440 MPa급 도금강판의 저항 점 용접 시 AC 및 MFDC전원에 따른 가용전류구간 비교 연구
A Comparative Study of Weldable Current Range on AC and MFDC Resistance Spot Welding for 440 MPa Grade Steel Sheet
Article information
Abstract
This paper presents a comparative study of the AC and MFDC resistance spot welding process with consideration of sheet thickness. The previous studies have confirmed that there is difference in the optimum welding current and expulsion current with AC and MFDC. The aim of this study was revealing the effect of sheet thickness on weldable current range and expulsion behavior for AC and MFDC welding processes. The optimum welding current of AC was lower (1.6 kA) than MFDC welding process in 0.8 mm sheet thickness. Early nugget growth being caused by the peak current of AC developed weld interface deformation, which resulted in suppressing the growth of corona bond and occurrence of low current expulsion. The resistance spot welding for thicker sheet (1.4 mm) required lower current of 0.6 kA for the expulsion on the MFDC welding process. The growth of contact diameter (size of corona bond) and button diameter was linear up to the expulsion current with MFDC welding process. Therefore, more attention is required when the AC and MFDC resistance spot welding process is applied for different thickness of steel sheet combination for automotive application.
1. 서 론
최근 자동차사의 스폿 용접 품질에 대한 중요도가 증가함에 따라 용접 품질 향상을 위하여 용접건 및 용접기 전원의 다변화가 추진 중이다. 용접부의 품질을 향상시키는 방안으로는 용접부의 계면파단 발생을 억제하고, 중간 날림(Expulsion)및 표면날림 발생을 저감하는 방법 등이 있다1-5). 하지만 용접기 전원 및 용접 건에 따른 날림 발생 용접조건의 편차가 존재하기 때문에 실 공정에서 날림 발생으로 인하여 용접 품질 관리가 매우 어려운 실정이다. 판재 조합에 따른 용접조건 기준은 마련되어 있으나 현장라인의 스폿 용접기 전원특성이 고려되지 않은 상태로 기존의 용접조건을 그대로 적용함으로 날림 발생빈도가 증가하고 이로 인하여 불필요한 인원이 투입되어 날림흔적을 제거하기 때문에 원가상승과 함께 불규칙한 작업으로 인한 생산성이 저하 되고 있다.
자동차 사에서는 흔히 단상 AC와, MFDC의 스폿 용접기를 혼용하여 사용하고 있고, 특히 인버터 MFDC 용접기는 기존의 단상 AC 용접기를 개선하여 저항 점용접의 용접성 향상을 목적으로 개발되었다6). 저항 점용접 전류는 용접기의 전류파형에 따라 여러 가지로 분류되며, 이중에서 단상 교류식(단상 AC)용접기는 양극과 음극에 전압이 발생 될 때 게이트 전극에 펄스 신호를 주어 양극에서 음극으로 펄스 전류가 흐르게 되는 방식으로 기본적인 설정 전류보다 약간 높은 전류가 가해지는 용접방식이다. 반면 인버터 직류식(MFDC) 용접기는 용접기의 경량화와 전류제어에 용이한 회로를 사용한 용접방식으로 교류 입력전원을 정류회로에 거쳐 일정한 전류 및 전압으로 변환하여 용접전원을 공급하게 된다. 인버터 직류식 전원은 안정적인 전류가 용접부에 공급되어 용접 시 허용되는 용접 전류범위가 넓으며, 중간날림의 발생 확률이 비교적 적은 것으로 알려져 있다6, 7). 저항용접전원에 따른 특성을 비교한 기존의 논문을 살펴보면, Li 등은 MFDC 용접전원은 AC 용접전원에 비해 넓은 가용전류구간을 가지며, 이는 접촉저항(Contact resistance)와 전기적 인덕턴스(Electrical inductance) 의 차이 때문이라고 보고했다7). Brown 등은 가용전류구간(weldable current range) 내에 점 용접을 실시 할 경우, MFDC 용접전원은 AC용접전원의 전류보다 약 27% 낮은 용접전류에서 적정 용접이 가능하고, 이로 인하여 DC전원에서 가용전류구간 넓다고 보고하였다. 하지만 이러한 장점들은 소재와 변수와 관련된 특별한 경우에만 의존하는 것이므로, 일반적으로는 판재와 특별한 application에 따라서 차이가 존재 할 수 있다고 언급했다8). 또한 Alfaro 등은 용접전원에 따른 동종과 이종소재의 너겟(nugget) 형성 거동을 고속 카메라를 통하여 관찰하여, 현상을 비교하였다9).
