레이저-아크 하이브리드 공정을 이용한 클래딩 용접 특성 연구
A Study on Cladding Characteristics Using the Laser-Arc Hybrid Welding Process
Article information

Abstract
For safety, transport pipes such as process steel pipes related to oil and gas mining/refining have recently been required to be corrosion resistant, to protect against acidity in the moving fluid, such as high concentrations of hydrogen sulfide (H2S). Accordingly, there has been a rapidly increase in demand for clad steel pipes, made of ordinary steel with a welded overlay on the inner wall. However, clad welding the entire pipe inner wall reduces productivity and increases unit price. One solution to the problem is the double pipe manufacturing method, where an inner pipe of a corrosion-resistant material and an outer general steel pipe are separately formed. To fabricate a clad steel pipe using the dual pipe manufacturing method requires cladding welding of the remaining section after the inner pipe end of the inserted pipe is joined. However, when cladding welding is performed using a conventional welding process, problems such as high heat input, difficulty in technique, low productivity and control of dilution ratio occur. To overcome this problem, we conducted research on the use of laser arc hybrid welding to perform cladding welding.
1. 서 론
현재 Oil&Gas 채굴/정제와 관련된 수송 강관은 이동되는 유체 속에 함유된 고농도의 황화수소(H2S) 가스를 함유한 사우어가스(Sour Gas) 등 산성의 영향으로 수소유기균열(Hydrogen Induced Cracking, HIC) 발생 위험성이 발생하여 높은 안전도에 기반을 둔 내식 설계된 강관이 요구되고 있다1-6). 이에 따라 강관의 외벽은 일반 강재를 사용하고 내벽을 오버레이용접을 적용한 클래딩 강관 수요가 급속도로 증가하고 있으나 내벽 전체를 클래딩 용접해야하므로 생산성이 매우 낮고 단가가 높아지는 단점과 파이프 내부에 접촉되는 유해물질의 노출에 의해 발생되는 응력부식 균일이 번번이 발생되어 내부 유해물질 노출로 인한 안정성 문제가 제기되고 있다3,4). 그러므로 최근, 내식성 소재의 내벽과 일반강관 외벽을 별도로 조관하여 외벽과 내벽을 용접을 통해 접합하는 이중관 생산방식을 통해 제시된 문제점을 해결하고 있다.
이중관 제조방식으로 제작된 클래딩 강관은 삽관된 내면 파이프 끝단 접합 후 잔여 구간에 대해 클래딩 용접이 요구된다. 일반적으로 산업현장에서 육성용접에 사용되는 SMAW (Shielded Metal Arc Welding), GTAW(Gas Tungsten Arc Welding), GMAW(Gas Metal Arc Welding), SAW(Submerged Arc Welding) 등으로 클래딩 용접을 진행했을 경우 높은 입열량, 낮은 생산성 및 희석률 제어 요구 등의 문제점이 발생되고5) JCO 밴딩6)으로 제작되는 내식성 내관의 경우 삽관시 끝단에 발생되는 단차에 대한 보상이 어렵다. 이를 극복하고자 레이저-아크 하이브리드 용접을 이용한 클래딩 용접에 대한 연구를 진행하고자 한다.
레이저-아크 하이브리드 용접기술은 빠른 용접속도를 갖고, 허용 갭(Gap) 범위가 넓으며, 각기 단독의 열원에 의한 용접 결점을 보상하는 특징을 가지고 있다7). 그러나 현재까지 레이저-아크 하이브리드를 이용한 클래딩 용접기술에 대한 연구는 미비한 실정이다. 이에 따라 본 연구에서는 하이브리드 용접공정을 적용한 클래딩 기법을 개발하기 위해 기초적인 변수의 영향도 평가 단계부터 진행하였으며, 이를 통해 적절한 클래딩 조건을 도출하고자 하였다.
2. 실험 재료 및 방법
2.1 실험 재료
본 연구에 사용된 재료는 일반적으로 사용되는 탄소강 파이프(GR. B A106)와 동일 P-No.와 G-No.인 플레이트 시험편을 사용하였고, 시편의 크기는 200×150× 16mm이다. 와이어는 내식성 소재인 ERNiCrMo-3(AWS A5.14, Inconel 625), ∅ 1.2mm를 사용하였다. 실험에 사용된 보호가스는 Ar 98%+O2 2%로 고정하였고 실험장치의 구성은 Fig. 1과 같이 ABB 6축 로봇, 3kW Disk Laser, TPS 4000 및 용접 중 열 변형을 방지하기 위한 지그장치로 구성되었다.
