내마모용 강재의 FSW 및 SAW에 의한 잔류응력 및 변형특성
Residual Stress and Deformation Characteristics by FSW and SAW of Wear Resistant Steel
Article information

Abstract
Abrasion easily occurs due to the characteristic of the usage environment such as oil sands and construction equipment, and the demand for a steel with excellent wear resistance is increasing in various industries where specific parts are frequently replaced. Recently, by controlling the amount of manganese, high manganese austenite steels with improved wear resistance and low temperature brittleness performance have been developed and widely applied to LNG fuel tanks of ships and pipes. In this study, the temperature distribution, residual stress, and weld deformation caused by welding generated by friction stir welding(FSW) and submerged arc welding(SAW) for high manganese austenite steel with strong wear resistance were analyzed through thermal elastic plastic analysis.
1. 서 론
오일샌드, 건설장비와 같은 사용환경의 특성상 마모가 쉽게 발생하며, 특정부위에 대한 교체가 빈번하게 발생되는 각종 산업에서는 내마모성이 우수한 강재에 대한 요구가 증가하고 있다. 1920년대 초에 석유 시추용 드릴 선단부의 내마모성을 개선을 목적으로 육성용접에 의해 드릴선단부의 내마모성능을 향상시켰다. 이러한 육성용접기술은 산업화의 급속한 발전으로 장시간 사용되는 석유화학 설비, 발전설비, 제철설비, 중장비 등 다양한 산업에 적용되었다1). 육성용접은 일반 탄소강 소재에 내마모, 내식성, 내열성을 갖는 합금(Inconel 625)2,3)을 균일하게 용착시켜 재료의 표면성질을 개선하여 수명연장 및 품질향상을 목표로 발전설비, 건설기계, 석유화학플랜트 등 폭 넓게 사용되고 있다. 이를 통해 고가의 설비 전체를 고가의 고합금재를 사용하지 않고 육성용접을 통해 필요한 부분의 성능을 개선함으로서 원가절감을 통한 경제적인 설계가 가능하다4). Kim5)은 선박의 FPSO (Floating Production, Storage, and Offloading)의 mooring system의 pinch body 구조물을 대상으로 저탄소강의 모재에 Inconel 625를 육성용접부 후 최적의 1,2차 후열처리 조건을 도출하여 기계적 성능을 향상시키 수 있었다. 종래와 같이 내모성능을 향상시키기 위해 육성용접을 사용하는 경우 추가적인 공수를 요구하게 된다. 굴삭기, 크레인 등 건설기계에 사용되는 중장비용 소재는 고강도와 함께 다양한 기능이 요구되는 소재이다6). 중장비용 소재로는 냉간성형 고강도강, 내마모강, 내후성강, 용접용 열처리 고강도강 등 다양한 기능과 강도 수준을 부여한 강재가 사용되고 있다. 최근 망간량을 조절하여 강재의 특성을 향상시킨 강7-9)을 개발하여 내마모성 뿐 아니라 저온인성을 향상시켜 선박용 LNG (liquefied natural gas) 연료저장탱크10), 운송용파이프11-13) 피팅 부품 등에 적용되고 있다.
내마모강의 용접공정에는 대부분 SAW(submerged arc welding)를 많이 적용하고 있으나, 용접입열의 영향으로 용접잔류응력과 용접변형이 크게 발생하는 단점이 있다. 최근 철강소재에도 사용되고 있는 FSW(friction stir welding)공법14-16)의 적용을 통하여 입열량 저하로 인하 잔류응력과 용접변형을 감소시켜 용접접합부의 성능을 향상시켰다. 이와 같이 내마모성 강재에 대한 연구는 주로 용융용접 프로세스를 대상으로 연구가 진행되었으며, 다른 용접프로세스에 대한 연구가 부족하며, 특히 비교적 최근에 개발된 FSW 용접프로세스에 의한 접합부의 역학적 거동에 대한 연구는 부족한 상태이다.
본 연구에서는 내마모성이 강한 고망간강재에 대해 FSW와 SAW에 의해 발생하는 용접에 의한 온도분포, 잔류응력 및 용접변형에 대해 열탄소성해석으로 통해 분석하였다. 이를 통해 기존 SAW 프로세스와 FSW 프로세스에 대한 역학적 특성을 고찰하였다.
