적층 쉘 요소를 이용한 대형 강판의 절단 열 탄소성 해석
Thermal Elasto-Plastic Analysis of Large Steel Plate Cutting Using Layered Shell Elements
Article information

Abstract
In this study, plasma cutting deformation of a large plate was simulated by applying a thermal elasto-plastic analysis technique using a layered shell elements. First, plasma cutting heat source model was proposed based on double Gaussian distribution model. And the proposed heat source model was compared with the experimental results through heat source parameter tuning. In addition, by applying the adaptive element division technique, we increase the heat flux input accuracy for the heat source concentration in a cutting area. And by applying the element de-activating technique, it was possible to simulate the melted part extinguished by cutting. Thermal elasto-platsic analysis of cutting of large plates was performed using the developed heat source model. To this end, layered shell element was used, and heat flux was applied to each layer of the layered shell element to improve the accuracy of analysis. The analysis result was compared with the experimental result to confirm the analysis accuracy. Through the analysis results, the occurrence of rotational deformation and bending deformation that affect the dimensional quality of large plates was verified, and its validity was reviewed by comparing them with the experimental measurement results.
1. 서 론
선박의 건조 과정에서 강재의 절단은 첫 번째 공정이며, 선박의 치수 품질 관리의 측면에서도 첫 번째 공정이 된다. 절단 공정에서 발생하는 각종 열 변형 및 잔류 응력들은 후 공정인 조립 단계에 오차 및 추가 작업을 발생시키는 주요한 원인이 되기도 한다. 절단 공정에서의 잔류 변형은 자동 용접이 많이 적용되는 소조립, 중조립 공정의 용접 접합부의 치수 불균일을 유발시키고, 이로 인해 자동화율이 저하되고 품질 실패 비용이 가중되는 문제를 발생시킨다. 또한 후 공정에서 발생할 수 있는 각종 열 수축 변형량을 사전에 반영하는 수축 마진량도 후 공정에 부정확하게 반영되게 되므로, 결과적으로 선박 건조 전체에서의 품질 실패 비용 발생을 유발하게 된다. 이러한 이유로 인해 절단 공정에서의 치수 오차 발생 제어는 치수 품질 관리의 첫번째 단계로 매우 중요한 관리 지점이 된다. 이를 위해 절단 공정에서 발생하는 열 변형에 관한 메카니즘을 분석하고 예측하며, 나아가 절단 열 변형을 사전에 방지할 수 있는 기술의 개발이 반드시 필요하다. 절단 공정은 크게 두께 30mm 이상의 후판을 절단하는 가스 절단 공정과 그 이하의 두께를 절단하는 플라즈마 절단 공정으로 구분할 수 있다. 본 연구에서는 선체 블록 주판의 대부분의 두께를 차지하는 30mm 이하 두께의 주판 절단 변형을 검토하기 위해 플라즈마 절단에 의한 열 변형 모사 방법에 관하여 연구를 진행하였다.
조선업에서 사용되는 후판의 플라즈마 절단 열 변형에 관련한 연구는 앞선 많은 연구자들에 의해 검토되어 왔다. 앞선 연구는 크게 절단 열원 개발에 관한 연구, 절단 열 변형 및 잔류 응력에 관한 연구, 절단 품질 확보를 위한 공정 파라메타 제어에 관한 연구, 레이저 절단 등 고밀도 정밀 절단 공정 개발에 관한 연구 등으로 구분할 수 있다.
