A Study on Bead on Plate (BOP) Test for Laser Welding Application of Stainless Steel to Liquified Hydrogen Tank (PART I: STS 304)
Article information

Abstract
Liquified hydrogen is considered a new energy resource to replace conventional fossil fuels due to environmental regulations by the IMO. When building tank for the storage and transportation of liquified hydrogen, materials need to withstand temperatures of -253°C, which is even lower than that of LNG (-163°C). These materials mainly include austenitic stainless steel and high-manganese steel, especially STS 304 steel mainly used to build liquified hydrogen tank. When building the tanks, both the base material and welding zone need to have excellent strength in cryogenic condition, however, manual arc welding has several issues due to prolonged exposure of the base material to high temperatures. Laser welding, which has some benefits like short period of exposure time and decrease of thermal affected zone, is used many industries. In this study, to determine the laser butt welding condition for STS 304 steel, laser bead on plate welding was conducted. After the BOP test, cross-section observation was conducted to analyze the penetration characteristics. After observation, four bead parameters were measured, and these tendency result of laser welding for STS 304 steel can be used as conditions laser butt welding of STS 304 steel.
1. Introduction
Liquefied hydrogen is one of the next-generation energy resources that can replace conventional fossil fuels due to the environmental regulations of IMO. For the storage and transport of liquefied hydrogen, materials that can withstand cryogenic temperature (-253°C) lower than the boiling point of LNG (-163°C) are required. Such materials are usually austenitic stainless steel and high manganese steel. The characteristics of the base metal and weld zone have been analyzed and evaluated through various studies on each material1-3).
The STS 304 material used in this study is one of the representative austenitic stainless steels. It has been commonly used in liquefied hydrogen storage containers due to its high corrosion resistance and weldability as well as the excellent stability of its microstructure at low temperature4). Choi et al. used STS 304 and STS 316L as materials for the inner and outer walls of liquefied hydrogen tanks for large trucks to propose design principles and procedures for the tanks5). Nam et al. performed an experiment on mechanical properties to examine whether high manganese steel is also suitable for liquefied hydrogen tanks in addition to STS 304 and STS 316L6).
Studies on the evaluation of the weldability of STS 304 have been actively conducted. Kim et al. evaluated the control characteristics of the angular distortion and transverse shrinkage by the tensioning method at multi-layer butt-welded joints for STS 304 using finite element analysis7). Yuk et al. welded STS 304 and SS275, which is rolled steel for general structures, and conducted research on the maximum strength of the weld zone through a simple tensile test8).
This study applied laser welding to STS 304 instead of arc welding9) that involves problems, such as structural changes in weld metal zone due to long heat input, increased possibility of fracture due to the reduction in weld strength, and thermoplastic deformation caused by the large heat affected zone.
Laser welding irradiates the heat source generated from a high-power beam to the weld zone. It causes little structural change in weld zone due to the irradiation of the heat source with high heat input to a small area within a short period of time. Since it prevents the degradation of weld strength and causes little deformation by reducing the heat affected zone10), many related studies have been conducted. Lee et al. conducted research to control deformation that occurs during girth welding and seam welding through a laser on a STS 304 cylindrical steel sheet structure11). Mo et al. conducted the bead on plate (BOP) welding test in which Nd:YAG laser welding was applied to the dissimilar metal welding of SM45C (medium carbon steel) and STS 304 to analyze welding characteristics according to the heat input12).
The BOP welding test is a method of examining the penetration characteristics through the cross-section observation of the middle part in the welding length of the base metal after performing arc or laser welding on the surface of the flat base metal without groove. Bae et al. compared the BOP results derived by performing bead welding on a plate with the thermal stress and angular distortion analysis results through the finite element method13). Jung et al. conducted research to verify a mathematical regression model for weld bead geometry and select optimal welding conditions through the BOP welding test in which the TIG welding method was applied to a 2 mm-thick A6061 aluminum alloy plate14).
In this study, the laser welding BOP test was conducted as a preliminary foundational study to analyze the laser butt welding conditions of STS 304, which is used in liquefied hydrogen tanks. The effects of the laser power and welding speed selected as variables on weld geometry were then analyzed through cross-section observation.
2. Experimental Material and Method
2.1 Experimental Material
STS 304 used in this study is the ASTM-A240M-304 material produced from POSCO. Its chemical composition and major mechanical properties are shown in Tables 1 and 2.

