바이모달 구리 페이스트를 활용한 소결 접합부의 시효 파괴 거동 연구
A Study on Aging Fracture Behavior of Sintered Joint by Bi-Modal Cu Paste
Article information

Abstract
Power semiconductors for automobiles were joined by high Pb soldering to joint properties at high temperatures during operations. However, this process is being replaced by low-temperature sintering. In the low-temperature sintering bonding method, Cu powder is low-cost and exhibits high-performance material and excellent bonding properties. In this study, the effect of high-temperature aging on Cu paste sintered joints and the failure mechanism of the shear test were investigated. Cu monomodal and bimodal pastes were manufactured, and electroless nickel immersion gold (ENIG) surface treatment was applied on the Cu chip side. In the ENIG-treated joints, a significant number of Kirkendall voids were observed at the interface under Au after 2,000 h at 200 °C, and Cu2O was also formed. This is attributed to the difference between the interdiffusion coefficients of Au and Cu, which decreases the shear strength of the junction and rapidly increases the electrical resistance. After the shear strength tests, the crack propagation pattern at the interface of the ENIG-treated joint was confirmed via cross-section scanning electron microscopy. Future studies on surface treatment are required to clarify the long-term stability of the joints.
1. 서 론
전력반도체는 전력의 변환, 배전 등 전력반도체 구동과정에서 에너지 손실을 최소화하기 위해 Si 소재기반에서 SiC(Silicon carbide) 혹은 GaN(Gallium nitride)와 같은 밴드갭(WBG, wide band-gap)이 넓고, 열전도도와 항복전압이 높으며 포화속도가 빠른 소재로 대체하는 연구가 진행되고 있다1-6). 이러한 소재는 온도가 높은 영역에서 원활한 사용을 하기 위함이 목표이며, 전력반도체의 접합부도 고온에서 사용 가능한 접합공정이 요구된다. 현재 고온구동을 위해 적용되는 Pb-10Sn 솔더와 같이 Pb 함량이 높은 솔더링의 경우 접합소재의 융점은 약 300 °C이며, 사용온도는 약 250 °C 미만에서만 사용될 수 있는 제약을 지니고 있다7,8). 더욱이 전력반도체는 고온 환경에서의 구동 외에도 접합공정이 약 350 °C 이하의 저온 접합공정에서 안정적 접합특성을 나타내고 장기적으로 물리적 신뢰성을 지녀야 산업적 응용이 가능하다9,10). 이러한 요구조건을 만족하는 접합공정으로 천이액상(TLP, Tr- nasient Liquid Phase)확산 공정이 제안되고 있으나 기존 공정에 비교하여 접합 공정시간이 길고, 생성되는 금속간 화합물(IMC, Intermetallic compounds)이 취성을 나타내어 작은 충격에도 파괴에 이르는 접합물성 때문에 장기적 신뢰성에 취약한 특성을 나타낸다. 또한 확산에 의해 생성되는 금속간 화합물의 발생에 있어 부피수축이 일어나게 되는데 이는 계면에 보이드 결함을 야기시켜 파괴에 더욱 취약한 구조를 제공한다11). 이러한 이유로 현재 Ag 혹은 Cu를 활용한 소결 접합기술이 유용한 대안으로 연구 개발되고 있다. Ag 소결의 경우, 우수한 전기적, 열적 특성과 상온 안전성, 내산화성이 우수하여 접합부의 우수한 전기적, 기계적 특성을 나타낸다12,13). 우수한 물성을 기반으로 가압과 무가압에서의 접합특성이 상세하게 보고되어 있기도 하다14). 그러나 이온의 이동에 취약하고, 산업적 양산에 적용하기에는 경제적 단가가 높아 활용에 제약을 받고 있다. 이러한 단점을 극복하기 위해 Cu 소결 접합이 대안으로 제시되고 있다. Cu는 열적, 전기적 특성과 이온 이동에 대한 내구성이 우수하며 소재의 단가가 저렴하여 산업적 응용에 매우 유리한 소재이다15-17).
