9% 니켈강용 스테인리스강 기반 플럭스코어드와이어 개발 및 평가
Development and Evaluation of Stainless Steel-Base Flux-Cored Wires for 9% Nickel Steel
Article information

Abstract
The demand for LNG fueled tank on ship is growing in accordance with the IMO 2020 regulation. The 9% nickel steel has been used for LNG storage tank because this material has higher tensile strength than the other materials in the IGF code. The nickel-based alloy type welding consumable has been applied on 9% nickel steel welding because of good toughness at cryogenic environment and high tensile property. However that welding consumable has disadvantages of high price and poor weldability. In this study, new stainless steel-based flux-cored wire is developed for 9% nickel steel and mechanical properties are satisfied Class requirement. Additionally, fatigue, FCGR and CTOD test had been carried out to verify structure design suitability.
1. 서 론
IMO (International Maritime Organization, 국제해사기구) 에서는 2020년부터 선박 연료유의 황 함유량의 규제를 기존 3.5 % 에서 0.5 % 로 강화하였다. 강화된 IMO의 규제를 만족시키기 위해서는 저황 유의 사용, 스크러버의 장착 그리고 NG(Natural Gas, 천연가스)를 사용하는 방법이 있다. IMO의 규제와는 별도로 유럽 일부 항만과 싱가프로에서는 개방형 스크 러버 사용을 금지하는 지역도 있어 NG 를 연료로 사 용하는 선박의 발주가 증가하고 있다. NG를 선박 연료유로 사용할 경우 영하 163도에서 600분의 1로 부피를 감소시켜 LNG(Liquid Natural Gas, 액화천연 가스)로 만들어 적재 효율을 향상 시키는 것이 가장 효율적인 선택이다. 또한 LNG 는 기존 디젤연료에 비하여 열량이 높기 때문에 연료비 절감 효과가 있으며 99 % 의 황산화물 (SOX), 80 % 의 질소산화물 (NOX), 20 % 의 이산화탄소 (CO2) 저감이 가능한 친환경 연료이다1).
선박의 연료탱크로 사용할 수 있는 소재는 IGF (International code of safety for ships using gases or other low-flash point fuels)에 등재되어 있으며 이 중 NG의 액화 온도인 영하 163도를 만족시키며 사용할 수 있는 소재는 9% 니켈강, 오스테나이트계 스테 인리스강, 알루미늄 5083, Invar(인바)이다. 추가적으로 2019년 1월 IMO의 Interim Guideline에 고망가니즈강이 사용될 수 있도록 등재됨에 따라 총 5종의 소재가 LNG 연료탱크 소재로 사용될 수 있다2).
선박의 연료탱크는 독립형으로 설계, 제작되어 선박의 선각에 탑재되는 것이 조선소에서 안벽 작업기간을 최소화할 수 있기에 유리하며 탱크 자체 중량 저감을 위하여 강도가 높은 소재가 사용되어야 한다. 그리하여 과거부터 9% 니켈강이 독립형 탱크로 주로 사용되어 왔으며 저온충격인성을 만족하기 위하여 니켈기 용접재료를 사용하여 왔다3,4). 하지만 니켈기 용접재료는 자재 비용이 높고 및 용접 작업성이 좋지 않으며 고온 균열이 쉽게 발생하는 단점이 있다5).
이와 같은 단점을 극복하기 위하여 기존의 니켈기 용 접재료 대신 스테인리스강 기반의 플럭스코어드와이어 를 개발하여 물리적 성질을 평가하였고 추가적으로 파괴역학적인 성능도 확인하였다.
2. 사용 재료 및 평가 기준
2.1 사용재료
Table 1 은 본 시험에 사용된 9% 니켈강 17 mm 의 화학성분 조성을 나타낸 것이며 강재 성적서 상 기재된 내용을 그대로 표기하였다.