Chemical composition of STS 304

Mechanical properties of STS 304
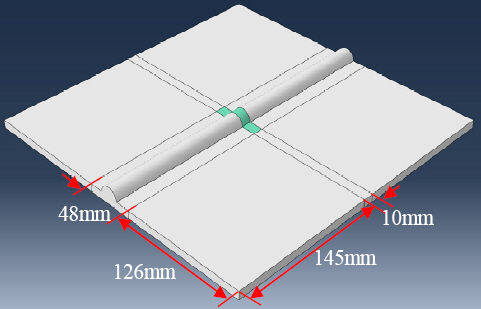
The STS 304 specimen had a size of 300×300×8 mm. As shown in Fig. 1, laser BOP welding was performed at five speeds under the same laser power on one specimen. The distance between the beads was set to 50 mm considering the heat affected zone. The test was conducted five times per specimen, and 25 cases of laser BOP welding were performed.

Dimension of BOP test
2.2 Laser BOP welding test method
To perform laser BOP welding, the laser power (L.P.) and welding speed (W.S.) were selected as major variables. They were selected to be used in future laser butt welding as they are major factors that have significant impacts on the analysis of weld beads and penetration characteristics. Table 3 shows the selected experimental conditions, including the laser power, welding speed, defocus, shielding gas flow rate, tilting angle, and working angle.

Experimental conditions of laser bead on plate (BOP)
In this study, Miyachi’s 5 kW fiber laser welder was used. As shown in Fig. 2, the equipment was composed of an oscillator, an optical system, a robot controller, and a chiller. The optical system has a spot diameter of 400 ㎛, a focal length of 148.8 mm, and a focal depth of 6 mm. Yaskawa’s six-axis multi-joint robot was used to maintain a constant focal position during laser welding.

Fiber laser welding equipment
2.3 Cross-section observation analysis method
After the BOP welding test, cross-section observation was performed by collecting samples through 10 mm (welding direction)×48 mm (width direction) cutting in both directions from the middle point (100 mm) of the total BOP length (200 mm). The middle point of the weld zone was selected as the sampling position for cross-section observation in a number of studies. It corresponds to a section in which the laser power and welding speed are stabilized during welding, and it was selected to secure proper welding conditions for future butt welding16-18). Fig. 3 shows the sampling position.
Cutting location of specimen
Cross-section observation was performed at a laboratory temperature of 23±1°C and a humidity of 44±3% R.H. in accordance with the experimental code ASTM E340. After collecting and grinding samples, a mixture of hydrochloric acid and nitric acid was applied.
Through cross-section observation, the following four factors were measured: the top bead width, middle bead width, concave depth, and penetration. The top bead width and penetration were measured to secure full- penetration and a proper gap during future butt welding experiments through the analysis of the bead penetration characteristics according to welding variables. The middle bead width and concave depth were additionally measured to conduct welding deformation simulation analysis using heat source models in the future. (Fig. 4)
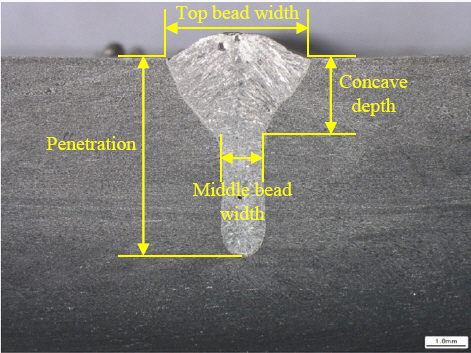
Measurement position of cross-section observation
3. Experiment Results
Fig. 5 shows the cross-section observation results. At the top of each sample photograph, the case number, laser power, welding speed, and sampling position are indicated from the left. As shown in the figure, the weld geometry basically became larger as the power increased and the welding speed decreased.
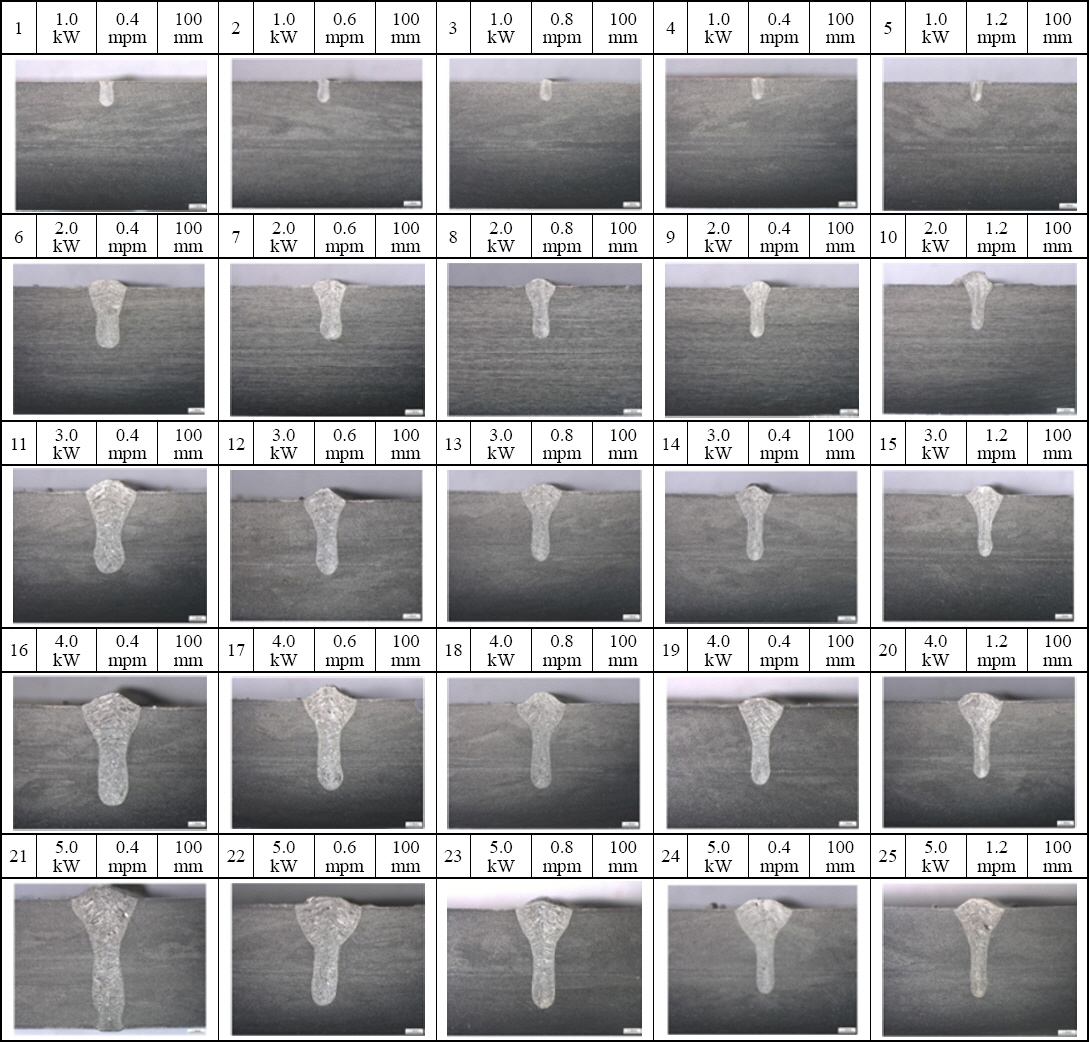
Results of cross-section observation
By referring to Fig. 4, it was found that full-penetration occurred only in case 21 (laser power: 5.0 kW and welding speed: 0.4 mpm) for the 8 mm-thick STS 304 material. Table 4 shows the measurement results according to the speed under the same welding power condition.