기존의 연구결과들을 정리 해 볼 때 소재의 변수(소재의 두께 및 도금유무, 소재인장강도)를 고려하지 않고, 동일 소재만을 적용하여 AC와 DC전원의 차이에 대하여 비교 및 고찰을 하였다. 하지만 용접전원에 따른 파형의 특성 및 전극의 냉각효과로 인하여 AC와 MFDC전원의 용접 특성에는 차이가 존재하며, 특히 각각의 소재 두께에 적용 용접전원 별 용융부 성장거동에 미치는 영향도 간과할 수 없다. 따라서 본 연구에서는 인장강도 440 MPa급의 SGARC440 소재의 0.8과 1.4mm 강종을 사용하여 AC 및 MFDC 적용 시 소재 두께 변화에 따른 용접성을 비교하였다. 또한 SGARC440 소재의 두께의 변화에 따라 AC와 MFDC전원에서 날림(Expulsion)발생 전류구간에 차이가 발생하는 원인에 대해서 고찰해보았다.
2. 실험 방법
본 연구에서는 인장강도 440 MPa급의 SGARC440 소재를 사용했으며, 사용된 피용접재의 두께는 각각 0.8과 1.4mm 이다. 각각의 소재 두께에 따라 실험에 적용한 용접조건을 Table 1에 나타내었다. 적용한 가압력과 용접시간은 소재의 두께에 따라 IS0 18278-2:2004 (E) 를 바탕으로 하여 차체 조립라인에서 적용 가능한 범위에서 설정 되었다10). 특히 소재의 두께가 증가함에 따라 이겹 용접 접합을 위한 필요 열량에 차이가 존재하므로 적정 입열량 수준에서 소재두께 변화에 따른 용접조건을 고려하여 실험에 적용하였다. 본 연구에 실시된 모든 저항 점용접은 3회이상 실시하여 평균값 적용하여 실험결과의 신뢰성을 확보하였다.

Experimental conditions for SGARC 440
적정용접구간은 4√t (t:시편의 두께)의 버튼경을 만족하는 최소용접전류(minimum weld current)에서 중간날림 발생 전류보다 0.2 kA 낮은 최대용접전류(maximum weld current)까지의 용접전류구간, 즉 가용전류구간으로 설정하였다. 일반적으로 최소용접전류는 4√t의 너겟경에서의 전류구간을 적용하고 있으나 본 연구에서는 소재의 두께 차이에 따른 가용전류구간의 비교를 위하여 버튼(Button)경 측정을 적용하여 소재두께에 따른 파단 거동변화까지 고려하였다. 용접전극의 표면상태에 따른 영향을 배제하기 위하여 적정 용접조건에서 10~20회정도 용접 후 용접현상을 비교하였고, 시편이 변경 될 경우 새로운 전극으로 교체 하였다. 본 실험에서는 전격전압 100kVA 및 제어주파수 60Hz의 AC 저항 점 용접기와 제어주파수 1000 Hz의 MFDC 저항 점 용접기의 공압 방식 타입의 건을 사용하였다.
용접전류에 따른 버튼 직경과 접촉 면적을 비교·분석하기 위해, IS0 17653 의 표준 규격에 따라 판재 끝단으로부터 용접 점 까지의 최소 거리가 20mm 이상 되도록 하여 용접 전류에 따라 시편을 제작한 다음, 시편을 바이스에 고정한 후 용접부의 순수 비틀림 하중만을 유지하기 위해 양쪽 시편의 굽힘을 발생하지 않도록 하고 비틀림 시험을 진행하여 용접부 지름(버튼직경)과 파단 형태를 관찰하였다11).
