Hot Cracking Characteristics During Single-Mode Fiber and Green Laser Welding Processes in Lithium-Ion Battery Pack Manufacturing
Article information

Abstract
Solidification cracking during lithium-ion battery packaging was metallurgically investigated, specifically for Cu-steel dissimilar materials. To this end, single-mode fiber and green lasers were employed under heat input conditions ranging from 1.3 to 8.0 J/mm. For both laser welds, solidification cracking was concentrated in the steel region of the fusion zone, particularly in the locally Cu-depleted region, regardless of the welding condition. Modified self-restraint tests were performed for overlapping dissimilar material combinations to elucidate the mechanism of solidification cracking. Analysis of the solidification cracking surface revealed that approximately 15–30 mass% Cu existed on the surface. Cu was highly enriched with a droplet shape, formed during solidification within the miscibility gap. By calculating the non-equilibrium weld mushy zone range based on the diffusion-controlled Scheil’s model, the solidification cracking in the Cu-depleted region was estimated at 453 K. It was strongly affected by the severe segregation of Cu (95.7 mass%) in the residual liquid at the terminal stage of the solidification path. Therefore, from a welding metallurgical perspective, homogeneous Cu distribution and minimization of Cu segregation within the fusion zone are essential for suppressing or minimizing the solidification cracking susceptibility of Cu–steel dissimilar laser welding.
1. Introduction
Reducing fossil fuel consumption and CO2 emissions is urgently required to meet strict global climate change policies, specifically in the automotive industry. This has prompted the development of electric vehicles (EVs) operated using electricity stored in lithium-ion batteries. EV markets are expected to account for 14% of global car sales by 20221). It was approximately 9% in 2021 and less than 5% in 2020. However, although EVs provide a promising alternative to conventional vehicles, EV drivers still have critical anxiety regarding the limited driving range of EVs combined with insufficient charging infrastructure. Therefore, energy- storage systems require durable large-capacity Li-ion battery packs.
Generally, a Li-ion battery pack consists of thousands of single battery cells, and each cell is interconnected through thin sheets of busbar tabs using a process known as tab welding2). Each weld joint directly influences the durability and functional reliability of a battery and the overall performance of an EV3). Therefore, achieving a sound weld joint is extremely important for durable EV powertrains. In particular, for tap welding, the two main dissimilar material combinations are Cu-Al (typically suitable for pouch cells) and Cu-steel (particularly suitable for cylindrical cells). Numerous studies on dissimilar weldability have been reported, particularly focusing on laser welding, which offers the unique advantages of high process speed, ease of automation, non-contact heat sources, low heat input, etc.4). In fact, for the dissimilar weldability of Cu-steel, scientific literature is much more limited than that related to Cu-Al combinations in terms of Li-ion battery production4). Moreover, from a metallurgical viewpoint, many previous studies have focused on the weldability of Cu-stainless steels, specifically for heat transfer and power generation components in cryogenic industries and pipe processing5-10). However, their results cannot be applied to battery pack manufacturing.
Recently, some studies on Li-ion battery production using Cu and mild steels have been reported11-13). Based on these previous studies, one of the most serious weldability issues is hot cracking (particularly solidification cracking in the fusion zone). Sadeghian and Iqbal11) used continuous-wave blue laser for the welding of Cu and mild steel with overlapping geometries. Although they reported the relationship between the blue laser scan conditions and the microstructure and mechanical joint performance, the hot cracking behavior and its effect on joint properties was not discussed. Zapico et al.12) investigated the mechanical and electrical properties of Cu-steel (A619) dissimilar joints. They used continuous-wave Yb:Fiber laser welding, and hot cracking was also detected. However, they did not discuss hot cracking or its influence on the mechanical and electrical properties of the joints. Significant cracking is also a critical issue in Cu-stainless steel dissimilar welds. Huang et al.6) used pulsed fiber laser welding for Cu- stainless steel (type 303) and determined an optimal swing-spiral trajectory to maximize the mechanical properties of the joint. However, although the existence of hot cracking was confirmed for almost all welding conditions, they did not sufficiently discuss the effect of hot cracking on joint performance. In other words, compared to other alloys that are susceptible to solidification cracking, metallurgical approaches to suppress cracking are still insufficient for Cu-steel dissimilar welding.