2. 시험편 형상 및 실험조건
용접변형 및 잔류응력 거동을 검토하기 위하여 Fig. 1과 같은 시험편을 준비 하였다. 두께 10mm인 강재를 대상으로 폭 120mm인 판재 두 개를 용접길이는 300mm로 접합하였다. Fig. 2는 FSW와 SAW의 실제 용접하는 모습의 사진을 나타냈다. 본 연구에 적용한 강재의 인장강도는 1100MPa이고, 항복강도는 450MPa, 탄성계수는 223GPa 정도 기계적 성질을 갖고 내마모성이 우수한 강재이다. FSW의 경우는 BOP(bead-on- plate) 용접을 수행 하였으며, SAW는 개선각 45° 형상에 대한 맞대기용접을 실시하였다. FSW에 사용한 툴형상은 Megastir에서 제작한 Fig. 3과 같이 강재 두께 10mm 접합에 적합한 툴을 선정 하였으며, spindle RPM은 180RPM이고, 용접속도는 2.5mm/s 로 설정 하였다. 용접시 좌우 측면은 고정지그를 이용해서 구속하였다. SAW의 용접조건은 전류, 전압, 속도가 각각 700A, 34V, 25cpm이다. 또한 SAW에 적용한 용접재료는 고망간강 전용 용접재료를 적용하였다. Fig. 4는 용접완료 후 FSW와 SAW의 단면마크로를 나타냈다.
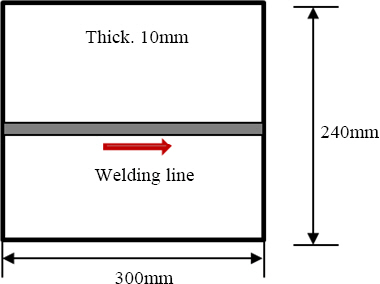
Size of specimens
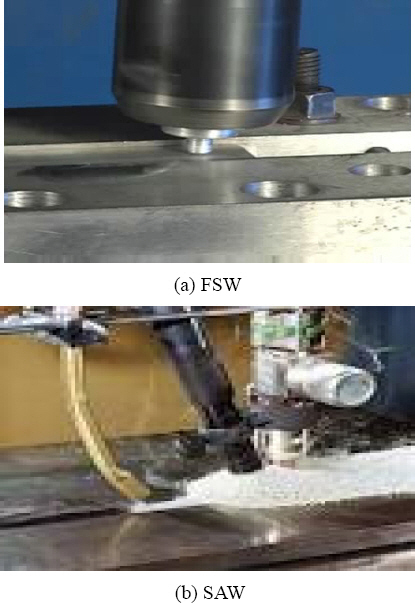
FSW and SAW process
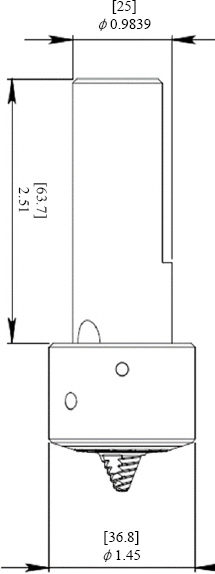
FSW tool size
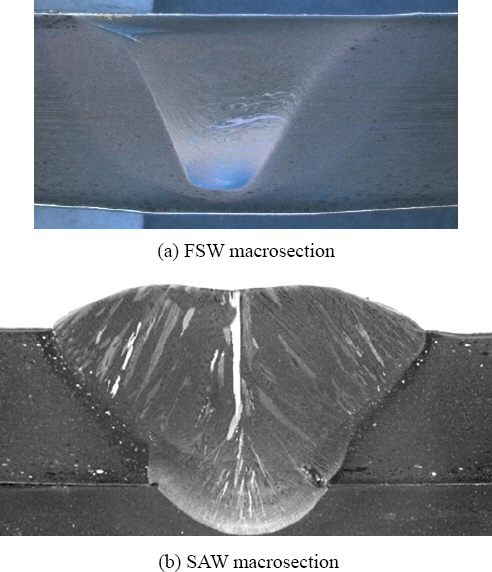
Macrosection of FSW and SAW
3. FE 해석모델링
Fig. 5는 열탄소성해석을 통하여 용접부의 변형 및 잔류응력 검토를 위하여 사용한 FSW와 SAW 모델을 나타냈으며, 해석모델은 실험에서 수행한 시험편의 사이즈와 동일한 조건으로 모델링을 수행 하였다. 해석에 사용한 온도변화에 따른 물성값을 Fig. 6에 나타냈으며, 모재, FSW의 용착금속 그리고 SAW의 용착금속에 대해 각각 항복응력, 인장강도, 탄성계수의 온도의 의존성을 나타냈다. 