Effect of Cable Length on Welding Quality in Asynchronous Tandem Gas Metal Arc Welding
Article information

Abstract
When the gas metal arc welding (GMAW) process is applied in the shipbuilding and heavy equipment industries, it is important to increase the amount of welding on the weld without defects. Application of the tandem GMAW process can reduce the man-hours increased owing to multipass and increase productivity. In shipbuilding and heavy equipment industry sites, the weldments are long and large; thus, a carriage-type bed is generally used. Accordingly, the overall lengths of the welding cables in the welding system are increased; thus, arc voltage drop occurs owing to the load voltages generated in the welding cables, and a robust bead cannot be obtained owing to spatters caused by short circuits. In this study, the voltage drop caused by the increase in cable lengths was compensated using a developed welding machine. By compensating for the voltage drop, it was possible to obtain a good quality bead by reducing the occurrence of spatter caused by short circuit. As a result of performing one pass welding using the asynchronous tandem GMAW process and the developed welding machine, it was possible to secure sufficient amount of welding required in the field and to obtain a sound bead appearance.
1. Introduction
Compared with single welding, tandem welding has the advantages of increased weld deposition and enhanced productivity1-5). Larkin et el. satisfied the same amount of weld deposition at around twice the welding speed of conventional submerged arc welding (SAW) by applying synchronous tandem welding in butt welding of 5-mm DH-363). Due to such advantage, there have been increasing efforts to apply tandem welding at welding sites requiring a high deposition rate, and related research is being actively conducted. However, tandem welding generally applied in the field involves synchronous tandem.
Wu et al. reported that setting the phase difference in synchronous tandem arc welding to 180° resulted in spray transfer of One Drop Per Pulse (ODPP) which is the most ideal case in a tandem welding process, and deeper weld penetration was obtained than other phase differences6). Furthermore, Pablo et al. reduced the interference of trailing arc through a reverse control of pulse timing. In addition, it was reported that high- quality weld zones can obtain since trailing arcs can avoid the interference between arcs when the gap between leading and trailing arcs is set to 10 mm7). Ueyama et al. claimed that interference between arcs and abnormal voltage can be reduced if the base current of trailing metal active gas (MAG) is increased to 120 A, but the spatter can also occur as ODPP is improperly generated8).
Accordingly, it is difficult to apply synchronous welding systems in the field because synchronous tandem welding required extremely precise control of waveforms. Furthermore, when abnormal voltage occurs in leading and trailing MAG or pulse timing control becomes unstable during welding in the field, ODPP is improperly executed which results in spatters and poor quality weld zones. If the length of a welding cable to excessively long, controlling the pulse timing becomes even more challenging.
Therefore, there has been increasing interest in research on asynchronous tandem welding in which waveform control is relatively easier compared to tandem welding. Kang et al. reported that droplet transfer changes from projected to streaming when leading and trailing currents are large, thus generating spatters. It was also reported that the least amount of spatters was generated when the distance between wires was 12 - 15 mm, the contact tip to work distance (CTWD) was 20 mm, and welding modes of leading MAG and trailing MAG were DC pulse and AC pulse9). Similar to the reports of Kang et al., several studies attempted to introduce structural solutions according to the structural characteristics of a welding torch in asynchronous tandem welding, and Ueyama et al. reported that the interference between arcs was the least and abnormal voltage occurred less when CTWD was 20 mm and the distance between wires was 5 mm and 20 mm10). Further, a study by Ueyama et al. on advancing angle of trailing MAG showed that the most appealing bead appearance was obtained when the advancing angle of trailing MAG was 5 - 13° regardless of advancing and receding angles of leading MAG. In addition, the best welding quality was achieved when the distance between wires was 9 - 12 mm when high-speed welding was performed as asynchronous tandem welding11). In a study by Sproesser et al., asynchronous tandem welding of leading DC pulse and trailing DC pulse was applied at a specimen unit to a V-groove joint shape of 30-mm thick G4Si1 material for a welded structure, where the weld deposition rate was increased by 1.5 times in the same welding time compared to single welding, and the welding time was reduced by 23%12).
