은 기반 페이스트를 이용한 전력 반도체 소자의 칩 소결접합
Chip Sinter-Bonding Using Ag-Based Paste for Power Semiconductor Devices
Article information

Abstract
Existing Si-based semiconductors are being replaced with wide bandgap materials such as SiC and GaN for more efficient operation in power devices, and this has stimulated extensive research on technologies to form a heat-tolerant joint. Sinter-bonding technologies using silver (Ag) with excellent thermal conductivity have been in the spotlight, and pastes containing Ag particles have been the developed and applied. In this paper, recent studies on sinter-bonding technologies using Ag-particle-based paste, which can be classified into pressure-assisted and pressureless processes, were analyzed. The size and shape of the Ag particles, type of solvent or formulation, type of metal finish, atmosphere, and bonding temperature/time were considered, as typical process parameters. The effects of changes in the parameters on bonding results were compared and analyzed, with a focus on shear strength value and microstructure. Contrary to expectations, recently reported pressureless sinter-bonding results were found to exhibit excellent bonding properties. For example, a bonding strength approaching 35 MPa was reported for pressureless sinter-bonding at 250 °C for 10 min in air. The excellent bonding result can be attributed to the use of an optimal solvent during the preparation of the paste.
1. 서 론
지속가능한 발전을 위해 에너지의 생산 뿐만이 아니라 에너지의 효율적인 사용도 점차 중요하게 고려되고 있으며, 이에 전기 자동차, 철도, 재생 에너지 등의 산업에서 향상된 효율의 전력 반도체 소자가 최근 주목받고 있다. 즉, 기존 Si 소재 기반의 소자 대신 SiC나 GaN와 같은 화합물반도체(wide band-gap, WBG) 소재를 전력반도체 소자로 적용하여 전력의 변환 및 분배 등 전력반도체 구동 과정에서의 에너지 손실을 획기적으로 줄이고자 하는 연구가 전 세계적으로 활발히 진행되고 있다1,2). 특히 WBG 소자에서의 효율 향상은 구동 온도의 향상과 직접적으로 연계되므로 300 °C에 이르는 구동 온도의 구현까지도 궁극적인 목표로 설정된 상황이다2). 이 경우 소자의 접합부 소재로 사용되는 기존 고 Pb 함유 솔더(solder) 합금은 그 융점이 300 °C 남짓한 상황이므로 향후 더 이상 적용이 불가능하기에 이를 대체하는 소재의 개발 및 적용 공정의 개발 연구가 매우 시급한 상황이다. 즉, 소자의 안정적인 고온 구동을 보장하기 위해서는 높은 융점을 가지는 내열성의 금속 소재를 적용하여야 하는데, 이 소재가 제조공정 상 우수한 생산성을 나타내기 위해서는 제한된 접합 공정온도(보통 350 °C 이하) 내에서 빠른 접합 특성을 나타내야 한다. 아울러 접합부는 소자의 구동 중 지속적인 물리적, 기계적 신뢰성을 보유해야 한다3,4).
이러한 고온 동작 및 고발열 소자의 다이 어태치(die- attach)와 관련하여 기존의 솔더링(soldering) 공정은 수분 이내에 접합이 완료되는 빠른 공정 속도와 무가압 공정 특성으로 가장 보편적으로 적용되고 있다. 하지만, 고온의 융점을 가지면서 저가격 및 고신뢰성 특성을 나타내는 솔더 합금으로는 납(Pb)을 고함량으로 포함하는 Pb-5Sn 및 Pb-10Sn 조성이 유일하다. 이에 반해 Pb의 사용을 규제하는 움직임은 전자제품에서부터 궁극적으로 자동차 산업에까지 지속적으로 진행되고 있으며, 아울러 접합온도와 내열온도가 유사한 솔더 소재의 특성상 고 Pb 함유 솔더 합금을 사용한 솔더링 공정은 향후 고온 동작 및 고발열 소자를 위한 궁극적인 접합법이 아니다. 이에 최근 400 °C 이상의 고온에서도 안정적인 접합부 특성이 보고5-7)된 바 있는 무연(Pb-free) 솔더 조성을 사용한 천이액상확산(transient liquid phase, TLP) 접합기술 또한 활발히 연구되고 있으나, 일반적인 솔더링 공정에 비해 너무나 긴 접합시간은 그 상용화에 큰 걸림돌로 작용하고 있다. 아울러 접합부를 구성하는 금속간 화합물(intermetallic compound, IMC)은 진동 및 충격에 매우 취약한 취성 특성을 나타내므로 전기차 전장모듈의 접합법으로는 큰 신뢰성 이슈를 야기시키게 된다. TLP 접합 공정의 가장 우수한 점으로 고려될 수 있는 무가압 접합법 역시 접합기구적으로 볼 때 여전히 불완전한 접합법으로 판단된다. 즉, TLP 접합부의 IMC 상 형성 과정에서는 부피 수축(volume shrinkage) 현상이 필연적으로 발생하게 되는데5), 부피 수축에 의한 보이드(void)의 생성을 억제 또는 제거하기 위해서는 가압 공정이 반드시 필요함이 보고되고 있다7). 접합부에 잔존하는 보이드는 취성의 IMC 층에서 크랙(crack)의 개시 및 빠른 전파 경로로 작용하기 때문이다.