To clarify the mechanism of weld solidification cracking, the microstructural characteristics at the solidification cracking surface, which typically dominate solidification cracking susceptibility (i.e., the solidification mushy zone), were investigated. Several types of self-restraint tests have typically been employed for the analysis of solidification cracking and its susceptibilities, in which cracks are concentrated at the bead surface and bead centerline, especially for the high- speed laser welding process14,15). This is because it is difficult to adopt an external loading test (normally the Varestraint test) owing to the narrow bead width and rapid solidification rate beyond a certain welding speed16). Wang et al.14) suggested a trapezoidal hot cracking test to evaluate the solidification cracking susceptibilities for the laser welding of three types of typical austenitic stainless steels (304, 310, and 316) at a maximum welding speed in maximum of 33.3 mm/s. Kang et al.15) used a similar self-restraint testing method for the laser welding of an Al 6014 alloy at maximum welding speed of 58.3 mm/s. They also investigated the effect of laser beam oscillation on solidification cracking susceptibility by observing the molten pool dynamics in real time. However, to the best of our knowledge, there are no previous studies on dissimilar laser welding with self-restraint tests for the production of EV battery packs.
In this study, to improve the weld joint soundness of durable EV battery packs, we propose a self-restraint testing method based on the Houldcroft cracking test17,18) and further analyzed and clarified the solidification cracking mechanism in Cu-steel dissimilar laser welding. First, we fundamentally investigated the weldability and microstructural characteristics of Cu steel dissimilar combinations using two kinds of single-mode fiber and green lasers, whose sources have not been sufficiently investigated until now. Based on the results, we analyze the solidification cracking phenomena in detail and clarified the metallurgical cracking mechanism.
2. Materials and methods
2.1 Materials
High-purity Cu (C1100P) and mild steel (SS400) were used in this study. The chemical compositions of the pure Cu and mild steel are listed in Table 1. Two sets of samples were prepared as thin plates (100 mm×30 mm×0.5 mm) to investigate the weldability of the single-mode fiber and green laser welding processes.

Chemical composition of materials used (mass%)
2.2 Dissimilar laser welding and self-restraint test
Laser welding was performed in a linear pattern using continuous-wave single-mode fiber (YLS-2000SM, IPG) and green (TruDisk2021, TRUMPF) lasers, as depicted in Fig. 1. The maximum laser power was 2 kW for both lasers with wavelengths of 1068 nm (single-mode fiber) and 515 nm (green). Using a remote scanner, the beam diameters at the focal point were set to 38 ㎛ (single-mode fiber laser) and 182 ㎛ (green laser). For dissimilar welding, two types of upper and lower materials were set to a fully overlapping geometry with no gap, which was achieved using a well-designed tailored zig, as shown in Fig. 1(a) and (b). Table 2 lists the specific conditions for each laser welding experiment. At a fixed laser power (2 kW) and focal point (without defocusing), different heat inputs and energy densities were applied by varying the laser beam scan speed. Based on the combination of fully overlapping materials, different laser sources were used considering the high reflectivity of Cu; namely, a single-mode fiber laser was used for the combination of the upper steel combination and a green laser for the upper Cu combination. For single-mode fiber laser welding, the heat input ranged from 1.3 to 4.0 J/mm and the energy density ranged from 45 to 134 J/mm2. For green laser welding, the heat input and energy density was 8.0 J/mm and 56 J/mm2, respectively. Fig. 1(c) shows the modified self-restraint testing procedure and specimen geometry for overlapped dissimilar welding based on the Houldcroft cracking test. Table 2 lists the specific laser welding conditions for the self-restraint test. For the cracking test, only single-mode fiber laser welding was used for the upper steel combination positioned within the same weld zig, as shown in Fig. 1(a).