용착금속의 물성값은 용접부 인장강도 실험에 의해서 도출한 값이며, 상온에서의 인장강도를 비교하여 보면 모재는 1,200MPa이고, FSW의 용착금속은 1,000MPa이고 SAW의 용접금속은 600MPa임을 알 수 있다. FSW 의 경우는 용가재가 없이 BOP로 수행이 되었기 때문에 접합부에서는 거의 모재와 동등한 강도가 확보 되었고, SAW 의 경우는 용접재료의 특성상 모재와 동등한 강도를 갖는 재료를 확보 할 수 없어서 언더매칭 용접이 수행 되어서 용접금속의 강도가 모재 보다 낮게 되었다. Fig. 7은 모재의 온도에 따른 열전도계수를 나타냈으며, 모재의 열전도계수는 일반 탄소강의 약 4배 작은 값을 나타내고 있음을 알 수있다. 따라서 온도변화에 따른 변화량이 작을 것으로 판단된다.

Analysis models
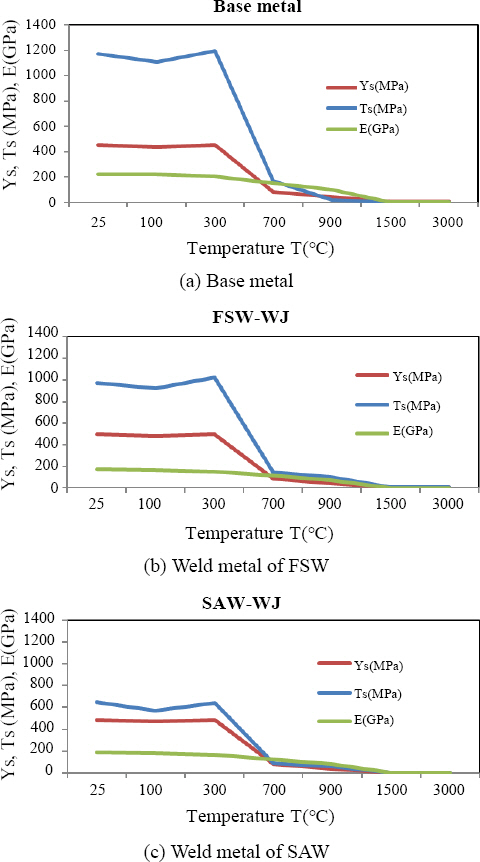
Temperature dependence of mechanical properties

Thermal conductivity of base metal
열원의 모델링을 위해 MSC MARC 201716) 옵션인 weld flux, weld filler 및 weld path을 사용하였다. 용접부에 사용한 모델은 8절점 full integration 요소를 사용하였다. FSW 열원은 실험에서 구한 용접부 단면마크로 부터 A3 변태가 발생하는 730℃에 영역에 온도가 도달하도록 FSW열원의 열량을 결정하였다. 또한 SAW 열원17)은 Fig. 8과 같이 부피를 갖는 열원으로 모델링 하였으며, 식 (1)의 열원방정식을 이용하였다.
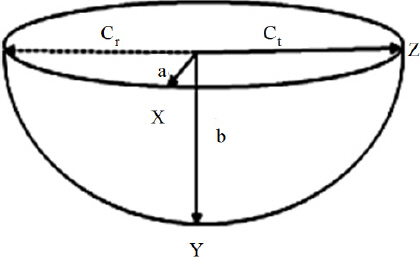
Volumetric weld flux
여기서
qf: 전방 용융풀 단위 체적 입열량
qr: 후방 용융풀 단위 체적 입열량
Q=ηVI: 총 입열량
α: X 방향 용접 폭
b: Y 방향 용접 깊이
cf: Z방향 전방 용융풀 길이
cr: Z방향 후방 용융풀 길이
ff fr: 무차원 수
η: 효율
용접 폭, 깊이 등의 자료는 용접시험편 단면을 채취하여 이를 기초로 선정하였다. Weld path option으로 용접선을 설정하였으며, weld filler option으로 용접열원이 이동함에 따라 용접와이어가 생성되도록 모델링하였다.