이러한 상황에서 고온 동작 및 고발열 소자의 다이 어태치 기술은 소결접합법으로 급속히 전환되고 있으며, 현재까지 좋은 대안으로 평가받고 있다. 그중 은(Ag) 입자 기반 페이스트를 사용한 소결접합 기술이 가장 먼저 시도되어 일부 제품화가 완료되었고, 지금까지도 접합시간의 단축 및 접합부 신뢰성 평가에 대한 연구가 활발히 진행되고 있다. 이 경우 접합부는 열전도도 및 전기전도도가 가장 우수한 금속인 Ag로 이루어지므로 우수한 방열 접합부를 형성할 수 있으며, Ag의 융점(961 °C) 부근까지도 내열성을 나타내므로 솔더 접합부로는 구현될 수 없는 많은 장점을 얻을 수 있다8,9). 그러나 소결접합 공정은 보통 고상 상태로 진행되므로 공정시간이 길고 가압이 요구된다는 점이 기존 솔더링 대비 큰 단점으로 고려되는 바 이에 대한 개선법들이 최근 주요 연구 내용으로 설정되고 있다. 따라서 본 논문에서는 Ag 페이스트를 적용한 현재까지의 다양한 소결접합 연구 결과들을 정리하고, 각 결과들로부터 알 수 있는 Ag 소결접합 페이스트의 특성에 대해 논의하고자 한다. 각 연구에서의 핵심 공정변수들로는 공정 시 가압 여부와 접합온도 및 접합시간, 페이스트를 구성하는 Ag 입자의 크기 및 모양, 그리고 페이스트 포물레이션(formulation)의 조성 등이 있다.
2. 가압 조건에서의 소결접합
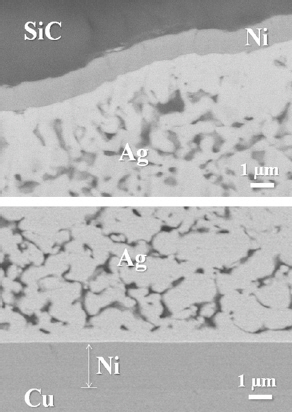
Suganuma 등은 형상과 크기가 다른 Ag 입자들(8 ㎛의 Ag 플레이크(flake) 및 0.3 ㎛의 구형 Ag 입자)과 에틸렌글리콜(ethylene glycol, EG)을 용매로 하여 bimodal 입도의 페이스트를 제조한 후, Au 피니쉬(finish)의 SiC 칩(chip) 및 AlN 기판을 사용하여 가압 소결접합 특성을 분석하였다10). 플레이크에 50%의 0.3 ㎛ 구형 입자를 혼합한 페이스트를 제조한 후, 0.07 MPa의 매우 낮은 압력하에서 대기 중 200 °C와 300 °C에서 30분간 접합을 실시한 결과 접합부의 전단강도는 각각 24 MPa과 41 MPa을 나타내어 우수한 접합강도를 얻을 수 있었다. 소결접합부의 미세조직은 Fig. 1과 같았는데, 연결된 보이드들이 여전히 분포하였으나, 0.3 ㎛의 구형 Ag 입자들은 모두 주변 입자들과 소결되어 큰 입자의 소결 조직과 같이 전이됨을 확인할 수 있었다. 또한 사용된 Ag 입자들은 Au 피니쉬와 균일하게 소결접합된 상하부 접합계면 조직들을 형성하였다. 그 결과 보통의 Ag 소결접합 페이스트 대비 우수한 41 MPa의 전단강도값이 얻어졌는데, 이는 서브마이크론(submicron)급 Ag 입자의 충분한 첨가와 EG 용매의 사용 효과로 분석되었다. 즉, EG 용매는 서브마이크론급 Ag 입자 표면에 코팅된 유기 모노머(monomer)의 제거에 효과적이어서 서브마이크론급 Ag 입자가 낮은 온도에서부터 소결에 참여할 수 있게 도움을 주는 것으로 분석되었다. 따라서 이러한 결과는 필러(filler) 입자가 포함된 페이스트를 사용하는 소결접합 공정에서 접합특성에 큰 영향을 미치는 유기물에 대해 그 사용 및 제거에 주의를 기울어야 함을 암시한다.
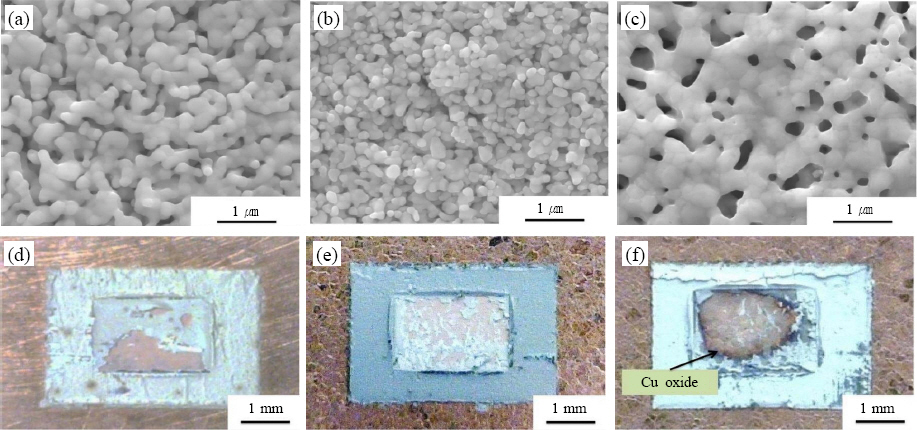
Takata 등은 Ag2O 입자와 환원 특성을 가지는 폴리올(polyol) 용매를 혼합하여 소결접합을 위한 가열 도중 in situ 환원반응에 의한 Ag의 생성 및 소결거동으로 접합을 구현하고자 Ag2O 필러 기반 페이스트들을 제안하였다11). 그들은 Cu 피니쉬 기판 상에 인쇄된 페이스트들을 대기 중에서 특정 온도까지 천천히 승온시키며 폴리올 용매들의 증발을 유도하였다. 이후 페이스트 인쇄 패턴에 Cu 피니쉬 더미(dummy) 칩을 정렬하여 얹은 다음, 칩에 5 MPa을 가해주며 300 °C까지 가열(60 °C/min의 승온속도) 후 5분간 유지하며 소결접합을 완료하였다. 디에틸렌글리콜(diethylene glycol, DEG), 트리에틸렌글리콜(triethylene glycol, TEG) 및 폴리에틸렌글리콜(polyethylene glycol, PEG) 용매를 각각 적용한 결과 PEG를 적용 페이스트가 다소 불균일한 접합부 미세조직 및 큰 보이드 형성 결과를 나타내었음에도 불구하고 가장 우수한 전단강도값(11.6 MPa)을 나타내었는데, 이는 Cu 피니쉬 상에 두꺼운 산화층이 형성되지 않은 원인으로 분석되었다(Fig. 2). 