Chemical composition of VL 9NI (wt.%)
Table 2 에는 9% 니켈강에 주로 사용되어 왔던 니켈기 Inconel 625계열 플럭스코어드와이어 용접재료의 화학성분 규정과 스테인리스 316L 플럭스코어드와 이어 용접재료의 화학성분 규정을 나타내었다. 개발된 용접재료는 9% 니켈강 용접에 적합하도록 스테인리스 스틸 316L 화학성분 규정을 기본으로 하되 Ni, Cr, Mo 등의 비율을 조정하여 기존 스테인리스 플럭스코어 드아크 용접재료 대비 강도를 향상시키고 -196 °C 에서 충격인성이 확보되며 용접 시 고온균열 예방을 위하여 페라이트를 일부 생성하도록 설계되었다.

Chemical composition requirements for undiluted metal (wt.%, maximum allowable)
2.2 평가 기준
선박에 사용되는 9% 니켈강에 대해 선급에서 규정하는 물리적 성질을 Table 3 에 나타내었으며 이는 각 선급별로 다소 상이하다. 9% 니켈강에 적용할 수 있는 용접재료는 모재보다 강도 요구치가 낮기 때문에 구조 설계 시에는 용접재료의 강도를 기준으로 설계하도록 되어 있다. 용접재료의 요구치는 Table 4 에서 볼 수 있으며 이 또한 각 선급별로 기준이 상이하다. 본 연구 에서는 LR 선급의 용접재료 요구치를 기준으로 용접재료를 개발 및 평가를 실시하였다.


The mechanical properties of welding consumable for 9 % Nickel steel
3. 실험 방법
3.1 물리적 성질 평가 방법
신규로 개발된 스테인리스강 기반 플럭스코어드와이어의 물리적 성능을 검증을 위하여 Fig. 1 과 같이 용접 시편을 제작하였다. 시험에 사용된 와이어의 직경은 1.2 mm, 보호가스는 99.5 % CO2, 전류 특성은 역 극성(DCEP) 이다. 최종적으로 용접부 완전 용입을 위하여 이면에서 에어카본아크가우징을 적용하였으며 적용된 용접자세는 아래보기(1G)+위보기(4G), 수평(2G), 수직상향(3G) 자세로 3개의 시편에 용접되었다. 용접 시편에 인가된 입열량은 아래보기 자세 1.15~2.21 kJ/mm, 수평 자세 0.52~1.27 kJ/mm, 수직상향 자세 1.26~2.43 kJ/mm, 위보기 자세 1.57~1.75 kJ/mm 이다.

Welding groove shape of (a) Flat + overhead, vertical-up position and (b) Horizontal position
물리적 성질 평가를 위하여 용접 시편에서 전용착금속 인장시험편 1 개, 가로방향 인장시험편 2개, 측면 굽힘시험편 4 개, 사르피 V 노치 충격시험편 1 조(1 조당 3 개 시험편), 마크로 및 경도 시험편 1 개를 채 취하였다. 인장시험은 ASTM E8/E8M11), 굽힘시험은 ASTM E19012), 충격시험은 ASTM E2313), 경도 시험 은 ASTM E9214) 그리고 마크로 시험은 ASTM E34015) 에 의거하여 수행되었다.
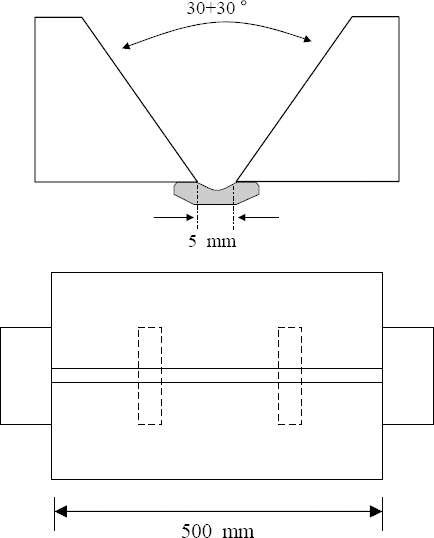
추가적으로 용접부의 페라이트 측정 및 미세조직을 확인하기 위하여 Fig. 2 와 같이 용접 시편을 제작하 고 동일한 용접와이어로 아래보기 자세에서 용접을 실 시하였다. 원활한 백비드 형성을 위하여 루트갭을 5 mm 로 설정하였고 세라믹 백킹재가 사용되었으며 인가된 입 열량은 초층 1.07 kJ/mm, 중간층 및 최종층은 1.13~2.01 kJ/mm 이다.