4. 열탄소성해석 결과 및 고찰
열탄소성해석을 통해 구한 온도분포, 잔류응력 그리고 용접변형에 대해 용접 프로세스별 비교 검토하였다. Fig. 9는 용접 종료 전 모델 전체에 분포한 온도를 보여주고 있다. SAW의 입열량이 크기 때문에 용접부 전체에 높은 온도분포를 하고 있는 것을 알 수 있다. 그것은 Fig. 10의 단면에서 최고도달 온도분포를 보면 알 수 있다. 이와 같이 SAW에 발생하는 고온의 온도분포는 용접잔류응력과 변형에 영향을 주어 FSW보다 더 큰 응력과 잔류응력이 발생시킬 것으로 판단된다.
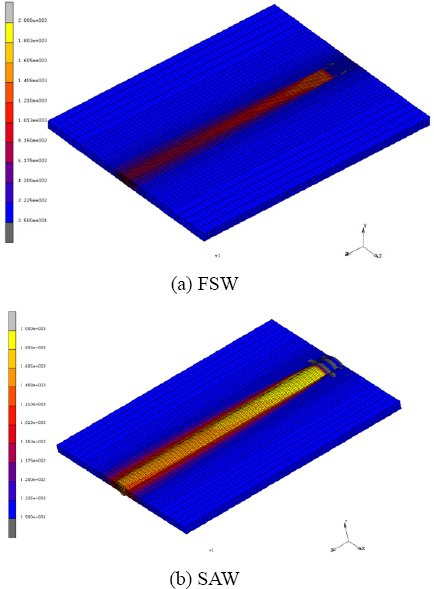
Temperature distribution in full model
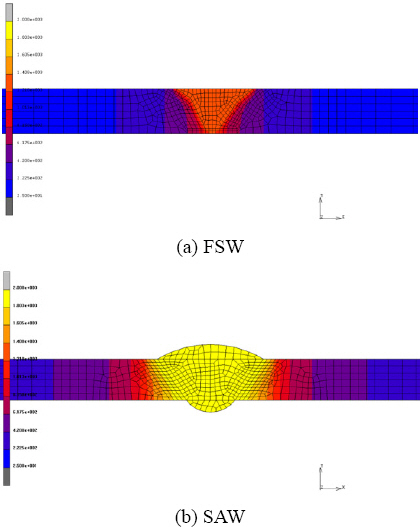
Maximum temperature distribution at welding center
Fig. 11은 두 용접프로세스에 대한 온도와 잔류응력분포를 비교하기 위한 위치를 나타냈다. Fig. 12는 용접중앙부에서 표면으로부터 2mm에서 온도이력을 용접 프로세스별로 나타냈으며, SAW의 입열량이 크기 때문에 최고온도와 유지시간이 길어지는 것을 알 수 있다.