이에 본 연구에서는, 기존 보고18)와 같이 바이모달 구리 페이스트를 이용한 소결 접합연구에서 직경 1 ㎛의 입자와 0.3 ㎛ 구리 입자의 혼합비율이 3:1(중량%)인 페이스트를 사용하였다. 기존 보고에 따르면, 소결 접합 직후(as sintered state) 바이모달 페이스트의 다공성은 모노모달 페이스트에 비교하여 약 7% 더 낮고, 상대적으로 높은 전단강도를 나타내었다. 그러나 본 연구에서는 저온 소결 접합에서 장기적 신뢰성 평가에 대한 전단강도 저하 현상이 발생하고 있다. 특히 ENIG (Electroless Nickel Immersion Gold) 표면 처리된 접합부의 전단강도가 시효 시간의 증가에 따라 급격히 감소하고 전기저항은 증가하는 접합부특성 저하를 나타내고 있다. 본 연구에서는 기존의 보고에서 나타난 바이모달 구리 페이스트의 저온 소결 공정에 대한 우수한 접합특성에도 불구하고 고온 장기 신뢰성 평가에서 나타나는 보이드 형성에 대한 영향에 대해 논하고자 한다.
2. 실험방법
바이모달 구리 페이스트는 직경 1 ㎛와 0.3 ㎛ 두 종류의 입자를 25:75의 중량 비율(%)로 혼합하여 폴리에틸렌-글리콜계 용매로 제조되었다. 입자와 용매는 8:2의 비율로 혼합하였다. 구리 입자는 MK전자(주)의 분말을, 용매는 덕산하이메탈(주)의 용매를 활용하였다. 0.3 ㎛로만 구성된 구리입자와 직경 1 ㎛와 0.3 ㎛ 구리 입자를 25:75의 중량 비율(%)로 혼합한 분말의 주사전자현미경 이미지를 Fig. 1에 나타내었다.
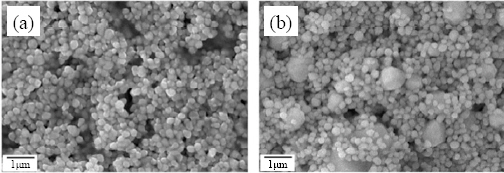
Top-view SEM images of Cu powder, (a) monomodal (b) bi-modal
접합에 사용된 기판은 유기 납땜 방부제(OSP, Organic Solderability Preservative) 처리가 된 10 × 10 × 0.98 mm크기의 다이렉트 본드 구리(DBC, Direct Bonded Copper)를 사용하였다. DBC는 Cu/96%- Al2O3/Cu 구조를 가지며 Cu 및 Al2O3 두께는 각각 300 ㎛ 및 380 ㎛이였다. 접합에 사용된 칩은 ENIG 표면처리된 Cu 칩을 사용하였으며, 금(Au)과 니켈(Ni) 층이 각각 0.5~1.0 ㎛와 5~7 ㎛두께로 형성되어 있어 접합표면의 산화를 방지하고 우수한 표면특성을 보유하였다. 고온시효에 따른 Au와 Cu의 상호확산, IMC 형성 및 성장을 극명히 관찰하기 위해 일반적인 ENIG 표면처리의 Au 두께에 비해 Au의 두께를 증가시켜서 접합부를 관찰하였다. 접합을 위한 구리 페이스트는 50 ㎛두께의 SUS 304 메탈마스크를 사용하여 스퀴즈 프린팅 되었으며, 200 °C에서 5분 동안 예비 건조(pre-drying)를 하였다. 이후, 구리 페이스트 위에 ENIG 표면처리된 칩을 실장한 후 250 °C에서 10 MPa의 압력으로 10분간 소결 공정을 진행하였으며, 소결 공정의 개략도는 Fig. 2에 나타내었다.