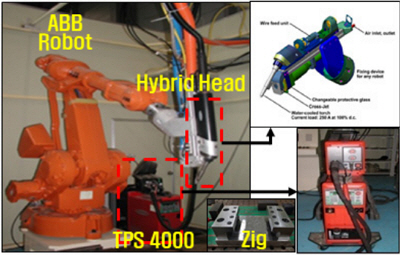
Laser-Arc hybrid welding system for cladding
2.2 실험 방법
본 연구에서는 레이저-아크 하이브리드 용접을 이용한 클래딩 실험을 위해 기초 연구부터 진행하였다. 기본적인 레이저-아크 하이브리드 클래딩 용접변수 범위를 확정하기 위해 주요 인자들에 대해 다구찌 실험계획으로 예비실험을 진행하여 강건조건을 도출하였다. 도출된 조건을 기반으로 레이저-아크 하이브리드 열원 중 하나인 레이저의 초점거리에 따라 키홀 모드(Keyhole Mode), 천이 모드(Transition Mode), 열전도 모드(Conduction Mode)8) 변화 확인을 위한 레이저 단독 실험을 진행하여 모드별 비드단면 형태를 확인하였다. 또한 GMAW 용접기와 레이저-아크 하이브리드 용접에서 동일한 와이어 송급량(전류/전압 일원 제어, 9.5~ 12.5m/min에서 전류 284~337A, 전압 27~29V), 용접속도에서 레이저 열원 유무에 따른 비드형상 변화에 대한 관찰을 진행했다.
Y. Natio 등의 연구결과에 따르면 레이저와 아크 열원간의 거리에 따라 용입깊이와 비드단면 형상이 변하는 결과를 얻었으며, 5mm 이내에서 최대 용입깊이는 깊어지고 비드폭은 얇아지며, 5~9mm에서 얕은 용입 형태의 비드단면 결과를 얻었다9,10). 본 논문에서도 클래딩에 적합한 열원의 간격을 판단하기 위해 3mm, 6mm 2개의 조건으로 실험 후 비교하였다.
선행된 기초 실험결과를 바탕으로 레이저 모드 변화에 따른 클래딩 기본 조건 선정을 위해 레이저 초점, 송급속도 2개의 변수에 대해 3개 수준으로 BOP 실험 후 비드단면 형상에 대해 관찰하고 클래딩 실험조건을 선정하였다. 각 실험에서 측정된 비드단면의 범위는 Fig. 2에 나타내며, A는 용착면적, B는 용입면적, C는 비드높이, D는 용입깊이, E는 비드폭을 의미한다.
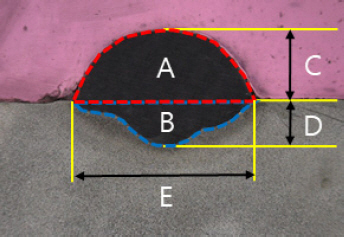
Bead cross section measurement definition
선정된 조건으로 레이저 초점거리 변화와 송급속도 변수를 3수준으로 정의하여 모든 경우에 대해 실험을 진행하였다. 전체적인 실험계획은 Table 1에 순서대로 정리하여 나타낸다.

Experimental conditions
3. 실험 결과
3.1 클래딩 공정변수 평가
3.1.1 공정변수 범위 선정 실험
레이저-아크 하이브리드 클래딩 실험변수 선정을 위해 주요 용접변수인 레이저 출력, 용접속도, 송급속도(전류, 전압), 펄스보정을 3수준으로 설정하여 다구찌 직교배열 실험계획법을 통해 27가지 실험조건을 수립하였다. 여기서 펄스보정(Pulse Correction)은 용적의 분리력에 대한 보상을 의미하며 높은 값을 가질수록 펄스 피크 전류가 증가하고 초당 펄스 빈도를 감소시켜 용적 이탈력을 상승시킨다11).
