다구찌 기법을 이용한 알루미늄 GMAW에서 갭 대응을 위한 용접 공정 조건 최적화
Optimization of Welding Process Parameter for Gap Response in Aluminum GMAW Using Taguchi Method
Article information

Abstract
A gap is generated in the weld joint due to dimensional error of welded parts and thermal deformation in aluminum alloy’s gas metal arc welding (GMAW) process of aluminum alloy. The optimum welding conditions corresponding to different gaps in the weld joint are required in the field. In this study, the welding conditions were optimized using Taguchi’s design of experiment method in response to gaps. Al5083-O with a thickness of 4.0 mm was used as the base material, and GMAW was performed on the T-fillet joints. An alternating current (AC) pulse was used for the welding process, and the welding experiment was performed for different gap sizes. Three levels of wire feed rate (WFR), electrode negative ratio (EN ratio), and teaching point (T.P) were selected as welding parameters, and 3 gap sizes (0, 0.5, and 1.0 mm) were selected as noise factors. Other welding conditions were fixed at a welding speed of 40 cm/min, a work angle of 40 degrees, a push of 10 degrees, the contact tip to work distance (CTWD) of 15 mm, and a shielding gas of 100 % Ar. The weld sizes such leg length, penetration depth, and throat thickness were measured using the cross-section. The maximum weld size that satisfies the minimum heat input was selected as the target value. Based on signal-to-noise ratio analysis, WFR, EN ratio, and T.P were selected as optimal levels of 11 m/min, 20 %, and 0 mm, respectively.
1. 서 론
자동차 경량화 요구에 따라 자동차의 샤시 부품과 차체 부품, 배터리 케이스, 의장 부품 등에 알루미늄 합금의 사용이 증가하고 있다. 자동차 부품은 알루미늄 소재의 기계적 특성 및 가공성이 우수한 5000, 6000, 7000 계열 알루미늄 합금이 적용되고 있으며1-3), 자동차 부품의 일부는 gas metal arc welding (GMAW)을 통하여 제작되고 있다. 5000, 6000, 7000 계열 알루미늄 합금에서 GMAW와 gas tungsten arc welding (GTAW)와 같은 아크용접의 특성 및 용접결함에 관한 연구가 진행되고 있고4-11), CMT 등과 같은 새로운 GMAW 공정을 알루미늄 합금에 적용하여 용접 공정 개선 연구 등이 이루어지고 있다12-16). 그리고 알루미늄 합금의 성분을 변화시켜 용접부의 기계적 특성 향상 연구17,18) 등 알루미늄을 부품에 적용하기 위한 많은 연구가 수행되고 있다.