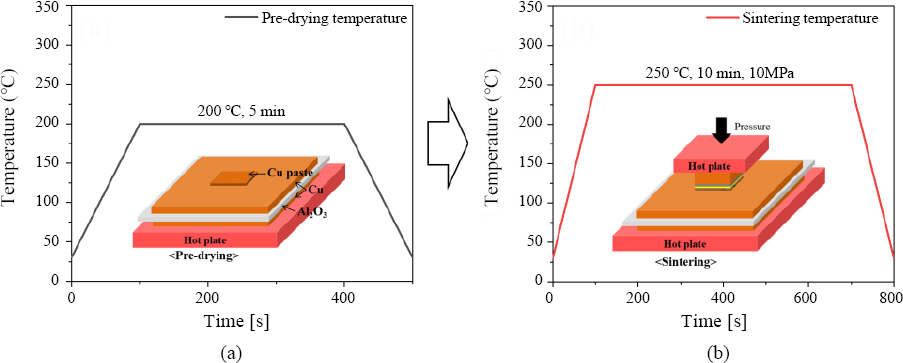
Schematic diagram and profile of Cu sintering process, (a) pre-drying (b) sintering
기 보고된 바와 같이 최적의 공정조건을 찾기 위해 다양한 소결 온도(예: 250, 280 및 300 °C) 및 압력(1, 5 및 10 MPa)에서 소결 공정에 따른 소결 접합부의 물성을 보고하였다18). 본 연구에서는 최적조건으로 판단되는 250 °C에서 10 MPa의 압력으로 10분동안 소결하였으며, 200 °C에서 1,000시간 및 2,000 시간의 고온 시효 시험을 수행하여 고온시효 이전과 이후의 접합부 전단강도와 전기저항을 평가하였다. 전단강도 평가 후에는 파단면 관찰을 하여 파괴의 메커니즘에 대해 분석하였다. 고온 시효 시험 전 후의 칩과 DBC의 표면을 #2000 연마지로 연마하여 표면 산화물 층을 제거 한 후 저항을 측정하였다. 전기 저항은 멀티미터(Series 2400, Keithley Instruments, USA)를 사용하여 측정하였으며, 칩과 DBC에 +극과 -극을 연결하여 소결 접합부의 저항을 측정하였다. 각 소결 접합부의 상변화는 X선 회절(XRD, X’Pert-Pro MPD, PANalytical, UK)을 사용하여 분석하였고, FE-SEM (Inspect F, FEI Co., USA)을 이용하여 소결접합 공정 이후의 접합부 단면과 전단강도 이후의 파단면을 관찰하였다. 소결된 구리의 다공성 및 상대 밀도는 상용 소프트웨어 “이미지 제이”(Image J, National Institutes of Health, USA)를 사용하여 평가되었다. ENIG 칩/소결 접합부/DBC의 기계적 강도는 전단강도 시험기(Dage 4000 HS, Nordson Co., USA)를 사용하여 측정하였다. 이때 전단 높이와 전단 속도는 각각 50㎛와 1mm/min이었다. 전단력은 최소 12회 측정하여 최대, 최소치를 제외하고 평균값으로 측정되었다.
3. 결과 및 고찰
바이모달의 적정 혼합비를 도출하기 위하여 기존 논문19)에서 발표한 몬테카를로 방법을 적용하여 최적 혼합비를 적용하였다. 작은 입자와 큰 입자가 동일한 밀도(ρ)를 유지한다고 가정하면 구조 단위의 혼합입자에서 큰입자의 질량분율(ω)은 식 1과 같이 주어진다.
이때 N1은 3차원 공간에서 큰 입자당 필요한 작은 입자의 개수, N2는 작은 입자의 패킹 최적 밀도를 0.74로 가정하였을 때 큰 입자를 대체할 작은 입자의 개수이며, 식 2와 3으로 표현될 수 있다.
식 2에서 S1은 입자의 표면적(r1+r2), S2는 정 육각형의 면적이다. 식 3에서 V1은 큰 입자의 부피, V2는 작은입자의 부피이다. N1 및 N2는 각각 68.12, 54.85로 계산되며 이를 적용하였을 때, 큰 입자의 질량 분율(ω)은 약 0.185로 0.3 ㎛와 1 ㎛ 입자의 질량비가 약 8:2 일 때 가장 높은 밀도가 달성되는 것을 알 수 있다. 그러나 입자의 유동성, 공정성을 위하여 본 연구에서는 75:25의 혼합비를 사용하였다.
모노모달과 바이모달의 구리 페이스트를 활용한 저온 소결 접합부의 단면을 나타내는 주사전자 현미경 이미지를 Fig. 3에 나타내었다. 모노모달과 바이모달의 소결 접합부의 단면 이미지는 접촉 면적(connetion area)이 ENIG 표면처리된 칩과 접합부 사이에 잘 형성되어 있고, 상호 확산에 의한 계면층(interface layer)의 형성도 확인되고 있다. 또한 소결된 페이스트 표면에 대한 공극도 잘 나타나고 있는데, 바이모달 페이스트가 모노모달 페이스트에 비교하여 상대적으로 공극율이 낮음을 잘 나타내고 있다.