Research is being actively conducted on tandem welding, but there are limitations in terms of applying tandem welding in actual welding process in the field. In general, welding power suppliers suggest different welding cable lengths appropriate for welding power in their manuals, and most suppliers recommend a welding cable to be less than 10 m. However, a welding length is typically long at shipbuilding or heavy equipment sites, and therefore, the distance between welding power source and jig or transport devices can be fairly long. Therefore, it is difficult to apply the welding cable lengths recommended by welding power suppliers at actual worksites. The load voltage generated in a welding cable varies depending on the welding cable length; however, there is a lack of research on arc stability and spatter generation according to the increased welding cable length for field application. This study thus aims to analyze arc stability and droplet transfer phenomena with respect to welding cable lengths based on field application of asynchronous tandem welding.
2. Experimental Method
2.1 Tandem welding system
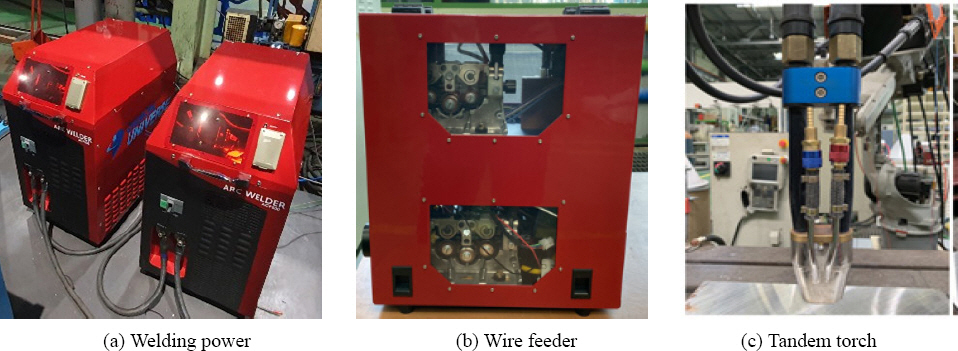
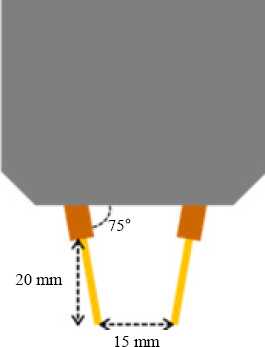
The tandem welding system used in this study consists of welding power source, tandem feeder, and tandem torch as shown in Fig. 1. Welding power is 500 A, and the power source is configured with specifications shown in Table 1. The feeder was fabricated with all-in-one design to facilitate tandem welding. Two welding wires are supplied from one feeder, and each feeding device is connected to welding power source to enable feeding conditions to be set individually. The tandem torch was developed specifically for this research by considering arc interference, and the wire angle was fixed at 15°; the distance between wires was fixed at 15 mm when CTWD is 20 mm. Fig. 2 shows the schematic diagram of the angle and distance between wires. A 70 sq mm rated copper welding cable was used, and the total welding cable length was set to 10 m for the experiment to deduce the optimal welding conditions. After deducing optimal welding conditions, welding was performed for the total welding cable length of 31 m to fit the conditions of the welding site.
Welding system configuration

Welding power specification
Tandem torch configuration
2.2 Welding material and joint shape
In this study, the ASTM A572-Gr65 material having a thickness of 12 mm was used for welding. Chemical compositions and mechanical properties of the welding material are shown in Table 2. The welding material used for tandem welding was an AWS A5.18 ER70S-3 solid wire having a diameter of 1.2 mm.

Chemical composition and mechanical properties of base metal
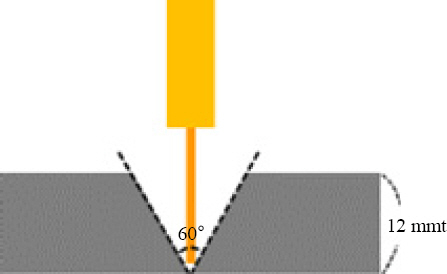
The welding joint shape is V-groove butt joint, and the groove angle is 60° as shown in Fig. 3. Welding was performed in the flat position; a backing material was attached on the back of the welded structure, and welding was performed toward the joint without a root face.
Joint configuration
2.3 Welding conditions
Table 3 shows the welding conditions used in this study. For tandem welding conditions, DC pulse was applied as the welding mode of leading MAG, and AC pulse was applied as the welding mode of trailing MAG. Welding current and voltage of leading MAG were 290 A and 31.0 V, while those of trailing MAG were 260 A and 29.0 V; the EN ratio of trailing MAG AC pulse was fixed at 30% during the experiment. The welding speed was 30 cm/min, and the shielding gas of 80% Ar + 20% CO2 was supplied at 30 ℓ/min.