GMAW 공정은 다른 용접에 비해 다양한 용접 변수들이 존재하며 실험을 통해 용접 공정을 최적화하기에는 많은 시간과 비용이 발생한다. 이러한 문제점을 해결하기 위하여 용접 공정변수 최적화 방법으로 실험계획법 중 다구찌 기법(Taguchi method)이 사용되고 있다. 다구찌 기법을 활용한 아크용접 조건 최적화 연구들이 다음과 같이 선행되었다. Juang 등은 stainless steel의 GTAW를 적용한 맞대기 용접부에서 최적의 용접부 형상을 확보하기 위하여 arc gap과 보호가스 유량, 용접 전류, 용접 속도를 최적화하였다19). Deshpande 등은 일반강의 GMAW를 적용한 T-fillet joint에서 용접 전류와 전압, 와이어 송급 속도의 변화에 따라 최적의 용입 깊이를 선정하였다20). Achebo 등은 일반강의 GMAW에서 최대 용접부 인장 강도를 도출할 수 있는 용접전류와 용접전압, 용접 시간, 용접 속도를 최적화하였다21). Casarini 등은 일반강의 GMAW에서 용접전압과 용접 속도, 용접 토치 각도를 변화시켜 용접부 형상 및 최대 인장 강도를 확보할 수 있는 최적의 용접 조건을 도출하였다22). Kim 등은 stainless steel의 GMAW에서 비드 폭과 비드 높이, 용입 깊이, 비드 크기와 같은 용접부 형상에 대해서 와이어 직경과 용접 전류, 용접 전압, 용접 속도를 최적화하였다23). 용접공정 인자를 최적화하기 위하여 사용된 다구찌 기법의 가장 큰 장점은 외란에 대한 공정 최적화가 가능하다는 점이다24). 하지만, 선행 연구의 경우 공정변수 최적화에 있어 외란을 정의하지 않고 공정변수 최적화를 수행하였다는 한계가 있다.
산업 현장에 GMAW 공정을 적용하기 위해서는 다양한 외란에 대응할 수 있는 강건한 용접 공정 설계가 필요하다. 특히, 자동차 부품은 다수의 브라켓이 GMAW로 조립되며 각 부품의 조립 공차 및 용접에 의한 알루미늄 소재의 열 변형으로 조인트에 갭이 발생하게 된다. 조인트의 갭 발생으로 GMAW의 동일 용접 조건으로 용접을 수행하는 경우, 용접부 품질 불량이 발생하는 문제점이 있다. 따라서 조인트에 갭이 발생하는 경우에서도 최적의 용접 품질을 도출할 수 있는 용접 조건의 최적화가 필요하다. 자동차 알루미늄 부품을 아크 용접으로 제조하는 부품 업체에서는 용접 변형에 의한 부품 치수, 용접부 기공 그리고 용접부 형상 등을 용접 품질로 관리하고 있다.
본 연구에서는 용접 품질 인자 중 용접부 형상에 대해서 GMAW 공정 조건을 최적화하였으며, 다구찌 기법을 활용하여 다양한 조인트의 갭에 대응하였다. 자동차 부품에 적용되고 있는 5000 계열 알루미늄 합금 소재인 두께 4.0 mm의 Al5083-O 판재를 사용하였고, T-fillet joint에서 외란 인자인 갭을 0, 0.5, 1.0 mm으로 선정하였다. 용접 전류 파형은 AC pulse를 사용하였으며, 제어 인자를 와이어 송급 속도와 전류 극성 비율, 와이어 겨냥 위치로 선정하였다. 선정된 3 요인에 대하여 3 수준의 범위를 선정하였고 선정된 3 요인 3 수준의 직교 배열 실험 설계를 통해 총 9 수준의 실험 조건이 선정되었다. 각 실험 조건에 대해 잡음 인자 3 수준의 실험을 통해 최종적으로 27회 실험을 진행하였고, 선정된 실험 조건을 통해 목표 값인 최소의 입열에서 최대의 용접부 형상 크기를 가지는 최적의 용접 조건을 신호 대 잡음비(S/N ratio)를 통해 도출하였다.
2. 공정변수 최적화를 위한 다구찌 기법
다구찌 기법을 이용하여 도출한 최적 공정변수는 환경 요인 또는 사용자 조건과 같은 잡음 인자에 대한 효과를 최소화할 수 있고, 직교배열 실험 설계를 통해 각 공정변수의 영향을 효과적으로 확인할 수 있다. 일반적으로 전조합실시법(Full factorial design)과 같은 실험 계획법의 경우 공정변수가 증가함에 따라 실험 횟수가 기하급수적으로 증가하는 문제점이 있다. 이러한 문제점을 해결하기 위하여 다구찌 기법에서는 일부의 실험만으로 양질의 데이터를 획득할 수 있는 직교배열을 사용하여 목표 값을 획득할 수 있다. 획득된 목표 값은 목적에 따라 망소특성(smaller-is-better) 또는 망목특성(nominal-is-best), 망대특성(lager-is-better) 분석 방법을 활용하여 목표 값의 S/N ratio를 도출할 수 있다. 분석 방법의 종류와 상관없이 더 큰 S/N ratio의 값을 가지면 더 좋은 상태의 제품임을 의미하며25), 각 공정변수의 최적 수준은 가장 큰 S/N ratio 값을 가지게 된다.
3. 실험 방법 및 절차
3.1 용접 소재 및 와이어
본 연구에 사용한 용접 시편은 150 mm × 75 mm 크기로 자른 두께 4.0 mm의 Al 5083-O 판재를 사용하였고, 용접 전 시편 표면을 브러시로 세척한 후 용접 실험을 수행하였다. Al5083-O 합금의 화학적 조성과 기계적 특성은 Table 1에 나타내었다. 용접 와이어는 직경 1.2 mm의 AWS A5.10 ER5356을 사용하였고, 화학적 조성은 Table 2에 나타내었다.