Cross-sectional SEM images of the sintered joints, (a) Mono-modal Cu paste (b) Bi-modal Cu paste
저온 소결이후의 상변화를 관찰하기 위한 XRD 분석 결과가 Fig. 4에 나타나 있다. 저온 소결 이전의 구리 입자에서 Cu2O 상이 관찰되었으나, 저온 소결된 이후에 바이모달이나 모노모달의 구리 페이스트에서는 구리의 (111), (200), (220) 주된 면의 피크들만 관찰되고 Cu2O의 상은 나타나지 않았다. 이는 용매로 사용된 폴리에틸렌-글리콜계 용매의 환원작용에 의해 산화된 구리가 환원된 것으로 사료되며, 이는 접합특성을 저해하는 산화구리를 제거함으로서 우수한 접합특성을 나타내게 하는 원인 중에 하나로 판단된다.

XRD patterns of sintered Cu paste and Cu powder
한편 Fig. 5은 ENIG 표면처리된 칩과 표면처리 되지 않은 Cu 칩의 바이모달 구리 페이스트 소결 접합 후에 장기 신뢰성 평가의 일환으로 진행된 시효 시험 후의 전단강도 평가 결과를 나타낸다. 시효 시험은 200 °C의 온도에서 1,000 시간과 2,000 시간 진행하였고, 이후 전단강도를 측정하였다. 표면처리 되지 않은 Cu 칩의 접합강도는 시효 전후에 변화가 미미하나, ENIG 표면 처리된 Cu 칩의 접합강도는 현저한 감소를 나타내었다. 이는 장기 사용에 있어서 계면 취약성을 나타내는 요인으로 판단된다.
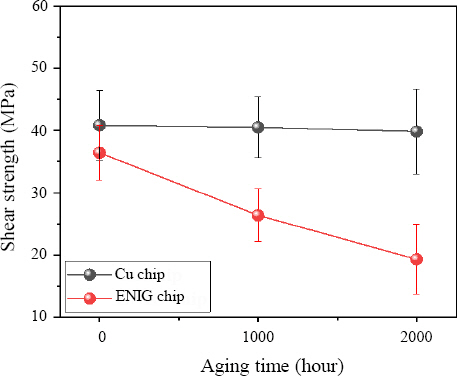
Shear strength of the sintered bi-modal Cu joints after aging test
전단강도의 감소와 연계하여 전기저항도 시효가 진행됨에 따라 급격히 증가하였다. Fig. 6은 시효 시간에 따른 전기저항의 변화를 나타낸다. 저온 소결 후 ENIG 표면 처리된 Cu 칩의 접합부 전기저항은 표면처리 되지 않은 Cu 칩의 전기저항 대비 약 1.6배 높은 상태로 측정되었고, 이는 Au와 소결된 구리의 이종 계면에서 접촉 면적이 Cu와 소결된 구리 계면 보다 낮게 형성됨에 따라 저항이 높게 측정된 것으로 추정된다20). 또한 2,000 시간이 경과한 후에는 ENIG 표면처리된 Cu 칩의 저항은 0.69 Ω에서 1.05 Ω으로 측정되어 약 1.5배가 증가하였고, 표면처리 되지 않은 Cu 칩의 경우는 0.44 Ω에서 0.95 Ω으로 측정되어 약 2.1배가 증가하였다.
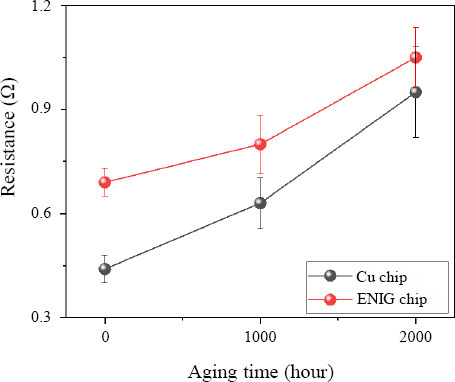
Resistance of the sintered bi-modal Cu joints after aging test
Fig. 7은 고온 시효 시험 전후 소결 접합부의 XRD 패턴을 나타낸다. 2,000 시간 시효 된 후, 구리 산화물인 Cu2O 및 CuO 상이 관찰되었다. 공기 노화 동안의 산화는 일반적으로 두 가지 소결 단계를 거친다21).