Welding conditions
2.4 Assessment Method: Droplet transfer analysis, average welding current and voltage measurement, and weld zone appearance and cross- section analysis
A high-speed camera was used to capture the images at 2,000 frames per second to observe droplet transfer; a measuring device was used to perform sampling for 20 seconds at 50 kHz for measuring average welding current and voltage. The weld zone appearance was observed with the naked eye after welding; deposition rate and fusion were examined through a cross-section analysis. An etching solution in which 90% alcohol and 10% nitric acid are mixed was used to perform etching for three minutes, and then a cross-section analysis was carried out using an optical microscope (OM).
3. Experimental Results and Discussion
3.1 Result of bead on plate (BOP) asynchronous tandem welding according to the total welding cable length
BOP welding was proceeded at total welding cable lengths of 11 m and 31 m, which was increased to fit the field welding conditions; the appearance of weld bead is shown in Fig. 4. The bead appearance was outstanding and uniform when the total welding cable length was 11 m, and a spatter was not generated. However, when the total welding cable length was increased to 31 m, the bead appearance was not appealing and very uneven, and a large amount of spatter was generated.

Bead appearance according to welding cable length
Fig. 5 shows the droplet transfer during asynchronous tandem welding captured by a high-speed camera. When the total welding cable length was 11 m, the arc length was consistently maintained in both leading and trailing arcs, and droplet transfer was stably proceeded without short circuit. However, when the total welding cable length was increased to 31 m, short circuit occurred in both leading and trailing arcs, and arcs were regenerated in a molten pool which caused droplet and molten pool of a welding wire to become a spatter.
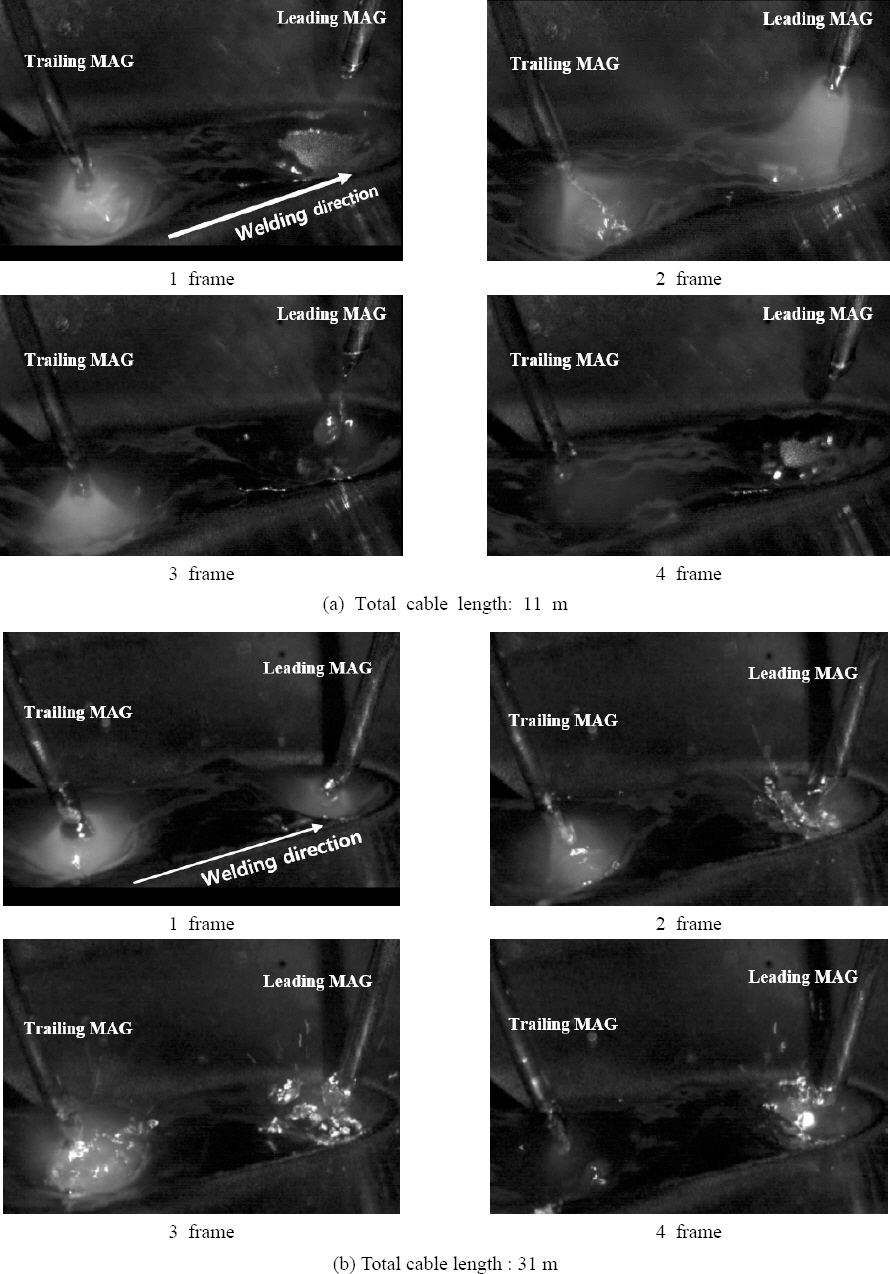
Droplet transfer phenomenon according to welding cable length
The set voltage was compared against the measured average current and voltage in order to analyze the short circuit phenomenon. When the voltage of leading MAG and trailing MAG was set to 31.0 V and 29.0 V, respectively, the summed voltage from the total welding cable and torch to base metal was 30.6 V and 28.5 V, respectively, while the arc voltage was decreased to 27.8 V and 26.9 V, respectively. This result indicates that voltage drop occurred due to a cable as the welding cable length increased, which corresponds to the findings of Yun et al13).
