gaining significant attention across various industries due to its ability to economically produce components with excellent strength, durability, and corrosion resistance1-14). The microstructure of metal materials produced through 3D printing exhibits a wide range of forms, primarily influenced by material properties and process variables such as heat input, scanning speed, layer thickness, and others. In traditional manufacturing processes, system components must be separately fabricated and then combined during post-processing to create composite parts2,3,15-22). As a result, multiple machines and welding or joining processes along assembly lines are required before the final product is created. However, Multi Materials AM (MM-AM) allows the construction of composite structures with various material grades or separate regions in a single continuous step, using a single machine, making it highly efficient23-26). The initial MM-AM was relatively straight- forward, especially in polymer 3D printing, where material selection was simple and widely compatible. Attempts have also been made to create multifunctional smart polymer composites that change geometric shapes in response to environmental changes. However, polymer-based MM-AM is mainly used as a proof-of- concept prototype demonstrating the potential of multi-material systems, with limitations for practical industrial applications27).
To go beyond the prototype stage and apply MM-AM using metal materials, adaptation is necessary. While additive manufacturing with a single material is already widely adopted, the technology for metal-based MM- AM is not as prevalent. The unique bonding style in MM-AM processes allows for high-strength connections between different metals, with less stress concentration due to localized welding joints. Moreover, as most materials are in powder or wire form, it is easier to join various metals that are challenging to combine using conventional methods. A significant advantage of MM-AM is the ability to impart localized unique functionalities, going beyond simple bonding of two different materials. Fig. 1 depicts a safe-end for cooling system piping that is constructed with a gradient structure, combining the properties of austenitic stainless steel and ferritic low-alloy materials. This design is likely chosen to achieve a balance of corrosion resistance, strength, and other desired characteristics in the context of cooling system applications. However, metal-based MM-AM faces challenges such as the occurrence of intermetallic compounds at interfaces, residual stress due to differences in physical properties (thermal expansion, thermal conductivity), and the propensity for cracks and delamination based on material-specific process conditions. Efforts in metallurgy, process optimization, and computational simulation analysis are being made to address these issues. This review explores the research trends in multi-material AM and seeks to identify the direction of technological advancements.
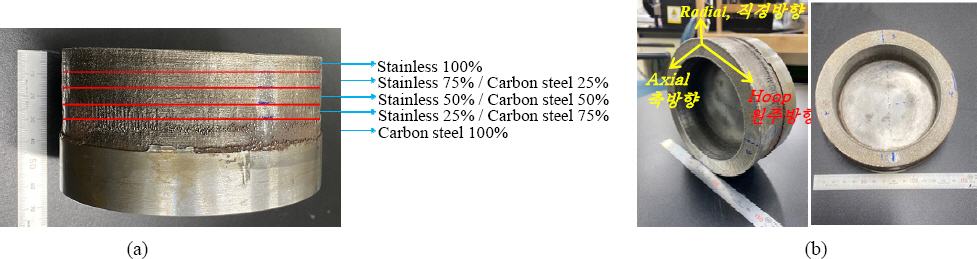
A safe-end for cooling system piping, made with a gradient structure of austenitic stainless steel and ferritic low-alloy
2. AM of dissimilar steels
It is known that there are numerous dissimilar metal welds in the piping and valves of the nuclear power plant cooling system. In particular, Alloy 600 nickel alloy material is used as the joint material in the piping of the primary cooling system, where moderator water is injected and maintained at a temperature of 325°C and a pressure of 15 MPa. However, Alloy 600 nickel alloy material is vulnerable to primary water stress corrosion cracking, so it is joined with austenitic stainless steel and ferritic low-alloy materials29). Here, due to the differences in the material properties of dissimilar metal welds, various metallurgical issues can easily arise, making it crucial to prevent abrupt thermal/ physical characteristic changes at the interface. The Korea Atomic Energy Research Institute and Hanbat National University have produced safe-ends for cooling system piping by depositing austenitic and ferritic metals in gradient form using Directed Energy Deposition (DED). In recent studies investigating advanced manufacturing techniques, a diverse range of approaches has been explored for the fabrication of functionally graded materials (FGMs) and dissimilar metal joints17,18,20, 28,30-38). One notable study by Kim et al.28) delves into the feasibility of direct energy deposition (DED) for multi-layered materials composed of austenitic stainless steel (316L) and ferritic steel (P21), with varying intermediate buffer layer compositions which is shown in Fig. 2. The incorporation of a buffer layer consisting of a blend of P21 and 316L alloys exhibits superior mechanical properties, including continuous yielding, a low yield to tensile strength, and a high work-hardening rate. The mechanical performance, particularly the load-carrying capacity, is significantly enhanced with the presence of an intermediate buffer layer during compression tests. This emphasizes the crucial role of the buffer layer in influencing the mechanical behavior of these multi-layered materials. Another intriguing study by del Val et al.39) focuses on the one-step laser cladding technique to successfully produce three-dimensional metallic structures of functionally graded materials (FGMs). Utilizing AISI 316L and a cobalt-based super-alloy as precursor materials, the study employs a powder feeder system enabling real-time modification of material concentrations to achieve FGM structures with a smooth gradient.

