원전구조물 가동중 검사 정확도 향상을 위한 배관 응력부식균열 대비시험편 제작
Fabricated of the SCC Reference Specimen for Increasing of In-Service Inspection Accuracy in Nuclear Power Plant
Article information

Abstract
To achieve the safety assurance of the nuclear power plants, in-service inspection have were enforced periodic for nondestructive test in weldment. Among them, the ultrasonic evaluation is widely used for the measurement of the defects. Generally, non-destructive inspectors have calibrated a UT machine using the reference specimen in the artificial cracks such as EDM, mechanical notch. As the reflected ultrasonic signal of real crack was detected amplitude value 50% lower than artificial cracks. Therefore, domestic ultrasonic inspectors have a little experience in measuring actual cracks generated in the nuclear power plant field, such as SCC(Stress corrosion cracks, below SCC) and thermal fatigue cracking. Accordingly, in order to improve the inspection accuracy of non-destructive inspectors during operation inspection of nuclear power plant structures, it is necessary to have a lot of experience in inspecting actual cracks.
In this study, non-penetration SCC for using in educational specimen of the NDT inspector were fabricated by using the simulated nuclear environment system in base metal of STS 304 pipe. The size of the used pipe were 8 inch(80 sch., thickness 12.7mm). The end of the pipe was used a flange to simulating a fixed environment of the nuclear power plant structure. To accelerate the fabrication of SCC, a corrosive environment was composed by used a blending corrosion solution of the NaOH 1M and Na2S9-H2O 0.1M inside the pipe. The potential of hydrogen of the caustic solution was 14. The fabricated SCC was confirmed for crack size and shape by used UT and RT.
1. 서 론