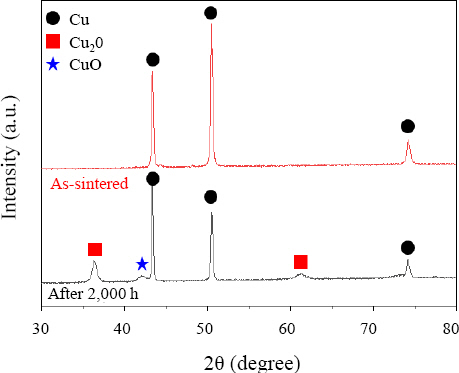
XRD patterns of sintered Cu joints before and after aging test
고온 시효 동안 순수한 Cu의 산화는 먼저 Cu2O를 형성한다. 그런 다음 준 안정상인 Cu3O2로 변환되며, 산소와 추가로 반응하여 CuO를 형성한다. 따라서, Cu 산화물의 주요 생성물은 Cu2O 및 CuO였다. Cu 산화물은 순수한 Cu에 비해 높은 전기 저항성과 다소 약한 결합강도로 이어지게 된다22).
이러한 변화의 원인 규명을 위하여 시효 실험 후에 주사전자현미경을 활용하여 접합부 단면 관찰을 수행한 결과가 Fig. 8에 나타나 있다. 저온 소결 접합 직후에는 유의미한 차이가 없었던 보이드 형성이 시효 후에 ENIG 계면에서 집중적으로 나타나고 있는 것을 발견하였으며 이는 표면처리 되지 않은 시료(a)에서는 나타나지 않고 있다. 특히 Cu2O가 Au 계면의 하단에서 다량 발생하고 있는 것을 발견할 수 있었고, 이는 시효 실험 중에 다공성 구조에서 공기의 유입이 지속적으로 이루어지고, 고온에서의 시험 환경이 산화를 촉진하여 발생하는 것으로 판단된다. 이러한 보이드 형성과 산화물의 발생 변화가 전단응력을 받았을 때, 균열전파를 수월하게 하고, 저항력을 감소시켜 전단강도의 감소를 야기하는 원인으로 판단되고 계면연결면적(interface connection area)의 감소와 산화물의 절연효과에 따라 전기저항의 급속한 증가가 발생하였다고 사료된다.
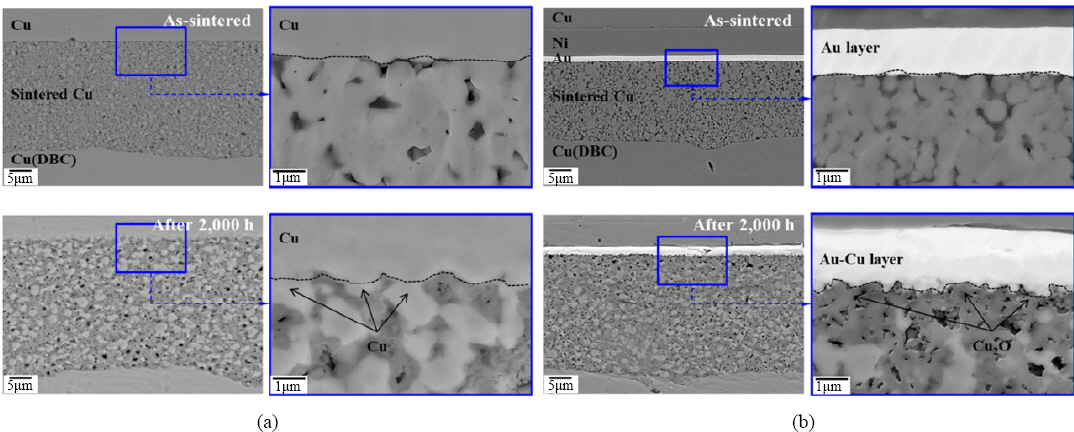
Cross-sectional SEM images of the sintered bi-modal Cu joints after aging test, (a) unfinished Cu chip (b) ENIG surface finished Cu chip
특히 이러한 변화가 Au 계면의 바로 밑부분에서 나타나는 것은 시효 공정 중에서 발생하는 상호확산계수의 차이에서 나타난다고 판단된다. Elmer 등이 발표한 논문23)에서 온도와 압력이 동일한 조건하에서 Au에서 Cu로의 확산계수는 그 범위가 5.8×10-4에서 3.8×10-2 ㎛2/s인데 반해서 Cu에서 Au로의 확산계수는 7.8× 10-3에서 2.8×10-1 ㎛2/s로 약 10배의 차이가 난다. 즉 Cu 층에서 Au 층으로 가는 확산속도가 Au에서 Cu로 오는 확산속도대비 약 10배가 빠른 것이고, 이는 Au 계면 바로 하단의 Cu 층의 보이드를 형성하고 형성된 보이드에서 시효 시험 중에 지속적으로 공급되는 산소와 고온 반응하여 Cu2O를 형성시키는 것으로 판단된다. 확산계수의 비교는 Fig. 8에 나타나 있다.