The microhardness values at different points within the structure showcase precise control over material characteristics during the laser cladding process, with values similar to pure steel walls at the base and comparable to pure cobalt-based superalloy walls at the top. Woo et al.40) utilize directed energy deposition (DED) to manufacture functionally graded material (FGM) specimens as shown in Fig. 3, revealing reduced stress variations and gradual changes in thermal expansion coefficients among DED FGM parts. Their stress analysis and neutron tomography offer a comprehensive understanding of grain structure with defects along the interface. Soodi et al.41) explores changes in tensile properties of novel FGMs and wafer structures created by laser-assisted DMD additive manufacturing, utilizing pairs of six different engineering alloys. The findings showcase distinct mechanical properties in FGMs and wafer structures compared to single alloy samples, demonstrating the potential for developing new materials or structures with desired mechanical properties not achievable in single alloy parts. The laser rapid forming process is explored by several researchers42), with successful production of a stainless steel-SS316L/superalloy-Rene88DT graded material. The linear compositional gradient within a 40 mm thickness reveals continued epitaxial growth and influences the solidification behavior and morphological evolution. Moreover, Laser Rapid Forming (LRF) techniques have been employed to create stainless steel-SS316L/superalloy- Rene88DT31) graded materials with linear compositional gradients, showcasing directional growth of primary γ-dendrites and providing insight into phase formations influenced by alloy ratios. Additionally, the studies emphasize the influence of cooling rates on microstructure characteristics. Khodabakhshi et al.43) delve into powder-fed laser additive manufacturing using directed energy deposition (DED) technology for 3D printing dissimilar alloy walls. The study encompasses A410-L stainless steel, A316-L stainless steel, and zirconium with varying crystallographic structures, addressing solidification cracking challenges and demonstrating the successful application of functionally graded transition layers and inter-layers to mitigate challenges such as cracks and embrittlement.

Cross-sections, morphologies and hardness of five FG SS 316L/P21. The results are reproduced from Woo et al.40)
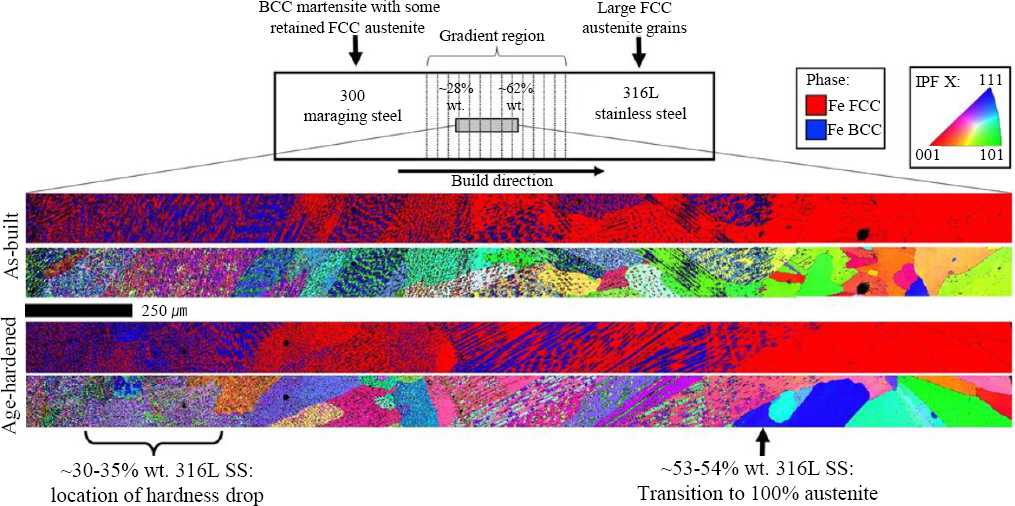
Farren’s work30) addresses challenges in dissimilar metal welds (DMWs) by proposing a transition joint with controlled composition variation, aiming to minimize or eliminate DMW failures. This approach involves the direct laser deposition process, enabling the deposition of two similar welds at either end, thus replacing the vulnerable single dissimilar weld. Additionally, Heer et al.19) showcase the successful fabrication of compositionally-graded magnetic-nonmagnetic bimetallic structures using a Laser Engineered Net Shaping (LENS) system. The smooth micro-hardness transition across the part’s cross-section and the revealed magnetic functionality on the SS430 side highlight LENS’s capability to additively combine materials for location-specific functionality. The study by Ben-Artzy et al.38) addresses dissimilar metal joining challenges in industries such as chemical, energy, and automotive using Directed Energy Deposition (DED) additive manufacturing. The SS316 L and C300 maraging steel couple, joined and heat-treated, exhibited similar mechanical properties to the SS part with no intermetallic phases at the interface as shown in Fig. 4, showcasing the effectiveness of DED in creating functionally graded parts with spatially varied composition and smooth transitions in properties and microstructure. Furthermore, Articek et al.32) highlight the application of Laser Engineered Net Shaping (LENS) technology in the synthesis of Functionally Graded Material (FGM) using tool steel H13 and copper, aiming to enhance thermal conductivity for improved thermal management in the tool and die industry.