Schematics of the laser facilities and welding experiment, (a) single-mode fiber laser and (b) green laser facilities, and (c) self-restraint test

Specific conditions for single-mode fiber and green laser welding processes
2.3 Microstructure analysis
Macrostructure of the dissimilar laser welds was observed using optical microscopy (OM). The microstructures and crystallographic features of the laser welds and base metal were characterized using electron backscatter diffraction (EBSD; Velocity Super, EDAX) in conjunction with scanning electron microscopy (SEM; SU5000, Hitachi). The EBSD samples were prepared by mechanical and vibration polishing. Specifically, the step size was chosen in the range of 0.4 to 0.7 ㎛, depending on the observation magnification. The elemental distributions of the laser welds and hot-cracking surfaces were investigated using electron probe microanalysis (EPMA; JXA-8530F, JEOL).
3. Results and discussion
3.1 Microstructures of base metal
Fig. 2 shows the microstructures of the base metals characterized by EBSD. Both materials show a polygonal grain structure, as observed in the image quality (IQ) map. The average grain size determined by inverse pole figure and grain boundary (GB) map for Cu and mild steel were 29.9 and 16.7 ㎛, respectively.
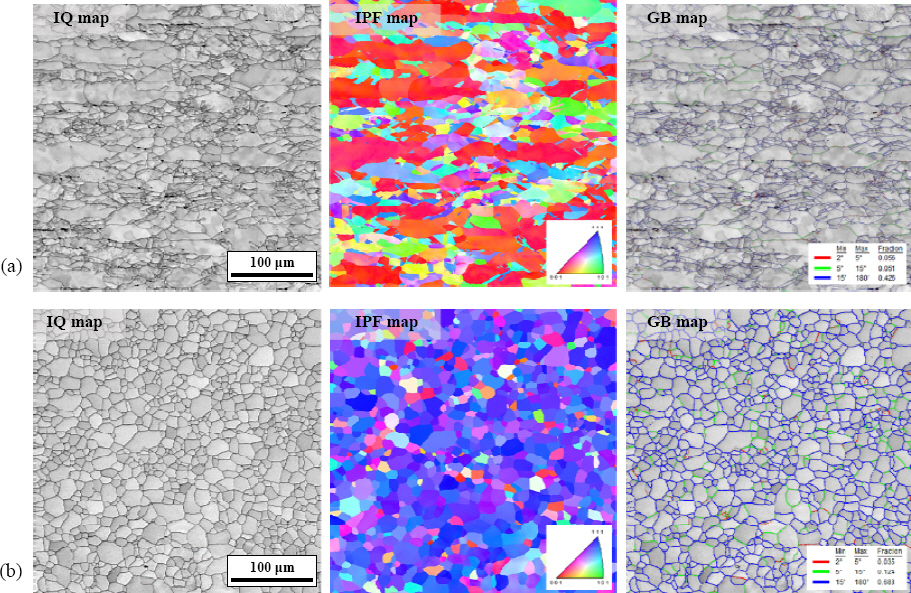
EBSD analysis of base metals (a) Cu and (b) mild steel
3.2 Microstructure and solidification cracking behavior of Cu-mild steel laser welds
Fig. 3 shows the cross-sectional macrostructure of the single-mode fiber laser welds (upper material: mild steel, lower material: Cu). Owing to the high energy density of the single-mode fiber laser, a full-penetration weld bead was formed under a heat input of 4 J/mm (Fig. 3(a)). Furthermore, a very sharp fusion zone with a bead width of 0.1 mm and penetration depth 0.81 mm of could be achieved using a heat input of 2 J/mm, as shown in Fig. 3(b). A similar weld shape geometry (bead width of 0.08 mm of and penetration depth of 0.68 mm) could be achieved using a heat input of 1.3 J/mm, as shown in Fig. 3(c). A remarkable result was the unmixing behavior of Cu and steel within the fusion zone for all three welding conditions. Fig. 4 shows the microstructure of single-mode fiber laser welds characterized by EBSD for the same sample shown in Fig. 3(a). Fine grains (average grain size of the welds is 9.8 ㎛) were formed during the single-mode fiber laser welding from GB map, as compared with that of each base metal. Furthermore, as indicated in the IQ image, solidification cracks were clearly detected in the upper part (mild steel) of the fusion zone. Therefore, it was confirmed that solidification cracks and pores were the main weld defects in dissimilar single-mode fiber laser welding.