절단 열원에 관한 연구로는 Lee(1996)의 연구와 Lho(1987)의 앞선 연구가 있었다. Lee(1996)는 플라즈마 절단 과정을 모사하기 위하여 가우시안 열원 분포를 제안하였다. 열원 분포의 정확성을 위하여 전체 분포에서 일부 영역에서의 분포를 가정하여 사용하였다. 플라즈마 절단 열원을 모사한 첫번째 연구로 가우시안 분포가 절단 열원을 모사하는데 적합함을 보여주었다. Lho(1987)의 연구에서는 수치적인 열원 모델을 제안하였으며, 역시 가우시안 열원 분포를 사용하되, 입열 효율을 조절하여 절단 후 단면 형상의 열영향부를 정확히 예측하는 기법을 제안하였다. 절단 입열 모델의 정확성을 단면 열영향부로 판단하는 방법을 제안하였으며, 실험 결과와 비교할 수 있는 적합한 방법으로 판단된다. 절단 변형 및 잔류 응력에 관한 연구는 Ueda (1994)의 연구가 있었다. 절단에 의해 발생하는 변형 양상을 다양한 기준으로 분석하였으며, TMCP강에 초기 존재하는 잔류응력이 절단 변형에 미치는 영향을 분석하였다. 절단에 의해 발생하는 회전변형, 굽힘변형, 수축변형 등 다양한 변형 발생 현상을 유한요소 해석법을 응용하여 체계적으로 분석하였다. 다만 대형 판이 아닌 시험편 단위의 작은 판에 대한 열변형 및 잔류응력을 해석적으로 검토하였다. 그리고 최근에는 레이저 절단 등 고밀도 열원을 이용한 정밀 절단 방법에 관한 연구가 진행되고 있다. 다만 현재는 절단 공정 개발에 관한 연구가 주된 연구 방향이며, 고밀도 열원으로 절단 잔류응력 및 변형량이 적다고 알려져 있어서 레이저 절단에 의한 열변형 관련 연구는 많이 수행되고 있지 않다.
이상의 많은 연구 결과들로 인해 절단 공정에 대한 이해와 절단 공정에서 발생하는 열 변형에 대한 이해가 진행되어 왔다. 그러나 이전의 연구들은 계산 시간과 비용의 제약으로 인해 주로 작은 판의 거동에 대해 검토되어서, 실제 선박 건조에 사용되는 대형 판에 적용하기에는 어느정도 한계점이 존재하였다. 또한 유한요소 해석법을 적용한 경우에도 열 변형 발생에 대한 메커니즘 연구보다는 절단 공정 자체에 대한 근사적 모사에 집중하여, 산업체에서의 실제 활용에는 일부 제약이 있었다. 이에 본 연구에서는 기존 연구에서 검토되지 못하였던 대형 판의 절단에 의한 열 변형을 유한요소 해석 기법을 통해 검토 할 수 있는 방법을 연구하였다. 이를 통해 절단에 의해 발생하는 열 변형을 정량적으로 예측하고 실험값과 비교하여 계산 방법의 타당성을 검증하였다. 대형 판의 절단 열 변형 해석 기법의 정립을 위해 플라즈마 절단 해석을 위한 열원 모델을 제안하였고, 구성된 열원 모델을 적층 쉘 요소에 적용하여 대형 판의 절단 열변형 발생 과정을 모사하였다.
2. 절단 열변형 해석 기법 정립
2.1 절단 열원 모델 구성
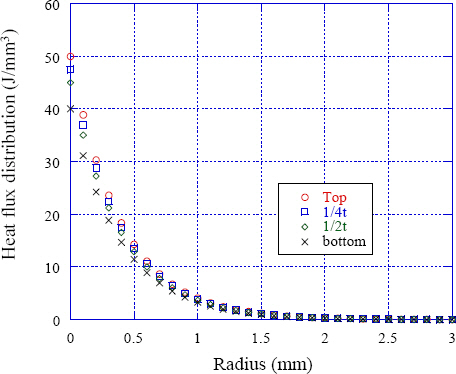
절단 열원 모델의 구성을 위하여 기존 Lee(1996)의 연구와 Tsuji(1987)의 연구에서 검토되었던 가우시안 모델과 더블 가우시안 모델의 적합성을 함께 검토하였다. Tsuji(1987)의 연구에서는 열원 모델을 절단 공정의 모사를 위해 사용하지는 않았고, 곡판 성형을 위한 열간 가공 열원 모델 개발을 위해 사용하였다. Lee (1996)가 제안한 가우시안 열원 모델은 수식1과 같이 구성된다. 여기서qmax는 최대 열량을 나타내고, γ 는 열원의 집중도를 나타내는 계수로써, 앞선 연구에서 사용된 2.5의 값을 그대로 사용하였다. R 은 열원 중심부에서의 거리를 나타낸다. 