Results of cross-section observation




To examine the tendencies of the measurements in Table 4, the tendency of each measurement factor is shown in Fig. 6 to Fig. 9.

Top bead width according to welding speed
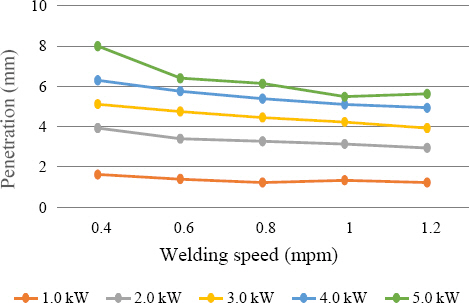
Penetration according to welding speed
For each measurement factor, the measurements showed a tendency to decrease as the welding speed increased from 0.4 to 1.2 mpm. In the case of the top bead width and penetration, when the measurements at 0.4 and 1.2 mpm were compared for each laser power, the decrement in measurements increased as the laser power increased. The change in measurements according to the speed was smallest when the laser power was 1 kW for all measurement factors.
In Fig. 6, the top bead width changed most significantly under the 5.0 kW laser power condition. Under the 1.0-4.0 kW laser power conditions, some reversals were observed in the 1.0-1.2 mpm speed section.
In the case of the middle bead width in Fig. 7, significant changes occurred in the 0.4-0.8 mpm speed section, and reversals were observed in the 0.8-1.0 mpm section under the 1.0 and 4.0 kW laser power conditions.

Middle bead width according to welding speed
The concave depth in Fig. 8 showed the largest change under the 4.0 kW laser power condition, and reversals occurred in the 1.0-1.2 mpm speed section at 3.0 kW.