3. AM of titanium alloys and dissimilar metals
In critical applications within the nuclear, aerospace and various industries, establishing robust joints between Titanium (Ti)-alloys and stainless steels is imperative45). The appeal of these materials lies in their high strength-to-weight ratio, lightweight nature, and superior heat resistance46). Traditional welding methods, including diffusion bonding and roll bonding, encounter challenges as they can induce the formation of brittle intermetallic compounds like FeTi and Fe2Ti. These compounds lead to residual stresses, causing embrittlement and premature fracture47-49). Additionally, variations in thermal expansion coefficients between Ti-alloys and stainless steels can result in premature yielding and interfacial delamination50). To address these challenges, Functionally Graded Materials (FGMs) have emerged as a potential solution, creating transitional interfaces to mitigate localized effects arising from material property differentials. Copper (Cu), Nickel (Ni), Aluminum (Al), and their alloys have been proposed as interlayer materials to facilitate the transition51,51-55). Park et al. recently shows a robust joint high strength using of dissimilar Ti6Al4V and Inconel 740 as shown in Fig. 5 using V, Cr and Ni interlayers44).

The SEM image of the fabrication is horizontally presented in conjunction with the elemental distribution in Fig. 6. Elemental analysis using Energy Dispersive X-ray Spectroscopy (EDS) was conducted to examine the distribution of transition metals along the composition route. A total of 14 points were uniformly measured along the route, with a 200 ㎛ interval between two adjacent points, and each point was analyzed for 10 minutes. The elemental distribution map along the Z axis revealed intriguing features. Titanium (Ti) was detected up to a depth of 100 ㎛ from the Ti-6Al-4V/V interface, constituting approximately 25 at.%. The Ti content reduced to 5 at.% at a distance of about 300 ㎛ from the interface. Notably, significant penetration of vanadium (V) was observed in the chromium (Cr) layer, with 50 at.% of V found approximately 100 ㎛ from the V/Cr surface, decreasing to around 30 at% at a distance of approximately 300 ㎛ from the interface. In the nickel (Ni) layer, there was a concentration of 30 at% of Cr in the middle, situated approximately 200 ㎛ away from the Cr/Ni interface. To prevent the formation of Intermetallic Compounds (IMCs), the selection of layers and their thicknesses was meticulous. It was essential to keep Ti separated from Ni to avoid IMC formation, given that Ti and Ni can form such compounds. Similarly, considering that V can accelerate sigma formation in iron (Fe) and Cr alloys, a deliberate separation of Cr and V from Fe was implemented in the case of Inconel. Fig. 6 shows the successful achievement of successful joint dissimilar Ti-6Al-4V and 17-4PH using vanadium interlayer. The selection of interlayer materials hinges on their propensity for intermetallic phase formation with Ti and stainless steel alloys56). For instance, V was considered as an interlayer material to prevent brittle intermetallic phases. However, a study by Tomashchuk et al. revealed embrittlement attributed to the presence of (Cr, V) solid solution and FeTi in the welded zone51). In another investigation by Bobbio et al., a Ti6Al4V and stainless steel (SS) 304L FGM was synthesized with an intermediate layer of V. The fabrication process involved Laser Engineered Net Shaping (LENS) under an argon atmosphere. The resulting FGM exhibited cracking, particularly in regions with a composition of 25 vol% SS 304L plus 75 vol% V, attributed to the formation of the σ-FeV phase57).