상기의 결과에서 ENIG 표면처리된 칩과 소결 접합된 접합부는 상호확산계수의 차이에 따라 Au 계면 하단에 커캔달 보이드(Kirkendall void)가 형성되었으며, 고온 시효 동안 소결된 구리의 계면 기공률이 증가하고 구리 산화물이 Au-Cu 층에 연결되었다. Au-Cu층 계면 하단의 보이드는 균열전파의 원인으로 작용하여 상대적으로 결합력이 약한 Au와 소결된 Cu의 계면에서 파단이 발생이 발생하였으며, 시효 동안 전단강도는 감소한 것으로 판단된다. 표면처리되지 않은 칩은 소결된 Cu 입자의 산화에도 불구하고 계면과 충분한 넥킹을 유지하였다. 이에 따라, 소결된 구리 접합부 내부에서 파괴가 발생하였다. 고온 시효 동안 생성된 Cu 산화물의 성장 및 구리 입자 사이의 상호확산은 내부 기공을 감소시켰다. 이러한 소결된 구리 접합부의 치밀화에 의해 시효 동안 전단 강도가 유지된 것으로 판단된다24). 이에 대한 주사전자현미경의 단면 이미지와 파괴 메커니즘을 설명한 모식도를 Fig. 10에 나타내었다.
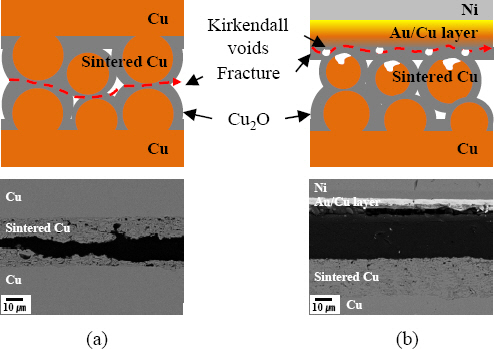
Schematic diagram of fracture mode and cross section image of the sintered Cu joints after aging test, (a) unfinished Cu chip (b) ENIG surface finished Cu chip

4. 결 론
본 연구에서는 구리 페이스트를 활용한 저온 접합에서 접합부의 고온 시효 영향과, 전단시험의 파괴 메커니즘에 대해 연구하여 다음과 같은 결론을 얻었다.
1) 바이모달 구리 페이스트가 모노모달 대비 패킹 밀도가 높아 접합부 내부의 공극율 감소 및 계면 연결 면적 증가로 전기전도도와 접합강도의 향상 등 상대적으로 우수한 접합부 특성을 나타낸다. 공극율의 결과는 몬테카를로 방법을 적용하여 도출되었고, 바이모달의 적정 혼합비는 0.3 ㎛와 1 ㎛ 입자의 질량비가 약 8:2 일 때 가장 높은 밀도가 계산되었다.
2) 고온 시효 시험 후, 표면처리 되지 않은 Cu 칩은 시효 전후에 접합강도 저하가 없으나, ENIG 표면처리된 Cu 칩의 접합강도는 현저한 감소를 나타내었다. 이는 Au와 Cu의 상호확산계수차이에 따른 커캔달 보이드 형성에 기인한 것으로 사료된다. 이러한 보이드의 형성은 파괴 메커니즘에 영향을 주어 ENIG 표면처리된 Cu 칩의 전단파괴는 계면의 보이드를 따라 파괴가 발생하였으며, 이는 균열전파를 용이하게 하여 전단강도의 저하를 유발하였다.
3) 고온 시효 시간이 증가함에 따라 전기저항이 증가하였으며, 이는 구리 산화물의 형성 및 성장에 따라 저항이 증가하고, 특히 ENIG 표면처리된 접합부에서는 계면의 보이드 형성에 따른 접촉면적의 감소에 따라 전기적 물성이 저하되었다.
후 기
본 연구는 한국산업기술평가관리원 글로벌주력산업품질대응 뿌리기술개발사업의 지원으로 수행되었습니다.