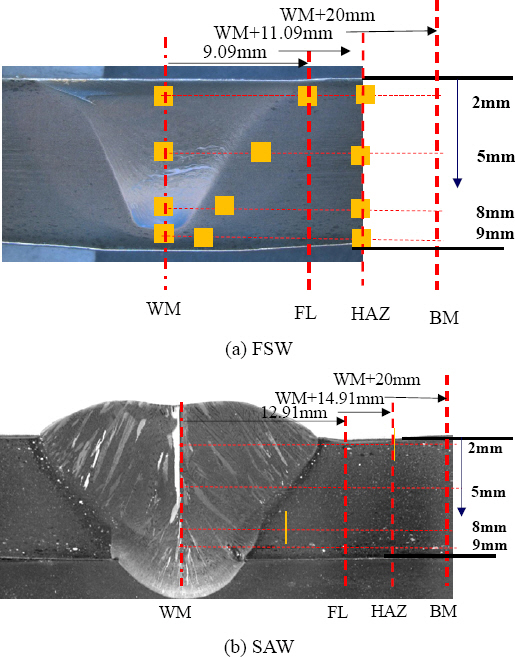
Measurement position of temperature, residual stress in section of welded joint
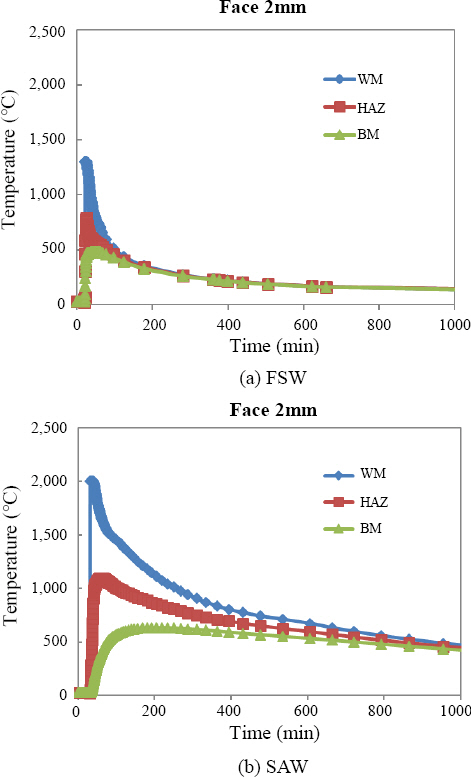
Temperature history at 2mm from face
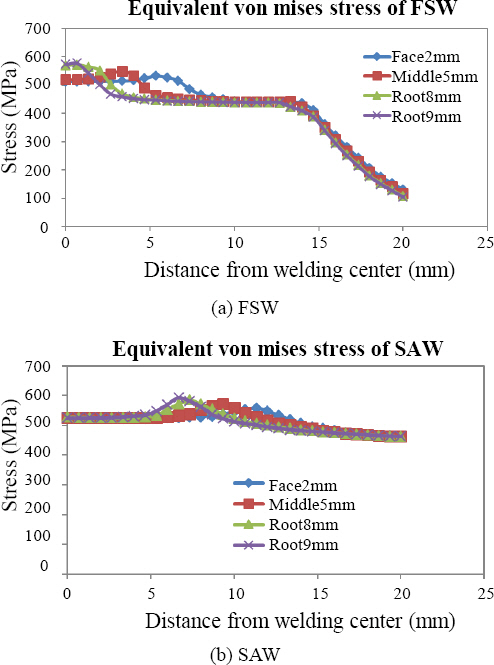
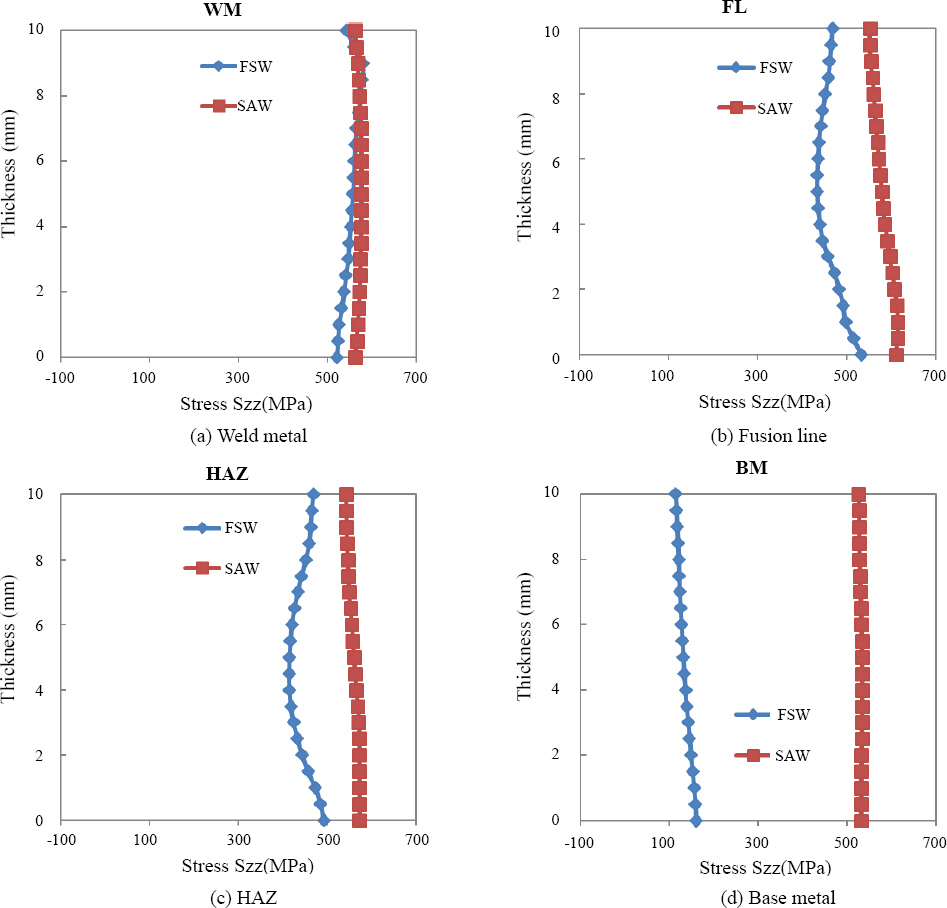
Fig. 13은 FSW와 SAW 프로세스에 의한 용접부 중앙부에서 폭방향으로 표면으로 부터 두께방향에 따른 Von Mises 응력 분포를 나타냈다. 응력의 분포는 SAW에서 넓은영역에 대하여 인장응력이 발생되었으나, FSW는 용접부 중앙으로부터 10mm 까지는 일정하게 발생한 후 점점 작아지는 경향을 보였다. 이러한 현상은 두께방향에 대하여 거의 일정하게 발생하였다. 용접부에 발생하는 최대 응력도 SAW가 더욱 크게 발생한 것을 알 수 있다. Fig. 14는 용접선 방향의 잔류응력을 FSW와 SAW를 비교하여 나타냈다. 용접부 중앙부에서는 용접프로세스에 의한 차이가 없으나, 용접부로 부터 멀어지면서 응력의 차이가 발생하여 모재부 에서는 SAW가 최대 400 MPa 더 크게 응력이 발생하였다. Fig. 15는 용접선 직각방향의 잔류응력을 FSW와 SAW를 비교하여 나타냈다. 용접부 부터 모재까지 SAW의 잔류응력이 약 100MPa 더 크게 발생하였으며, 용접잔류응력 측면에서 SAW가 더 큰 인장잔류응력이 광범위하게 발생함을 알 수 있었다.