3. 결과 및 고찰
3.1 AC 및 MFDC 용접 전원에 따른 가용전류 구간 비교
Fig. 1은 저항 점 용접 시간에 따른 용접기 전원(AC 및 MFDC)의 전류파형을 나타낸 것이다8). AC 용접전원의 경우, 교류 전원 파형의 특성으로 인해 최대 전류 값이 DC 전원 전류의 √2 배이다. 하지만 전류 파형의 zero cross 부분에서는 전류가 0 이기 때문에 순간적인 냉각의 효과를 가지는 것으로 알려져 있다8). DC 전원의 경우, 직류전원을 이용하기 때문에 입력 전류에 도달한 후 파형의 변화 없이 일정한 수치의 전류 값을 가진다. 이러한 전류 파형상의 차이로 인하여 AC 및 MFDC 전원의 용접과정에서 발생하는 용접전류 및 전압에 의한 동저항(Dynamic resistance)의 값 또한 동일하지 않다. 저항 점 용접에 필요한 전기 저항 열에너지는 식 (1) 과 같고
Weld current signals obtained from the current for AC and MFDC currents
여기서 Q 는 전기 저항열(J), I 는 전류(A), R 은 저항(Ω) 그리고 t 는 통전시간(sec) 이다12). 특히 저항 점 용접에서의 저항(R)은 전류통전 시작시간 (t0) 에서부터 통전이 완료되는 시간(t) 까지 변하는 소재의 벌크 저항과 동저항의 합이다. AC 및 MFDC 전원에 따라 전류 파형이 다르기 때문에, 용접 시간 동안에 동저항 값이 동일하지 않다. 이 때문에 소재의 전기 저항열 즉, 열량에 차이가 존재하며 일부 문헌에서도 유사한 결과를 확인 할 수 있다13).
가용전류구간은 주어진 입열량에 대하여 최소 너겟경(4√t)에서부터 중간날림 발생 직전까지의 전류구간으로 정의되며 용접전원에 따른 최소 너겟경 및 중간날림 발생 전류값 (또는 열량)에 차이가 존재 하는 것으로 알려져 있다. ISO 1432714)를 근거로 하여 AC 및 MFDC 용접전원에 따른 열량 차이를 고려하여 SGARC440급 소재 0.8 mm와 1.4 mm 각각에 대하여 가용전류구간을 측정하여 Fig. 2에 나타내었다. SGARC440급 0.8 mm의 판재를 이겹 용접 시 AC 및 MFDC 용접전원에 따른 가용용접전류 구간 비교 결과(Fig. 2(a))에서 평균 최소전류 값은 AC와 MFDC 각각 6.2 kA와 6.0 kA로 유사 하였으나 중간날림 발생 직전 인 최대 전류값은 각각 8.4kA와 10.2kA로 큰 차이를 보였다. 또한 SGARC440급 1.4mm 판재의 이겹 용접의 경우, AC 및 MFDC 용접전원 모두 최소 전류값이 6.4 kA로 유사하였으나 최대 전류값은 AC 보다 MFDC에서 약 0.6 kA 낮은 9.2 kA로 Fig. 2(b)에서 관찰되었다. 기존의 연구결과들에서는 AC 용접전원 적용 시 peak current에 의한 판재간 접촉면 붕괴가 용접초기에 발생함으로 인하여 전체 동저항이 낮아지고, 입열량 또한 감소하게 된다. 그 결과 가용전류구간이 높은 전류영역에서 형성 된다고 보고되고 있다7). 이에 반해 MFDC의 경우 낮은 전류에서 가용전류구간이 형성되며 이에 따른 중간날림 발생 억제 효과도 존재 하는 것으로 확인되었다. 이러한 경향이 본 연구에 적용된 SGARC 1.4 mm 이겹 용접에서는 유사하였다. 그러나 소재두께가 0.8 mm 의 박판에서는 중간날림이 AC 전원에 비해 MFDC 전원의 경우 높은 전류 값에서 형성되었으며 기존 연구 결과와 상반되는 경향이 관찰 되었다7, 8).