3.2 Single welding result according to the total welding cable length
As explained in Section 3.1, when the total welding cable length was increased to 31 m in asynchronous tandem welding, the number of short circuits increased and spatters were generated, compared to the total welding cable length of 11 m. Single welding was performed for analyzing such phenomenon; for verifying the effect of voltage drop on weldability, the combination of the total welding cable lengths and each welding cable length were compared as shown in Table 4. Fig. 6 shows the measurement location of load voltage occurring in each cable. The load voltage of the (+) cable from point (a) to welding power - feeder was measured, while the load voltage of the cable from point (b) to feeder - torch was measured. Also, the load voltage of the (-) cable from point (c) to welding power - base metal was measured; the voltage from torch to base metal was measured at point (d). BOP welding was applied with AC pulse welding mode; welding current and voltage were set to 310 A and 33.0 V, respectively, while CTWD was 15 mm, welding speed was 60 cm/min, and the shielding gas of 80% Ar + 20% CO2 (20ℓ/min) was fixed.

Welding cable length and combination

Voltage measurement position
Fig. 7 shows the droplet transfer according to the changes in the welding cable length. The arc length was maintained at an appropriate level, and sound droplet transfer occurred when the welding cable length was 11 m. The arc length decreased which caused droplet to touch the molten pool during droplet transfer and spatter to be generated when the welding cable length was increased to 21 m and 31 m. Short circuits occurred more frequently as the welding cable length increased from 11 m to 21 m and 31 m.
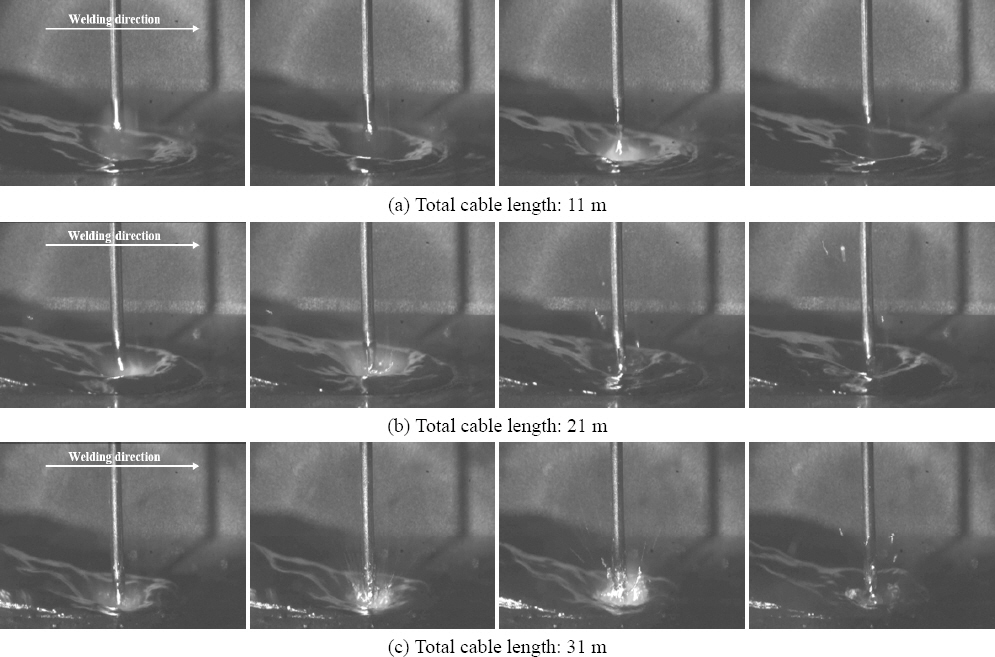
Comparison of single welding droplet transfer of total welding cable length
Fig. 8 shows the number of short circuits measured at the total welding cable length of 200 mm for quantitatively evaluating the number of short circuits. Short circuits did not occur when the total welding cable length was 11 m, and short circuits occurred five times when the total welding cable length was 21 m. Short circuits occurred the most by 14 times when the total