Von Mises equivalent stress of SAW and FSW
Residual stress of welding direction
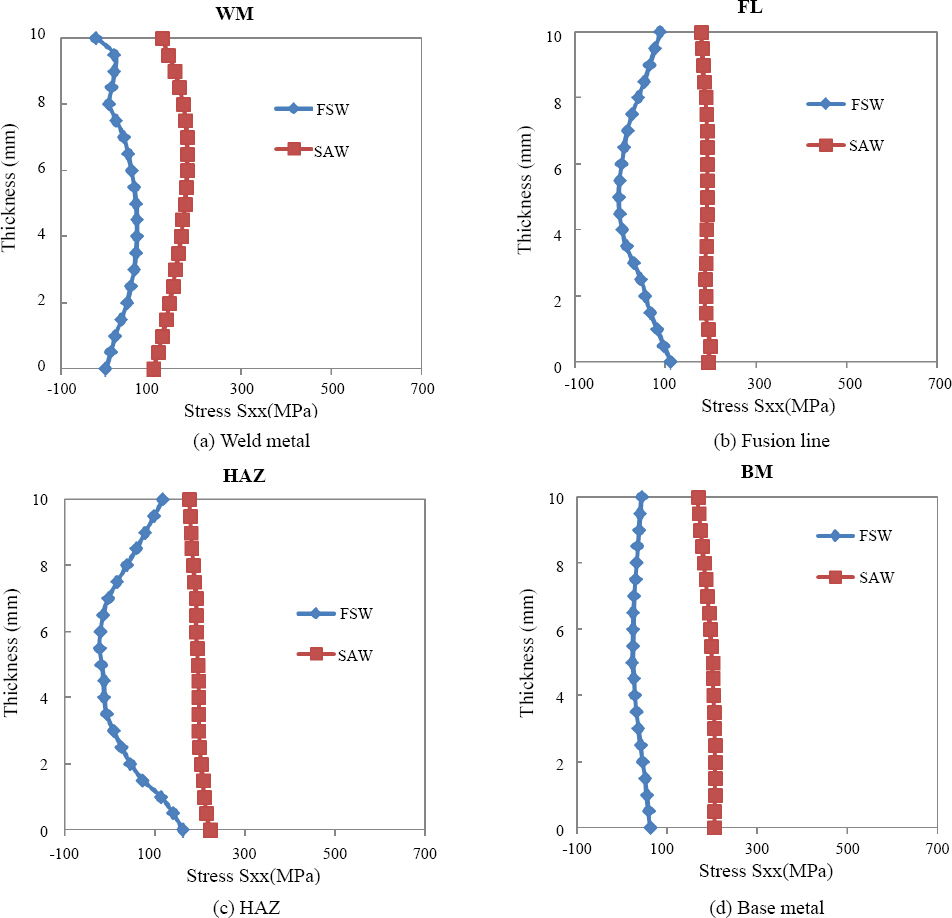
Residual stress of width direction
Fig. 16은 열탄소성해석 후 전체모델에 대해서 용접변형양상을 나타냈다. 전체적으로 SAW가 FSW보다 더 큰 변형을 발생시키고 있음을 알 수 있다. Fig. 17은 해석모델 중앙단면의 변형량 나타냈다. 두 용접프로세스에 의한 용접변형은, SAW가 FSW 보다 2배 더 크게 발생하였다. 따라서 FSW의 경우 용접변형으로 인한 교정작업을 생략할 수 있어 생산성 향상과 교정작업시 추가로 투입되는 열에 의한 변형을 감소 시킬 수 있을 것으로 판단된다.

Welding deformation
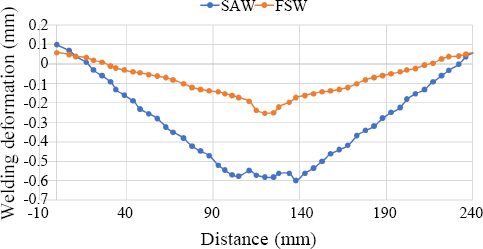
Comparing to welding deformation at welding center between SAW and SAW
5. 결 론
열탄소성해석을 통해 내마모성강재에 대해 FSW와 SAW에 의해 발생하는 온도분포, 잔류응력 및 용접변형에 대한 고찰로부터 다음과 같은 결론을 도출하였다.