일반적인 플라즈마 절단에서 사용되는 전류 및 전압, 절단 속도의 조건에서 최대 열량은 수식2와 같이 정의할 수 있다. 일반적인 플라즈마 절단에서 사용되는 전류, 전압 조건은 Table 1에 나타내었다. 기존 연구는 표면에서의 heat flux만 가정하였는데, 본 연구에서는 강재의 두께 방향으로의 열원 분포 정확도를 높이기 위해, 두께 방향으로도 일정 비율로 heat flux를 직접 입력하는 기법을 제안하였다. 실제 플라즈마 절단의 경우 열원이 두께를 관통하는 방식으로 작용하므로 해석 결과의 정확성을 높이기 위해 두께 방향으로 열원을 입력하는 것은 타당한 방법으로 판단된다. 두께 방향의 heat flux 분포는 수식3과 같이 정의하였다. 이를 이용하여 절단 열원 중심부로부터의 열원 분포를 도식화하면 Fig. 1과 같이 나타내어진다. Fig. 1의 분포에서 관찰 할 수 있듯이 열원 중심부로부터 거리가 멀어질수록 입열량 분포가 급속도로 작아지는 실제 현상을 고려했을 때, 열원의 중심부 집중 현상을 유사하게 모사하고 있다. 기존 연구에서는 열원의 일부분만 사용하는 기법을 선택하였으나, 열원 중심부에서 3mm 이상 떨어진 곳에서는 열원의 값이 0에 가까우며, 실제 절단되는 부재에서 관찰되는 용융부의 폭과 유사하므로 전체 모델을 그대로 적용하여도 문제는 없을 것으로 판단된다.

Working condition of plasma cutting
Heat flux distribution of gaussian model
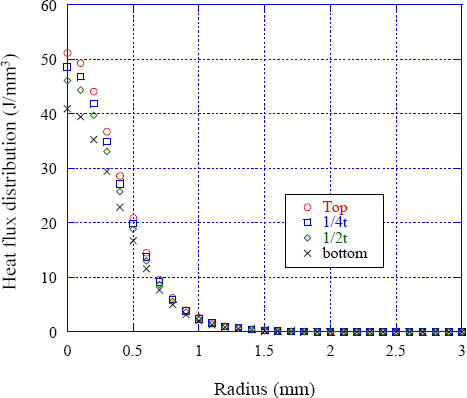
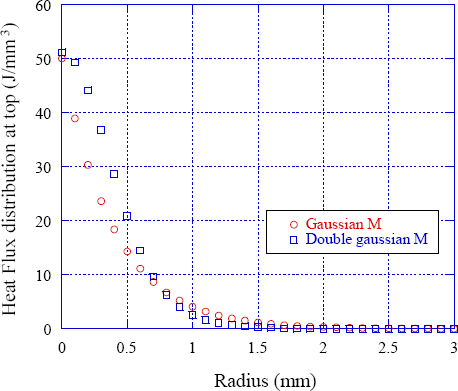
본 연구에서는 Tsuji(1987)가 제안한 더블 가우시간 열원 모델도 함께 검토하였다. 더블 가우시안 모델은 기존 연구에서 가스 토치 화염의 열원을 모사하기 위해 제안된 모델로써, 중심부에 좀 더 열원이 집중되는 열원 모델의 구성에 유리하여 플라즈마 절단 열원을 좀 더 근사하게 모사할 수 있을 것으로 기대된다. 기존 연구에서 제안하는 더블 가우시안 모델은 수식 4와 같이 나타낼 수 있다. 더블 가우시안 모델에서는 1차 화염과 2차 화염의 반경을 지정해주어야 하며, 이는 절단된 시험편의 단면을 분석하여 계산하였다. 본 연구에서는 R1의 값을 1.2, R2의 값을 2.0으로 초기 값으로 지정하였으며, β는 0.2로 가정하였다. 더블 가우시안 모델을 이용하여 heat flux의 분포를 도식화하면 Fig. 2와 같이 나타낼 수 있다. Fig. 1에서의 가우시안 모델에서의 결과와 정성적으로 유사한 형태의 열원 분포가 나타나지만, 열원이 집속되는 중앙 부분에서는 값이 큰 차이를 나타내고 있다. 즉, 최대 입열량은 동일하더라도 더블 가우시안 분포가 열원이 집속되는 구간에서는 최대 50%의 입열을 더 가할 수 있다. 이러한 차이로 인해 침투성 열원인 절단 열원 모델의 모사에 더블 가우시안 모델이 더 유리할 것으로 판단된다. 또한 더블 가우시안 모델은 열원 모델의 파라미터인 R1 및 R2의 값을 조정하여 분포 형상을 좀 더 자유롭게 조절할 수 있으므로 가우시안 모델에 비해 적용 관점에서 유연성이 좀 더 높을 것으로 판단된다. 두 열원 모델의 표면에서의 열원 분포를 동시에 도식화하여 Fig. 3에 나타내었다. 플라즈마 절단에서는 통상 폭 6~10mm 정도가 열원에 의해 녹아서 없어진다. 따라서 열원 모델 또한 3~5mm 이내에 집중되어야 하며, 더블 가우시안 모델은 이러한 현상을 잘 모사할 수 있을 것으로 판단된다.
