


1. Introduction
2. Materials and Methods
Table┬Ā1
| Alloy | C | Si | Mn | Cr | Mo | Ti | Fe |
|---|---|---|---|---|---|---|---|
| Substrate | 0.38 - 0.43 | 0.15 - 0.35 | 0.60 - 0.90 | 0.90 - 1.20 | 0.15 - 0.30 | - | Bal. |
| Filler wire | 0.25 | 0.50 | 0.70 | 5.00 | 4.00 | 0.60 | Bal. |
Table┬Ā2
| Travel speed (cpm) | Voltage range (V) | Current range (Amp) | Heat input (J/mm) | Torch angle (┬░) | Travel angle (┬░) | CTWD (mm) | Shielding gas |
|---|---|---|---|---|---|---|---|
| 50 | 19.5 - 20.2 | 260 - 270 | 600 - 650 | 90 | 90 | 15 | C1 (CO2 100 %) |
3. Results and Discussion
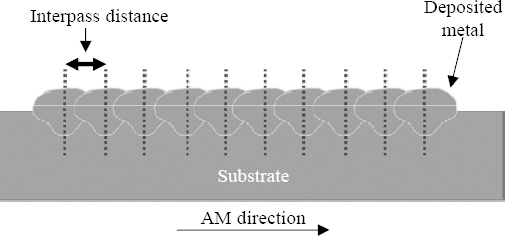
3.1 Interpass distance and consequent arc stability
3.1.1 Designated interpass distance
Table┬Ā3
| Category | Values | ||||
|---|---|---|---|---|---|
| Žć times the width of single bead1 | 0.54 | 0.64 | 0.68 | 0.72 | 0.82 |
| Calculated values (mm) | 5.26 | 6.24 | 6.63 | 7.02 | 7.99 |
| Designed interpass distance (mm) | 5.2 | 6.2 | 6.6 | 7.0 | 8.0 |
| Designation (%) | 54 | 64 | 68 | 72 | 82 |
|
1Width of the single bead = 9.75 mm1) | ||||
3.1.2 Arc behavior depending on the varied interpass distance

Fig.┬Ā5

3.1.3 Stability of the arc depending on the variation in the interpass distance
Fig.┬Ā6
3.2 Effect of the interpass distance and consequent arc stability variation on the A-WAAM process
3.2.1 Designated interpass distance