클래딩에 사용되는 조건은 삽입된 내관 두께 이상으로 비드가 형성되어야 하고, 생산성을 높이기 위해서는 비드폭도 동시에 만족해야 한다. 계획된 27가지 조건에 대한 용접 실험조건과 표면비드에 대한 결과는 Table 2에 나타낸다. 레이저-아크 하이브리드 클래딩에서는 일정 수준 이상의 비드폭과 높이를 만족하기 위해 단면을 측정하고 비드폭과 비드높이를 목적함수로 하여 망대특성으로 다구찌 분석을 수행하였다. 다구찌 분석을 통해 도출된 강건조건은 레이저 출력 1.7kW, 용접속도 0.4m/min, 송급속도 11 m/min, 펄스보정 값은 0%이다. 도출된 강건조건으로 앞으로 있을 실험에 대해 기본 값으로 설정하고 변수 범위를 증감하여 레이저-아크 하이브리드 클래딩 실험에 활용하였다.

Results of preliminary welding experiment using taguchi method
3.1.2 레이저 모드에 따른 영향
레이저 모드의 구분은 비드단면의 종횡비(Depth/Width Ratio) ‘1’ 이상일 경우 키홀 모드, ‘1’ 에 가까울 경우 천이 모드, ‘1’ 이하일 경우 열전도 모드로 구분 한다12-14).
본 논문에서는 레이저 모드별 레이저-아크 하이브리드 클래딩에 작용하는 영향을 파악하기 위해 초점거리를 변화시켜 용접하였으며, 그 결과 정초점에서 키홀 모드(종횡비 1.3), +10mm에서 천이 모드(종횡비 0.8), +20mm에서 열전도 모드(종횡비 0.3)를 확인하였으며, 비드단면과 측정결과 그래프는 Fig. 3에 나타낸다.
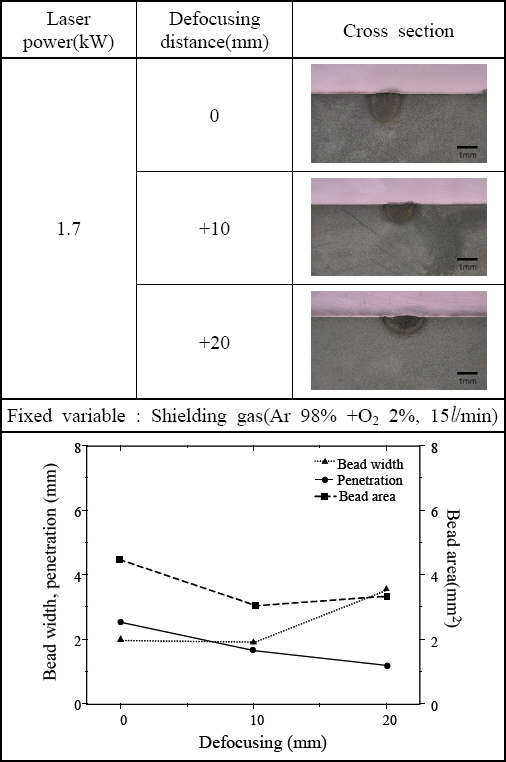
Experimental results of laser mode
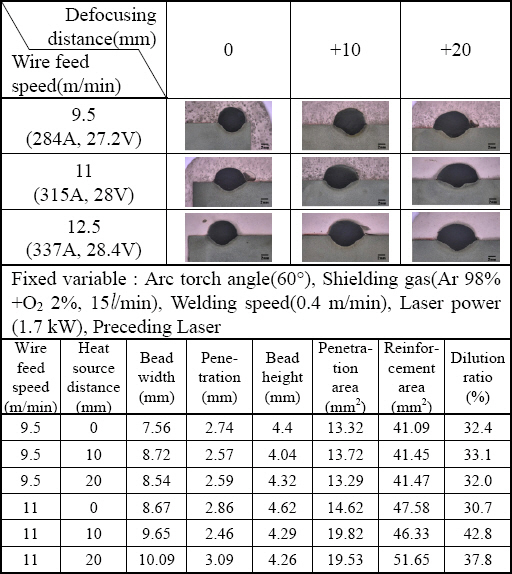
3.1.3 레이저 열원 유무에 따른 영향
동일한 와이어 송급조건에서 레이저 유무가 비드 용착면적에 미치는 영향을 확인하기 위해 아크 단독 조건과 레이저-아크 하이브리드 용접조건을 구분하여 실험 후, 단면 측정을 통해 비드형상 변화를 확인하였다. 조건별 비드단면의 형상 비교는 Fig. 4에 나타낸다.