Comparison of weldable current range on welding power of AC and MFDC for (a) SGARC440 (0.8mm), (b) SGARC440(1.4mm)
또한 최소용접전류와 최대용접전류 구간의 80 % 전류 값을 저항 점용접 기준용접전류(Optimum Welding Current)로 정의하고 단순한 가용전류구간의 비교에 추가하여 그 차이를 분석하였다. SGARC 0.8 mm 이겹 용접에서는 AC 및 MFDC 에서 각각 8.0 kA와 9.4 kA로 MFDC에서 기준용접전류 값이 높았다. 그러나 SGARC 1.4 mm의 이겹 용접에서는 MFDC에서 AC 보다 약 0.6 kA 낮은 약 8.6 kA에서 기준용접전류가 형성되었다. 관찰된 연구결과에서 피용접 판재의 소재두께에 따라 기준용접전류에도 차이가 존재하는 것이 확인 되었고, 기존의 연구 결과에서는 이러한 소재두께의 영향에 대한 분석이 전무하였다. 따라서 소재두께에 대한 영향을 추가 분석을 위하여 다음 장에서 각각의 용접전원에 대하여 용접 전류에 따른 용접부 성장거동 변화를 고찰 하였다.
3.2 SGARC440급 0.8 mm 판재 이겹 용접 가용전류구간 및 용용부 성장
Fig. 3은 SGARC440급 0.8 mm 의 AC 및 MFDC 전원에 따른 판재 용접 시, 용접 전류 증가에 따른 버튼경의 크기 변화를 나타내었다. AC 용접전원을 적용한 경우 최소용접전류와 최대용접전류는 각각 6.0 kA와 8.4 kA로 가용전류구간이 2.4 kA였다. 하지만 MFDC 용접전원의 경우 최소용접전류는 6.0 kA였으며, 최대용접전류는 10.2 kA로 가용전류구간은 4.2 kA였다. AC 용접전원을 적용한 경우는 MFDC 용접전원을 적용한 경우보다 낮은 전류에서 중간날림현상이 발생하였고, 가용전류구간 또한 협소하였다. AC 용접전원에 비해 MFDC 용접전원을 적용한 경우 최소용접전류는 유사하나 최대용접전류(중간날림 발생전류)가 높아 가용전류구간이 넓으며 이는 Parker 등의 연구결과와도 유사하다15).
Button diameter with welding current of SGARC440 (0.8mm) for (a) AC and (b) MFDC
용접전원에 따라 중간날림 발생 전류 값에 차이를 보이는 원인을 분석하기 위하여 용접 과정에서의 용접부 성장거동에 대한 분석을 진행하였다. 이전의 연구결과들에서 저항 점 용접에서 중간 날림현상은 소재의 인장강도와 도금유무, 두께 등 소재의 다양한 변수로부터 저항용접 과정에서 발생하는 열적, 기계적, 야금학적인 특성 그리고 특히 용접부의 너겟 성장 및 코로나본드 등의 상호적인 작용에 기인하는 것으로 알려져 있다16-21). Murakawa 등은 용접시간이 증가함에 따라 너겟경(Nugget Diameter)과 접촉면적(Contact Diameter)과의 상관관계를 통하여 중간날림 현상을 규명하였다16). 본 연구에서도 유사한 접근방법을 이용하여 용접과정의 용접부 성장거동을 분석하였다. 