원자력발전소와 같은 종합 플랜트는 다양한 크기의 수많은 배관들과 관통관 및 노즐들이 용접에 의해 연결되어 있기 때문에 배관 열화 등으로 인해 용접부에서 열피로균열(Thermal Fatigue Crack, 이하 TFC), 응력부식균열(Stress Corrosion Crack, 이하 SCC) 등과 같은 균열 결함이 지속적으로 발생하고 있다1). 원자력발전소의 안전사고를 예방하기 위해서는 이러한 균열 결함의 발생 유무를 발전소 제작 및 운전기간 동안 감시하는 것이 필요하다. 이를 위해 원자력발전소 제작시 배관 모재 및 용접부의 건전성 평가를 위해 가동전 검사(Pre-service Inspection(PSI))를 실시하며, 상업운전 이후에는 주기적으로 가동중 검사(In-service Inspection(ISI))를 진행한다. 현재까지 가동중 검사시 가장 많이 사용하고 있는 비파괴검사 방법은 초음파 탐상(UT), 와전류 탐상(ECT) 등의 비파괴검사 방법이며, ASME B&PV code Sec. XI에 따라 level 3이상의 비파괴검사 자격을 가지고 PDI(기량검증시험)를 통과한 비파괴 검사원에 한하여 정해진 검사 부위에 대해 수동으로 검사하고 있는 실정이다2,3). 검사시 ASME 코드에 제시된 절차에 따라 검사를 진행하며, 균열 결함과 같은 신호가 발생한 경우 안전사고 예방을 위해 예방정비를 엄격히 실시하고 있다. 원자력발전소의 경우 엄격한 유지보수를 지속적으로 진행하고 있기 때문에 SCC와 같은 균열이 현장에서 발생하여 이에 대한 비파괴 검사에 대한 신호를 확인할 수 있는 비파괴검사원은 없다고 볼 수 있다. 또한, 기계가공, EDM 가공 등의 방법을 적용한 인공 균열 대비시험편을 주로 사용하고 있는 초음파검사원의 경우 PDI 시험 이외에는 실제 균열에서 발생하는 초음파 신호를 직접 경험해보지 못하는 경우가 대부분이다. 일반적으로 원전 가동중 검사에 투입되는 비파괴검사원의 기량 검증을 위해 사용되는 결함은 형상 결함(Geometrical defects), 삽입결함(Implants), 용접응고결함(Weld solidification cracks), 용융부족(Lack of usion), 기계피로 균열(Mechanical fatigue crack), 인공결함(EDM notch and holes) 및 TFC 등 크게 7가지로 분류된다4-7). SCC의 경우에는 삽입결함 형태로 제작되어 지는 경우는 있지만 지금껏 발표된 연구결과는 비파괴 검사 활용을 위한 균열의 제작 기법에 초점을 맞춰 진행된 것이 아니라 피로 수명의 예측8)이나 균열 전파거동 관찰9-11)을 위한 것이므로 기존의 연구 기법을 결함시편을 제작을 목적으로 적용하는 것은 한계가 있다. 또한, 현장에서 사용하는 장비 교정 등에도 대부분 Fig. 1에서 보는 것과 같이 EDM 가공된 인공균열을 사용하고 있으며, 인공균열에서 반사되는 초음파 신호의 경우 실제균열보다 폭이 넓고 일정한 형태를 가지지 않기 때문에 동일한 크기의 실제균열보다 신호의 세기가 더 크게 나타난다. 또한, 수동으로 검사를 진행하기 때문에 검사 경험과 개인의 능력에 따라 검사 결과의 정확도가 다르게 나타날 수 있기 때문에 실제 원전구조물에서 발생하는 균열 결함의 초음파 검사시 신호 특징이 어떻게 나타나는지 확인하는 것이 중요하다.
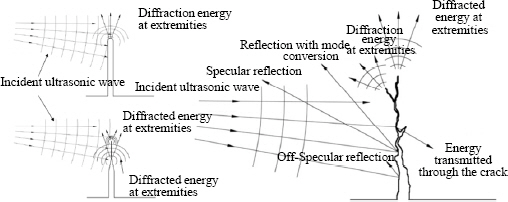
Reflection shape of the ultrasonic wave (Left) artificial crack(EDM notch) (right) real crack
이에 본 연구에서는 원전 구조물에 대한 가동중 검사에 참여하는 초음파검사원의 실제 균열 결함 검사의 경험을 증가시키고 검사 정확도를 향상시키기 위한 비관통 응력부식균열 대비시험편에 대한 제작 방법 및 이에 대한 결과에 대해 서술하였다.
2. 실험방법
2.1 실험 장비
원전구조물에서 발생하는 SCC의 경우 부식 환경에서 인장응력을 받은 금속에서 발생하는 균열로서 발생기구가 명확하지는 않으나 인장응력, 부식성 환경, 재료의 특성이 복합적으로 작용하여야 발생한다고 알려져 있다. 배관에 직접 SCC를 제작하기 위한 장비는 원전에서 SCC가 발생하는 환경 중 내압과 온도, 부식 및 구속환경 등을 모사할 수 있도록 하였으며, 배관 내부 체적의 50%를 부식액으로 채운 후 외부 가열을 통해 내부의 압력을 증가시켰다. 또한, 내부 증기 온도가 350°C가 유지되게 하여 원전 환경 이상의 온도가 배관에 인가되지 않게 하였다. Fig. 2는 SCC를 제작하는 시스템 구성을 보여주고 있으며, 배관을 완전히 구속하고 내압 증가에 따른 누수를 방지하기 위해서 배관 양단을 플랜지 내부에 금속 개스킷을 배치하였다. 또한, 내부에서 발생하는 압력과 증기 및 부식액 온도를 측정하여 SCC 발생에 의한 배관의 관통 발생 시점 등을 확인할 수 있게 하였다.