Heat flux distribution of double Gaussian model
Comparison of heat flux distribution of gaussian model with double gaussian model
2.2 모재의 재료 물성치
Fig. 4와 5에는 절단 과정을 열탄소성 해석으로 모사하기 위해 입력된 재료 물성치를 나타내었다.
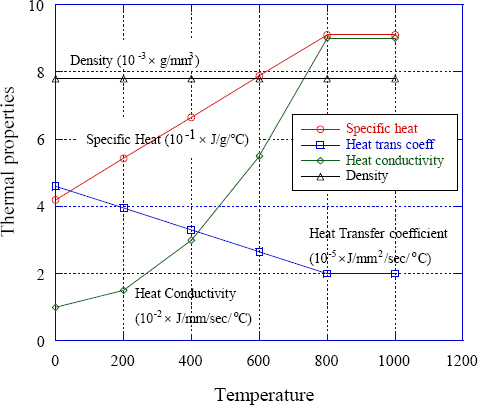
Thermal material properties

Mechanical material properties
2.3 절단 과정 모사를 위한 요소망 분할 및 비활성화 기법
절단 과정을 모사하기 위해서는 절단 열원의 이동, 절단 열원에 의한 입열 부위의 온도 상승 및 플라즈마 분출 압력에 의한 용융부위 탈락 현상을 구현할 수 있는 테크닉이 필요하다. 절단 열원의 이동을 위해 앞서 구성한 열원 모델식에 시간에 따른 이동을 고려하여 이동 열원 모델을 구성하였다. 해석 대상인 대형 강판은 수~수십미터에 이르는 큰 사이즈이지만 상대적으로 열원이 투입되는 부분은 매우 좁은 영역이된다. 이러한 경우 요소망 생성 시 열원 입력부 주변으로는 매우 작은 크기의 요소망을 구성해야하고, 그 이외의 영역에서는 해석의 효율성을 높이기 위해 상대적으로 큰 크기의 요소망을 구성해야한다. 열원의 이동에 따라 입열부에서는 heat flux의 입력으로 온도가 상승되는데, 용융에 가까운 온도값이 계산되면서 요소망의 크기가 큰 경우 요소망의 노드간에 온도 구배가 높아져서 수렴성이 나빠진다. 요소망의 크기를 줄이면 수렴성은 높아지지만 반대로 계산 시간이 과도하게 소요되는 문제가 발생할 수 있다. 이러한 문제를 해결하기 위해, 일정 온도 구배 이상이 발생하면 노드를 자동 분할(adaptive element dividing)하는 테크닉을 구성하였다. 이를 통해 열원이 입력되는 부분에서만 작은 사이즈의 요소망을 유지하고, 아직 절단 열원이 통과하지 않은 절단 예정 부위를 포함하여 나머지 영역에서는 큰 사이즈의 요소망을 유지하여 계산 시간의 급격한 증가를 막을 수 있게 된다. Fig. 6에 온도 구배에 따른 요소망 분할 테크닉을 적용한 계산 예를 나타내었다. 이러한 테크닉은 절단에 따른 용융부위 탈락 현상을 구현하는 테크닉과 함께 적용하여 계산 시간을 많이 줄일 수 있다. 절단을 위해 철판이 용융 온도까지 상승하면 플라즈마 분출 압력에 의해 탈락되므로 용융온도에 다다르면 요소망을 탈락(adaptive element deactivation)시키는 테크닉을 구성하였다. 이러한 테크닉이 적용된 예를 Fig. 6의 오른쪽에 나타내었다. 이 테크닉은 두가지 장점이 있는데, 첫번째 장점은 앞서 기술한 바와 같이 계산 시간을 줄여주는 효과가 있고, 두번째 장점은 실제 절단에 의해 절단 부위가 이탈되면서 절단 부재의 강성이 약해지는 효과를 모사할 수 있다는 점이다. 이러한 장점으로 인해 시간에 따른 절단 부위의 강성 저하에 따라 나타나는 강판의 회전 변형 발생 현상을 모사할 수 있게 된다.