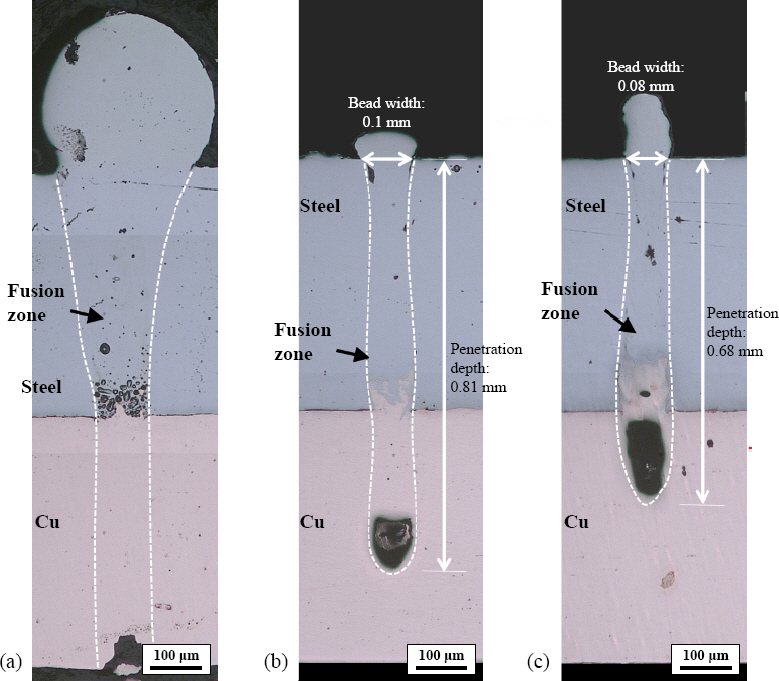
Cross-sectional macrostructure of single-mode fiber laser welds (upper material: mild steel, lower material: Cu) under the welding condition of (a) 500 mm/s scan speed and 4 J/mm heat input, (b) 1000 mm/s scan speed and 2 J/mm heat input, and (c) 1500 mm/s scan speed and 1.3 J/mm heat input
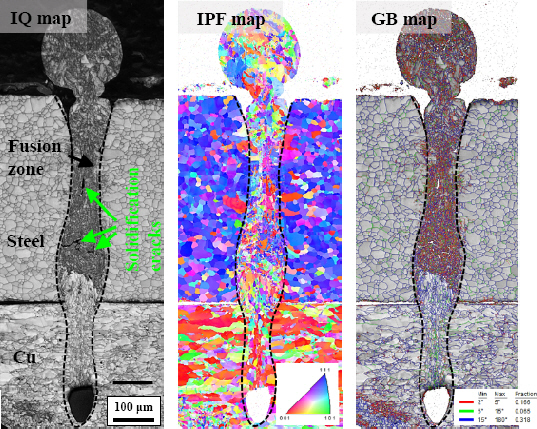
EBSD analysis of single-mode fiber laser welds under the welding conditions of 1000 mm/s scan speed and input 2 J/mm heat input
Fig. 5 shows the elemental distribution of the single-mode fiber laser welds under the same conditions as the welds shown in Figs. 3(b) and 4. As was already observed in the OM image (Fig. 3(b)), the lower magnification images confirmed that Cu and steel did not homogeneously mix under this laser welding condition. In particular, solidification cracking was detected in the upper part of the fusion zone in a locally Cu-depleted zone.
