탄소강 모재의 기계적 특성과 미세조직에 미치는 용접후열처리 온도의 영향
Effect of Post-Weld Heat Treatment Temperature on the Mechanical Properties and Microstructure of Carbon Steel Base Metal
Article information

Abstract
The effect of post-weld heat treatment (PWHT) on the mechanical properties and microstructure of carbon steel base metal was investigated. MDF A 105, 106-B, 216-WCB, 516-415, and 516-485 carbon steels were employed, and the steels were each subjected to heat treatment with holding temperatures of 610, 650, 690, and 730 °C for 8 hours for the simulation of PWHT. The tensile strength and impact toughness of the steels showed a tendency to decrease with increasing holding temperature; this behavior was mainly attributed to the spheroidization of cementite in pearlite and the precipitation of cementite at grain boundaries.
1. 서 론
탄소강은 가격 경쟁력이 높고 기계적 특성이 우수하여 원자력발전소 주요 기기 및 배관 등에 가장 많이 사용되는 재료이다. 한편 기기, 배관 등의 제작 및 설치를 위해 용접 공정이 필수적이며, 이에 따라 용접부 주변은 급격한 온도 상승 및 냉각에 의한 영향을 받는 것이 불가피하다. 탄소강의 경우 이러한 용접 열영향부에서 상변태가 발생함에 따라 미세조직이 변화하게 되어 경도가 높아지고 인성이 저하되는 문제가 있다1-3). 이러한 문제를 해결하기 위해 용접후열처리(post-weld heat treatment, PWHT)를 실시하는 것이 일반적이며, 실제로 최근 연구에서 PWHT를 통한 탄소강 용접 열영향부의 경도 감소 및 인성 향상 효과를 확인한 바 있다2).
한편 PWHT를 실시하는 동안 용융선(fusion line)에 인접한 모재도 용접금속 및 열영향부와 동일하게 열처리되어 기계적 특성 및 미세조직이 변화하게 될 우려가 있다. 따라서 원자력발전소용 기기, 배관 등의 용접부를 대상으로 PWHT를 수행하기에 앞서, PWHT와 동일한 조건의 열처리를 모재의 시험재를 대상으로 실시한 후 기계적 특성 변화를 확인하는 것이 필수적이며, 이러한 과정을 여러 연구에서 ‘모의 열처리 시험’으로 명명하고 있다4). 그러나, 기술기준에 따라 합금강에 대해서는 모의 열처리 시험이 무조건적으로 수행되고 있는 반면, 탄소강에 대해서는 면제가 허용되는 경우가 많은 실정이다.
본 연구에서는 탄소강 모재의 기계적 특성과 미세조직에 미치는 PWHT의 영향을 규명하고자 한다. 국내 원자력발전소 기기, 배관 등에 대표적으로 많이 사용되는 탄소강인 MDF A 105, 106-B, 216-WCB, 516- 415, 516-485를 대상으로 610, 650, 690, 730°C의 온도에서 8시간동안 열처리를 실시한 후 열처리 온도에 따른 기계적 특성 변화 양상을 확인하였으며, 미세조직과의 상관관계를 분석하였다.
2. 실험 방법
본 연구에 사용된 재료는 국내 원자력발전소 기기, 배관 등에 대표적으로 많이 사용되는 탄소강인 MDF A 105, 106-B, 216-WCB, 516-415, 516-485로, KEPIC 기술기준에 따라 P-No. 1 재료로 분류된다5-8). 시험 결과의 신뢰성을 높이기 위해 다양한 형태의 재료를 선정한 것이며, 각 실험재료의 화학조성과 Ae1은 Table 1과 같다. Ae1은 평형 조건 하에서 오스테나이트(austenite)로의 변태가 시작되는 온도이며, Thermo-Calc를 이용하여 계산한 결과이다.