welding cable length was 31 m. Fig. 9 shows the graph of the distance from the wire end to the molten pool, which was measured for quantitatively evaluating the arc length. The distance from the wire end to the molten pool was around 1.7 mm when the total welding cable length was 11 m. However, the distance from the wire end to the molten pool was 0.9 mm when the total welding cable length was increased to 21 m, and 0 mm when the total welding cable length was 31 m. As the total welding cable length increased, the load voltage occurring in the welding cable also increased which resulted in decreased arc voltage and arc length.
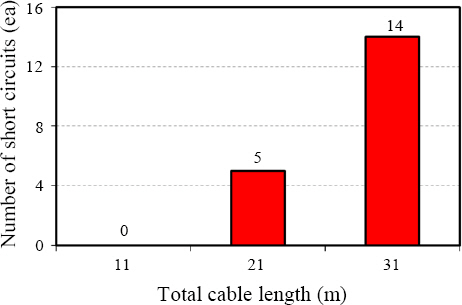
Comparison of number of short circuits by welding cable length
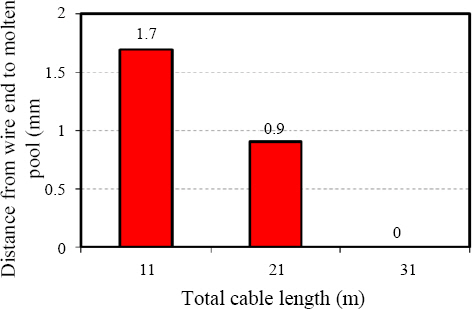
Comparison of distance from wire end to molten pool by welding cable length
The above results showed that the number of short circuits increased as the total welding cable length increased even when the voltage was identically set to 33.0 V. The reason can be attributed as follows. A simple schematic diagram of the welding system as resistance circuit is shown in Fig. 1014). If the resistance of a welder is R, the arc voltage can be expressed as shown in Eq. (1). Here, R represents the total resistance of the welding system including the resistance of a welder and of the cable, while Voc is the open circuit voltage of the welder. As shown in Eq. (2), the cable size is Cu 70 sq mm, and therefore, the cross-sectional area is identical; as the cable length increases from 11 to 21 and 31 m, resistance increases and Varc decreases. Generally, a constant-voltage welding mode such as DC pulse can maintain a constant arc length due to a self-control effect, but a constant-current welding mode such as AC pulse cannot maintain a constant arc length which results in short circuits.

Arc welding system analyzed by resistance circuit
In this study, a sound weld zone needs to be secured by reducing the number of short circuits during droplet transfer through voltage compensation with respect to the increase in the cable length. For compensation the arc voltage, a quantitative analysis of voltage drop according to cable length and position needs to be performed. As shown in Fig. 6, voltage between welding power and feeder, voltage between feeder and welding torch, and voltage between welding power and base metal were measured to infer the arc voltage.