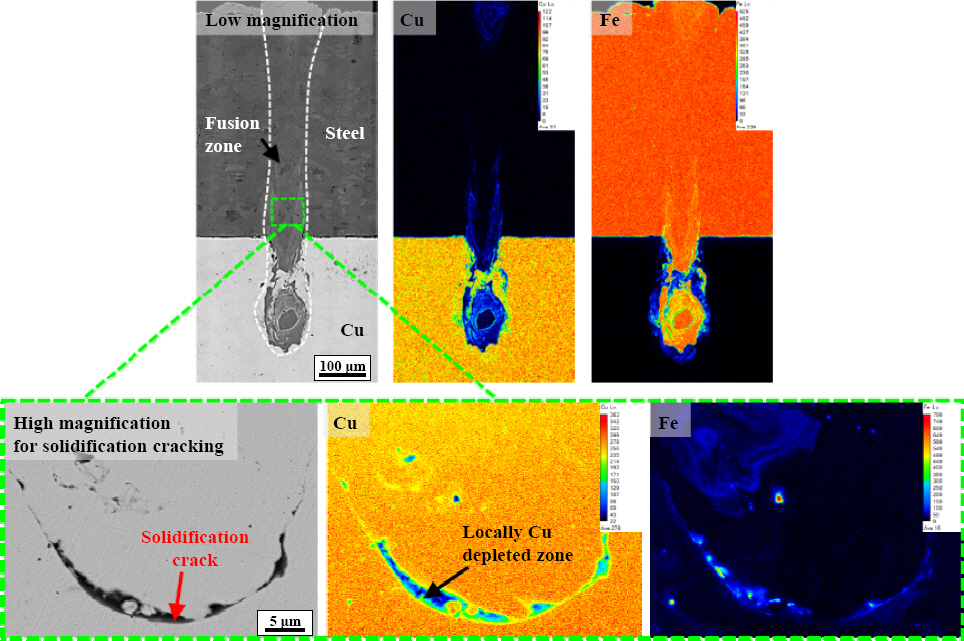
EPMA analysis of single-mode fiber laser welds under the welding conditions of 1000 mm/s scan speed and 2 J/mm heat input
Fig. 6 shows the typical (a) macro-and (b) elemental distributions of the green laser welds under a heat input of 8 J/mm. Owing to the relatively higher heat input compared with single-mode laser welds, a slightly wider bead was obtained. In the single-mode welds, the two materials did not fully mix, i.e., the Cu-rich and Fe-rich regions were clearly separated near the faying surface, as shown in Fig. 6(b). Furthermore, the green laser welds had solidification cracks that were mainly concentrated in the lower part (steel) of the fusion zone. From the high-magnification image, it is clear that solidification cracks also exist in the locally Cu-depleted zone. Therefore, from the fundamental weldability tests for Cu and steel dissimilar combinations, it was confirmed that solidification cracks were highly positioned at the steel part of the fusion zone, specifically in the locally Cu-depleted zone, regardless of the laser source and material combination.

EPMA analysis of green laser welds under the welding conditions of 250 mm/s scan speed and 8 J/mm heat input
3.3 Clarification of solidification cracking mechanism at locally Cu-depleted zone by self- restraint test
To clarify the mechanism of solidification cracking in the Cu-depleted zone that exists inside the depth direction detected from the overlapped dissimilar welds, a self-restraint test was performed using single-mode fiber laser welding under the same dissimilar material combination (upper material: steel, lower material (Cu). Fig. 7(a) shows a representative OM image of the bead surface and a schematic of the appearance of solidification cracking. Solidification cracking can be clearly observed on the bead surface in the centerline and transverse direction. Fig. 7(b) shows the cracking surface that was manually opened for the centerline crack. Below the bead surface, traces of considerable solidification cracking were observed in different growth directions. Interestingly, the cracked surface mainly consisted of dendritic and droplet regions. This behavior is different from that of some alloys that are susceptible to solidification cracking, such as austenitic stainless steel, Al alloys, and Ni-based superalloys19-21).