Chemical composition and Ae1 of the steels used
모의 열처리 시험을 위해 실험재료를 열처리로에 장입한 후 610°C, 650°C, 690°C, 730°C의 온도에서 8시간동안 유지하였다. KEPIC MNX 4622.1에 따라 610°C와 650°C는 P-No. 1 재료, 즉 탄소강의 PWHT 온도 범위에 해당되며, 690°C와 730°C는 P-No. 5A 재료, 즉 합금강의 PWHT 온도 범위에 있다. KEPIC 기술기준에 따라 서로 다른 P-No. 재료를 용접할 경우 보다 높은 온도에서 PWHT를 하는 재료를 기준으로 PWHT를 수행하도록 규정하고 있다. 즉, 690°C와 730°C는 P-No. 1 재료인 탄소강과 P-No. 5A 재료인 합금강을 용접할 때 실시해야 하는 PWHT 온도에 해당된다. Fig. 1은 재료 표면에 열전대를 부착하여 열처리를 실시하는 동안 시간에 따른 온도 변화를 기록한 결과이다. KEPIC MNX 4623에서 규정하는 PWHT의 가열 및 냉각속도 요건을 만족하는 것을 확인하였다.
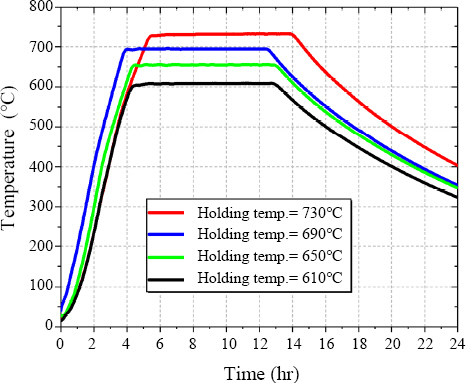
Temperature histories measured at the surface of the steels during the heat treatment
열처리 전과 후 재료의 기계적 특성을 평가하기 위해 KEPIC MDF A 370에 따라 인장시험 및 샤르피 충격시험을 실시하여 인장강도와 횡팽창량을 구하였다9). 인장시험편 및 충격시험편은 각각 KEPIC MDF A 370에서 규정하는 표준 봉형 인장시험편 및 표준 전 크기 시험편의 치수 요건에 따라 기계 가공하였으며, 시험편의 채취 방향과 위치는 KEPIC MNX 2220에서 제시하는 요건을 만족하였다. 샤르피 충격시험 온도는 국내 원자력발전소의 주증기계통(main steam system)과 주급수계통(main feed water system)의 최저사용온도 (lowest service temperature) 이하인 3 °C로 선정하였다. 또한 광학현미경(optical microscopy)과 주사전자현미경(scanning electron microscopy, SEM)을 이용하여 열처리에 따른 미세조직의 변화를 관찰하였다. 미세조직 분석을 위한 시편은 기계적 연마 후 3% nital 용액으로 에칭(etching)하였다.
3. 실험 결과 및 고찰
열처리에 따른 실험재료의 인장강도 변화는 Fig. 2와 같다. 인장강도는 열처리 후에 감소하였으며, 일반적으로 열처리 온도가 높아짐에 따라 더 크게 감소하는 경향을 보였다. 이러한 인장강도의 감소에도 불구하고 MDF A 106-B와 516-415는 규정된 최소 인장강도(415 MPa)를 만족하였지만, MDF A 105, 216- WCB, 516-485는 규정된 최소 인장강도(485 MPa)를 만족하지 못하는 경우가 발생하였다. 즉, 상대적으로 높은 인장강도를 갖는 재료에서 열처리 후에 인장강도 요건을 만족하지 못하는 경우가 관찰되었다.