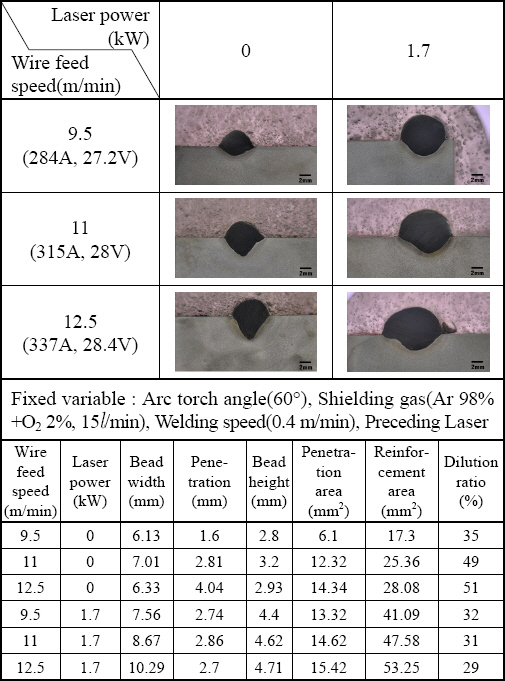
Results of arc and laser-arc hybrid welding
아크 단독 실험에서는 비드폭과 높이의 경우 송급속도가 일정 수준(11m/min)에서 최대 폭과 높이가 형성되고 그 이후에는 용접전압이 높아져 용적이 모재에 용착되지 못하여 비드폭과 높이가 감소하는 경향을 나타내고 용입깊이, 비드면적, 용입면적은 송급속도가 높을수록 증가한다.
레이저-아크 하이브리드 용접의 경우 와이어 송급속도가 증가할수록 비드폭, 비드높이, 비드면적, 용입면적은 증가하지만, 용입깊이는 일정 수준에서 큰 편차 없이 측정된다. 그 결과, 희석률(용입 면적/비드 전체 면적)이 동일한 아크 단독 조건에 비해 최대 22% 감소하는 경향이 나타난다. 또한, 레이저-아크 하이브리드 용접은 아크단독에 비해 비드폭은 1.2~1.6배 증가하고, 비드높이는 1.4~1.6배 용착면적은 1.7~2.5배 증가한다. 이는, 레이저-아크 하이브리드 용접에서 레이저의 영향으로 용접 중 전압 값을 상승시킨다7). 상승된 전압은 아크 길이를 늘여 비드폭과 높이를 증가시키는 원인이 된다.
3.1.4 열원 간격에 따른 영향
열원 간격이 5mm 이하에서 최대 용입깊이가 발생되고 6~11mm에서는 얕은 용입이 나타나고 6mm 이상인 경우 레이저 아크간 거리가 과도하여 시너지 효과가 줄어들므로8) 레이저와 아크 열원간의 거리를 3, 6mm로 나누어 열원간의 거리로 인한 비드 형성에 대한 영향 비교를 위한 실험을 진행하고 그 결과를 Fig. 5에 나타낸다.
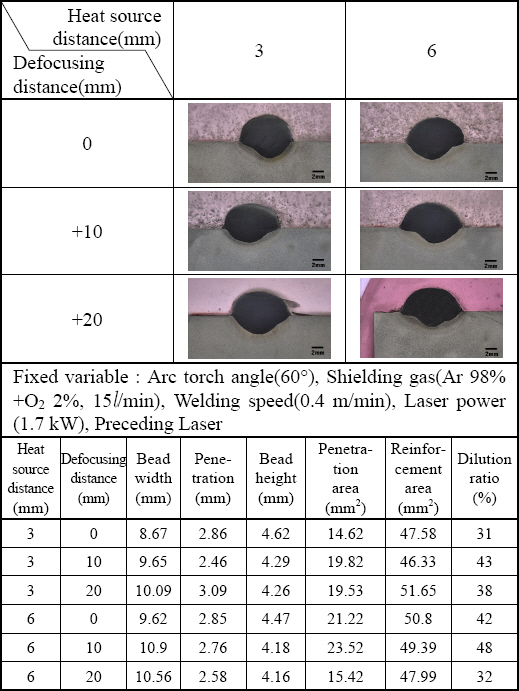
Results of heat source effect
열원 간격이 3mm인 경우 비드폭은 초점거리에 따라 증가하고, 비드높이는 감소하는 경향이 나타난다. 그러나 용입깊이와 비드면적의 경우 천이 모드에서 감소했다가 열전도 모드에서 증가하는 경향이 나타났다.