Schematic diagram of the system for manufacturing stress corrosion crack in the pipe
또한, 고주파 유도가열기로 외부에서 300°C를 기준으로 배관 중앙 수면부를 배관 외부에서 가열하여 증기압이 증가하게 하였으며, 발생한 내압이 길이 방향의 응력과 원주 방향의 후프 응력(Fig. 3 참조)을 형성시키게 하였다.

Axial and hoop stress caused by vapor pressure inside the pipe
Fig. 4는 비관통 SCC를 제작하기 위한 시험 장비 모습과 시험 모습을 보여주고 있다. SCC가 발생하는 위치를 제어하기 위해 솔레노이드 형태의 고주파 코일을 제작하여 외부에서 국부 가열하였다. 비관통 균열은 부식환경, 사용재료, 외부 가열 등의 동일한 환경하에서 먼저 관통 균열을 제작한 후 관통 균열 발생 시간보다 짧은 시간 동안 실험을 실시하여 제작하였다. 또한, 균열의 발생 여부 등을 확인하기 위해 방사선투과시험(이하 RT)을 실시하였으며, 균열 깊이를 확인하기 위해 초음파탐상시험(이하 UT) 중 A-scan을 진행하였다.

Testing image and system for fabricating SCC
2.2 사용 재료
본 연구에서는 원전구조물 제작에 주로 많이 사용되는 SA312-304 8인치 80 Sch.(두께, 12.5mm)의 시험편을 사용하였다. Table 1과 Table 2는 STS 304 배관의 화학성분과 기계적 물성을 각각 보여주고 있다. 원전의 부식환경을 모사하기 위해 배관 내부에는 NaOH 1M과 Na2S·9H2O 0.1M을 혼합한 부식액을 부피 대비 50%를 장입하였다. NaOH와 Na2S 혼합 부식액을 사용한 것은 SCC 발생을 촉진시키기 위해 사용하였으며, 특히 Na2S는 STS 배관의 부동태 피막을 제거하는 역할을 위해 사용하였다12,13).

Chemical composition(wt%) of the STS 304 pipe

Mechanical properties of the STS 304 pipe
3. 실험 결과 및 토의
3.1 균열 제작
관통 균열을 SCC 제작 장치를 사용하여 Table 3과 같은 실험 조건으로 진행하였으며, 실험 시작후 4시간 40분(16,800초) 경과 후 배관 외부에 관통 균열이 발생한 것을 확인하였으며, 추가적으로 증기압 누기가 발생하여 내부 압력이 감소하기 전까지 실험을 지속한 후 종료하였다. Fig. 5는 관통균열 제작 시 획득한 증기와 부식액의 온도와 압력을 보여주고 있으며, Fig. 6은 관통 발생 이후 10~20분 간격으로 배관 표면을 관찰한 결과 균열 크기가 빠르게 점점 커지면서 누수가 발생하는 것을 확인할 수 있었다.

Mechanical properties of the STS 304 pipe
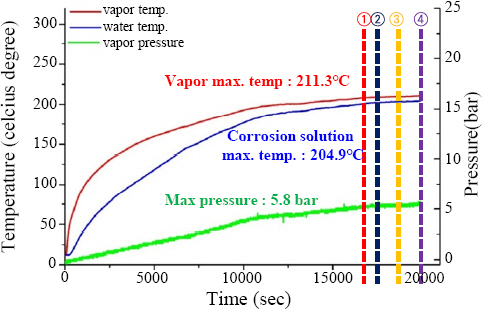
The temperature of vapor and corrosion solution and pressure graph after fabricating a penetration SCC

The leaking in the surface of the pipe after fabricating a penetration SCC
비관통 균열은 관통 균열 발생 시간의 65% 수준인 3시간(10,800초) 동안 Table 3의 관통 균열 제작 조건과 동일하게 2회 실험을 진행하였으며, Fig. 7과 8은 2번의 실험을 진행하여 제작한 SCC 배관과 제작 시 획득한 증기와 부식액의 온도와 압력을 보여주고 있다. 가열부 외면의 경우 균열, 파단, 누설 흔적 등은 발견되지 않았다.
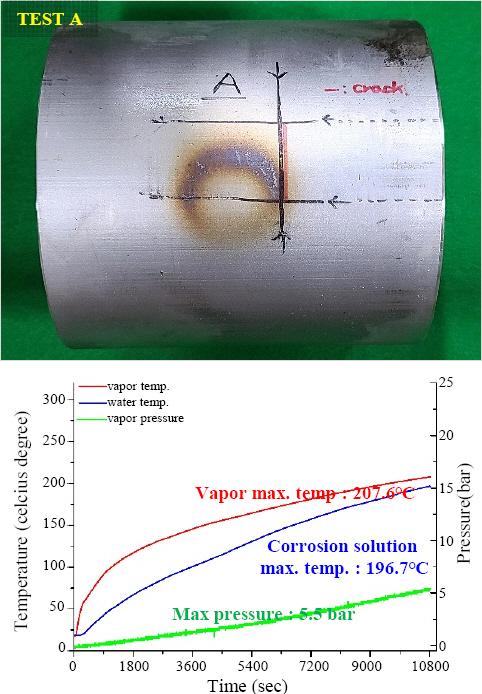
The fabricated result of non-penetration SCC (TEST A)
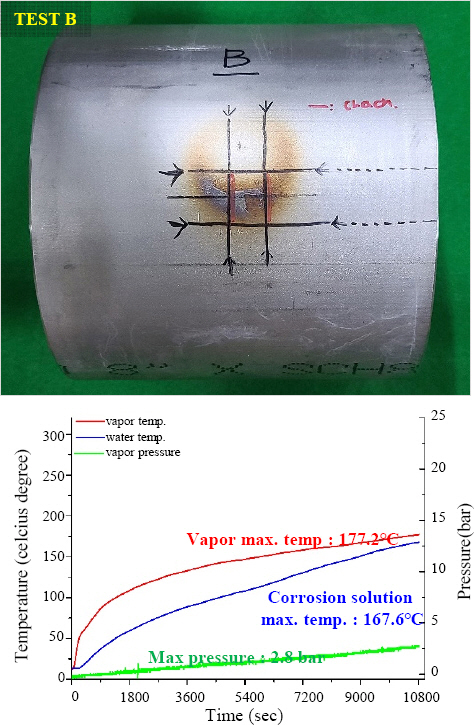
The fabricated result of non-penetration SCC (TEST B)
관통 균열 제작 실험과 비관통 균열 제작 실험에서의 증기와 부식액의 온도 및 내압에 따른 후프 응력을 비교한 결과 후프 응력의 경우 시험편 항복응력에 길이, 원주 방향 모두 2% 미만으로 확인되었다(Table 4 참조). 이는 원전 구조물에서 발생하는 내압에 의한 후프 응력이 낮게 형성되더라도 부식액이 영향이 더욱 클 경우 SCC가 발생할 수 있다는 것을 확인할 수 있다. 또한, 인장 잔류응력이 남아 있는 용접부의 경우 더 큰 영향을 줄 수 있을 것으로 판단된다.

