


1. Introduction
2. Characteristics of Al-Si coated Hot-stamped Boron Steel
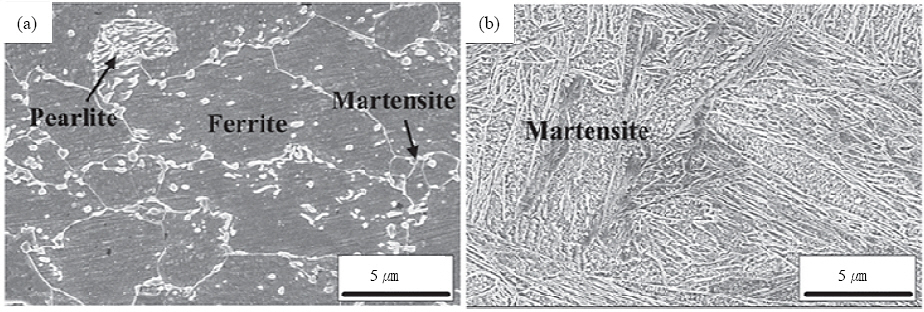
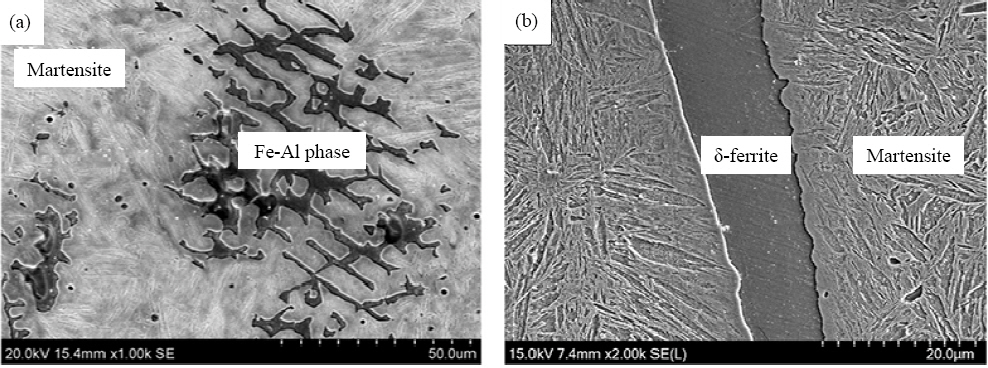
2.1 Characteristics and microstructure of hot-stamped steel plate
Fig.┬Ā1
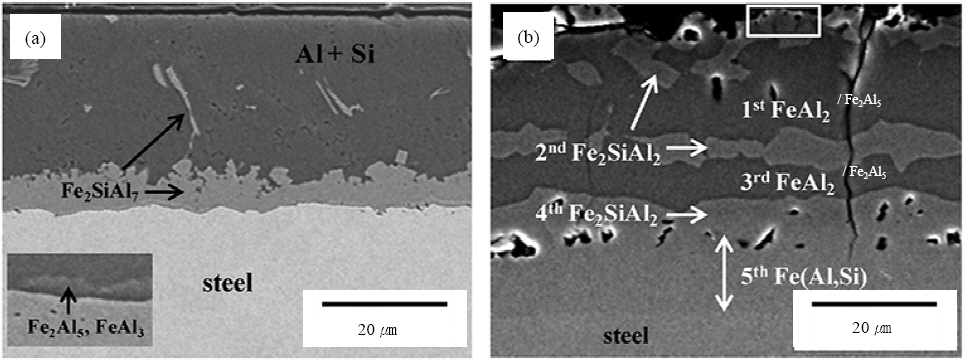
2.2 Al-Si coating layer structure
Fig.┬Ā3
3. Laser Weldability Consideration
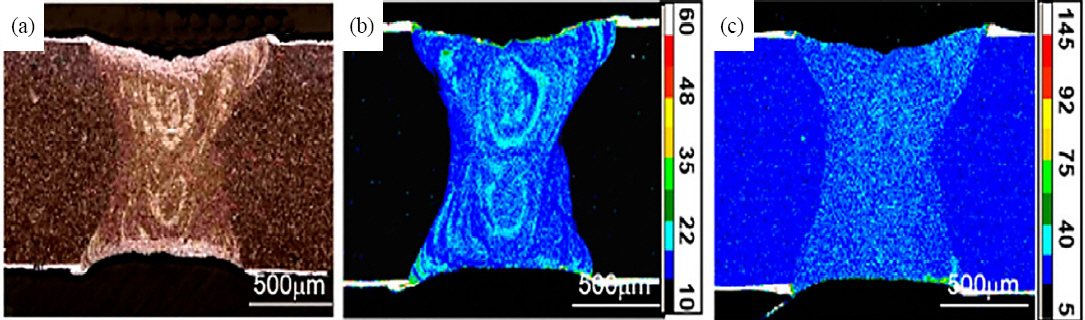
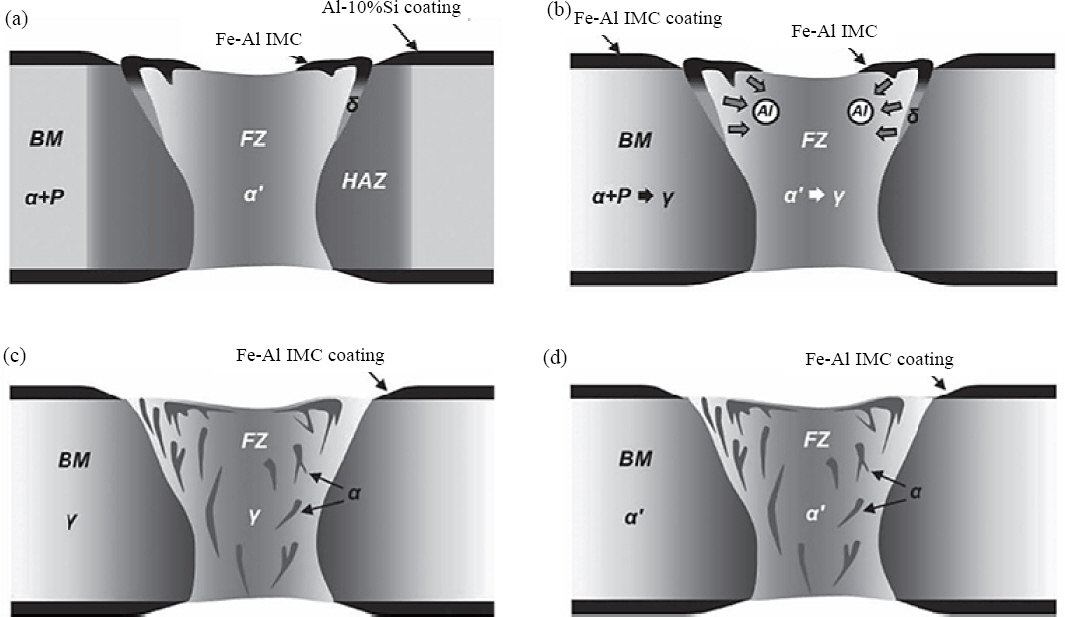
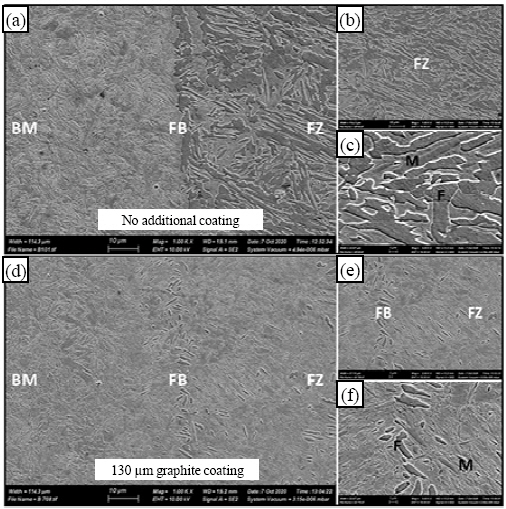
3.1 Laser weldability of Al-Si coated boron steel
Fig.┬Ā4

Fig.┬Ā5
3.2 Ferrite phase change affecting mechanical properties of fusion zone
Fig.┬Ā7
Fig.┬Ā8
4. Laser Weldability Improvement Technology
4.1 Laser improvement technology in the material aspect
Fig.┬Ā9
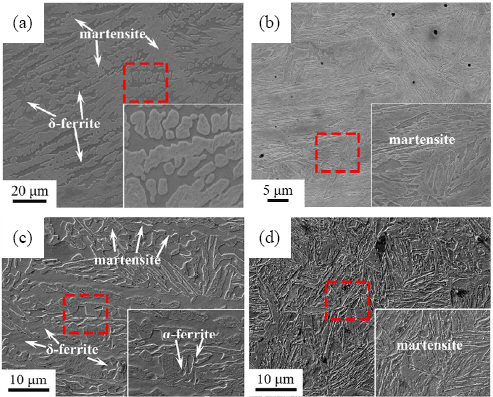