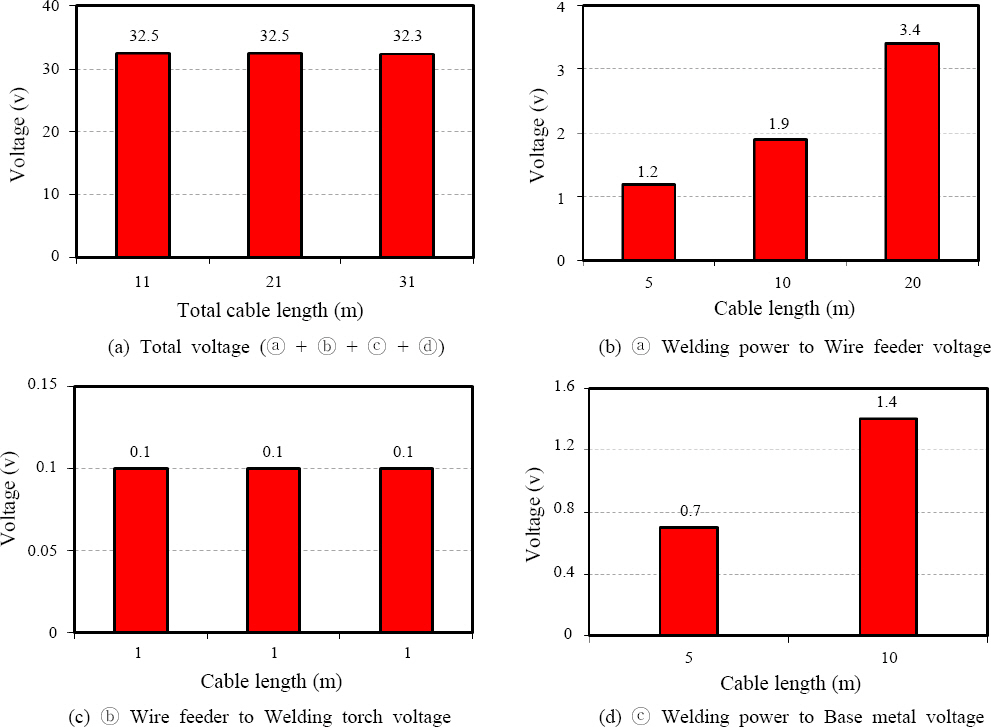
The measurements of load voltage, arc voltage, and total voltage occurring in each welding cable are shown in Fig. 11. As shown in (a), the sum of load voltage occurring in each welding cable and the arc voltage is 32.3 - 32.5 V, which is similar to the voltage of 33.0 V set during welding. As shown in (b), however, the load voltage of the welding cable increased as the length of the welding cable from welding power to wire feeder increased from 5 to 20 m. The load voltage was 1.2 V when the welding cable length was 5 m, 1.9 V when the welding cable length was 10 m, and 3.4 V when the welding cable length was 20 m. In (c), the load voltage was constant at 0.1 V since the cable length from the wire feeder to the welding torch was constant at 1 m. However (d), the load voltage of the welding cable from the welding power to base metal exhibited a similar tendency as in (b). The load voltage is 0.7 V when the welding cable length is 5 m, but it increased to 1.4 V when the welding cable length increased to 10 m. The set welding voltage is 33.0 V; however, the load voltage increases when the welding cable length increases, and ultimately, the arc voltage decreases as shown in Fig. 12. The arc voltage decreased from 30.5 V to 29.1 V to 27.4 V; as the welding cable length increased by 5 m, the arc voltage decreased by 0.8 V. This relationship can be expressed as a linear regression equation shown in Eq. (3).
Comparison of single welding voltage according to total welding cable length

Comparison of arc voltage according to total welding cable length
In Eq. (3), y is a voltage compensation value, and x is the increased welding cable length. Based on the results shown above, as the length of the Cu 70 sq mm welding cable, x (m), increases, the set voltage of welding power needs to be compensated by y (V). Eq. (3) is limited to the Cu 70 sq mm welding cable. The reason is that specific resistance of a cable varies depending on the material, cross-sectional area, and length of the welding cable.
3.3 Analysis of droplet transfer in single welding after welding voltage compensation
When the total welding cable length is 31 m, the length was increased by 20 m from the original length 11 m; thus, voltage compensation of 3.0 V was applied and then single welding was performed. Droplet transfer before and after applying voltage compensation is shown in Fig. 13. Fig. 13(a) shows the droplet transfer before voltage compensation where a shortened arc length caused the droplet to touch the molten pool and generated a spatter. After applying voltage compensation, an appropriate arc length was maintained and stable droplet transfer was performed without short circuits as shown in Fig. 13(b). Short circuits frequently occurred when the total welding cable length increased before applying voltage compensation, but short circuits did not occur after applying compensation to welding voltage.