Hoop stress by vapor pressure during fabricating SCC
3.2 비파괴검사 결과
제작한 비관통 균열 시험편 2개에 대해 균열 존재 여부 및 위치 등을 파악하기 위해 고주파 유도가열기로 국부가열한 위치에 대해 RT를 수행하였으며, Fig. 9와 10의 경우 이에 대한 결과를 보여주고 있다. 균열은 국부 가열(솔레노이드 외경 50mm) 내에서 발생한 것을 확인할 수 있었으며, 크게 성장한 균열 이외에 잔균열 들이 존재하는 것을 확인할 수 있었다. 또한, 온도와 압력이 높게 형성되었던 TEST A의 경우에 더 크게 성장하였으며 잔균열도 더 많이 형성된 것을 알 수 있다.

The result of radiography test about non-penetration SCC(TEST A)
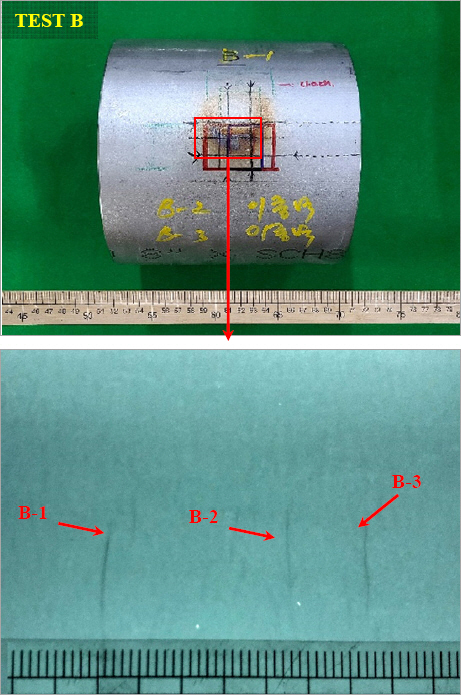
The result of radiography test about non-penetration SCC(TEST B)
RT 시험을 진행한 비관통 TEST A, B 시험편에 대해 UT(A-scan)를 통해 성장한 균열의 두께 대비 깊이를 확인하였다. TEST A 시험편의 경우 Fig. 9와 11에서 보는 바와 같이 2개의 성장 균열에 대해 UT를 실시하였으며, A-1과 A-2 균열의 최대 깊이는 각각 3.2mm와 6.0mm로 확인되었다. 또한, TEST B 시험편의 경우 Fig. 10과 12에서 보는 바와 같이 성장 균열 3개(B-1, B-2, B-3)에 대해 균열 깊이를 측정하였으며, B-1은 5.3mm, B-2는 4.6mm, B-3 4.8mm의 길이로 확인되었다.