즉, DEG와 TEG 사용 시에는 대기 중 가열에 따른 Cu 피니쉬 상에서의 Cu2O 산화층 생성이 명백히 관찰되었으나(Fig. 2(a) 및 2(b)), PEG 사용 시에는 이러한 산화층이 관찰되지 않았다(Fig. 2(c)). 이는 PEG의 높은 기화온도 등에 따라 PEG가 잔존하면서 Cu 피니쉬의 추가 산화를 막고, 표면 산화층의 환원반응을 유도하기 때문인 것으로 분석된다. 즉, 기판부 Cu 피니쉬 상에 산화층이 생성될 경우 전단시험 시 산화층/Cu 피니쉬 계면부에서 쉽게 파단이 발생하면서 낮은 전단강도값이 측정되었다. 이후 저온에서부터 소결접합 개시온도 직전까지 서서히 용매들을 증발시켜 페이스트의 환원특성을 길게 가져가기 위한 목적으로 7:3 비율로 DEG와 PEG를 혼합한 용매를 적용하여 페이스트의 소결접합 특성을 비교, 분석하였다. 그 결과 PEG만 사용한 경우에서보다 더욱 균일한 접합부 미세구조가 관찰되었으며(Fig. 2(d)), 접합계면에서의 Cu 산화층 형성도 관찰되지 않아 29 MPa에 근접하는 우수한 전단강도값을 얻을 수 있었다. 이상의 결과들은 소결접합 페이스트에 사용되는 용매의 증발 및 환원거동 또한 소결접합성에 큰 영향을 미치는 인자임을 나타내며, Cu 피니쉬 상에 접합 시 PEG와 같은 내열성 및 고온 환원특성을 가지는 용매의 사용이 필요함을 보여준다.
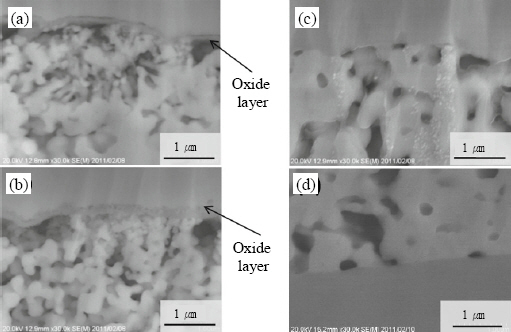
Scanning electron microscopy (SEM) images of Cu finish interfaces after the sinter-bonding at 300 °C for 5 min under the external pressure of 0.07 MPa in air using silver oxide paste mixed with (a) DEG, (b) TEG, or (c) PEG (d) Micro- structure of Cu finish interface using DEG/PEG mixed silver oxide paste11)
Ogura 등은 Ag 페이스트의 이온 마이그레이션(ion migration) 특성을 억제시키기 위하여 나노급 CuO를 첨가한 Ag2O 기반 소결접합 페이스트의 접합특성을 보고하였다12). 즉, 이 페이스트 역시 PEG400의 환원성 용매 및 기타 점성 용매와 함께 서브마이크론∼수 마이크론의 넓은 입도분포를 가지는 다면체형 Ag2O 입자가 주요 필러로 사용되었는데, 대기 중 가열 소결접합 과정에서 Ag2O는 Ag로 환원되며 접합부를 형성하게 된다. PEG400 용매에 Ag2O와 CuO를 무게분율 9:1로 장입한 뒤 균일 혼합하여 복합 페이스트를 제조하였으며, 5 MPa의 가압력 하에서 300 °C에서 5분간 소결접합 시 약 31 MPa의 우수한 전단강도값을 얻을 수 있었다. 파면부 이미지는 Fig. 3과 같았는데, 계면부 소결이 상대적으로 약해서 관찰되는 계면 파괴(interface failure)가 주로 관찰되었다. 사용 페이스트의 열중량-시차열분석(thermogravimetry-differential thermal analysis, TG-DTA) 분석 결과, 150 °C 부근에서 대부분의 PEG가 증발, 제거되는 동시에 Ag2O가 환원되는 현상이 관찰되었으며, 300 °C 부근에서는 잔존 점성 용매가 CuO를 환원시켜 Cu 나노입자들을 생성시킴을 확인할 수 있었다. 따라서 250 °C의 접합온도에서 관찰된 미미한 접합특성이 300°C에서 극적으로 향상되는 원인으로 고온영역에서 환원반응으로 생성된 Cu 나노입자들의 소결 참가를 지적할 수 있었다. 5분간의 짧은 소결시간 조건에서 환원된 Cu 나노입자들에 의한 본격적인 소결접합 거동은 보다 높은 온도에서 관찰되므로 소결온도를 350 °C 및 400 °C로 증가시키는 경우 이에 비례하는 접합강도의 상승 결과를 얻을 수 있음을 확인할 수 있었다. 이상의 결과들은 고속 소결접합을 위한 방안으로 Ag2O를 필러로 사용하는 아이디어와 300 °C 이상의 고온 소결접합용 페이스트에서 소결조제로 CuO의 적극적인 활용을 고려할 필요가 있음을 간접적으로 제시한다.