Fig.┬Ā10
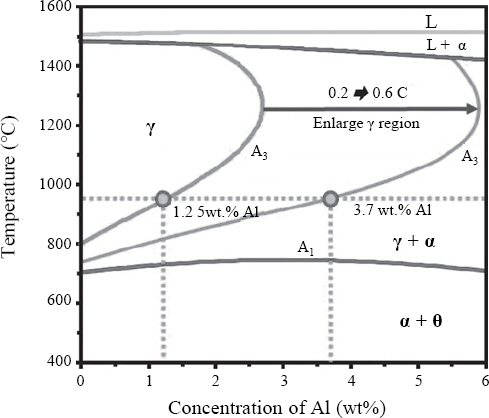
Fig.┬Ā11
4.2 Laser improvement technology in the process aspect
Fig.┬Ā12
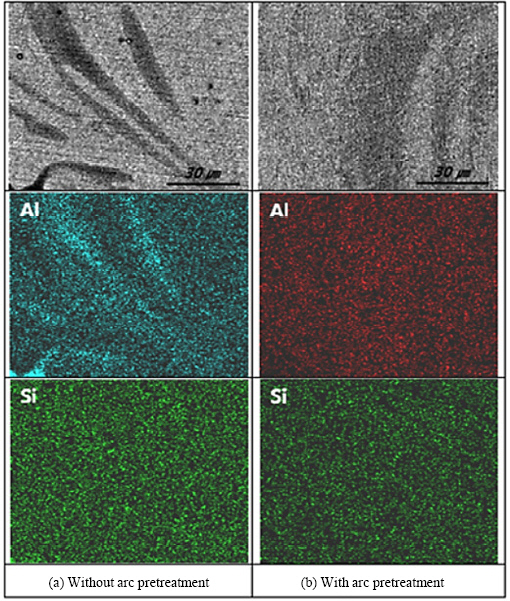
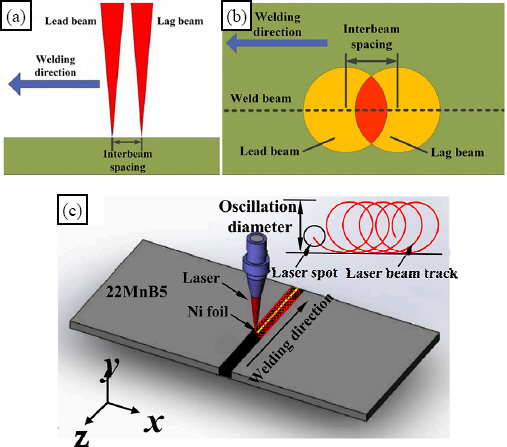
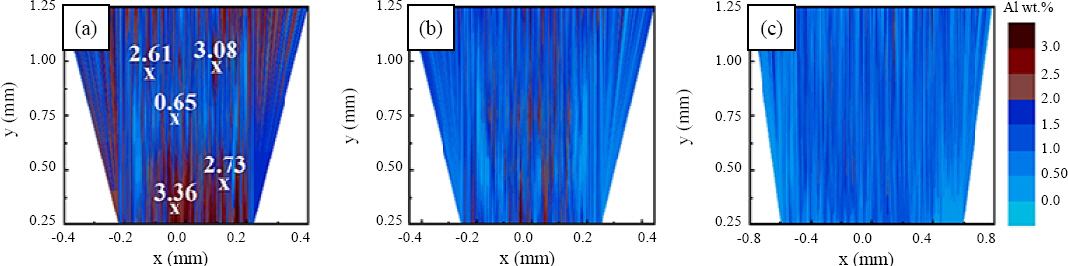
Fig.┬Ā14
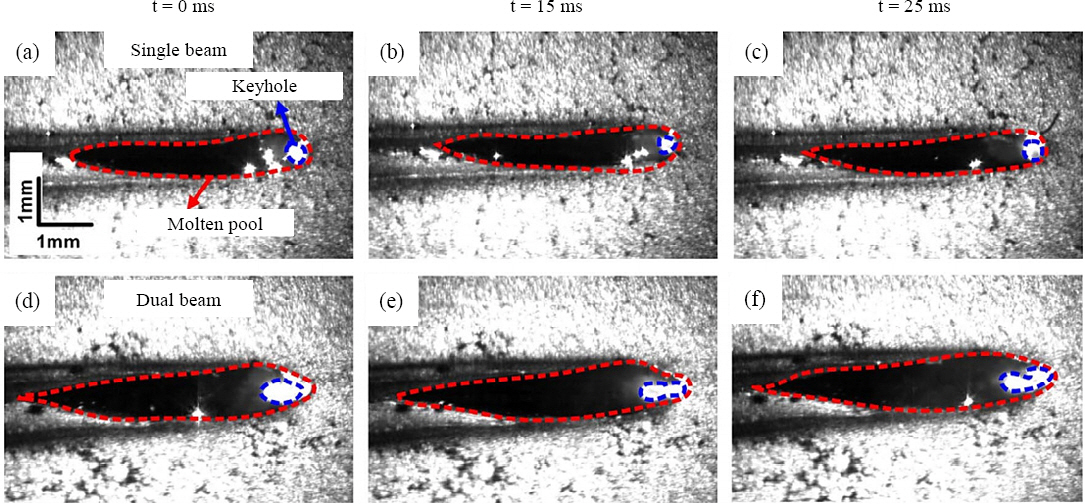
Fig.┬Ā15
5. Conclusion
1) Regarding the mechanical properties during laser welding and hot stamping of Al-Si coated boron steel, the strength of the weld zone is decreased and brittle fracture may occur along the fusion boundary due to the formation of ferrite or intermetallic compounds within the FZ from mixing and diffusion of Al.
2) By primarily removing the Al-Si coating layer before laser welding, the quality of the FZ can be enhanced by preventing Al segregation and ferrite formation within the FZ. Coating layers can be removed through mechanical grinding, chemical etching, or laser ablation; improvements in mechanical properties can be achieved only if both sides of the coating layer are removed since welding in the keyhole mode is primarily performed.
3) The method for applying additional coating layers and a filler wire containing strong austenite stabilizing elements were studied in order to avoid brittle fracture in the laser weld through a complete austenitizing treatment throughout the FZ. In particular, the ╬┤-ferrite distribution was more uniform than when a filler wire was used based on a phase diagram and microstructure during laser welding applied with a carbon steel filler wire, while tensile strength and elongation were improved. In addition, additional coating layers drastically reduced the ferrite fraction within the FZ by playing the role of a physical barrier and insulation that encloses the Al-Si coating layer.
4) When various technological trends such as arc preprocessing, dual beam, and beam oscillation for improving laser weldability were examined, uniform Al distribution was achieved and macro-segregation in the FZ could be prevented by stabilizing welding in the keyhole mode and improving the fluid flow in a molten pool. However, materialistic elements such as a filler wire and additional coating layers may be applied in a complex manner in order to completely remove the ferrite phase formed within the FZ.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



