


1. Research Background and Purpose
2. Applied Steel and Experimental Method
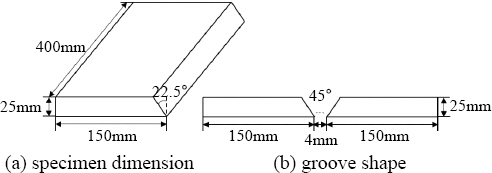
2.1 Applied steel and specimen production
Table┬Ā1
| Material | C | Si | Mn | P | S |
|---|---|---|---|---|---|
| E500 | Ōēź0.08 | Ōēź0.2 | Ōēź1.6 | Ōēź0.01 | Ōēź0.005 |
Table┬Ā2
| Material | Yield stress (MPa) | Tensile stress (MPa) | Elongation (%) | Charpy impact test, -40┬░C, (J) |
|---|---|---|---|---|
| E500 | 529 | 646 | 19 | 249J |
Table┬Ā3
| Welding consumable | C | Si | Mn | P | S |
|---|---|---|---|---|---|
| AWS A5.29 E91T1 | 0.06 | 0.29 | 1.23 | 0.007 | 0.008 |
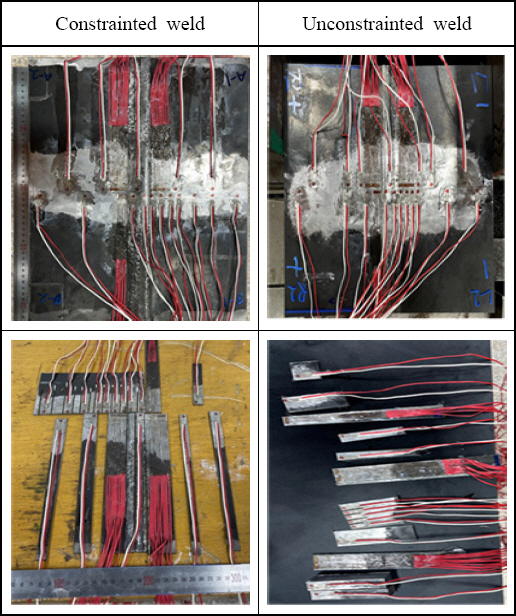
2.2 Welding residual stress measurement method


3. Results and Considerations
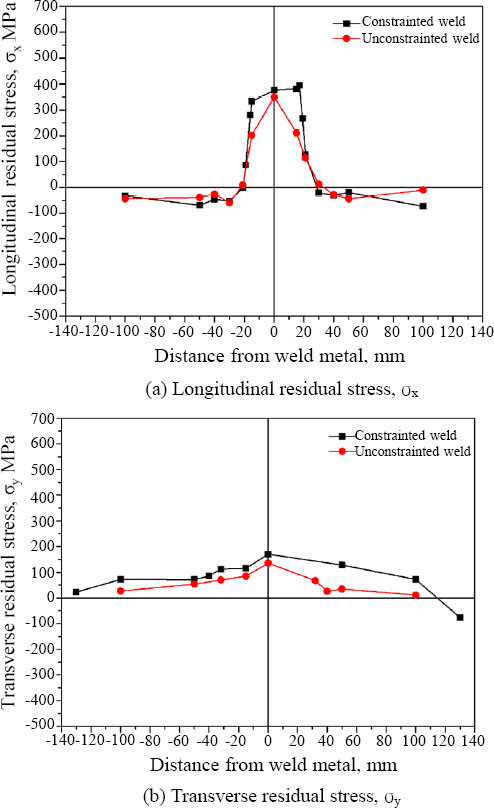
3.1 Results of welding residual stress measured based on the cutting method
3.2 A relationship between welding residual stress and distortion according to the effect of constraints

4. Conclusions
1) Both fully constrained and unconstrained specimens showed similar residual stress at weld metal zones in the direction of a welding line, which was at a similar level to the yield stress of the base metal. Moreover, both specimens showed similar distribution patterns of welding residual stress to those observed at the existing butt joints.
2) The fully unconstrained specimen showed a distribution of reduced welding residual stress at the HAZ than the fully unconstrained specimen. Both specimens showed similar welding residual stress at base metal zones, which were unlikely to be affected by weld heat.
3) The fully constrained specimen showed a distribution of reduced welding residual stress at the HAZ according to the effect of constraints, which was observed in the form of in-plane and out-of-plane distortion.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