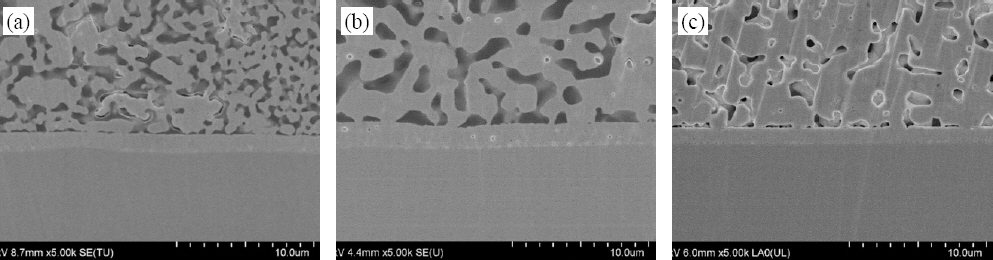
Soichi 등은 Ag 페이스트를 구성하는 Ag 필러의 형상 및 크기와 소자 및 기판의 금속 피니쉬를 변화시키며 이들이 저온 다이 어태치 공정에 미치는 영향을 연구하였다13). 사용된 필러의 크기와 형상은 마이크로급 다면체 입자, 나노급 다면체 입자, 마이크로급 플레이크 입자 및 나노급 두께를 가지는 보다 큰 마이크로급 플레이크 입자로 총 네 가지였다. 소결접합은 0.4 MPa의 외압을 가하며 대기 중 220 °C까지의 온도에서 60분간 진행되었다. 그 결과 소결접합 온도를 상승시킴에 따라 모든 페이스트가 대체적으로 접합강도가 향상되는 결과가 관찰되었으나, 금속 피니쉬로 Cu나 Au를 사용한 경우에서는 어떤 페이스트도 20 MPa에 도달하는 접합강도를 나타내지 않았다. 그러나 Ag 피니쉬를 사용할 경우 마이크로급 플레이크 Ag 입자로 제조된 페이스트가 유일하게 200 °C의 소결접합 온도에서부터 36 MPa에 이르는 높은 접합강도를 나타내었다. 소결접합 후 접합부의 단면을 주사전자현미경으로 분석한 결과 유독 마이크로급 플레이크 입자 페이스트에서만 소결이 활발히 진행되어 가장 극적인 미세조직 변화가 관찰되었다(Fig. 4(c)). 즉, Fig. 4(c)조직에서 Ag 피니쉬/Ag 페이스트 계면의 상당 부분이 접합되어 있고, 플레이크 입자간 보이드의 분율은 상대적으로 가장 적었다. 이와 같이 우수한 소결특성은 다면체 입자에 비해 비표면적이 큰 플레이크 형상과 마이크로급 입도로 인해 입자 표면에 존재하는 분산제의 양이 적정한 점에 기인한 것으로 분석된다. 즉, 플레이크 형상에서 측면부는 나노급에 가까운 서브마이크론급 크기로 높은 표면에너지에 기인한 매우 우수한 소결특성을 나타낼 수 있다. 따라서 이러한 플레이크의 측면부가 주변 플레이크 입자들의 넓은 상, 하부 표면부와 쉽게 접촉하게 되면 빠른 소결이 가능하게 된다. 그러나 Fig. 4(b)와 4(d)에서 관찰할 수 있듯이 나노급 다면체 입자나 나노급 두께의 플레이크 입자를 사용한 경우에서는 예상과 달리 보다 높은 기공율의 조직이 관찰되면서 낮은 접합강도값이 측정되었는데, 이는 지나치게 높은 비표면적으로 그 표면에 보다 많은 양의 분산제가 존재함으로서 소결접합을 위한 가열동안 분산제가 기화되며 기공을 형성하는 것으로 분석되었다. 따라서 만약 분산제가 함유되지 않은 페이스트를 제조하여 동일한 실험을 실시하였을 경우에는 상기와는 다른 필러 종류별 접합강도 결과가 예상된다.

Microstructures of the cross-sections of bondlines in which dummy dies are attached onto Ag-coated Cu substrates at 200 °C for 60 min under the external pressure of 0.4 MPa: (a) Ag micrometer- particle paste, (b) Ag nanoparticle paste, (c) Ag micrometer-flake paste, and (d) Ag nano-thick- flake paste13)
상기 연구결과와 같이 마이크론급 Ag 입자들만 사용하였을 경우에서도 예상과는 달리 빠른 소결특성이 얻어지는 것은 마이크론급 Ag 입자의 대기 중 가열 시 결정립계를 중심으로 Ag-O 액상이 생성되고, 이 액상이 외부로 뿜어지며 나노급 Ag나 Ag2O 입자를 생성하는 nano- volcanic eruption 기구의 도움으로 해석될 수 있다(Ag2O 입자도 온도 상승에 의해 결국 Ag로 환원됨)14). 이에 따라 유사한 마이크로급 크기의 Ag 입자라도 단위 면적당 외부에 노출된 결정립계의 수가 더 많을 수 있는 Ag 플레이크가 다면체형 Ag 입자보다 소결접합에 더 유리한 소재임을 추측할 수 있다.