Adaptive element dividing and removing technique according to the temperature gradients
앞서 기술한 기법들을 정리하면, 2.1절과 2.3절에서 구성한 열해석 방법을 실제 절단 공정으로 모사하기 위해 산소와 철의 산화반응 등으로 발생하는 열은 더블 가우시안 형태의 열원으로 구성하였고, 플라즈마 토출 압력으로 제거되는 용융 철은 요소망 분할 및 탈락 테크닉으로 구성하여 절단 공정을 모사하였다.
3. 적층 쉘 요소를 이용한 대형 판의 절단 열 변형 해석
3.1 3D 솔리드 요소를 이용한 시험편 단위에서의 절단 열 변형 모사
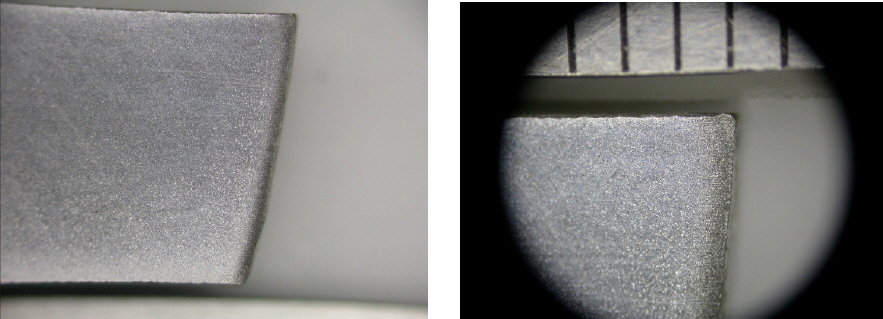
구성된 열원 모델 및 해석 기법의 타당성을 검증하기 위해 시험편 단위에서의 3D 솔리드 요소를 이용한 열 해석과 실험 결과와의 비교를 진행하였다. 검증에 사용한 시험편은 10mm 두께의 강판을 이용하였다. 시험편의 단면 형상과 해석 결과에서의 단면 형상을 비교하고, HAZ 영역을 비교하는 방식으로 열원 모델의 타당성 검증을 진행하였다. 해석에 사용된 열원 모델은 2.1절에서 제안한 더블 가우시안 열원 모델을 사용하였고, 2.3절에서 제안한 요소망 분할 테크닉 및 요소망 탈락 테크닉은 모두 적용하여 해석을 진행하였다. Fig. 7은 플라즈마 절단 실험 및 시험편 단면 형상을 나타낸다. 두번째 그림의 윗부분은 기준자를 나타내며, 한 눈금이 1mm이다. 그림에서 관찰할 수 있듯이 HAZ 영역은 1mm이내로 확인할 수 있다.
Cross section of plasma cutting specimen
Fig. 8에는 해석 결과로 관찰할 수 있는 절단면 단면 형상과 실험 결과를 비교하여 나타내었다. 절단면 하부로 갈수록 폭이 넓어지는 정성적인 절단면의 형상은 모사가 잘 되었으나 정량적인 값의 차이가 발생하였다. 요소망 사이즈는 0.5mm이며, 요소망의 탈락 외에도 열에 의한 수축량을 반영하였음에도 실제 시험편의 형상을 정확히 나타내지는 못하였다. 시험편에는 깊이 방향으로 좀 더 폭이 넓어지는 절단면을 가지지만, 해석 결과에서는 그 폭이 상대적으로 좁게 나타났다. HAZ 영역은 탈락되지 않고 남아있는 요소 중 800도 이상의 온도를 경험한 부분의 영역으로 정의하였는데 해석 결과와 실험 결과 모두 유사하게 0.5mm 수준으로 나타났다.