1) 상온에서 인장강도은 모재가 1,200MPa, FSW의 용착금속이 1,000MPa, SAW의 용착금속이 600MPa로 나타났으며, SAW의 용착금속은 모재의 절반 수준의 인장강도를 나타났다.
2) 고망간강의 열전도계수는 일반 강에 비교해 약 4배 작은 값을 나타내어, 용접열원에 의한 온도의 확산이 느리게 나타나고 이것은 용접변형과 잔류응력에 크게 영향을 주었다.
3) 용접온도측면에서 FSW는 SAW보다 용접입열이 적게 들어가고, 전체적으로 작은 범위에 용접 열이 전달되는 것을 알 수 있다.
4) 용접선 방향의 용접잔류응력은 용접부에서 최고 도달응력은 유사하지만, FSW의 경우 용접부 부터 20mm에서 인장잔류응력이 100MPa로 감소하지만, SAW의 경우 동일한 위치에서도 500MPa의 큰 인잔잔류응력이 매우 넓은 범위에 분포하고 있는 것을 알 수 있다. 용접선 직각방향의 잔류응력의 경우, FSW는 50MPa, SAW는 200MPa이 발생하였다. 따라서 FSW가 SAW에 비해 잔류응력이 작게 발생하여 용접부에 분포하는 응력의 측면에서는 좀더 안전한 것으로 판단된다.
5) FSW와 SAW 프로세스에 의한 용접변형은 SAW가 FSW 보다 2배 더 크게 발생하였다. 따라서 FSW의 경우 용접변형으로 인한 교정작업을 생략할 수 있어 생산성 향상과 교정작업시 추가로 투입되는 열에 의한 변형을 줄일 수 있을 것으로 판단된다.
감사의 글
이 논문은 조선대학교 연구지원금의 지원을 받아 연구되었음(2020년).