Jiu 등은 마이크로급 Ag 플레이크(8 ㎛의 평균 지름과 260 nm의 평균 두께)와 0.3 ㎛ Ag 입자를 4-(tert- butyl) cyclohexyl acetate에 HPMDA(1,2,4,5-cyclohexanetetracarboxylic dianhydride)계 혼합 조성 점증제(thickener)를 용해시킨 포물레이션과 혼합하여 페이스트를 제조하고, 그 공정성 및 소결접합 특성을 평가하였다15). 대기 중 0.4 MPa로 가압 하에서 30분동안 Ag 피니쉬 부품들과 소결접합을 실시한 경우 250 및 280 °C의 조건에서 각각 약 22.5 및 80.0 MPa의 높은 접합강도를 나타내었고, 그 접합부 미세조직은 Fig. 5와 같았다. EG 용제를 사용한 동일한 필러 첨가 페이스트와의 비교 실험을 통해 개발된 용제 포물레이션은 shear thinning 특성의 향상을 통한 인쇄성의 개선과 인쇄 패턴의 슬럼프(slump)가 억제되는 장점을 제공하였고, 다소 향상된 소결접합 특성을 나타내었다. 이러한 결과는 대기 중 소결과정에서 과도한 산화가 일어나지 않는 Ag 입자 기반 페이스트를 사용하여 가압 접합하는 공정이라도 적용되는 용제의 포물레이션이 소결접합 특성에 직접적인 영향을 미침을 암시한다.
Nishikawa 등은 Fig. 6에서 보이는 것과 같이 밤송이 형상의 은 입자(평균 직경: 3 ㎛)들을 글리콜에테르(glycol ether) 기반의 용매와 SiO2 입자들과 혼합하여 페이스트를 제조하고, 10 MPa의 가압 조건에서 300 °C로 10분간 소결접합하여 그 접합특성을 분석하였다16). 소결접합 과정에서는 130 °C에서 5분간 무가압 예열(pre-heating) 단계를 삽입하였다. 그 결과 대기 중 Cu 피니쉬 부품 사용 조건에서는 15 MPa에 근접하는 접합강도가, 무전해 니켈/침지 금(electroless nickel immersion gold, ENIG) 피니쉬 부품 사용 조건에서는 30 MPa에 근접하는 접합강도가 각각 측정되었다. 분위기를 질소로 바꾼 경우에서는 Cu 피니쉬 부품 사용 시 20 MPa을 상회하는 접합강도가, ENIG 피니쉬 부품 사용 시에서는 30 MPa의 상회하는 접합강도가 각각 측정되어 대기 중 상황보다 더욱 우수한 접합부가 형성됨을 관찰할 수 있었다. 이러한 결과들은 Ag계 소결접합 페이스트의 대기 중 소결접합 시 Cu 피니쉬의 산화 억제에 대한 확실한 방안이 없다면 Au와 같은 내산화 피니쉬의 부품을 사용하는 것이 바람직함을 알려준다. 아울러 밤송이 형상과 같이 표면적이 매우 발달하여 소결에 유리한 형태를 마이크로급 입자로 제조하여 사용할 경우 고속의 소결접합이 가능함이 제시되었는데, 실제 소결접합 시간이 수분 수준으로 향상될 경우 컨베이어 라인을 사용한 연속 소결접합 공정이 가능할 것으로 예상되어 기존 소결접합 공정의 판도 변화가 가능하다.

3. 무가압 조건에서의 소결접합
칩의 소결접합을 무가압 조건에서 진행할 수 있다면 접합공정은 매우 단순해지며, 가압을 위한 부가적인 장치 투자도 크게 감소시킬 수 있다. 아울러 컨베이어 라인 적용 시 공정을 멈추지 않고 연속 소결접합을 진행할 수 있어 제조라인의 안정적 구동과 함께 생산성 향상을 도모할 수 있다(물론 무가압으로 인해 소결시간이 크게 길어질 경우 오히려 생산성이 악화될 수도 있음). 따라서 이와 같은 이점들로 인해 무가압 소결접합은 궁극적인 소결접합 기술로 연구되고 있다17).
Zhang 등은 평균 직경 6 ㎛급의 Ag 플레이크와 서브마이크론급(300 nm) Ag 입자를 1:1로 배합하여 페이스트를 제조하는 과정에서 CELTOL-IA라는 에테르 타입(ether-type) 용매를 사용하였다18). Ag 피니쉬 칩 및 기판을 사용하여 대기 중 250 °C에서 10분간의 무가압 소결접합을 실시한 결과 Fig. 7의 접합부 미세조직과 함께 35 MPa에 이르는 우수한 전단강도값을 얻을 수 있었다. 이후 250 °C에서의 대기 중 시효(aging) 시 약 100시간까지는 전단강도값이 약 30 MPa 수준으로 감소하나, 1000시간의 시효 후에는 37.5 MPa 수준까지 오히려 전단강도값이 증가하는 결과가 관찰되었다. 시효 후 이러한 전단강도값의 증가 현상은 솔더 합금 접합부에서는 좀처럼 관찰되지 않는 소결접합부의 장점으로 판단된다. 무가압 소결접합 조건임에도 불구하고 10분만에 35 MPa의 우수한 접합강도가 얻어진 예외적인 결과에 대해 그 원인들이 전혀 제시되지 않았으나, 특수한 용매를 사용한 페이스트 포물레이션의 최적화가 그 원인으로 파악된다.