Comparison of experimental results and analysis results of sectional shapes (Before parameter tuning)
앞서 검토된 문제점을 보완하기 위하여 더블 가우시안 모델의 파라미터인 R1 및 R2 값을 조정하여 열원의 집속도를 높이도록 열원 모델을 튜닝하였다. Fig. 9는 R1값을 0.98, R2 값을 1.64로 튜닝하여 계산한 결과이고, 이전 해석 결과 대비 우수한 모사 성능을 발휘함을 확인할 수 있다. 또한 이러한 파라메타 튜닝을 통해 열원의 집속도를 조정하여 모델의 정확성을 높일 수 있음을 확인할 수 있다.

Comparison of experimental results and analysis results of sectional shapes (After parameter tuning)
3.2 적층 쉘 요소를 이용한 대형 판의 절단 과정 모사
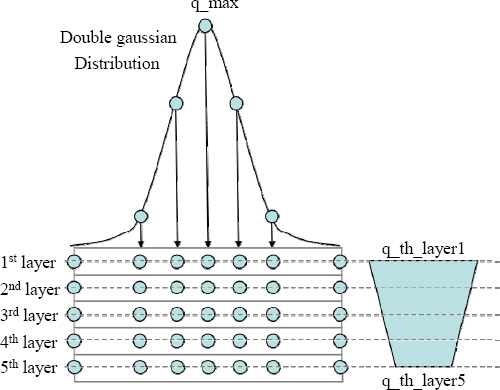
3차원 용접 구조물의 열탄소성 해석에 적층 쉘 요소를 사용하는 연구는 이미 다른 연구자들에 의해 많이 시도되었다. 본 연구에서 참조한 Song(2005)의 연구에서는 열전도 현상을 고려한 탄소성 해석에서는 4개 이상의 적층 구조를 갖는 쉘 요소를 사용할 것을 권장하고 있다. 연구 결과에 의하면 4개 이상의 적층 구조를 갖는 쉘 요소에서는 적층 구조 개수가 증가하더라도 열 탄소성 해석 결과가 유사한 것으로 보고되었다. 이에 따라 본 연구에서는 Fig. 10과 같이 두께 방향으로 5개의 적층 구조를 갖는 쉘 요소를 사용하였다. 다만 적층 쉘 요소의 특성인 층별 상이한 물성 반영이 가능한 점을 참조하여 각 층별로 상이한 heat flux를 적용하였다. 이로 인해 2.1절에서 구성한 열원 모델이 근사적으로 적용될 수 있도록 구성하였다. 이러한 방식으로 인해 3차원 솔리드 요소망을 이용하여 열 해석을 수행하는 것과 유사한 결과를 얻으면서 계산 시간을 줄일 수 있도록 하였다. 또한 계산기의 성능에 따라 요소망 생성 개수의 제약이 발생할 수 있으며, 이에 따라 해석이 가능한 부재의 크기가 제약될 수 있으나, 적층 쉘 요소를 적용하면서 이러한 제약을 많이 극복할 수 있게 되었다.
Heat flux input method for layered shell element
앞서 검증된 열원 모델을 쉘 요소망에 적용하여 대형 판의 절단 열 변형 해석을 수행하였다. Fig. 11은 전체 해석 모델 중, 그림의 가독성을 위해 전체 요소망 중 일부인 500mm × 500mm만 도시한 결과이다. 해석에 사용된 모델은 대형 조선소에서 가공 작업에 사용되는 실제 사이즈인 20M 대형 판으로 선정하였고, 4노드의 쉘 요소망 206,080개로 구성하였다. 각각의 쉘 요소는 앞서 검토되었던 5개의 적층 구조를 갖는 적층 쉘 요소를 사용하였다. 각각의 layered integration point에 수식 3에서 제안한 두께 방향의 heat flux 분포를 입력하였다.