하지만 저항 점 용접의 가용전류구간은 용접시간이 아닌 용접전류의 변화에 따라 너겟경의 4√t이상 만족 하는 조건에부터 중간날림이 발생하는 전류까지의 구간으로 정의되고, 특히 너겟경은 절단 위치에 따라서 오차 범위가 크기 때문에 본 연구에서는 용접 전류를 증가 시킨 각각의 시험편에 대하여 비틀림 실험 후 버튼 직경(Button Diameter)과 접촉 직경 (Contact Diameter)을 측정 후 날림현상의 상관관계를 비교 하였다. 여기서 버튼 직경은 파괴시험 된 시험편에서 잔류하고 있는 버튼의 크기이고 너겟경과 유사한 것으로 가정할 수 있으며, 접촉직경은 너겟 직경과 코로나본드까지 포함하는 직경이며 이를 Fig. 4(a)에 나타내었다. Murakawa 등의 연구결과를 일부 개선하여 용접전류가 증가함에 따라 용융부(버튼직경) 및 접촉면적(접촉직경)의 변화를 Fig. 4(b)와 같은 모식도로 설명 할 수 있다. 용접전류가 증가할 때 용융부 및 접촉면적이 성장하게 되지만 일정 용접전류 이상에서는 접촉 면적이 증가하지 않으며 용용부의 직경(또는 Button Diameter)은 지속적으로 성장 후 한계치에서 성장을 멈춘다. 이는 저항 점 용접에서 사용하는 전극의 크기가 고정되어있어 전극의 직경보다 버튼 및 접촉면적의 직경이 증가하는 임계치가 존재하기 때문이다. 또한 용융부의 용융물(molten metal)이 접촉면적의 코로나본드 외부로 방출 될 경우 버튼 직경은 접촉 직경보다 커지기 때문에, 즉 균형이 깨어지므로, 이와 같은 경우 날림현상으로 판단하였다. 이를 토대로 버튼경 증가 곡선과 접촉 직경 증가곡선이 교차하는 구간의 전류를 중간날림의 임계전류(Critical Welding Current for Expulsion)로 정의하였고 이를 Fig. 4(b)에 나타내었다.
AC 및 MFDC 전원 각각에서 SGARC 440급 0.8mm 소재에 대하여 용접전류 증가에 따른 용접부의 접촉 직경과 버튼 직경 실측값을 비교하여 중간날림 임계전류를 도출하였고 이를 Fig. 5(a)와 (b)에 각각 나타내었다. AC 및 MFDC의 두 전원 모두에서 용접전류가 증가함에 따라 접촉 직경과 함께 버튼 직경도 증가하였다. 중간날림의 임계전류는 AC와 MFDC전원 각각 8.4kA 및 10.2kA로 도출 되었다. Fig. 5(a)에서 용접전류가 증가함에 따라 AC 전원의 접촉직경은 일정 크기 이상 성장하였으나 버튼 경의 성장, 즉 용융 너겟의 성장이 급격 하였기 때문에 MFDC 전원보다 낮은 전류에서 중간날림 임계값이 형성 되었다. 또한 실제 관측 된 중간날림 전류값과 도출된 임계 전류값은 유사하였다.
Button and contact diameter with welding current of (a) AC welding machine (b) MFDC welding machine for in SGARC440(0.8mm) at welding conditions of 260kgf and 12cycles
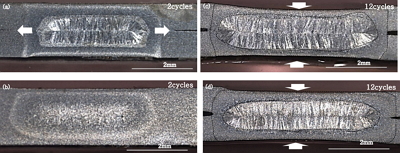