Welding groove shape for Flat position with ceramic backing
3.2 초증 종균열 시험 방법
개발된 스테인리스강 기반 플럭스코어드와이어의 초 층 용접 시 균열 방지 성능을 확인하기 위하여 Fig. 3 와 같이 시편을 구성하였다. 모재 17 mm 는 개선각 60° 로 가공되었고 루트갭 5 mm 에 원활한 백비드 형성을 위하여 세라믹 백킹재를 부착하였다. 또 구속 응력을 증대하기 위하여 양쪽에 탭피스를 부착하고 추가적으로 2 개의 스트롱백을 동일 간격으로 부착하였다. 용접자 세는 아래보기이며 사용된 용접조건은 180 A - 26.7 V -20.7 CPM 과 205 A - 27.8 V - 22.1 CPM 두 가 지이다. 용접장은 각각 500 mm 이며 총 용접장 대비 발생한 균열 길이를 측정하였다.
The test coupon shape for 1st pass solidification crack test
3.3 피로 시험 방법
9% 니켈강에 개발된 용접재료로 용접된 맞대기 용접부 피로성능을 평가하기 위하여 피로시험을 실시하였다. 시편은 3.1절의 Fig. 1 (a) 형태로 준비되었으며 수직 상향자세로 1.80~2.23 kJ/mm 의 입열량으로 용접되었다. 용접 후 그라인딩 등의 후처리 작업은 실 시되지 않았으며 피로시험편의 형상은 Fig. 4 과 같다. 피로시험은 Instron 의 500 kN 용량, 8803 모델로 상온에서 ASTM E46616)에 따라 수행되었으며 HCF (High Cycle Fatigue) 방법을 적용하였다. 시험 범 위는 9% 니켈강의 항복강도 이하의 범위를 설정하였 고 응력비는 0.1, 주파수는 5~40 Hz, 파형은 정현파를 사용하였다. 피로한도는 107 cycle로 하였으며 평 가는 105 cycle 에서 106 cycle 사이 결과를 사용하였다. 피로시험 계산식은 수식(1)과 같으며 N 은 반복 수, S 는 응력범위, tdof,a 는 스튜던트 T 분포, se 는 표준편차이다. 이 때 기울기(m)은 IIW 의 XIII-1823- 07/XIII-2151r4-07 에 따라 3을 적용하였다.
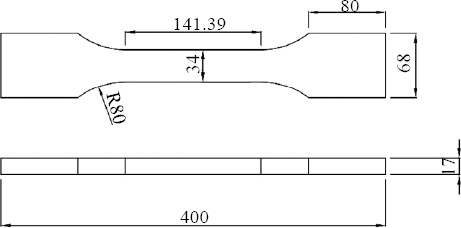
The test specimen for fatigue test
3.4 균열진전 시험 방법
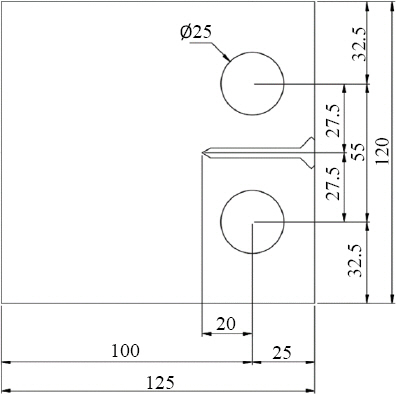
용접부에 균열이 발생하게 되면 외부 하중에 의해 균열이 성장하고 최종적으로 구조물의 파단에까지 이르게 된다. 따라서 균열이 존재하였을 경우 외부 하중에 의한 저항성 평가가 필수적이다17). 9% 니켈강에 개발된 용접재료로 용접하여 균열진전시험을 수행하였다. 이 때 시편 형상과 용접 시편헝태 및 용접 조건은 3.3 절과 동일하며 균열진전 시험편 형상은 Fig. 5 와 같다. 최초 강재 두께는 17 mm 였으나 발생한 변형에 의해 3 mm 가공 되어 14 mm 로 제작되었으며 Intron 의 100 kN 용량, 8802 모델로 상온에서 수행되었다.
The test specimen for fatigue crack growth rate test
ASTM E64718) 에 따라 시험이 진행되었으며 일정 응력제어법과 K 감소법을 적용하였다. 균열 길이는 컴플라이언스법으로 측정되었으며 시험 시 인가된 파형은 정현파, 주파수는 10~25 Hz 이다. 응력비는 일정응 력제어법에서 0.1 과 0.3, K 감소법에서는 감소량을 0.10 과 0.05 를 적용하였다. 피로균열진전 속도는 안정적인 균열성장이 나타나는 영역, 즉 Paris 식으로 표현될 수 있는 구간에서 수식(2) 를 적용하여 평가하였다. 이 때 N 은 반복수, C 는 재료상수로 Y 절편 값, m 은 재료상수로 기울기, ΔK = Kmax - Kmin 를 말한다.
3.5 CTOD 시험 방법
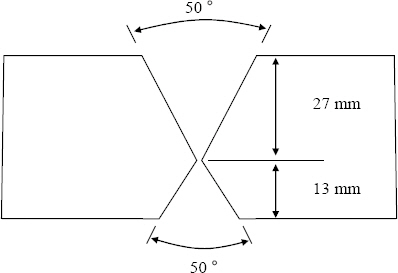
개발된 용접재료의 파괴인성 성능평가를 위하여 CTOD 시험이 수행되었다. 이 때 용접 시편 형상은 Fig. 6 와 같으며 IGF code 에서 사용할 수 있도록 규정한 최대 두께인 40 mm 를 사용하였다. 용접자세는 최대 입열 량이 시편에 인가되는 수직상향 자세이며 루트부 결함을 제거하기 위하여 이면에 에어아크카본가우징이 적용 되었다. 용접 시편 제작 시 모재 개선 형상으로 인하여 동일 입열량 인가가 불가하여 현장 용접 시공조건을 반영한 1.18~3.08 kJ/mm 의 입열량이 인가되었다.
The welding coupon for CTOD test
CTOD 시험은 ISO 1565319) 규격에 따라 수행되었 으며 시험편 형태는 B × B 로 가공되었다. 용접부 잔류 응력을 해소하기 위하여 국부 압축이 적용되었으며 상온에서 용접부 중앙에 예균열을 발생시키고 -163 °C 에서 3 point bending 으로 CTOD 성능을 평가하였다.
ISO 15653 에서는 시험온도에서 항복강도와 인장 강도를 반영하여 CTOD 값을 계산하므로 추가적으로-163 °C 에서 전용착금속 인장시험을 실시하였다.
4. 실험 결과 및 고찰
4.1 물리적 성질 평가 결과
용접부 페라이트 측정결과 및 미세조직을 Fig. 7 과 Fig. 8 에 나타내었다. 상대적으로 모재의 희석율이 높 은 루트부 용접금속의 경우 낮은 페라이트 분율을 나타 내었고 국부적으로 모재와 용접재료간 희석률에 따라 페라이트 함량이 변화함을 확인할 수 있다. 용접재료는 모재에 비해 Cr, Mo 의 함량이 높기 때문에 모재와의 희석이 클 경우 용착금속에서 Cr, Mo 의 함량이 상대 적으로 낮아지고 페라이트 안정화 원소의 비율이 낮아지기 때문에 페라이트 함량이 감소하게 된다.