Chemical composition and Mechanical properties of base metal

Chemical composition of filler wire (wt.%)
3.2 공정변수 및 용접 조건
GMA 용접에서 와이어 송급 속도, 용접 속도 등의 공정변수는 용접 품질을 결정할 수 있는 요인들이다. 본 연구에서는 잡음 인자인 조인트 갭에 대응하여 건전한 용접 품질을 확보할 수 있는 최적의 용접 공정변수를 도출하였다.
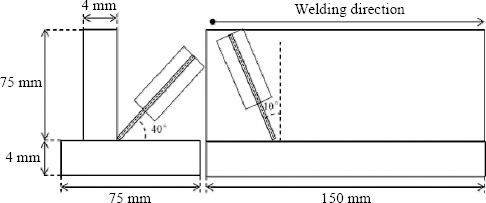
용접부 이음 형상은 자동차 산업 현장에서 많이 적용되는 T-fillet Joint로 선정하였고, Fig. 1(a)와 같이 조인트 갭의 크기를 0, 0.5, 1.0 mm로 변화하였다. 용접 전원은 Welbee W350, 용접 전류 형태는 AC pulse를 사용하였다. 용접 공정변수는 와이어 송급 속도(wire feed rate, WFR)와 전류 극성 비율(EN ratio), 와이어 겨냥 위치(teaching point, T.P)로 선정하였으며, 와이어 겨냥 위치는 Fig. 1(b)에 나타내었다. 공정변수는 Table 3과 같은 범위에서 3 수준으로 선정하였고, 선정된 3 요인 3 수준 공정변수의 직교배열 실험 설계 결과 총 9 수준의 실험 조건으로 Table 4에 나타내었다. 그 외, 용접 속도는 40 cm/min, CTWD (contact tip to work distance)는 15 mm, 작업 각 40°, 진행 각은 전진 10°, 보호 가스는 100% 아르곤 가스를 15 L/min으로 고정하였다. 용접 조건을 요약하여 Table 5에 나타내었으며, Fig. 2와 같이 용접 실험을 수행하였다.