AC전원에서의 용접은 입력 전류보다 √2배 높은 수치의 전류가 교류 형태로 통전되면서 발생한 저항 열에 의하여 버튼직경은 급격하게 성장하는 것으로 알려져 있다. 이에 대한 추가 검증을 위하여 SGARC 0.8 mm 동일 소재에 대하여 AC 및 MFDC 각각 적용 후 용접시간 2 cycles에서 통전을 중지하여 용접초기 성장 거동을 확인 한 결과들을 Fig. 6(a)와 (b)에 각각 나타내었다. 용접 시간 초기에 AC 전원에서 MFDC 대비 용접부 성장이 큰 것으로 확인 되었으며 접합부 단면의 화학적 에칭된 결과에서도 열분포 이력에 확연한 차이를 보이고 있다. 특히 빠른 용융 너겟의 성장은 접합계면 주변에 비교적 큰 변형을 유발하여 추가적인 접촉면적 확보가 어려운 것으로 판단되며 이는 중간날림 발생 억제에 큰 효과가 있는 코로나 본드 형성이 제한 적이 될 수 있다. Eagar 등의 연구결과에서도 중간날림 억제에 대한 코로나 본드 형성의 효과가 확인 되었으며 특히 판재의 두께가 얇을 경우 변형에 대한 저항이 적어 그 효과가 극대화 될 수 있다18). 용접시간 2 cycle의 단면분석 결과 판재 변형이 AC 전원의 경우 Fig. 6(a)의 화살표 영역과 같이 변형이 확인 되었고 이에 따라 접촉면적의 성장 또한 억제 된 것으로 판단된다. 또한 Senkara 등은 저항 용접 통전 과정에서 용접부 액상 너겟에 의해 발생되는 내부 압력은 용접부 팽창을 야기하며 이를 억제하기 위하여 외부에서 가압력이 제공 될 경우 압흔의 크기가 증가함을 증명하였다19). 본 연구의 0.8mm 판재 용접에 12cycle 적용 시 AC 용접전원에서 압흔이 더 크며 (Fig. 6(c)와 (d)의 화살표) 이러한 결과는 입열이 MFDC 보다 AC 에서 더 크다는 것을 증명한다. 위의 결과들을 미루어볼때 SGARC 440급 0.8mm 소재에 AC 용접전원을 적용한 경우는 MFDC 용접전원을 적용한 경우보다 동일전류에서 높은 입열이 발생하였기 때문에 상대적으로 낮은 전류에서 중간날림현상이 발생하였고, 가용전류구간 또한 협소하다고 판단된다.

Cross section images of resistance spot welding for (a) AC and (b) MFDC at 2 cycles; for (c) AC and (d) MFDC at 12cycles with welding conditions of 260kgF and 8.4kA
3.3 SGARC440급 1.4 mm 판재 이겹 용접 가용전류구간 및 용용부 성장
SGARC440급 두께 1.4 mm 판재의 AC 및 MFDC 전원에 따른 판재 용접 시, 용접 전류 증가에 따른 버튼경의 크기 변화를 각각 Fig. 7(a)와 (b)에 나타내었다. 용접전류가 증가함에 따라 AC와 MFDC전원 모두 버튼경의 성장이 유사하였다. AC 및 MFDC 용접전원 모두 최소용접전류는 6.4 kA였으며, 최대용접전류는 각각 9.8 kA와 9.2 kA 이다. 따라서 MFDC 용접전원을 적용한 경우가 AC 용접전원을 적용한 경우보다 0.6 kA 낮은 전류에서 날림현상이 발생하였고, 가용전류구간 또한 좁았다. 0.8 mm 두께 소재에 비하여 AC 및 MFDC 전원에 따른 가용전류구간의 차이는 크지 않았으나, Fig. 2에서 고찰 된 바와 같이 소재 두께가 1.4mm 일 경우 MFDC의 기준용접전류가 더 낮은 값에서 형성되고 있으며 이는 중간날림 발생 전류 값의 경향과 일치하고 있다. 기존의 문헌에서는 용접 전원 변경 시 소재두께 차이에 따른 중간날림 발생 거동 및 기준용접전류 변화에 대한 연구 또는 고찰이 없었던 것으로 판단되어 중간날림 임계전류 도출 방식과 동일한 분석을 시도하였다.