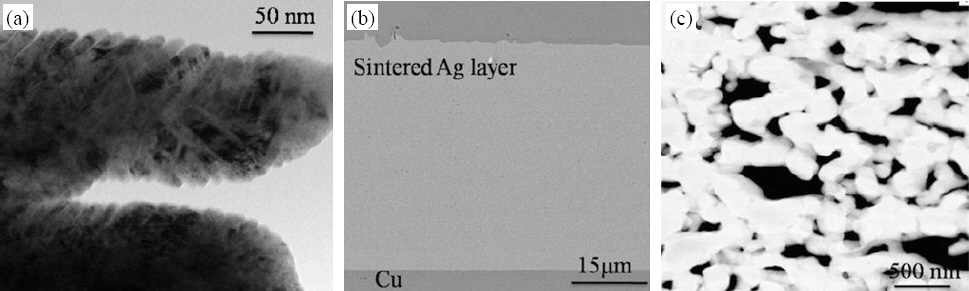
Wang 등은 수백 나노급 Ag 나노입자를 사용한 물 기반의 페이스트를 이용하여 대기 중 200 °C의 온도에서 60분간 소결접합을 진행하였다19). 직접 제조한 Ag 나노입자는 Fig. 8(a)의 형태로 citrate의 유기물 껍질(shell)로 감싸지게 되는데, 이 유기물은 약 200∼230 °C에 걸쳐 분해되는 특성을 보였다. Ag 피니쉬 부품들과의 접합 후 단면 조직은 Fig. 8(b) 및 8(c)와 같은데, 측정된 접합강도는 25(±5) MPa 수준으로 우수했으며, 소결접합부의 열전도도는 74 W/K m로 측정되었다. 저자들은 나노 Ag 입자들에 흡착되어 있는 유기물들이 완전히 분해되는 온도(230 °C)보다 낮은 접합온도(200 °C)에서 접합이 완료된 사실로부터 입자 표면에 유기물 성분이 잔존하고 있더라도 입자와 유기 리간드간의 화학적 결합만 깨뜨린다면 성공적인 무가압 소결접합이 가능하다고 주장하였다. 해당 페이스트에 의한 무가압 소결접합은 입자 표면에 평균 20 nm 크기의 미세 돌기가 형성된 옥수수 형상의 수백 나노급 Ag 입자의 사용에 의해 가능한 것으로 주장되었다. 이와 같은 결과는 입자 자체의 크기는 서브마이크론급(페이스트 제조를 위한 혼합공정이 나노급 입자들보다 수월함)이나 그 표면이 나노급 입자와 같은 형상을 나타내는 필러 소재가 무가압 소결접합을 위한 필러 소재로 적합할 수 있음을 암시한다.
앞서 언급된 바와 같이 칩과 기판의 금속 피니쉬로 Cu를 그대로 사용할 경우에는 대기 중 소결접합동안 Cu 표면의 산화에 의한 문제를 고려하여야 한다. 즉, Cu 층의 산화는 페이스트 내 Ag 입자들과의 소결을 방해하여 계면 파괴의 문제를 발생시키기 때문이다. Zheng 등은 표면에 유기물 리간드를 가지는 Ag 나노입자(입도:〈50 nm), 유기용매, 바인더(binder), 표면활성제(surfactant) 및 시너(thinner) 등이 배합된 페이스트 제품을 사용하여 다양한 소결접합 분위기에 따른 Cu 피니쉬 Si 칩과 DBC(direct-bond copper) 기판간의 접합 특성을 분석하였다20). 접합온도까지의 가열시간은 80분에 이르렀고, 접합온도에서의 유지시간은 10분이었다. 그 결과 280 °C에서 포밍 가스(forming gas, 4 vol% H2가 함유된 N2), 순수 N2 및 1%의 O2 함유된 N2 분위기를 적용하여 접합할 경우 칩의 전단강도값은 각각 약 45, 34, 25 MPa을 나타내어 환원성 분위기가 가장 우수한 소결접합 성능을 부여하는 반면 산화성 분위기는 Cu 피니쉬 부품의 소결접합에 가장 악영향을 미침을 확인할 수 있었다. 260 °C에서 소결접합 시 전단강도값들은 전체적으로 감소했으나, 분위기 종류에 따른 순위는 동일하였다. 아울러 소결접합 페이스트의 색관찰을 통해 순수 질소에 비해 H2의 첨가는 페이스트 내 바인더 성분의 제거에 보다 효과적임을 검증할 수 있었다. 연소에 의한 바인더 성분의 제거는 사실 산소가 개재된 분위기의 사용 시 가장 활발히 일어난다. 그 결과로 순수 N2 및 1%의 O2 함유된 N2 분위기의 적용 시 바인더 성분의 효과적인 제거로 Ag 입자간의 소결이 가장 향상된 결과(Fig. 9(c))를 확인할 수 있었다. 아울러 순수 질소를 사용할 경우에서는 바인더 성분의 제거가 가장 잘 이루어지지 않아 소결이 거의 진행되지 않은 결과(Fig. 9(b))가 관찰되었다. 그러나 그 파면을 관찰해보면 다른 분위기 적용 시편들과는 달리 1%의 O2 함유된 N2 분위기 적용 시편만이 접합 계면에서 Cu 산화물이 형성되었고, 파면 형성 후 Cu 산화물부가 많이 노출되어 있음을 알 수 있었다(Fig. 9(f)). 이는 계면 파괴가 전단강도값의 감소에 큰 영향을 미치고 있음을 내포하는데, 즉 Ag 입자들간의 소결정도에 상관없이 Cu 피니쉬의 산화가 소결접합부의 접합강도 특성에 큰 영향을 미침을 다시 한번 검증하는 결과이다.