열원 간격이 6mm인 경우 용입깊이와 비드높이, 비드면적은 점진적으로 감소하는 경향이 나타났지만, 비드폭과 용입면적의 경우 천이 모드에서 증가했다가 열전도 모드에서 감소하는 경향이 나타났다.
희석률의 경우 공통적으로 천이 모드에서 높은 희석률이 나타난다. 또한 레이저 아크 거리가 증가하여 두 에너지 사이의 상호작용이 감소하게 되면 비드폭과 높이보다는 용입면적 증가에 영향이 있는 것을 확인 할 수 있다.
3.2 레이저-아크 하이브리드 클래딩 실험
3.2.1 송급속도와 초점거리에 따른 영향
본 연구에서 레이저-아크 하이브리드 클래딩 용접에 앞서, 와이어 송급조건과 초점거리에 따른 비드 형성 경향을 확인하기 위해 BOP 실험을 진행하고 비드단면 결과는 Fig. 6에 나타낸다.
Results of preliminary experiment for laser-arc hybrid cladding welding
비드폭은 송급속도와 초점거리가 증가할수록 넓어졌고, 용입깊이는 송급속도가 높을수록 낮았으며 증감 경향은 유사하게 나타났다. 비드높이는 송급속도 11m/min, 12.5m/min에서 초점거리가 증가할수록 감소하는 경향이 나타났으나 송급속도 9.5m/min에서는 천이모드에서 감소했다가 열전도 모드에서 상승하였다.
용입면적은 송급량이 증가할수록 커졌으나, 천이영역에서 급격히 상승하고 열전도 모드에서 감소하는 경향이 나타났다. 비드면적은 송급속도의 영향이 큰 것을 확인 할 수 있었으며, 희석률은 공통적으로 천이영역에서 상승하는 경향이 나타났다. 이는 키홀 모드에서 적은 영향을 미치는 Marangoni 유동의 영향이 레이저 초점거리가 증가할수록 점진적으로 영향을 미치면서 천이영역에서 유동이 발생하면서 용입면적이 증가하여 희석률이 상승하였다가 열전도 모드에서는 유동이 활발해지면서 용착면적이 가증되어 희석률이 감소된다.
3.2.2 용접패스 간격에 따른 영향
레이저-아크 하이브리드 클래딩 용접실험에서 레이저 초점거리와 비드간 간격에 따른 비드 변화를 관찰하기 위해 각각 3수준으로 실험을 진행하였으며, 비드단면에 대한 결과는 Fig. 7에 나타낸다. 전체적으로 8mm 간격에서 비드간의 오버랩이 적정하였으나, 9mm, 10mm 간격에서는 비드폭이 부족하여 독립적으로 비드가 생성되는 것을 비드단면을 통해 확인 할 수 있다.
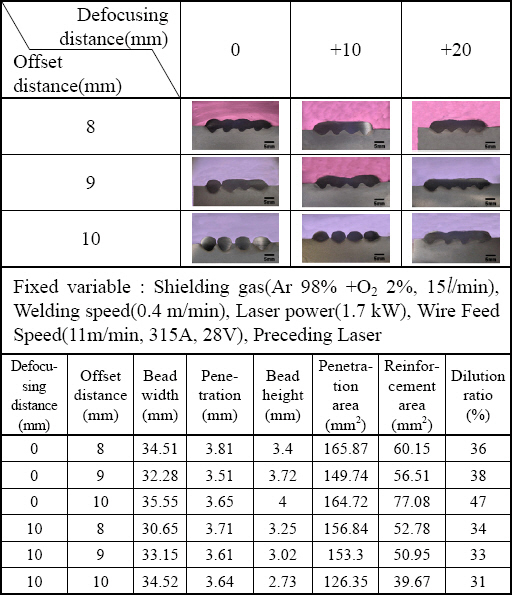
Results of laser-arc hybrid cladding welding
Results of gap compensation experimental
비드폭은 패스간격이 넓어질수록 증가하는 경향이 나타났고 최대 용입깊이는 패스간격이 키홀 모드와 열전도 모드에서는 증가하지만 천이 모드에서는 감소하는 경향이 나타났다. 최대 비드높이는 패스간격이 9mm일 때 공통적으로 감소하였고 열전도 모드에서 가장 큰 폭으로 변화했다. 비드면적은 전체적인 값은 크게 변하지 않았으나, 천이 모드에서 10mm 간격일 경우 급격히 감소되는 경향을 확인 할 수 있다. 용입면적과 희석률은 키홀 모드에서는 계속 증가하고 천이모드에서 감소하는 모습을 볼 수 있었으나 열전도 모드에서 최소 희석률을 확인 할 수 있다.