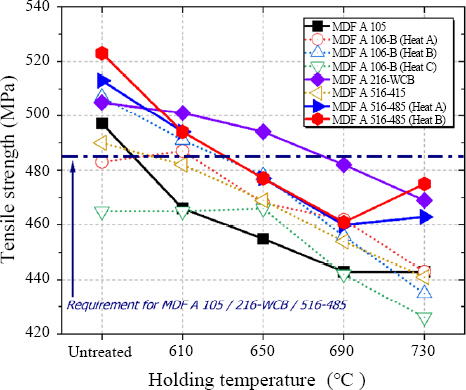
Tensile strength of the steels as a function of the heat treatment temperature
샤르피 충격시험을 통해 구한 횡팽창량을 Fig. 3에 나타내었다. 인장강도와 마찬가지로 횡팽창량도 열처리 후에 감소하였으며, 열처리 온도가 상승함에 따라 더 크게 감소하는 경향을 보였다. 열처리 수행 전부터 상대적으로 낮은 충격인성을 갖는 MDF A 106-B의 경우 낮은 열처리 온도에서도 큰 폭으로 감소하는 것을 확인할 수 있다. 일반적으로 충격인성은 KEPIC 재료규격에서 규정하고 있지 않으나, 건조기술기준에서 압력유지재료의 등급별 기준을 제시하고 있으며, MND 2300에 규정된 3등급 압력유지재료의 경우 충격시험 후 0.25 mm의 횡팽창량이 요구된다. 즉, MDF A 106-B의 경우 열처리 전에는 3등급 압력유지재료의 요건을 만족하나, 열처리를 실시할 경우 열처리 온도와 무관하게 만족하지 못하게 되는 것을 알 수 있다.

Lateral expansion of the materials as a function of the heat treatment temperature
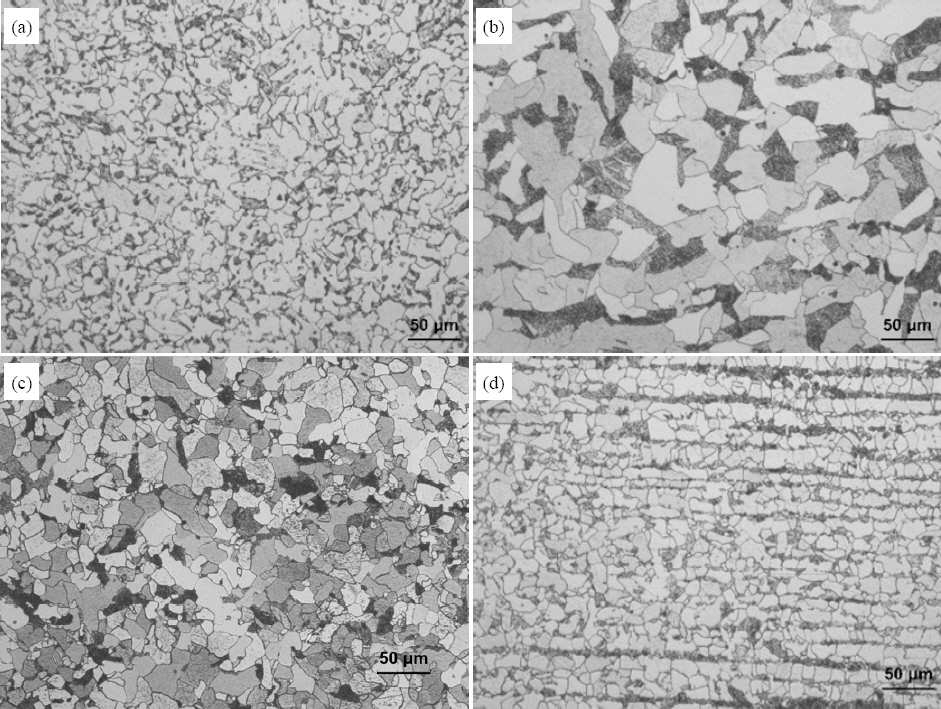
앞서 확인한 열처리에 따른 기계적 성질의 감소와 미세조직 변화와의 상관관계를 분석하기 위해 미세조직을 관찰하였으며, 대표적 결과를 Figs. 4-9에 나타내었다. 열처리 전 미세조직은 페라이트(ferrite)와 펄라이트(pearlite)로 구성되어 있으며, 실험재료별로 결정립 크기와 펄라이트 분포에서 차이를 보인다. 열처리를 실시함에 따라, MDF A 105와 516-485를 730°C에서 열처리한 경우를 제외하고, 펄라이트 내 시멘타이트(cementite)의 구상화가 진행됨과 동시에 페라이트 결정립계에서 시멘타이트가 석출되었다. 펄라이트의 경도는 구상화가 진행됨에 따라 감소하는 것으로 확인된 바 있다4,10). 따라서 열처리 후에 인장강도가 감소하는 것은 시멘타이트의 구상화로 인한 펄라이트의 연화가 주된 원인인 것으로 판단된다. 한편, Fig. 9에서 볼 수 있듯이, MDF A 105와 516-485의 경우 열처리 온도가 730°C까지 상승하면 펄라이트가 열처리 전과 마찬가지로 층상구조를 갖게 되는 것으로 관찰되었다. 이와 같이 펄라이트가 층상구조를 보이는 이유는 730°C의 열처리 온도가 재료의 A1 온도, 즉 오스테나이트(aus- tenite)로의 변태가 발생하기 시작하는 온도를 초과함에 따라 열처리 전에 존재하던 펄라이트가 오스테나이트로 변태한 후 냉각과정을 통해 다시 펄라이트로 변태하였기 때문인 것으로 사료된다. 