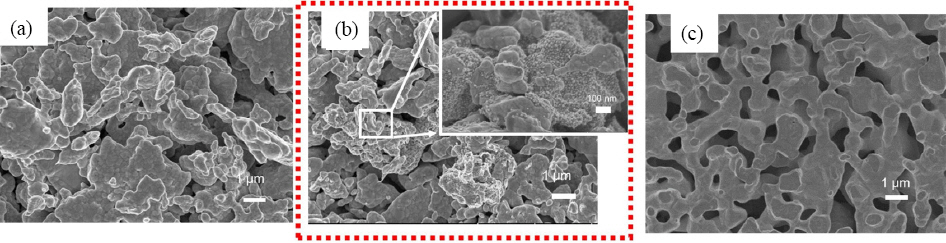
Zhang 등은 Ag 플레이크(평균 직경: 6 ㎛)에 Ag2O (직경: 2-3 ㎛)를 5∼20 wt% 비율로 혼합하고, CELTOL- IA 용매를 사용하여 제조한 페이스트의 대기 중 저온 무가압 소결접합 특성을 분석하였다21). 이러한 조성의 페이스트는 앞서 언급된 바와 같이 소결접합을 위한 가열 도중 Ag2O의 환원반응으로 생성되는 극미세 Ag 입자들의 월등한 소결특성을 이용하므로 170 °C의 저온 조건에서도 무가압 소결접합이 가능하다. 그 결과 180 °C에서 45분간 소결접합 시 5% Ag2O 첨가 페이스트에서 25 MPa을 상회하는 전단강도값이 측정되었고, Ag2O 첨가량을 10%로 증가시킬 경우 42.3 MPa에 이르는 매우 우수한 전단강도값이 관찰되었다. Ag2O 10% 페이스트의 경우 접합시간을 30분으로 줄이는 경우에도 약 30 MPa의 우수한 전단강도값이 관찰되었다. 첨가된 Ag2O는 가열 도중 CELTOL-IA에 의해 미세한 나노 Ag 입자로 환원되며, Fig. 10(b)에서 관찰할 수 있듯이 마이크로급 Ag 플레이크 표면에 형성된다. 이러한 나노입자는 큰 비표면적값과 높은 표면에너지로 인하여 주변 입자들과의 소결에 매우 유용한 성분으로 작용하여 낮은 온도에서도 우수한 소결특성을 나타내며, 궁극적으로 이웃한 마이크로급 플레이크들간을 서로 연결하는 확산 경로의 역할을 수행하게 된다. 이러한 결과는 Ag2O의 첨가가 저온 소결접합 및 무가압 소결접합에 매우 효과적인 방법임을 잘 보여준다.
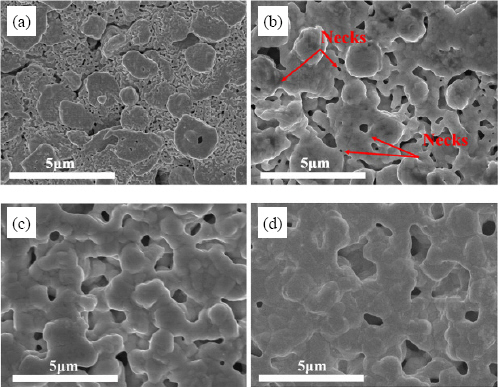
Li 등은 순수 Ag계 bimodal 입도 페이스트의 소결접합 거동을 자세히 관찰하였다22). 마이크로급 다면체형 Ag 입자(1-5 ㎛, 평균 직경: 2.8 ㎛)와 유기물 껍질을 가지는 Ag 나노입자(20-100 nm, 평균 직경: 52 nm)를 각종 유기물 성분과 혼합하여 페이스트를 제조한 후, Cu 피니쉬 칩과 DBC 기판간을 무가압 소결접합시켰다. 접합을 위한 온도 프로파일(profile)은 대기 중에서 5 °C/min의 승온속도로 가열한 후 200∼300 °C에서 20분간 유지하는 것으로 설정하였다. 대기 중 접합 시 200 °C에서도 약 20 MPa을 상회하는 전단강도값이 측정되었으며, 230 °C에는 약 36.5 MPa의 전단강도값이 관찰되었다. 접합온도에 따른 접합부의 미세조직 변화는 Fig. 11과 같았다. 소결 초반에 주변 Ag 마이크로입자들 및 나노입자들과 물리적인 접촉을 하던 Ag 나노입자들은 표면 확산을 통해 상대적으로 약한 소결결합(Fig. 11(a))을 이룬다. 이후 온도가 보다 상승하면서 페이스트 속의 유기물 성분은 점차 분해, 제거되나, 열적 활성화된 잔존 유기물 성분의 도움을 받는 마이크로 입자의 표면 및 나노입자의 표면 또는 상당부는 순간적으로 용융되면서 급격한 소결이 진행되며, 이를 통해 모든 입자들이 전체적으로 소결된 완전히 다른 미세조직(Fig. 11(b))이 형성된다. 이후부터는 결정립계(grain boundary) 확산 및 체확산(lattice diffusion)이 지배적으로 이루어지면서 소결조직은 더욱 견고해지며, 접합부 내 기공률은 지속적으로 감소(Fig. 11(c) 및 11(d))한다. 칩과 기판의 금속 피니쉬들은 Cu이므로 접합온도의 상승에 따라 계면부에서 점차 많은 Cu 산화물이 관찰되었으나, 다른 실험 결과들과는 대조적으로 생성되는 Cu 산화물층은 접합부의 접합강도에 큰 영향을 미치지 않았다. 이러한 연구 결과들은 유기물 기반의 효과적인 Ag 페이스트 포물레이션이 Cu 피니쉬의 산화와 같은 문제점도 극복할 수 있음을 보여준다.