희석률 측정 결과 전체적으로 30~40% 수준으로 측정되며, 초점거리가 짧아질수록 높게 관측된다. 패스간격이 좁아질수록 용착되는 비드가 선행 용접된 비드 상부 사이를 채우면서 희석률이 감소하는 모습을 확인 할 수 있다.
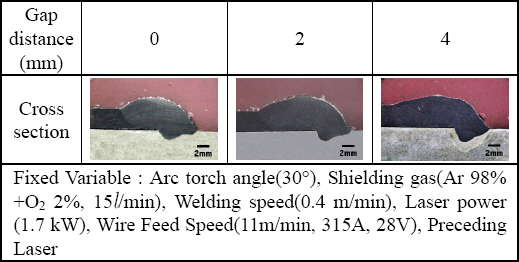
3.2.3 허용 단차 측정 실험
JCO 프레스 밴딩으로 제조된 파이프는 끝단에 약 0~3mm 정도의 단차가 발생하는 경우가 있으며, 파이프를 삽관하여 하이브리드 용접으로 클래딩을 할 경우 단차 보상가능 여부 판단을 위해 실험을 수행하였다. 여기에서 단차는 정초점으로부터의 조정불량(Misalign- ment)을 의미한다. 본 실험에서 필렛부 정초점 위치로부터 0, 2, 4mm 간격을 두고 하이브리드 용접실험을 진행하였다.
실험결과는 Fig. 7에 나타내며, 레이저-아크 하이브리드 용접의 경우 4mm 정도의 단차가 발생해도 보상할 수 있음을 확인 할 수 있다.
4. 결 론
본 연구에서는 레이저-아크 하이브리드 공정을 이용한 클래딩 용접에 관한 연구를 수행하였다. 실험 순서는 레이저 모드별 판단을 위해 초점거리 실험, 레이저 열원 유무에 따른 비드 형상의 변화 실험, 열원 간격에 따른 비드 변화 관측 실험, 송급량, 초점거리 변화에 따른 실험, 레이저-아크 하이브리드 클래딩 순서로 실험을 진행했으며 다음과 같은 결론을 얻을 수 있었다.
1) 아크 단독과 하이브리드의 실험결과를 비교했을 때, 같은 송급량에서 레이저 열원 유무에 따라 하이브리드 용접이 2.5~2.7배 이상 많은 용착면적을 나타냈으며, 이는 레이저 영향에 따른 전압 상승의 영향으로 판단된다.
2) 열원 간격이 멀어지면 비드 형상은 큰 차이가 없으나, 두 열원 사이의 상호작용이 적어져 6mm 간격에서 용입이 깊어지며 희석률이 증가하는 경향이 나타났고 열전도 모드에서는 희석률이 공통적으로 감소한다.
3) 본 연구에서 레이저-아크 하이브리드 용접에서의 희석률은 30% 수준이며 4mm 단차에서도 보상됨을 확인 할 수 있었다. 희석률의 경우 GMAW와 유사하여 GMAW 클래딩 공정을 대체 할 수 있는 가능성을 확인했다.
4) 레이저-아크 하이브리드를 이용한 클래딩 실험결과는 레이저 모드에 따라 비드 형성 경향이 바뀌고 있으며, 이는 레이저 모드별로 변하는 용융풀의 열ㆍ유체 유동 영향으로 판단된다.
본 논문에서는 고정된 용접속도와 레이저 출력에서 클래딩 실험을 진행하였으나, 추후 다양한 변수 수준을 고려하여 희석률을 저감시키고 생산성을 향상시키며 품질을 확보할 수 있는 후행 연구가 필요할 것으로 사료된다.
Acknowledgements
이 연구는 2017년도 한국연구재단의 지원 (‘NRF- 2017M3A9E2060430’) 및 2018년도 산업통상자원부 및 산업기술평가관리원(KEIT) 연구비 지원에 의한 연구결과임(‘20002772’)


