The fraction of ferrite on weldment as per location
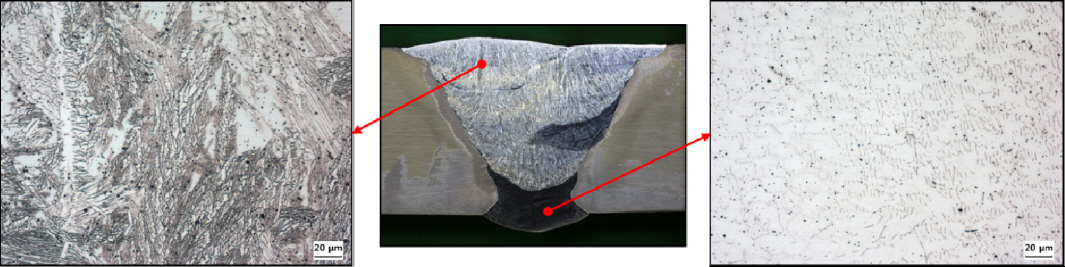
The micro structure of weldment
각 용접시편에서 채취한 전용착금속 인장시험 결과는 Table 5, 가로방향 인장시험 결과는 Table 6 에 나타 내었다. 시험결과 2.2 절에서 언급한 요구치를 모두 만 족함을 확인하였다. 가로방향 인장시험 결과 파단은 모두 모재에서 일어났으며 입열량이 상대적으로 높은 수직상향 자세에서는 항복강도 및 인장강도가 저하되는 것이 확인되었으나 그 외 자세에서는 유사한 수준을 보 였다.