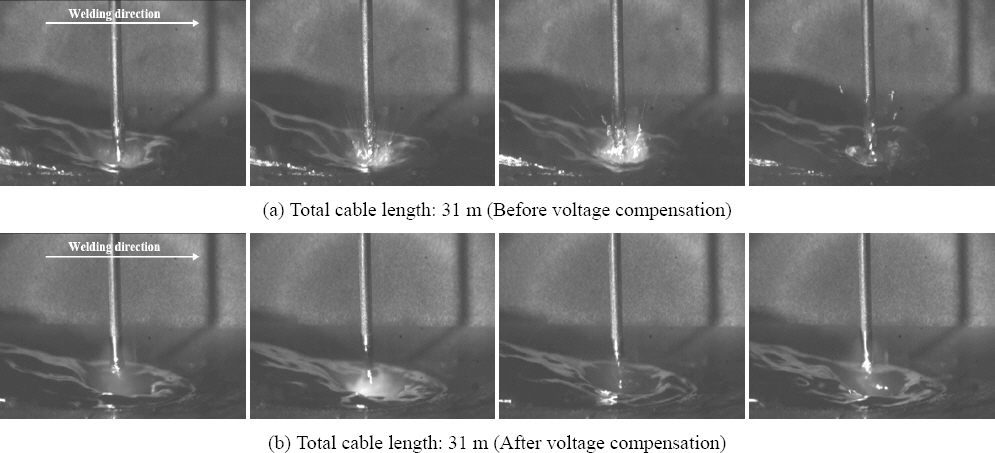
Comparison of droplet transfer before and after voltage compensation
For verifying whether the arc length is consistently maintained, the arc voltage was measured, which is shown in Fig. 14. When the welding voltage was set to 33.0 V before applying voltage compensation and the total welding cable length is 31 m, the arc voltage dropped to 27.4 V and the arc length was shortened which resulted in short circuits. Since the total welding cable length was increased by 20 m, voltage compensation of 3.0 V was applied and then the welding voltage was set to 36.0 V. The arc voltage dropped to 30.5 V after applying voltage compensation, but an appropriate arc length was maintained.
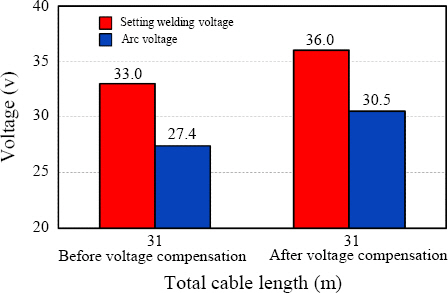
Comparison of arc voltage according to setting welding voltage when the welding cable length is 31 m
3.4 Field application result of asynchronous tandem welding
The total welding cable length of 31 m being used at the welding site was applied, and the result of observing with a high-speed camera is shown in Fig. 15. Since the cable length was increased by 20 m compared to 11 m where voltage drop rarely occurs, voltage compensation of 3.0 V was applied and then welding was performed. In 1 frame, droplet transfer occurs stably in leading MAG and trailing MAG. In 2 frame, droplet is stably formed in leading and trailing MAGs while the arc length is also stably maintained; in 3 frame, droplet transfer is also stable without short circuit transfer. In Fig. 5 where voltage compensation was not applied for the same cable length, short circuit occurs in because the arc length is shortened in both leading MAG and trailing MAG. In Fig. 15, on the other hand, short circuit did not occur because voltage compensation was applied, and the arc length was consistently maintained while welding was stably was performed. The average arc voltage of leading arc and trailing arc was 30.8 V and 29.9 V, respectively. The arc voltage of leading arc and trailing arc was 31.4 V and 30.0 V, respectively, when the welding cable length was 11 m. The arc voltage of leading arc and trailing arc was similar between when the welding cable length was 11 m with voltage compensation and when the welding cable length was 31 m.