Button diameter with welding current of SGARC440 (1.4mm) for (a) AC and (b) MFDC
Fig. 8은 1.4 mm 소재의 AC 및 MFDC 용접 전원에서 용접전류 증가에 따른 용접부의 접촉 직경과 버튼 직경을 비교한 그래프이다. Fig. 8(a)와 (b)에서 보이는 AC 과 MFDC 전원은 용접전류와 함께 용접부 접촉 직경과 버튼 직경이 유사한 기울기로 증가하여 두 곡선의 교차점이 약 9.4kA ~9.6 kA로 높은 전류에서 중간날림 임계 전류 값이 형성되었다. 0.8mm 소재의 이겹 용접 결과와 달리 AC 와 MFDC 전원 모두 용접전류가 증가함에 따라 접촉 직경과 버튼 직경의 성장속도가 유사하였다. 이러한 결과는 1.4mm 두께 판재 이겹 저항 점용접의 경우 용접전원의 영향이 크지 않다고 판단된다. 얊은 판재의 경우 용접전원 파형에 따른 입열 또는 저항열 차이가 확연하였으나 1.4 mm 두께 판재의 경우 두께 증가에 따른 소재 열용량 상승과 전극 간 통전거리가 증가 등의 원인으로 용접전원에 따른 발생 열량(Q) 변화는 크지 않을 가능성이 있다. AC와 MFDC 전원에 따른 저항열에 차이가 실제 1.4 mm 소재 용융 너겟의 성장 및 판재 계면에서의 접촉면에 미치는 영향을 관찰하기 위하여 용접 시간 3, 8 cycles에서 단면 분석하여 Fig. 9 에 각각 나타내었다. Fig. 9(a)와 (b)를 보면 3cycle의 용접시간에서 AC 대비 MFDC 전원의 용융부 면적이 큰 것으로 확인 되었다. Brown8) 등의 보고와 같이 MFDC 용접 시 높은 초기 동저항에 기인하여 너겟의 형성 및 중간날림이 비교적 낮은 전류 또는 낮은 입열에서 형성 되었을 것으로 판단된다. Fig. 9(c)와 (d)의 8cycle 용접시간에서 AC 대비 MFDC 전원 에서의 용접부 성장이 다소 큰 것으로 확인한 결과 1.4 mm 두께 소재 용접 시 AC 및 MFDC 에 따른 영향은 적으나 동일 너겟 형성을 위해 필요한 에너지는 MFDC에서 낮을 것으로 판단된다.

Button and contact diameter with welding current of (a) AC welding machine (b) MFDC welding machine for in SGARC440(1.4 mm) at welding conditions of 300kgf and 14 cycles

Cross section images of resistance spot welding for (a) AC and (b) MFDC at 3 cycles; for (c) AC and (d) MFDC at 8 cycles with welding conditions of 300kgF and 8.4kA
4. 결 론
1) SGARC440급 0.8 mm 두께 소재 이겹 용접에서는 기준용접전류가 AC 및 MFDC 에서 각각 8.0 kA와 9.4 kA로 MFDC에서 기준용접전류 값이 1.4kA 높으나, 1.4 mm 두께 이겹 용접에서는 MFDC에서 AC 보다 기준용접전류 값이 약 0.6kA 낮았다. 따라서 용접 전원별 기준용접전류는 피용접 판재 소재두께 영향이 존재하는 것으로 판단된다.
2) SGARC440급 0.8 mm 두께 소재 이종 용접에서는 용접전류가 증가함에 따라 AC 전원 적용 시 접촉면적은 서서히 성장하였으나 용접전류파형 특성에 따른 입열 증가로 너겟의 성장이 급격 하기 때문에 MFDC 전원보다 낮은 전류에서 중간 날림임계전류 값이 형성 되었다.
3) SGARC440급 1.4 mm 두께 소재 이종 용접에서는 0.8mm 소재의 이겹 용접 결과와 달리 AC 와 MFDC 전원 모두 용접전류가 증가함에 따라 접촉 직경과 버튼 직경의 성장속도 및 중간날림 임계전류 값 또한 유사하였다. 두께 증가에 따른 소재 열용량 상승과 전극 간 통전거리가 증가 그리고 동저항에 기인한 발열값 차이에 따른 원인으로 고려 될 수 있다.
4) 다양한 소재강도 및 두께 수준에 대한 추가 검증 실험이 진행 중이며 본 기초연구와 유사한 결과들이 확보 되었다. 특히, 소재두께의 영향 인자에 대한 추가 검증이 지속적으로 필요할 것으로 사료된다.
Acknowledgment
이 논문(저서)은 2014년 교육부와 한국연구재단의 지역혁신창의인력양성사업의 지원을 받아 수행된 연구임(NRF-2014H1C1A1073088)