Test results of all weld metal tensile test

Test results of transverse tensile test
일반적으로 스테인리스 316L 강재에 316L 타입의 플럭스코어드 와이어로 용접하면 대략 600 MPa 정도의 인장강도를 가진다20). 개발된 용접재료는 기존의 스테인리스 316L 용접재에서 Cr, Mo, Mn, Ni 등의 화학성분을 조정하고 용접부에 페라이트도 생성하도록 설계되었기 때문에 강도가 향상되어 선급에서 요구하는 9% 니켈강에 대한 인장강도를 만족시킬 수 있었다.
굽힘시험편은 측면 굽힘시험편으로 제작되었으며 굽힘지그 반경 19 R로 시험이 수행되었고 그 때 굽힘 각 도는 180° 였다. 각 용접시편에서 각각 4 개의 굽힘시험이 수행되었으며 모두 파단은 없었고 길이 3 mm 를 초과하는 개구 또한 확인되지 않았다. 일반적으로 9% 니켈강에 사용되는 니켈기 플럭스코어드와이어로 용접부를 형성하고 측면 굽힘시험을 실시할 경우 모재 대비 용접부의 강도가 낮아 측면 굽힘시험 시 소성변형이 용접부에 집중되어 파단되는 경우가 발생할 수 있다21). 개발 용접재료의 경우 Table 6 의 결과에서 확인할 수 있듯 용접부의 강도가 향상되어 가로방향 인장시험 시 모재에서 파단되기 때문에 측면 굽힘시험 시 용접부에 소성변형이 집중되지 않아 양호한 굽힘성질을 확보할 수 있었다.
충격시험편은 샤르피 V 노치 2 mm 로 가공되었으며 충격시험편을 채취한 위치는 표면에서 2 mm 지점의 용접부 중앙이다. 충격시험을 실시한 온도는 -196 °C 이며 각 용접자세에서 3개의 충격시험편으로 시험되었다. IGF code 요구치와 2.2 절에서 언급한 충격흡수 에너지 값인 27 J 을 모두 만족하였으며 그 결과는 Fig. 9 에 나타내었다. 니켈기 플럭스코어드와이어로 용접하 였을 경우 용접부는 -196 °C 에서 130 J 이상의 저온 충격흡수에너지를 가진다고 보고되고 있다21). 이 경우 용접부는 페라이트가 존재하지 않는 오스테나이트 단상 이기 때문에 우수한 저온인성을 가지는 반면 개발 용접 재료의 경우 용접부에 페라이트가 분포하고 있기 때문 에 상대적으로 낮은 충격흡수에너지를 보이게 된다.
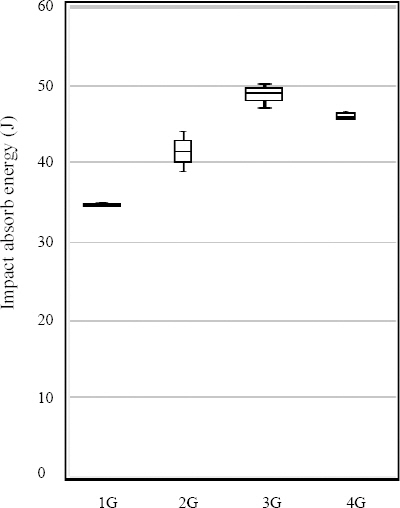
Impact test results for each welding position
각 용접시편에서 마크로 시험편을 채취하였고 단면의 용접부, 열영향부, 모재부에 Fig. 10의 위치에 Hv10 (Vickers hardness, 시험하중 10 kgf)으로 경도 측정을 수행하였다. 그 때 경도 값은 Table 7 에 나타내 었다. 열영향부에서는 상대적으로 입열량이 작은 용접 자세에서 경도 값이 높은 것을 확인할 수 있으며 이는 다른 용접자세에 비해 냉각속도가 빠르기 때문이다. 용접부의 경우 입열량에 따른 경도 변화 경향은 확인할 수 없었으며 이는 용접재료와 모재간의 희석 정도에 따라 페라이트의 분율 차가 발생하고 경도의 측정위치에 따라 그 값이 변화 될 수 있기에 추가 분석이 필요할 것으로 사료된다. 각 용접부의 단면 마크로 시험결과는 Fig. 11 에 나타내었다.
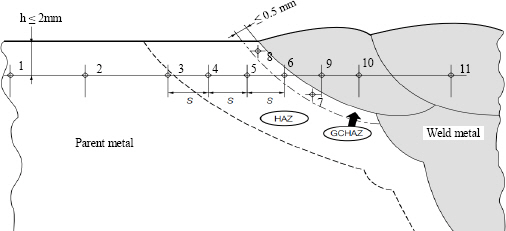
Hardness testing locations