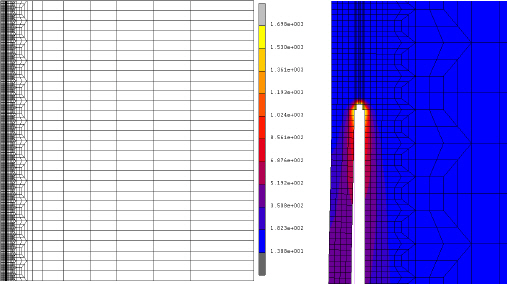
Analysis of cutting behavior of large plate using layered shell element
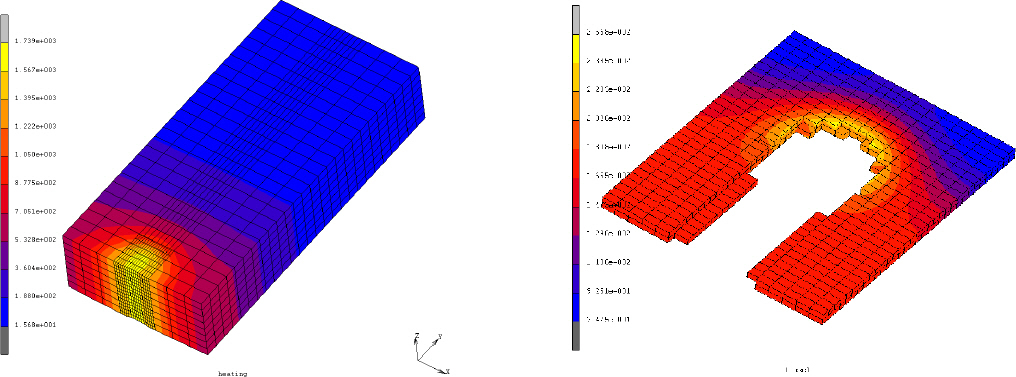
Fig. 11의 오른쪽 그림은 열원의 이동에 따른 절단 판의 변형 거동을 나타낸다. 왼쪽 하부에서 볼 수 있는 것과 같이 절단 열원이 반영되는 부분의 열 팽창으로 절단 부위가 벌어지는 현상을 확인할 수 있으며, 이는 실제 절단 과정에서도 관찰 할 수 있다. 이러한 현상은 절단 부위에서 발생한 열 팽창으로 인해 발생한 현상으로 절단선의 길이 방향으로 발생한 팽창하는 힘이 상대적으로 강성이 약한 절단 잔재 부분이 벌어지도록 힘이 작용한 결과로 생각해볼 수 있다. 이러한 힘은 절단 판 쪽으로도 작용하게 되는데, 이 힘의 결과로 판 자체가 회전하는 변형을 유발하게 된다.
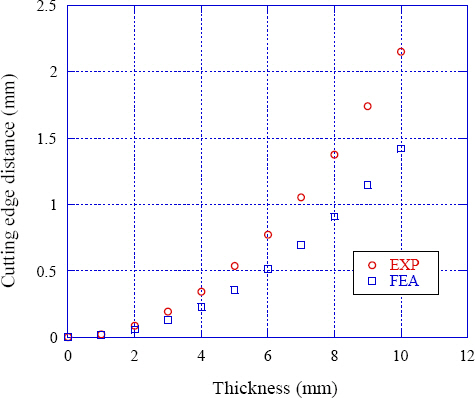
20M 대형 판 해석의 결과 관찰할 수 있는 회전 변형의 양상을 Fig. 12에 나타내었다. 회전 변형의 정의는 Ueda가 정의한 방식을 그대로 따랐으며, Fig. 13에 회전 변형의 정의를 나타내었다. 이러한 회전 변형은 실제 제조 현장에서도 쉽게 관찰이 가능한 변형으로 20M 판의 경우 통상 2~3mm 정도 회전 변형이 관찰된다. 이러한 변형은 최종 절단 치수품질에 영향을 주는 요인이 되며, 대부분의 조선소에서는 이러한 회전 변형을 방지하기 위해 좌우측에 동시에 열원을 가해 절단하는 공법을 사용한다. Fig. 14에 현장에서 측정한 실제 회전 변형량과 해석 결과를 비교하여 나타내었다. 현장 정반 조건 등 다양한 오차 원인으로 인해 결과가 정확히 일치하지는 않지만, 대략적인 경향성은 확인할 수 있으며, 해석 과정을 통해 이러한 회전 변형을 모사할 수 있음을 확인할 수 있다.