Hardness measurements indicated variations corresponding to the presence of the σ-FeV phase. To enhance the design process, the study implemented the CALPHAD method for phase diagram calculations to avoid detrimental phases. Thermodynamic calculations were performed to predict equilibrium phase compositions in the Fe-Ti-V and Fe-Cr-V systems. This approach provided insights into designing graded structures from Ti6Al4V to SS 304L58). The results illustrated the potential of CALPHAD in guiding the design of FGMs in Additive Manufacturing (AM) processes. In a related study, Reichardt et al. utilized AM to manufacture a Ti6Al4V and SS 304L FGM with V as a transition material. Cracking occurred at a composition corresponding to the findings by Bobbio et al., emphasizing the challenges associated with V as an intermediate material59). An alternative attempt introduced a transitional composition (Ti6Al4V→V→Cr→Fe→SS316), resulting in a successful FGM without intermetallic phases and a hardness value of 425 HV60). These findings collectively underscore the intricate interplay of material selection, process parameters, and phase formations in the development of Ti-alloy and stainless steel FGMs, shedding light on the challenges and potential pathways for improvement in joint fabrication for critical applications.
4. AM of Ti6Al4V/TiC alloys
The Ti6Al4V alloy, recognized for its superior high- temperature strength, encounters practical limitations in aerospace applications due to suboptimal wear resistance and low hardness. To address these challenges, the incorporation of Titanium Carbide (TiC) emerges as a promising solution to enhance the mechanical, physical, and tribological properties of Ti6Al4V alloys. TiC, owing to its similar coefficient of thermal expansion, high hardness, and thermodynamic stability within a Titanium matrix, presents an appealing reinforcement option23,24,61-65). In the study carried out by Feng et. al.66) on TiB/TiC composite as illustrated in Fig. 8 which shows a visual insight into the typical features and morphology of the coated surface, highlighting the structural aspects resulting from the laser cladding process. It shows a focused investigation into the TiB-TiC eutectic was conducted, where titanium boride (TiB) and titanium carbide (TiC) coexist in the material.