Hardness test results of welding specimen

Macro etch test for each position (a) 14G, (b) 2G and (c) 3G
4.2 초증 종균열 시험 결과
3.2 절의 시험방법으로 시험하였으며 육안검사 및 침 투탐상검사 결과 두 가지 조건 모두에서 크레이터를 제 외한 구역에서는 종방향 균열이 검출되지 않았고 그 결과를 Fig. 12 에 나타내었다. 개발된 용접재료는 Fig. 7 에서 보듯 초층 용접부에 수 % 의 페라이트가 존재하기 때문에 상대적으로 오스테나이트 단상으로 응고하 는 니켈기 용접재료에 비하여 내균열성이 우수하다22). 개발된 용접재료의 경우 205 A 이하로 용접시공되는 경우에는 균열문제가 발생하지 않을 것으로 판단된다.

The solidification crack test result (a) 180A and (b) 205 A condition
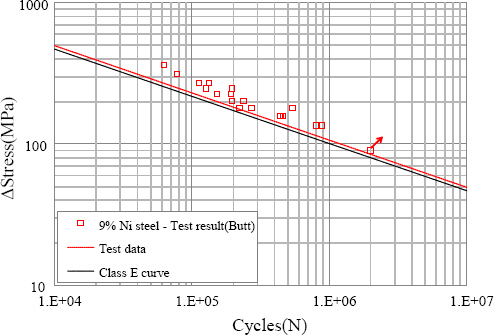
피로 시험 결과 본 시험은 개발된 용접재료로 맞대기 조인트를 구성 하였을 경우 구조설계 시 적용할 수 있는 피로선도 기 준에 부합하는지 확인하기 위하여 실시되었다. 구조설계 시 적용하는 피로선도는 맞대기 용접부의 경우 비드 여성 높이와 폭의 비율에 따라 10% 이내에서는 DNV 선급의 D curve, 20% 이내에서는 E curve 를 적용하도록 되어 있다23). 연료탱크 제작 시 현장 시공 조건을 고려하면 E Curve 를 적용하는 것이 합리적이므로 피로 시험 결과를 E curve (IIW FAT80) 와 비교하 여 Fig. 13 과 Table 8에 나타내었으며 E Curve 대 비 약 6% 의 피로 성능이 우위에 있음을 확인하였다.
The fatigue test result (comparison with DNV class E curve)