Rotational thermal deformation due to single-sided cutting of large plates

Definition of the rotational deformation of large plates
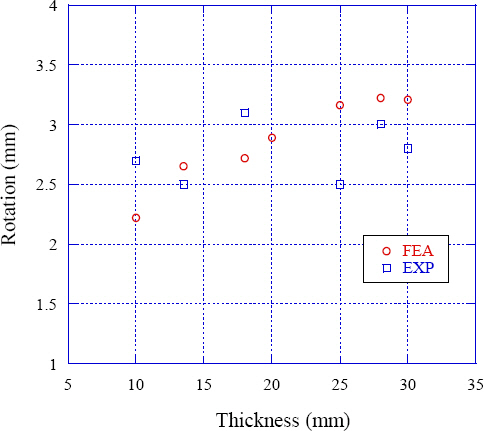
Comparison of analysis result and measurement result for rotational deformation
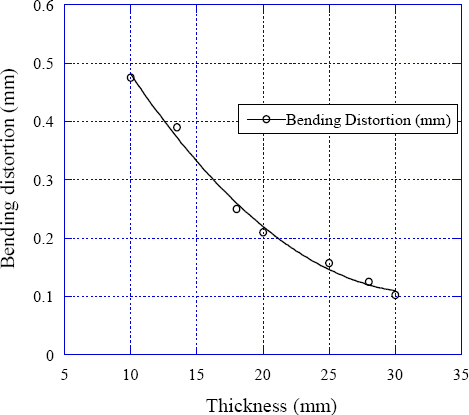
Fig. 15는 절단 열원에 의해 나타나는 굽힘 변형의 열 탄소성 해석 결과를 나타낸다. 굽힘 변형은 절단에 의해 절단 판의 끝부분이 위쪽으로 올라오는 변형으로 정의하였다. 굽힘 변형은 두께가 증가할수록 감소하는 경향을 나타내며, 자중의 영향으로 인해 발생되는 변형량은 매우 작은 값을 나타낸다. 절단에 의한 굽힘 변형 발생은 절단 토치의 standoff 불균일에 영향을 주어 절단 품질을 떨어트리는 효과를 유발시킬 수 있으나, 0.5mm 이내의 변형은 절단 품질에 큰 영향을 주지 않는다. 또한 굽힘 변형은 절단 판의 끝부분에만 집중해서 발생하며, 이러한 국부적인 영역에서의 변형은 절단 품질에 크게 영향을 주지는 않는다.
Analysis result of bending deformation due to 1-side plasma cutting
4. 결 론
적층 쉘 요소를 이용한 대형판의 절단 열 탄소성 해석 기법에 관한 연구를 진행하여 다음과 같은 결론을 얻을 수 있었다.
1) 플라즈마 절단 열원 모사를 위해 더블 가우시안 열원 모델을 제안하였고, 모델의 파라메타 튜닝을 통해 플라즈마 절단 열변형을 잘 모사할 수 있는 열원 모델을 개발하였다.
2) 개발된 열원을 이용하여 3D 솔리드 요소를 이용한 열탄소성 해석을 수행한 뒤, 실제 실험 결과와 비교하여 열원 모델의 타당성을 검증하였다.
3) 요소망 분할 테크닉을 적용하여 좁은 부위에 집중되는 열원에 대한 입열 정확도를 높일 수 있었고, 요소망 제거 테크닉을 적용하여 절단에 의해 소멸되는 용융부를 모사할 수 있었다.
4) 대형 판의 열탄소성 해석을 위해 적층 쉘 요소를 사용하여 각 층마다 heat flux를 적용하였다. 이를 통해 쉘 요소를 이용한 열탄소성 해석의 정확도를 높일 수 있었고, 계산 시간도 줄일 수 있었다. 해석 결과는 실험 결과와의 비교를 통해 정성적인 정확도를 확인하였다.
5) 대형 판의 절단 열해석을 통해 치수품질에 영향을 주는 회전 변형 및 굽힘 변형의 발생을 모사하였고, 이를 실험 측정 결과와 비교하여 그 타당성을 검토하였다.