Appearance of solidification cracking after self-restraint testing using single-mode fiber welding at (a) the bead surface and (b) the cracking surface
To investigate this unique solidification cracking phenomenon, EMPA analysis was performed in detail, and Fig. 8 displays the results for different areas of the centerline cracks. As shown in Fig. 8(a), even though the overall surface consisted of a dendritic morphology with a very fine structure, a segregated Cu morphology could be distinguished between the dendritic and droplet regions, as demarcated in the Cu mapping image in Fig. 8(b). In the dendritic region, Cu was segregated with a dendritic trace and existed as droplets in other parts of the surface with a slightly higher concentration of Cu. Furthermore, this behavior of Cu is quite different from those of C and Si, as shown in Fig. 8(b). Fig. 9 shows the elemental distribution results of the droplet region. Compared with the Si distribution, the enriched Cu was clearly characterized by a droplet shape. Based on these results, it can be speculated that the distinct cracking morphology, as suggested in Fig. 7(b), is the result of different Cu segregation behaviors, which greatly affects solidification cracking of dissimilar welds.
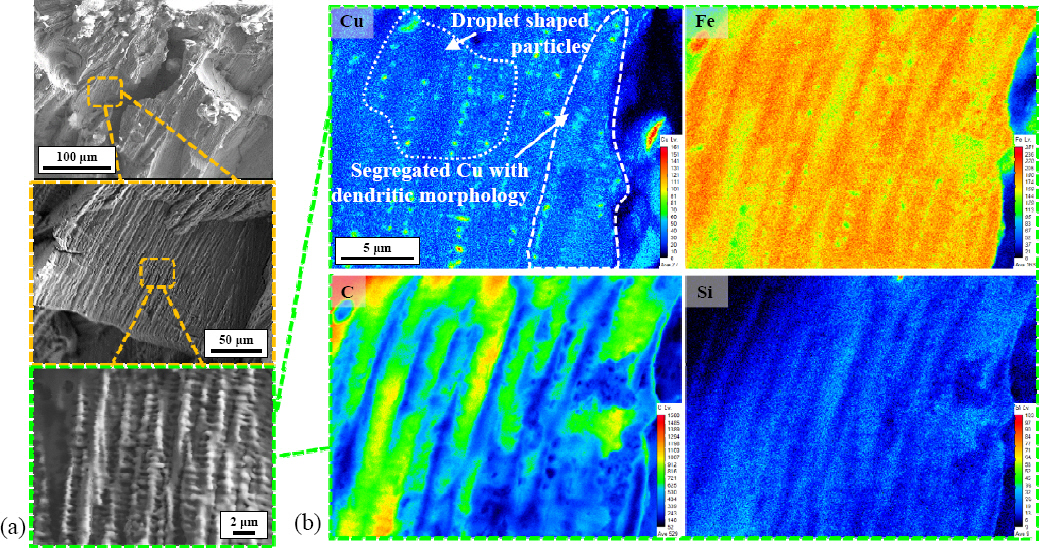
Representative (a) SEM image and (b) elemental distribution of solidification cracking surface of manually opened after the self-restrain test
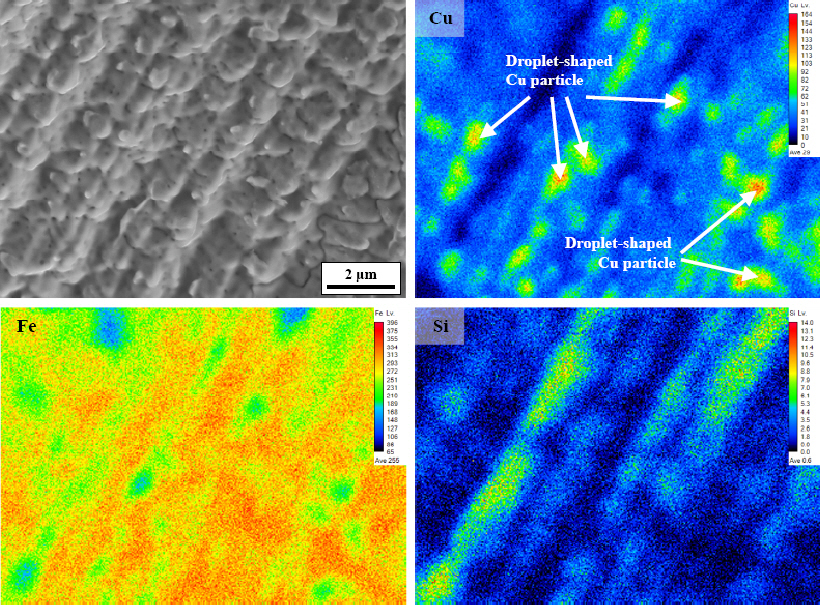
EPMA analysis of the solidification cracking surface of a manually opened droplet region after the self-restrain test
It is well known that the Fe-Cu binary system has a wide metastable miscibility gap during solidification4). This miscibility gap contributes to the separation of the liquid phase, which is a common feature of the laser welding of steel and Cu4). Therefore, the droplet-shaped solidification cracking was attributed to the metastable miscibility gap and separation of the Cu liquid phase during weld solidification. In particular, based on the EPMA point analysis of the same regions shown in Fig. 8(b), the average Cu composition was ranging from 15 to 30 mass%. Following the binary equilibrium phase diagram of Fe-Cu22), these compositional range has wide solid-liquid coexistence temperature range. Particularly the Fe-15mass%Cu alloy solidified from 1760 to 1361 K, and the wide equilibrium mushy zone range (399 K) separated at 1525 K with a miscibility gap of 164 K. Based on the self-restraint testing (Figs. 7-9) and the