The fatigue test result (comparison with DNV class E curve)
4.3 균열진전 시험 결과
용접부의 균열진전속도를 시험한 결과는 Fig. 14 에 나타내었으며 일정제어응력법과 K 감소법으로 시험한 결과를 함께 나타내었다. 일정제어응력법 응력비 0.1 은 Contant_R0.1, 일정제어응력법 응력비 0.3 은 Constant_R0.3, K 감소법 0.05 는 Decrease_-0.05, K 감소법 0.10 은 Decrease_-0.10 으로 표기하였다. 균열진전수명평가가 필요한 구조물의 제작 시 BS7910 에서 규정하고 있는 설계 피로 균열 진전 파라미터를 이용하기 때문에 개발된 용접재료의 성능은 이 기준을 상 회해야 실 구조물에 사용될 수 있다. 따라서 BS 7910 simple crack growth 와 비교하여 Table 9 에 나타 내었고 BS 7910 기준을 만족함을 확인할 수 있다.
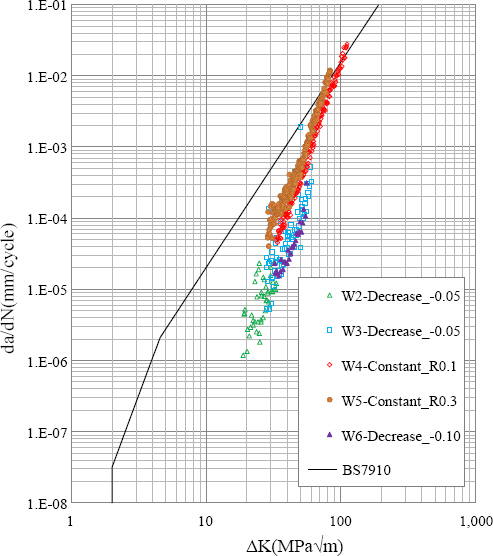
The fatigue crack growth rate test result at room temperature (comparison with BS7910 simple crack growth)

The fatigue crack growth rate test result at room temperature (comparison with BS7910 simple crack growth)
4.5 CTOD 시험 결과
CTOD 시험을 위하여 실시하였던 전용착금속 인장 시험 결과를 Table 10 에, 용접부의 CTOD 결과는 Table 11 에 나타내었다. 극저온인 -163 °C 에서 인장시험을 수행하였을 경우 항복강도와 인장강도가 상온 대비 증가하는 것을 확인하였으며 항복강도 증가 대비 인장강도의 증가가 더 큰 것을 확인하였다. 스테인리스 강의 경우 저온환경 하에서 재료의 항복을 넘는 응력이 발생하면 오스테나이트에서 마르텐사이트로 부분적인 변태를 일으키는 2차 경화 현상이 발생하여 인장강도 증가폭이 커지게 되는데 본 시험결과는 기존 연구실적 내용과 일치한다24).

The results of all weld metal tensile test for CTOD

The CTOD test results at -163 °C
개발 용접재료는 -163 °C 에서 최소 0.18 mm 의 CTOD 성능을 보이고 있다. 반면 니켈기 플럭스코어드 와이어로 생성된 용접부에 대한 연구 실적은 많지 않으나 선행 연구에 의하면 극저온 환경에서 CTOD 값은 대략 0.3 mm 이상으로 보고 되고 있다25). 앞서 설명한 바와 같이 오스테나이트 단상으로 구성된 용접부가 페라이트가 일부 포함된 용접부에 비해 저온에서 인성이 우수하기 때문에 상대적으로 더 높은 CTOD 값을 보이게 된다.
5. 결 론
본 연구에서는 기존 니켈기 용접재료를 대체할 수 있 는 스테인리스강 기반의 플럭스코어드와이어를 개발하 였고 그 성능을 평가 하였다.
1) 용접 작업 시 발생할 수 있는 아래보기 자세, 수 평 자세, 수직상향 자세, 위보기 자세에서 용접 시편을 제작하여 일반적인 물리적 성질을 평가한 결과 2.2 절 에서 언급한 기준을 모두 만족하였다.
2) 초층 종균열이 쉽게 발생하는 아래보기 조건, 개 선각 내, 용접 전류 180A 와 205 A 에서 균열이 미 발생함을 알 수 있었으며 본 용접 재료 사용 시 현장 가이드로 활용 될 수 있다.
3) 상온에서 맞대기 용접부 피로시험 결과는 DNV Class E curve (IIW FAT80)을 상회함을 확인 하였다.
4) 상온 균열진전시험 결과 용접부는 BS 7910 기 준을 만족하는 성능이 확인되었다.
5) LNG 가 실제로 사용되는 환경인 -163 °C 조건에서 CTOD 시험을 실시한 결과 최소 0.18 mm 성능 이 확보됨을 확인하였다.
개발된 용접재료를 사용할 경우 상기에 언급한 파괴 역학 성능이 LNG 용 9% 니켈강 탱크 설계에 활용될 수 있을 것으로 판단된다.