냉각속도가 느리기 때문에 펄라이트의 층상간격(interlamellar spacing)은 열처리 전과 비교해서 크게 증가한 것으로 보이며, 이러한 펄라이트 층상간격의 증가도 열처리에 따른 인장강도의 감소를 설명할 수 있다11). 그러나 이와 같이 상변태가 발생한 경우 동일한 열처리 조건에서 그렇지 않은 재료들에 비해 상대적으로 인장강도의 감소폭이 작게 나타났다.

Optical micrographs of the steels before the heat treatment: (a) MDF A 105, (b) MDF A 106-B (Heat B), (c) MDF A 216, and (d) MDF A 516-485 (Heat B)

Optical micrographs of the steels heat treated at 610 °C: (a) MDF A 105, (b) MDF A 106-B (Heat B), (c) MDF A 216, and (d) MDF A 516-485 (Heat B)

Optical micrographs of the steels heat treated at 650 °C: (a) MDF A 105, (b) MDF A 106-B (Heat B), (c) MDF A 216, and (d) MDF A 516-485 (Heat B)
Optical micrographs of the steels heat treated at 690 °C: (a) MDF A 105, (b) MDF A 106-B (Heat B), (c) MDF A 216, and (d) MDF A 516-485 (Heat B)
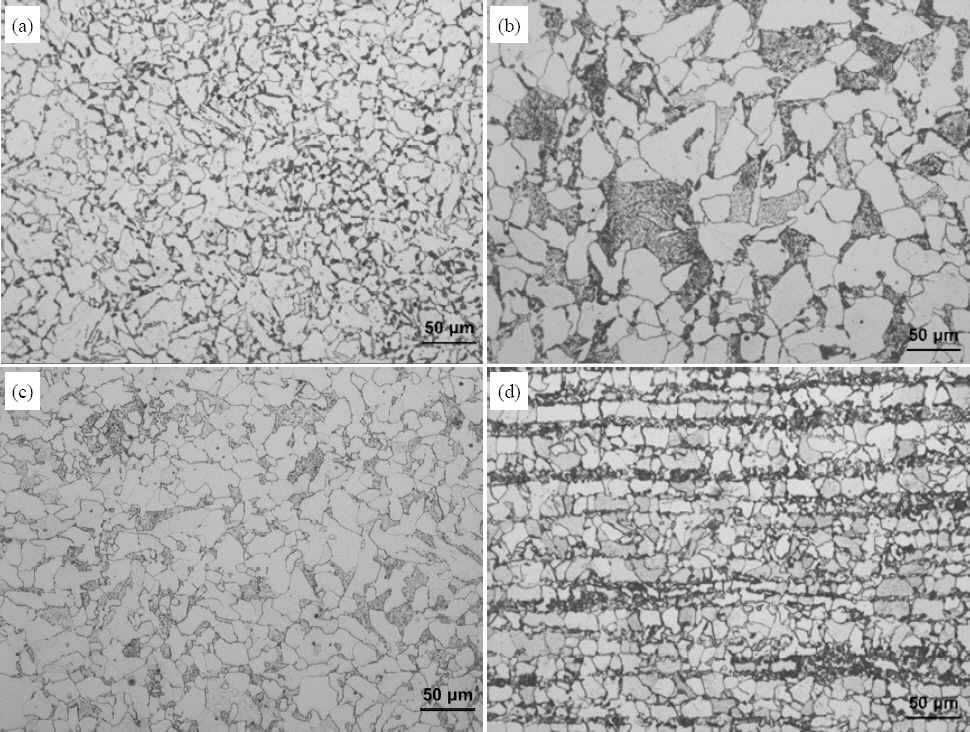
Optical micrographs of the steels heat treated at 730 °C: (a) MDF A 105, (b) MDF A 106-B (Heat B), (c) MDF A 216, and (d) MDF A 516-485 (Heat B)

SEM micrographs of MDF A 516-485 (Heat B): (a) before the heat treatment, (b) heat treated at 610 °C, (c) heat treated at 650 °C, (d) heat treated at 690 °C, and (e) heat treated at 730 °C