The schematic diagram of joint gap sizes and welding experiments

Process parameters and their levels

Experiment layout using an orthogonal array

GMAW conditions
The schematic of welding experiments
3.3 용접부 형상 분석
목표 값을 도출하기 위하여 용접부의 형상 크기를 다음과 같이 측정하였다. 150 mm 길이로 용접이 수행된 시편의 비드가 시작되는 위치와 끝나는 위치, 그리고 두 위치의 중간 위치에서 세 개의 단면 시편을 채취하였다. 단면 시편의 절단면을 사포로 연마한 후, 증류수 100 ml에 수산화나트륨(NHO) 20 g을 첨가한 수산화나트륨 수용액을 이용하여 에칭하였다. 그리고 광학 현미경을 통해 용접부 단면을 확인하였고, AWS D1.226) 규격에 따라 Fig. 3과 같이 상판 용입(P1)과 하판 용입(P2), 각장(L), 목두께(T)의 용접부 형상의 크기를 측정하여 목표 값의 인자로 선정하였다.
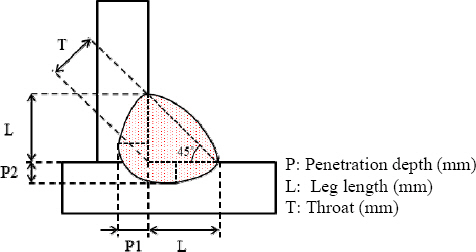
The weld size method of cross-section
3.4 목표 값 정의 및 용접조건 최적화 방법
완성차에서는 용접부품의 품질을 판단하기 위하여 용접부 형상 크기의 최소치를 규정하고 있으며, 용접부의 크기가 증가할수록 용접부의 기계적 특성이 증가한다고 보고되고 있다27). 와이어 송급 속도 증가와 용접 속도 감소로 용접부의 크기를 향상시킬 수는 있으나 용접 입열량이 증가하게 된다. 특히, 알루미늄의 아크 용접부에서 입열량의 증가는 용접부의 결정립이 조대화되어 용접부의 강도를 감소시킨다17,18). 즉, 알루미늄 GMA 용접부에서 작은 입열량 대비 용접부의 크기를 최대한 증가시킬 수 있는 용접조건의 선정이 필요하며, 식 1과 같이 용접부 형상 인자들의 크기와 입열량의 관계로 목표 값을 정의하였다.
Yjk는 j번째 실험에서 잡음인자 k번 수준의 목표 값이고 Qj는 j번째 실험에서의 입열량 값이다.
yijk는 j번째 실험에서 잡음인자 k번 수준의 i번째 용접부 형상 인자의 크기이고 와 는 i번째 용접부 형상 인자의 최솟값과 최댓값을 의미한다.
4. 실험 결과
4.1 공정변수별 용접부 형상
Fig. 4는 선정된 공정변수들과 용접부 형상의 관계를 확인하기 위하여 선행 실험을 수행한 후 단면 분석을 진행한 결과이다. WFR와 EN ratio, T.P의 3가지 공정변수 중 2개의 공정변수를 고정한 후, 1개의 공정변수를 변화시켜 용접부의 단면 형상 변화를 분석하였다. Fig. 4 (a)는 EN ratio 20%, T.P 0 mm로 고정한 후 WFR의 변화에 따른 용접부 형상을 보여준다. WFR가 10.0 m/min에서 11.0 m/min으로 증가함에 따라 입열량은 0.37 kJ/mm에서 0.42 kJ/mm로 증가하였으며, 상판 용입(P1)의 경우 약 0.33 mm, 하판 용입(P2)의 경우 약 0.94 mm, 각장(L)의 경우 1.05 mm, 목두께(T)의 경우 0.77 mm 증가해 용접부 형상 또한 증가하는 것을 확인할 수 있었다. Fig. 4 (b)는 WFR 10 m/min, T.P 0 mm로 고정한 후, EN ratio의 변화에 따른 용접부 형상을 보여준다. EN ratio가 0%에서 30%로 증가함에 따라 상판 용입(P1)의 경우 약 3.48 mm, 하판 용입(P2)의 경우 약 1.79 mm, 각장(L)의 경우 2.78 mm, 목두께(T)의 경우 1.97 mm 감소하는 것을 확인할 수 있었다. 또한 EN ratio가 0%에서 30%로 증가할수록 입열량도 0.56 kJ/mm에서 0.34 kJ/mm로 감소하는 것을 확인할 수 있었다. 이는 EN ratio가 감소할수록 DCEP (direct current electrode positive) 구간의 duty ratio가 증가해 시험편에 가해지는 입열량이 증가했기 때문으로 판단된다28). 마지막으로, Fig. 4 (c)는 WFR 10 m/min, EN ratio 20%로 고정한 후, T.P의 변화에 따른 용접부 형상을 보여준다. T.P가 0 mm에서 2 mm로 증가함에 따라 입열량의 변화는 없었지만, 용접부 형상 변화는 있었다. T.P가 상판에서 2 mm 멀어졌기 때문에 상판 용입(P1)의 경우 약 0.84 mm 감소하였다. 하지만 반대로 하판 용입(P2)의 경우 약 0.89 mm 증가했기 때문에 전체 용접부 형상의 크기는 유사한 것으로 나타났다. 따라서 T.P의 변화는 입열량과 용접부 형상의 전체 크기의 변화에는 영향을 끼치지 않는 것을 확인할 수 있었다.

Weld shape according to process parameters
4.2 최적 수준 선정
직교배열 실험 설계를 통하여 9 수준의 실험 조건을 선정하였으며, 선정된 9 수준의 실험 조건에 대하여 각 조건 별 잡음 인자 3 수준으로 총 27회의 용접 실험을 수행하였다. 총 27개의 용접 시편에서 용접부 형상 크기 및 용접 입열량이 포함된 목표 값을 Table 6에 나타내었다. 목표 값이 클수록 입열량 대비 용접부의 크기가 크다는 것을 의미한다. 실험의 용접 입열량은 0.36 - 0.62 kJ/mm로 측정되었으며, 용접부 형상 크기 중 상판 용입(P1)은 0.43 - 4.44 mm, 하판 용입(P2)은 0.16 - 5.45 mm, 각장(L)은 3.86 - 7.12 mm, 목두께(T)는 2.73 - 5.03 mm로 측정되었다. 목표 값 계산 결과 6번 조건(WFR 10.5 m/min, EN ratio 30%, T.P 0 mm)에서 갭(Noise factor) 0.5 mm인 경우, 목표 값이 2.03으로 가장 낮았으며, 8번 조건(WFR 11 m/min, EN ratio 20%, T.P 0 mm)의 갭 0.5 mm에서 목표 값이 6.91로 가장 높았다.