The result of ultrasonic test about non-penetration SCC(TEST A)
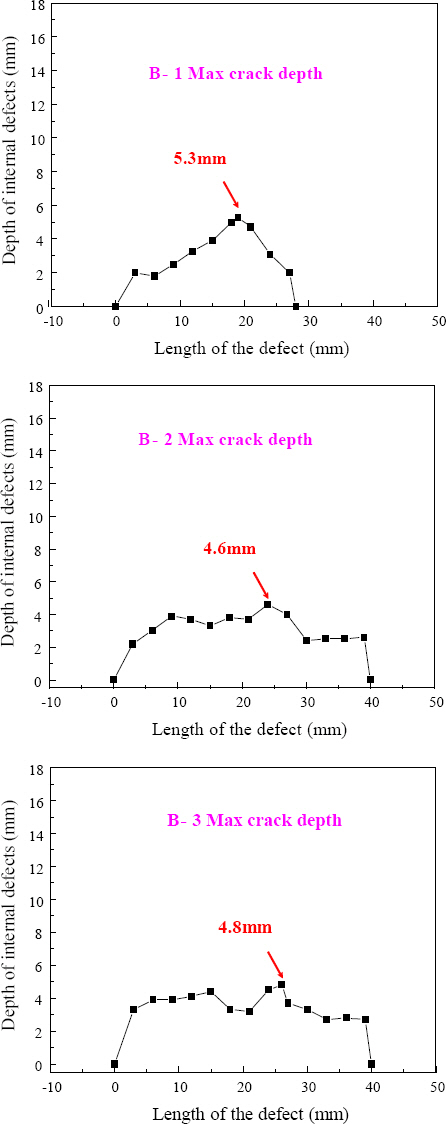
The result of ultrasonic test about non-penetration SCC(TEST B)
TEST A와 B 시험편의 균열 깊이는 Table 5에서 보는 바와 같이 시험편 원래 두께 대비 50% 미만의 SCC가 제작된 것을 확인할 수 있다. 일반적으로 SCC는 부식환경에 노출된 부식 감수성이 있는 금속에 인장응력이 주어졌을 때 응력과 부식의 협동 작용에 의해 취성 균열이 발생되며, 이 부식은 오스테나이트강 특유의 현상이다. 균열 전파는 입계, 입내 구분 없이 무차별로 전파되는 것이 특징이며, 부식 환경으로는 염소 이온이 대부분이지만 간혹 고온 고농도 알칼리, 고온고압수, 폴리티온산 등에서도 응력 부식이 일어나고 응력원으로는 seamless 배관 제작시 소성가공에 의한 잔류응력, 용접 후 발생하는 인장 잔류응력 등이 원인이 됩니다. 본 연구에서는 동일한 부식환경과 외부 가열을 통한 열응력을 배관에 인가하였지만, 표면의 부동태피막을 제거하여 가속화하기 위해 사용된 Na2S가 표면의 조도 상태에 따라 pitting이 발생하는 시점이 달라졌을 것이며 Fig. 9와 10에서 보는 것과 같이 SCC가 가열 부위에 걸쳐 넓게 형성된 것을 확인 할 수 있다. 이처럼 SCC의 상이한 발생시점에 따라 균열의 깊이도 다르게 나타났으며, 외부에서 인가되는 열응력이 크게 작용되고 초기에 발생한 SCC가 메인 균열로 크게 성장한 것으로 판단된다.

Maximum depth ratio of SCC depending on thickness of pipe
4. 결 론
본 논문에서는 원전구조물에서 10년을 주기로 지속적으로 진행하고 있는 가동중 검사에서 비파괴검사원들의 검사 정확도를 향상하고 검사원들의 실습에 활용할 수 있도록 원전에서 사용하는 SA312-304 배관에 비관통 응력부식균열 대비시험편을 제작하였으며 이에 대한 결론을 아래와 같이 서술하였다.
1) 응력부식균열이 발생하는 원전 환경을 유사하게 모사하여 배관재에 직접 응력부식균열을 제작할 수 있는 장치와 시스템을 구축하였다.
2) 배관재를 관통한 응력부식균열을 1차적으로 제작한 후 시간과 위치를 제어하여 비관통 균열을 제작하였다. 방사선투과시험 결과 발생한 균열은 크게 성장한 주균열과 잔균열이 함께 나타났으며, UT(A-scan)를 수행한 결과 두께 대비 50% 미만으로 형성됨을 확인할 수 있었다.
3) 추가적으로 후프 응력(Hoop stress)을 계산한 결과 재료의 항복응력에 2%미만으로 매우 낮은 인장응력조건에서 균열이 형성됨을 확인하였다.
향후 동종/이종 용접부에 대한 균열 제작을 통해 실제 현장에서 사용할 수 있는 균열 시험편을 제작 예정이며, 추가적인 파괴검사를 통해 응력부식균열 형상 특징에 따른 초음파 검사 특성을 확보하여 검사 프로그램에 인공지능 기능을 적용할 수 있는 연구를 수행할 것이다.
후 기
본 연구는 한국에너지기술평가원 (과제번호 2020291- 0100070) 및 한국탄소진흥원(과제번호 A210302005)의 연구비 지원에 의한 연구 결과임