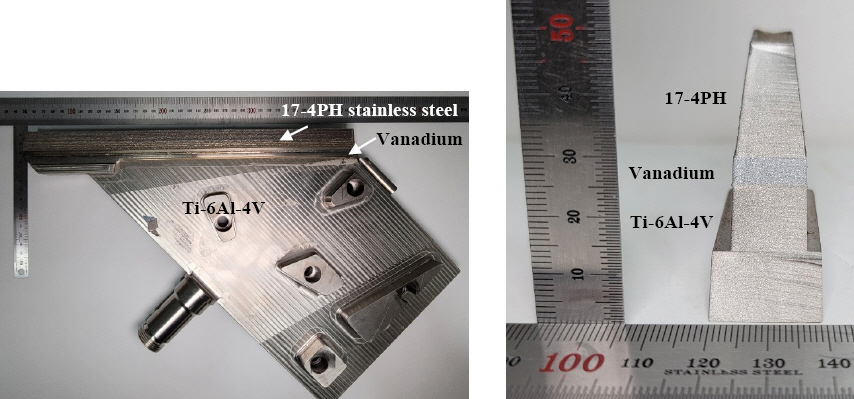
3D-printed composite material of Ti-6Al-4V/17-4PH stainless steel
In the pursuit of optimizing Ti6Al4V properties, researchers have explored various additive manufacturing techniques. Wang et al. delved into direct laser fabrication, investigating the microstructural nuances resulting from differing feed rates of TiC powder and Ti6Al4V wire. Their study revealed enhanced properties, particularly noteworthy at an approximate TiC volume fraction of 24%67). Further insights from Liu et al. explored laser melting deposition to produce TiC/TA15 titanium matrix composites. The study showcased microstructural changes and varying tensile properties with TiC volume fractions, emphasizing the delicate balance between improved strength and potential drawbacks such as particle cracking and premature failure of TiC reinforcements25). Selective Laser Melting (SLM) emerged as a pivotal technique, with Gu et al.68) demonstrating its application in producing nanocrystalline TiC-reinforced Ti matrix bulk-form nanocomposites. Their investigation underscored the significance of ‘volumetric energy density’ (ρ) in influencing densification, microstructure, nanohardness, and wear behavior. Optimal ρ (120 J/mm³) resulted in substantial improvements in dynamic nanohardness and elastic modulus, coupled with a reduced wear rate68). In the timeline of advancements, Ochonogor et al., (2012)69) pioneered laser cladding to develop a titanium metal matrix composite (MMC) on a Ti-6Al-4V alloy substrate. The resulting material exhibited enhanced microhardness, wear resistance, and a well-distributed ceramic particle arrangement69). In 2013, Obielodan et al.70) addressed challenges associated with material transitions in laser metal deposition processes. Their exploration of different designs, particularly interlock joint designs, showcased efficacy in minimizing residual stresses and cracks in multi-material structures70). The influence of processing parameters on Ti6Al4V/TiC composite properties was a focal point in Mahamood et al.’s 2015 study71). Their findings revealed the potential to control physical, mechanical, metallurgical, and tribological properties effectively by manipulating scanning velocity alone72). Moreover, the study highlighted the nuanced effects of laser power and powder flow rate on wear resistance, offering avenues for tailoring these composites for specific applications71). In 2018, Wang et al. expanded the exploration to TiC-reinforced Ti6Al4V composites with different TiC particle sizes using laser melting deposition (LMD). The results underscored the impact of particle size on tensile strength and elongation, with smaller-sized coated powders exhibiting superior mechanical properties compared to larger-sized mixed powders73). Liu et al. (2017) investigated the melting degree of embedded TiC reinforcements, controlled by laser energy density and added TiC content, in laser direct deposited Ti6Al4V-TiC composites. Their study showcased the intricacies of strengthening mechanisms and the achievement of defect-free functionally graded Ti6Al4V- TiC with increased hardness74).
5. Summary
1) Metal Additive Manufacturing (AM) and Multi Materials AM (MM-AM) are gaining attention, promising a revolution in traditional manufacturing processes with efficient single-step, single-machine composite structure construction.
2) Transitioning to metal-based MM-AM presents challenges such as intermetallic compound formation and residual stress. Research opportunities lie in metallurgy, process optimization, and computational simulations.
3) Directed Energy Deposition (DED) is applied to create safe-ends for nuclear power plant cooling systems, addressing challenges in dissimilar metal welds and enhancing safety.
4) Various techniques, including Laser Engineered Net Shaping (LENS) and laser cladding, are explored for creating Functionally Graded Materials (FGMs) and dissimilar metal joints, showcasing diverse approaches for tailored materials.
5) The study underscores additive manufacturing’s potential to transform industries, from aerospace to automotive, offering customizable materials, overcoming dissimilar metal challenges, and paving the way for more efficient and safer manufacturing processes.
Acknowledgements
This research was supported by Brain Pool program funded by the Ministry of Science and ICT through the National Research Foundation of Korea (NRF-2021- H1D3A2A02096166). This work was also supported by the technology innovation program (20015666, development of domestic commercialization manufacturing technology for 20ton class duplex stainless steel forged products and Ni+Mo reducion type lean duplex stainless steel castings for plants) funded By the Ministry of Trade, Industry & Energy (MOTIE, Korea).