weldability investigation (Figs. 5 and 6) results the compositional range of Cu involved in solidification cracking in the locally Cu-depleted zone could be speculated to be from 15 to 30 mass%. It was also estimated that the solidification cracking mechanism was strongly influenced by the droplet-shaped Cu-enriched segregation formed in the latter part (i.e., miscibility gap of 164 K) of the mushy zone range under equilibrium conditions.
3.3.1 Estimation of non-equilibrium mushy zone range for Cu depleted zone solidification cracking
Typically, solidification cracking susceptibility is highly dependent on the weld mushy zone range for alloys that are susceptible to cracking19-21). Therefore, to further investigate the solidification cracking in the Cu-depleted zone, which is highly related to the Cu-enriched liquid separation behavior confirmed from the cracking surface, a non-equilibrium solidification calculation based on Scheil’s model was performed using Thermo- Calc software. Table 3 shows the input parameters of the calculation. Three representative Cu compositions (5, 15, and 25 mass%) were alloyed with the base metal (SS400 steel). The solidification completion ratio was set to 99%, and the cooling rate was assumed to be 2000 K/s to reflect the high scan speed of laser welding. Secondary dendrite arm spacing was set to 1 ㎛ based on the observation results of the cracking surface (Fig. 8(a)).

Specific conditions for self-restraint test by single-mode fiber laser welding

Input condition of scheil calculation using thermo-calc software tool
Fig. 10 shows the calculated weld solidification path for each mixture. The mushy zone ranges of 5mass%Cu- steel, 10mass%Cu-steel, and 15mass%Cu-steel were calculated to be 453, 76, and 449 K, respectively. Therefore, the solidification cracking susceptibility of Cu-steel dissimilar welds strongly depends on the degree of Cu mixing within the fusion zone. The non- equilibrium mushy zone range (453 K) based on the actual Cu composition (15mass%Cu-steel) had the highest value compared with the other two Cu levels in this calculation. The 453 K mushy zone range was regarded as extremely wide compared with previous studies on difficult-to-weld 247LC superalloys, which has a non-equilibrium mushy zone range of 448 K23,24). In other words, Cu-depleted zone (for instance 15mass%- Cu mixture) within the severely unmixing fusion zone during Cu-steel dissimilar laser welding for battery pack manufacturing can be very susceptible to solidification cracking.