Experiment results for the target value
본 연구의 목적은 최소 입열량에서 최대 용접부 형상 크기를 만족하는 공정변수 조건을 선정하는 것이다. 따라서 정의된 목표 값의 S/N ratio 분석 방법 중 망대특성(larger-is-better)을 사용하였다. 망대특성 S/N ratio (dB) 분석 방법은 식 3에 나타내었다.
식 3을 이용해 계산한 각 실험 조건별 S/N ratio의 값은 Table 7에 나타내었다. 총 9개의 실험 조건에서 S/N ratio 분석 결과 7.77 - 15.66 dB이었다. 그중 8번 조건인 WFR 11 m/min, EN ratio 20%, T.P 0 mm 조건에서 S/N ratio가 15.66 dB로 가장 높게 나타났고, 6번 조건인 WFR 10.5 m/min, EN ratio 30%, T.P 0 mm 조건에서 S/N ratio가 7.77 dB로 가장 낮았다. S/N ratio의 값이 가장 낮은 6번 조건에서 모든 용접부 형상 크기의 최솟값이 나타났고, S/N ratio의 값이 14 dB를 넘는 조건에서 각 용접부 형상 크기의 최댓값이 나타났다. 따라서 S/N ratio의 값이 증가할수록 용접 품질이 향상되는 것을 확인할 수 있었고, S/N ratio의 값이 가장 높았던 WFR 11 m/min, EN ratio 20%, T.P 0 mm의 용접 조건에서 0 - 1.0 mm의 조인트 갭에 대응할 수 있을 것으로 판단된다.

S/N ratio for the target value
용접 공정변수별 S/N ratio의 분석 결과는 Table 8에 나타내었다. WFR가 증가할수록 민감도는 증가하는 것을 확인할 수 있었고, 이는 입열량의 증가와 동시에 용접부 형상의 크기 또한 함께 증가했기 때문으로 판단된다. EN ratio의 경우 수준 2 (20%)에서 가장 높은 민감도가 나타났다. 그 이유는 EN ratio가 20%보다 감소할 경우 용접부 형상의 크기가 증가하지만, DCEP 구간의 duty ratio 증가로 모재에 가해지는 입열량이 증가하기 때문으로 판단되고, EN ratio가 20%보다 증가할 경우에는 용접부 형상의 크기가 감소하였기 때문으로 판단된다. 마지막으로 T.P의 경우 수준 1 (0 mm)에서 가장 큰 민감도가 나타났고 상판에서 멀어질수록 민감도는 감소하는 것으로 나타났다. 하지만 위의 공정변수별 용접부 형상 분석을 통해 확인했듯이 T.P가 바뀌어도 용접부 형상에 큰 영향이 없었기 때문에 수준별 민감도의 차이가 나머지 요인에 비해 작게 나타난 것으로 확인되었다. 또한 Table 8을 기반으로 한 각 공정변수별 S/N ratio의 주효과도는 Fig. 5에 나타내었다. 본 실험의 공정변수 중 S/N ratio의 최댓값과 최솟값의 차이가 가장 큰 EN ratio가 WFR와 T.P 보다 목표 값 형성에 가장 민감하게 영향을 미치는 변수로 확인되었다. WFR의 민감도가 EN ratio의 민감도 보다 낮게 확인된 이유는 WFR 범위를 좁게 선정하였기 때문으로 판단된다. WFR 범위를 선정할 때 선행 실험을 통해 선정하였는데, 9.5 m/min에서는 용착 부족 결함이 발생하였고, 11.5 m/min에서는 이면비드(Back bead) 결함이 발생하였기 때문에 본 연구에서는 WFR 범위를 10 - 11 m/min으로 선정하였다. 용접 공정변수별 S/N ratio 분석을 통해 S/N ratio의 값이 가장 큰 수준을 각 공정변수의 최적 수준으로 선정하였고, 그 결과 1차 실험의 8번 조건(WFR 11 m/min, EN ratio 20%, T.P 0 mm)과 동일한 수준으로 최적 조건을 선정하였다.