Table 1에서 볼 수 있듯이 모든 재료의 오스테나이트 변태 온도는 평형 조건하에서 730°C보다 낮다. 그러나 실제로 열처리 중에 오스테나이트 변태가 시작되는 온도는 평형 조건과는 다르게 나타나며, 일반적으로 승온 속도가 빠를수록 높다12). MDF A 106-B와 516- 415의 경우 PWHT의 승온 속도 하에서 변태 온도가 약 730°C인 것으로 확인된 바 있다4). 즉, 계산 결과보다 약 30°C 높은 것을 알 수 있다. 모든 실험재료의 오스테나이트 변태 온도가 PWHT의 승온 속도하에서 평형 조건 대비 약 30°C 높게 나타난다고 볼 때, MDF A 105와 516-485만 변태 온도가 730°C보다 낮을 것으로 예상할 수 있다.
열처리에 따른 실험재료의 충격특성 감소는 주로 시멘타이트의 석출에 기인한 결과로 판단된다. 시멘타이트는 취성(brittleness)이 커서 주된 균열 발생처로 작용함과 동시에 균열 전파가 쉬워 충격인성을 감소시킨다13). 특히 MDF A 106-B의 경우 Fig. 10에서 볼 수 있듯이 석출물의 크기가 크게 나타났는데, 이는 다른 재료들에 비해 상대적으로 결정립도가 크기 때문인 것으로 사료된다. 즉 MDF A 106-B는 결정립계 면적이 좁기 때문에 상대적으로 조대한 시멘타이트가 석출되기 쉽고, 이로 인해 낮은 열처리 온도에서도 충격인성이 큰 폭으로 감소한 것으로 보인다.

Optical micrographs of MDF A 106-B (Heat B) heat treated at 690 °C
4. 결 론
본 연구에서는 국내 원자력발전소 기기, 배관 등에 대표적으로 많이 사용되는 탄소강인 MDF A 105, 106-B, 216-WCB, 516-415, 516-485를 대상으로 PWHT에 따른 기계적 특성 및 미세조직 변화를 분석하였다. 열처리 후 인장강도와 충격인성 모두 감소하였으며, 열처리 온도가 높아짐에 따라 더 크게 감소하는 경향을 보였다. MDF A 105, 216-WCB, 516-485와 같이 상대적으로 높은 인장강도를 갖는 재료에서 열처리 후에 인장강도 요건을 만족하지 못하는 경우가 관찰되었으며, 열처리 수행 전부터 상대적으로 낮은 충격인성을 갖는 MDF A 106-B의 경우 낮은 열처리 온도에서도 충격인성이 큰 폭으로 감소하였다. 인장강도 감소는 펄라이트 내 시멘타이트의 구상화로 인한 연화가, 충격인성 감소는 취성이 큰 시멘타이트 석출이 주된 원인인 것으로 판단된다.
후 기
이 논문은 원자력안전위원회의 재원으로 한국원자력안전재단의 지원을 받아 수행한 원자력안전연구사업(No. 1805005) 및 산업통상자원부(MOTIE)의 재원으로 한국에너지기술평가원(KETEP)의 지원을 받아 수행한 연구 결과임(No. 20217710100010).