Concave depth according to welding speed
The penetration in Fig. 9 exhibited the largest change under the 5.0 kW condition, and some reversals occurred in the 0.8-1.0mpm section at 1.0 kW and in the 1.0-1.2 mpm section at 5.0 kW. In addition, full-penetration occurred only at a speed of 0.4 mpm under the 5.0 kW condition.
All of the measurement factors showed the lowest value under the 1.0 kW laser power condition, and they were not significantly affected by the speed.
4. Discussion
Fig. 10 and Fig. 11 show the top bead width and penetration, which are important measurements for selecting proper welding conditions for future butt welding, according to the laser power and welding speed from the weld beads formed through this study.

Top bead width according to laser power
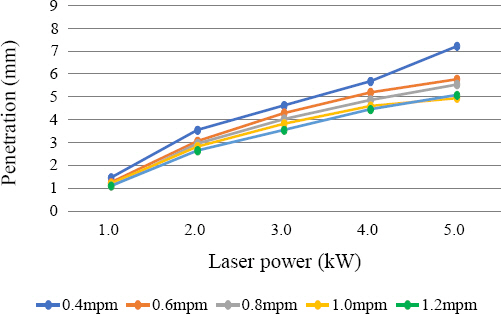
Penetration according to laser power
In the case of the top bead width and penetration, the measurements increased as the laser power increased. At the same laser power, the measurements tended to decrease as the welding speed increased. It was found that the impact of the laser power was more dominant than that of the welding speed, and that the influence of the laser power increased as the welding speed decreased.
In the 2.0-4.0 kW laser power section, both measurement factors showed a linear relationship with the laser power. In the 1-5 kW section, some nonlinear relationships were observed.
To examine the comprehensive tendencies of the laser power and welding speed, the bead geometry according to the energy density obtained by dividing the laser power by the welding speed (Energy density = Laser power / Welding Speed) was analyzed as shown in Fig. 12 to 13.
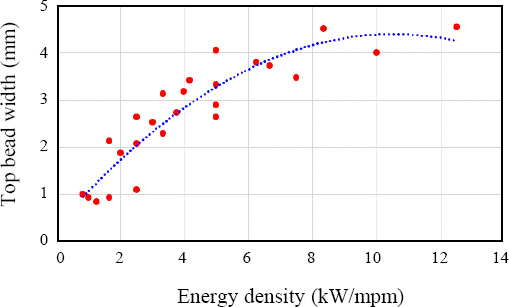
Top bead width according to energy density
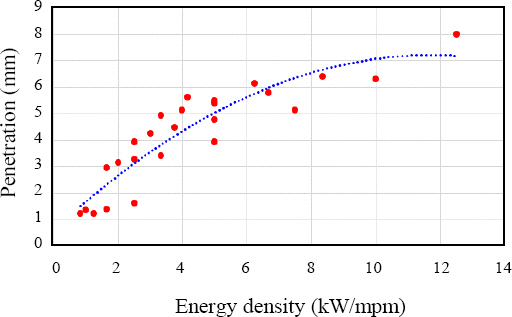
Penetration according to energy density
As shown in the figures, both the top bead width and penetration showed a tendency to increase as the energy density increased.
Based on this, it is determined that nonlinearity was caused by the insufficient laser power for 1 kW and the larger influence on the middle bead width and concave depth for 5 kW.
5. Conclusion
A preliminary foundational study to derive the laser butt welding conditions of the 8 mm-thick STM- A240M-304 material (STS 304, POSCO), laser bead on plate (BOP) welding was performed by selecting the laser power and welding speed as variables. In addition, four factors (top bead width, middle bead width, concave depth, and penetration) were measured through cross-section observation. It was found that each factor was generally proportional to the laser power and inversely proportional to the welding speed.
1) Both the top bead width and penetration, which are important measurement factors to be used for butt welding, tended to be proportional to the laser power and inversely proportional to the welding speed. The influence of the laser power was found to be larger than that of the welding speed.
2) The middle bead width and concave depth were measured to conduct welding deformation simulation analysis using heat source models in the future. They were generally proportional to the laser power and inversely proportional to the welding speed, but there were sections that showed nonlinearity.
3) In the case of the top bead width and penetration, slight nonlinearity was observed at 1 and 5 kW. It is judged that this was caused by the insufficient laser power for 1 kW and the larger influence on the middle bead width and concave depth for 5 kW.
4) As for the relationship between the middle bead width and concave depth according to the heat input, more detailed verification is required by conducting further research considering the mechanism of keyhole formation.
5) Through this study, the laser BOP welding results were examined to derive laser butt welding conditions for STS 304. Based on this, butt welding will be performed to secure the mechanical properties of the weld zone.
Acknowledgement
This work was supported by the “liquefied hydrogen-based leisure fishing boat development” program (RCMS SE-23-0027) funded by the Korea Institute of Marine Science & Technology promotion and the “AI convergence power generation/charging key element technology development for next-generation mobility” program (KITECH EH-23-0013) funded by the Korea Institute of Industrial Technology.