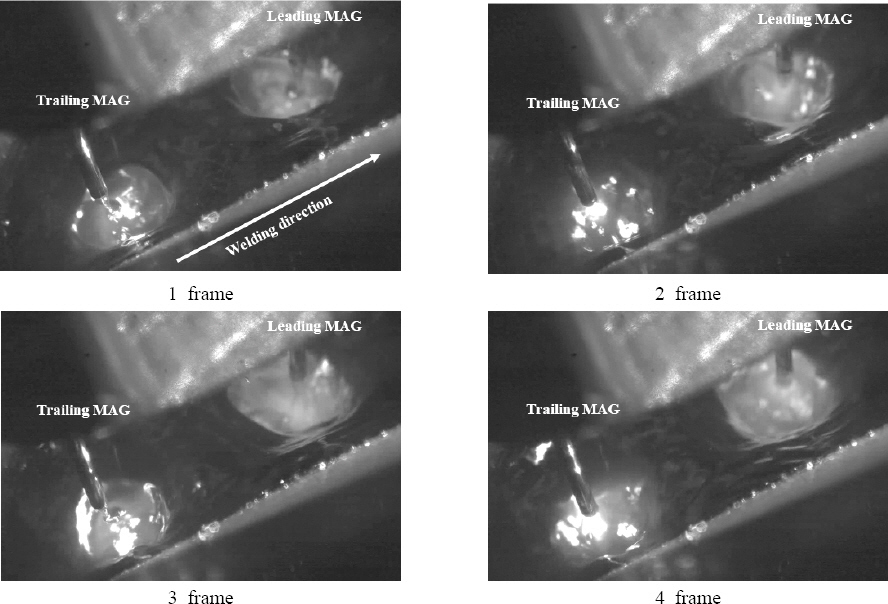
Asynchronous tandem droplet transfer after voltage compensation
The bead appearance after applying asynchronous tandem welding is shown in Fig. 16. The bead appearance was appealing in visual examination, and the arc length was stably maintained which resulted in uniform beads. The cross-sectional analysis result showed that the welding quality satisfying the field requirements was obtained, in addition to desirable deposition rate and penetration.

Bead appearance after voltage compensation
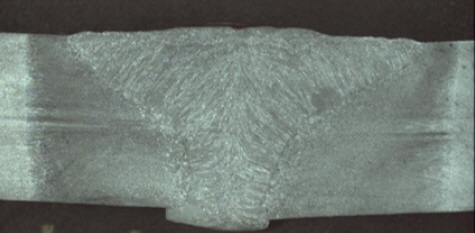
Cross section after voltage compensation
Previously at welding sites, submerged arc welding (SAW) has been applied for welding the joint of upper and lower panels of a communications tower. The welding length is approximately 11 m, and 2-pass welding was performed as SAW to sufficiently satisfy the required penetration and deposition rate. In each pass, the welding speed was 25 cm/min and the welding time was 80 minutes. When asynchronous tandem welding was applied, 1-pass welding was possible, and the welding time was 37 minutes which was 0.5 times less than the previous welding time. Compared to the GMAW process, the SAW process requires post-processing to remove flux after welding, the installation cost is expensive, and welding is performed without looking at the arc, which causes difficulty in observing the weld zone in real time. Applying asynchronous tandem welding did not require post-processing and shortened the welding time by 0.5 times, which ultimately increased the productivity by twice.
4. Conclusion
In this study, tandem GMA welding was performed by desynchronizing leading MAG DC pulse and trailing MAG AC pulse, and then droplet transfer and welding quality were assessed according to the welding cable length. Droplet transfer and load voltage occurring in the welding cable were observed by changing the welding cable lengths, and the following results have been drawn.
1) When the welding cable length was increased to 31 m to fit the field conditions and asynchronous tandem welding was performed, short circuits occurred due to a shortened arc length and a large amount of spatters was generated.
2) When droplet transfer and voltage of single welding were observed with respect to the welding cable length, an increase in the welding cable length caused increased load voltage occurring in the welding cable and a shortened arc length, which resulted in short circuit transfer.
3) When the load voltage was measured for each welding cable length, the arc voltage decreased by 0.8 V as the welding cable length increased by 5 m. If the total welding cable length increased to 31 m, which is 20 m longer compared to the welding cable length recommended by a welding power supplier, a total of 3.0 V voltage needs to be compensated. The voltage compensation equation is as follows. In y=0.16x, y is the voltage compensation value and x is the increased welding cable length.
4) When asynchronous tandem GMAW was performed after voltage compensation, droplet transfer was stable and bead appearance was appealing, while also securing penetration and deposition rate required at the field.
5) By applying asynchronous tandem welding at welding sites, the welding time was shortened by 0.5 times compared to the conventional SAW process.
6) Voltage compensation technology was applied to the welder according to the welding cable length.
Acknowledgement
This research was funded by the Korea Institute of Industrial Technology as “The dynamic parameter control based smart welding system module development for the complete joint penetration weld (KITECH EH-23-0007).”