S/N response table for the process parameters

Main effect plot for signal-to-noise ratio
4.3 검증 실험
마지막 단계로 S/N ratio 분석을 통해 선정된 공정변수별 최적 수준의 조건으로 검증 실험을 수행하였다. WFR는 11 m/min, EN ratio는 20%, T.P는 0 mm로 설정하고, 그 외 용접 조건은 1차 실험과 동일하게 진행하였다. Fig. 6에 선정된 최적 조건으로 검증 실험한 시험편의 단면 형상과 동일한 조건인 1차 실험의 8번 조건 시험편의 단면 형상을 함께 나타내었다. 검증 실험 결과 Fig. 6에서 볼 수 있듯이 갭이 0, 0.5, 1.0 mm일 때 최소 입열량으로 최대 크기의 용접부 형상이 생성되는 것을 확인하였다. 그리고 1차 실험과 동일한 방법으로 4가지 용접부 형상 인자 측정 및 S/N ratio 분석을 진행한 결과를 Table 9에 나타내었다. 그 결과 동일한 용접 조건인 1차 실험의 8번 조건과 비교해 S/N ratio가 약 0.04 dB 증가하였다. 최소의 입열량으로 최대 크기의 용접부 형상을 가지는 용접 조건을 다구찌 기법을 통하여 최적화하였다. 하지만, 용접부 형상에서 계면부에 불연속 구간이 발생한 것을 확인할 수 있었다(Fig. 6). 용접부의 불연속 구간은 파괴 시험 시 노치로 작용할 수 있고 용접부 강도를 감소시킬 수 있는 요인으로 판단된다. 이러한 현상이 발생한 원인으로는 아크 열에 의한 용접 중 변형에 의한 것으로 판단된다.

Cross section of first test and confirmation test

Comparison of first test and confirmation test
5. 요 약
본 연구에서는 다구찌 기법을 활용하여 Al5083-O 4.0 mm의 T-fillet joint에서 0 - 1.0 mm의 갭에 대응할 수 있는 GMA 용접 공정 조건을 최적화하였다.
1) AC pulse의 용접 공정 중 와이어 송급 속도와 전류 극성 비율, 조인트에서의 와이어 겨냥 위치를 공정변수로 선정하여 최소 입열량을 만족하면서 용접부 형상 중 용입과 각장, 목두께의 크기를 최대화할 수 있는 값을 목표 값으로 선정하였다.
2) 목표 값에 대한 S/N ratio의 분석 방법은 망대특성을 사용하였고, 그 결과 WFR 11.0 m/min, EN ratio 20%, and T.P 0 mm 조건에서 15.66 dB로 가장 높은 S/N ratio가 계산되었다.
3) 공정변수의 수준별 S/N ratio 분석 결과, WFR는 수준 3 (11.0 m/min), EN ratio는 수준 2 (20%), T.P는 수준 1 (0 mm)에서 가장 높은 S/N ratio로 계산되었고, 최적 용접 조건으로 선정하였다.
4) 각 공정변수의 수준별 민감도 분석을 진행한 결과 EN ratio에서 가장 높은 S/N ratio가 나타났고, S/N ratio의 최댓값과 최솟값의 차이가 가장 크게 나타났기 때문에 목표 값 형성에 가장 민감하게 영향을 미치는 변수로 확인되었다.
5) 최적 용접 조건인 WFR 11.0 m/min, EN ratio 20%, and T.P 0 mm로 검증 실험한 결과 같은 용접 조건인 1차 실험의 8번 조건과 비교해 S/N ratio가 약 0.04 dB 증가하였고 따라서 본 실험에 사용된 용접 환경에서 최적의 용접 조건으로 선정하였다.
자동차 알루미늄 아크 용접부에서는 용접부 형상뿐만 아니라 용접부 변형, 기공 결함도 중요한 관리 인자이다. 향후에는 알루미늄 용접부 변형 및 기공 결함을 최소화를 위하여 다구찌 기법을 활용하여 용접 조건 최적화 연구를 수행할 계획이다.
감사의 글
본 연구는 산업통상자원부 글로벌주력산업품질 대응 뿌리기술개발사업 “고품질 자동차 카울크로스의 글로벌 시장 진출을 위한 아크 용접 갭 보상 적응제어 기술 및 인공지능 기반 용접품질 통합관리 시스템 개발(20011305)”과제의 지원을 받아 수행되었습니다.