소결접합 후 전단시험 시 파면의 상당수가 접합부 내부 파괴(coherent failure)가 아닌 계면 파괴임을 고려할 때 기판 및 칩의 금속 피니쉬에서의 표면 요철정도는 접합강도에 영향을 미치는 매우 중요한 인자이다. 이에 Wang 등은 서로 다른 표면 거칠기를 가지는 Cu 피니쉬 기판을 사용한 무가압 소결접합 후 접합강도 및 파면과의 연관성을 연구하였다(Si 칩은 Ag 피니쉬였으며, 매끄러운 표면이었음)23). 사용된 Ag 필러의 평균 입경은 0.6 ㎛였고, 소결접합은 대기 중 250 °C에서 10분간 진행되었다. Fig. 12는 Cu 피니쉬부의 표면 거칠기에 따른 접합강도값 결과이다. 표면 거칠기를 산술 평균값(Ra 값)과 최대 요철깊이값(Rz 값)으로 고찰한 경우 소결접합 후 칩의 전단강도는 특정 거칠기 수준에서 최대값을 나타내었다(Ra 값은 0.65 ㎛, Rz 값은 5.66 ㎛). 즉, 표면이 매끄러운 상태에서부터 점차 거칠어질수록 페이스트/메탈 피니쉬 계면에서의 실제 접촉면적의 증가 및 기계적 interlocking 효과로 전단강도값이 향상되면서 50 MPa에 이르는 매우 우수한 전단강도값이 측정되었다. 그러나 표면 요철의 정도가 임계 수준을 넘어설 경우 페이스트가 요철의 계곡 부분들에 접촉되지 않는 인쇄 결과가 발생할 확률이 높아지고, 소결과정에서 피할 수 없는 Ag 입자들간의 부피 수축(volume shrinkage) 현상이 요철의 계곡 부분들에서는 피니쉬와의 미소결부 형성 결과로 이어지므로 전단강도값이 점차 감소하는 결과가 관찰되었다. 일례이기는 하나 Cu 피니쉬의 표면 거칠기 증가에 따른 소결접합 계면의 미세조직 구조 변화는 Fig. 13과 같았는데, 표면 거칠기가 증가함에 따라 페이스트/메탈 피니쉬 계면에서 요철의 계곧 부분들 중심으로 미접합(debonding) 영역이 존재함을 관찰할 수 있었다. 이러한 결과들은 소결접합에 사용되는 페이스트 내 필러 입자 크기와 접합될 메탈 피니쉬의 표면 요철간의 적합성이 접합강도값을 2배 이상 증가시킬 수 있음을 보여주며, 필러 입자 크기보다 다소 큰 Ra 값 수준으로 금속 피니쉬의 요철을 관리하여 사용하는 것이 바람직함을 암시한다.

Relationship between die-shear strength and surface roughness after the pressureless sinter-bon- ding at 250 °C for 10 min in air using Ag paste: (a) arithmetical surface roughness (Ra) and (b) maximum roughness depth (Rz)

Zhang 등은 최근 마이크로급 Ag 플레이크와 서브마이크론급 구형 Ag 입자를 CELTOL-IA 용매와 혼합하여 제조한 bimodal 입도 Ag 페이스트를 사용하여 Cu 기판와 더미 Cu 칩간의 60분간 대기 중 무가압 소결접합을 실시하였다24). 그 결과 250 °C에서의 소결접합 시 30 MPa에 이르는 전단강도값이 측정되었다. Fig. 14의 접합부 미세구조로부터 예측할 수 있듯이 이보다 낮은 온도에서는 충분하지 않은 소결(특히 계면부에서)로 전단시험 후 계면 파괴가 관찰되었고, 이보다 높은 온도에서는 Cu 피니쉬의 과도한 산화로 전단시험 시 Cu 산화층과 Cu 피니쉬부 계면이 파단되는 현상이 발생하였다. 또한 본 연구에서는 Ag 소결체와 Cu 피니쉬와의 접합 원리를 투과전자현미경 관찰 이미지 등의 증거를 가지고 제시하였는데, 마이크로급 Ag 플레이크와 서브마이크론급 구형 Ag 입자로부터 생성되는 Ag 나노입자들이 소결접합을 위한 가열 중 Cu 피니쉬 표면에 생성되는 Cu2O 나노입자와 결합되면서 대기 중 Cu 피니쉬와의 소결접합 후에도 우수한 전단강도값이 얻어질 수 있음을 주장하였다. 마이크로급 Ag 및 서브마이크론급 Ag 입자로부터 Ag 나노입자들의 생성은 앞서 언급된 nano-volcanic eruption 현상에 기인한 것이다.

4. 결 론
본 논문에서는 고온의 작동온도에서도 안정적인 기계적 특성을 유지하고, 우수한 방열특성을 나타내는 다이 어태치 접합부 형성 소재로 소결접합용 Ag 페이스트들을 고찰하였고, 이를 사용한 소결접합 공정들의 특성들에 대해 논의하였다. Ag 페이스트를 사용한 소결접합 연구 동향은 과거 가압소결 공정 중심으로 연구가 진행되었으나, 최근 공정의 복잡성 및 비용 증가를 제거시키기 위해 무가압 소결접합 연구로 점차 발전되고 있다. 이러한 상황에서 CELTOL-IA와 같은 효과적인 환원성 용매의 개발 및 적용은 무가압 소결접합 조건에서도 우수한 접합특성을 얻을 수 있는 핵심 기술로 고려된다. 그러나 실제 산업 현장에서의 무가압 소결접합 결과들에서는 20 MPa보다 낮은 전단강도값이 측정되고, 그 편차도 매우 심한 것으로 알려지고 있는데, 이는 페이스트의 인쇄 패턴 표면에 칩 후면 금속 피니쉬를 최대한 밀착시키는 공정이 요구됨을 의미한다. 따라서 다이 어태치 공정의 안정적인 수율 확보를 위해서는 페이스트 인쇄 패턴 상에 칩을 올려놓는 수준이 아닌, 약한더라도 가압력을 동반한 칩의 전사법이 필요하며, 결국 짧은 시간동안 가압하면서 칩을 전사하고 무가압 열처리가 이어지는 소결접합 공정으로 발전할 가능성이 높음을 예상할 수 있다. 아울러 Ag 입자 기반 페이스트 소재는 높은 가격으로 인하여 상용화 및 저변 확대에 큰 부담이 지속되고 있는 상황이므로 Ag 이외의 금속 소재, 즉 Cu 입자 기반의 소결접합 소재의 개발 및 적용에 대한 활발한 연구도 점점 큰 관심을 끌어들이고 있다.
Acknowledgements
이 연구는 서울과학기술대학교 교내 학술연구비 지원으로 수행되었습니다(2019-0429).