Solidification path of weld solidification of (a) 15mass%Cu-SS400 steel, (b) 5mass%Cu-SS400 steel, and (c) 25mass%Cu-SS400 steel calculated using thermo-calc software tool
Fig. 11 shows the segregated concentration profiles of Cu and alloying elements in the residual liquid for the 15mass%Cu-steel used during the Scheil solidification calculation (Fig. 10(a)). As solidification progressed, severe solidification segregation of Cu was observed, and the segregated Cu concentration was highest at a 95% solidification completion ratio. It decreased slightly as the solidification of the Cu solid phase progressed to 99%. Finally, 95.7% of the extremely high levels of Cu were segregated in the residual liquid. In particular, as shown in Fig. 10(a), the mushy zone range suddenly increases at a solidification completion ratio of 95%. A completion ratio of 95% coincided with the highest point of Cu segregation in the residual liquid (Fig. 11(a)). Based on these calculation results, it can be estimated that the solidification cracking possessing a droplet-shaped region with enriched Cu after the self-restraint test (Figs. 7-9) highly contributed to the severe solidification segregation of Cu at the terminal stage of weld solidification, suddenly widening the weld mushy zone range. It can also be speculated that this metallurgical mechanism can be extended to the cracking mechanism of overlapping dissimilar welds (Figs. 5 and 6).
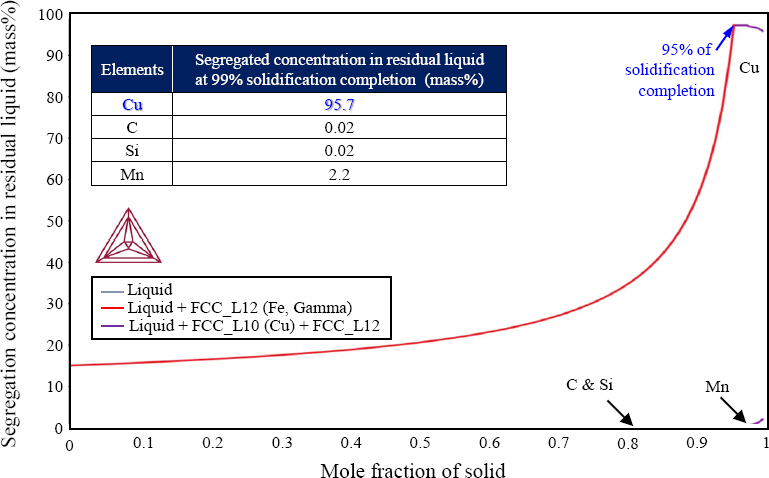
Segregated concentration in residual liquid during scheil calculation for 15mass%Cu-steel obtained using thermo- calc software tool
4. Conclusion
This study metallurgically investigated the Cu-steel dissimilar weldability in terms of solidification cracking using a newly designed self-restraint testing method. Two types of cutting-edge lasers (single-mode fiber and green lasers), regarded as potential laser-welding manufacturing processes for EV battery packs, were used. The conclusions of this study are as follows.
1) Under the welding conditions employed for both single-mode fiber (upper material: mild steel, lower material: Cu) and green (upper material: Cu, lower material: mild steel) laser welding processes, both materials did not mix within the fusion zone. In addition, solidification cracking occurred in the steel part of the fusion zone, particularly in the locally Cu-depleted region.
2) To clarify solidification cracking in the Cu-depleted region, a self-restraint test was performed on dissimilar materials using single-mode fiber laser welding. The analysis results of the solidification cracking surface showed that approximately from 15 to 30 mass% of Cu existed. Moreover, the Cu had a droplet shape, which is considered to be formed during the solidification at the miscibility gap.
3) By calculating the weld mushy zone range based on Scheil’s model, the solidification cracking in the Cu-depleted region was estimated at 453 K, affected by the severe segregation of Cu (95.7 mass%) in the residual liquid at the terminal stage of the solidification path.
Acknowledgement
This work was supported by the Ministry of Trade, Industry, and Energy of the Republic of Korea (Grant Number: 20015063).