3.2.2 Arc stability and the amount of spatter
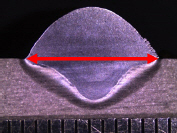
3.2.3 Cross-section analysis

3.2.4 Dimension precision in horizontal direction
Table┬Ā5
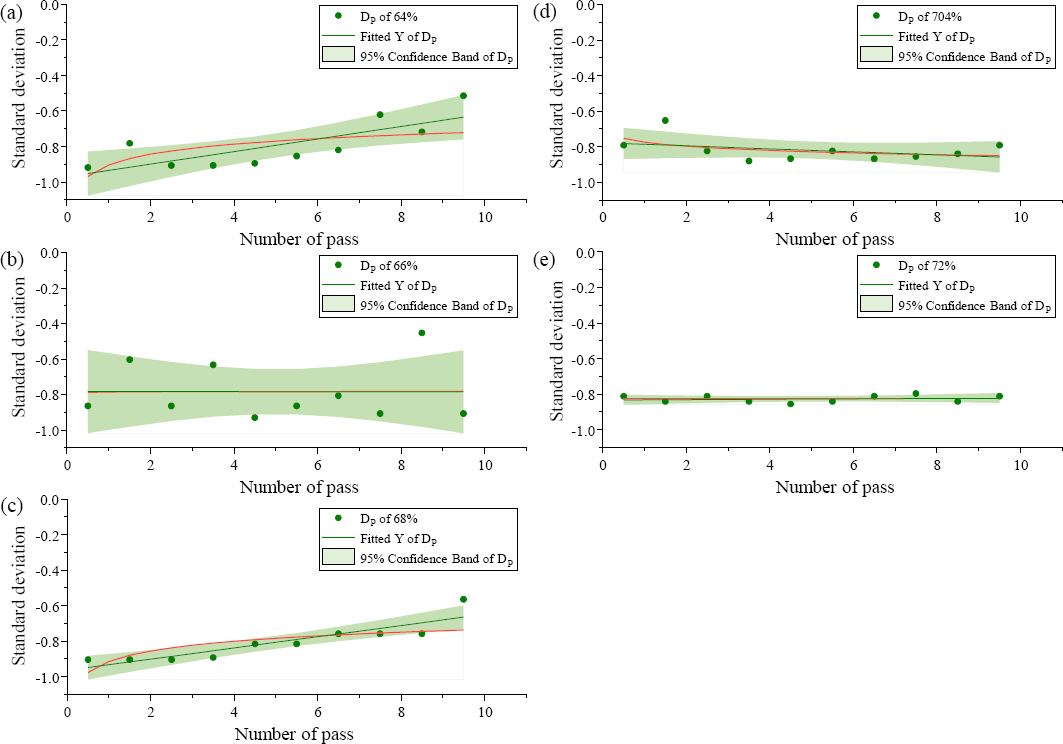
3.2.5 Uniformability evaluation in the vertical direction
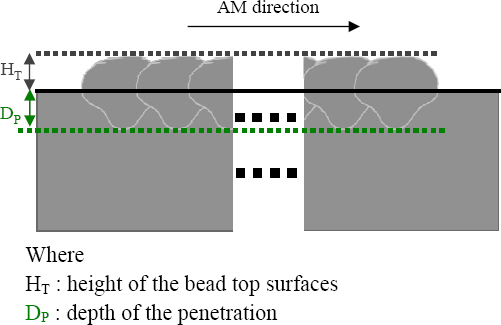
Fig.┬Ā11
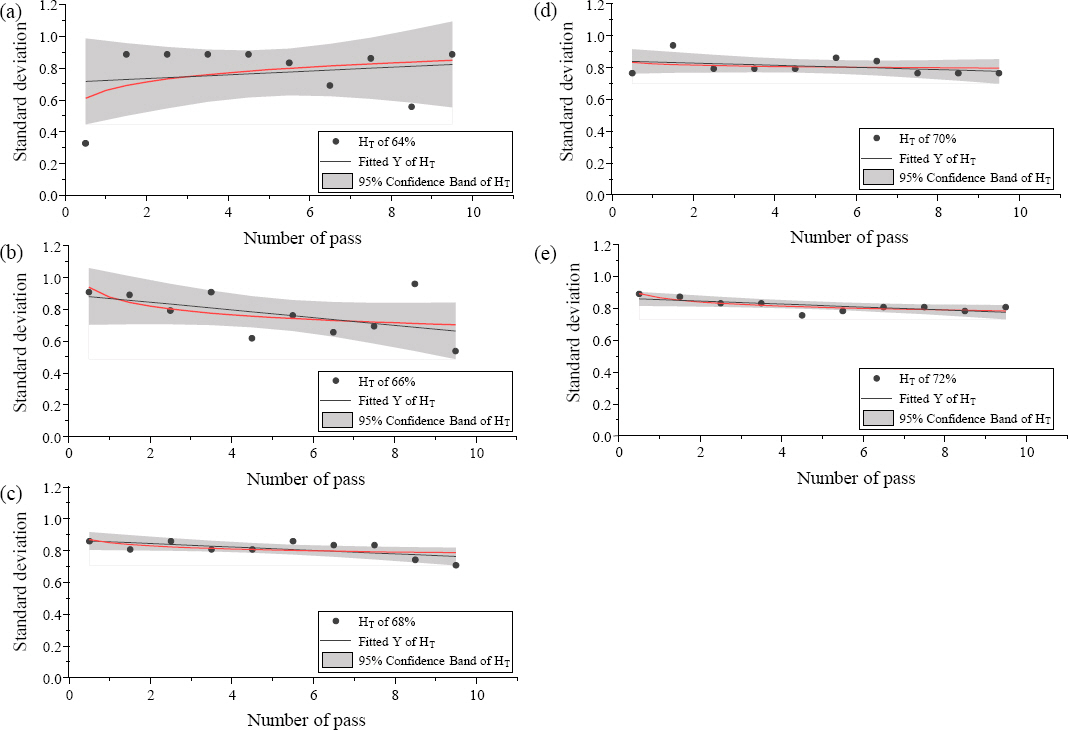
Fig.┬Ā12
4. Conclusions
1)The lower the interpass distance, the greater the occurrence of arc interference.
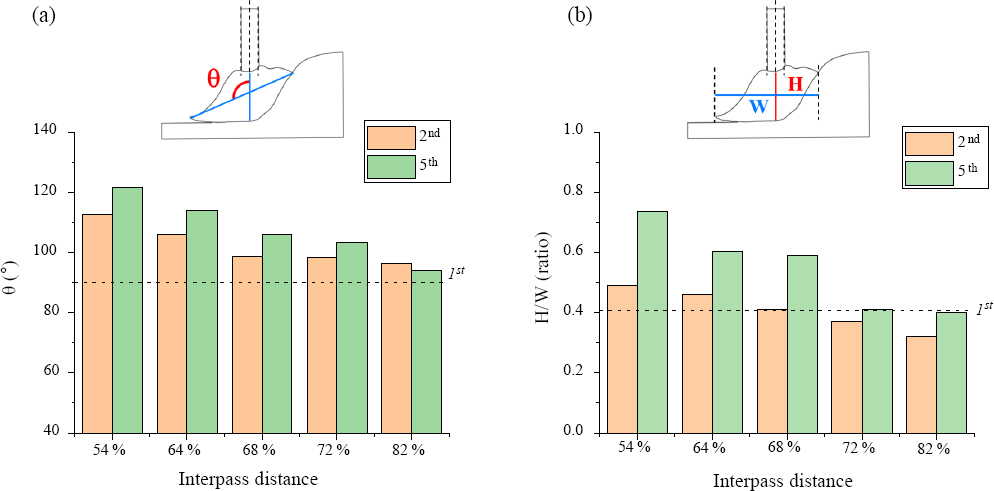
2)Investigations of the ╬Ė and H/W ratio revealed that the arc interference and arc stability change. The arc stability was degraded as the interpass distance decreased, resulting in high ╬Ė and H/W ratios.
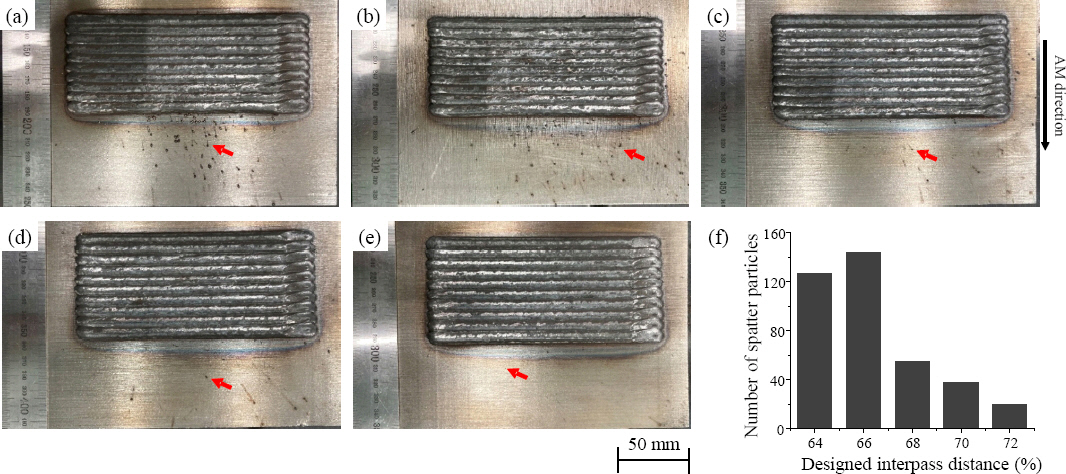
3)The amount of spatter varied as the interpass distance was changed. The greater the interpass distance, the lesser the amount of observed spatter. This is mainly due to changes in the arc stability associated with the variation in the interpass distance.
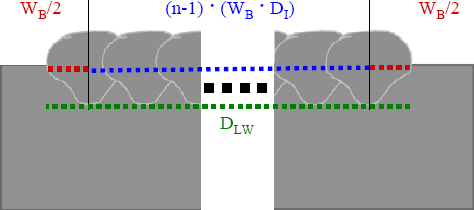
4)The dimension precision in the horizontal direction matched the designed width of the single layer under all conditions. It was also observed that the width of the layer increased as the interpass distance increased. This occurred because the moving distance increased with the increase in the interpass distance. Nevertheless, this is advantageous from the viewpoint of the processing time, which can reduce the total number of tool paths needed to obtain a specific component size.
5)The uniformability of the single layer in the vertical direction was investigated using two geometrical factors which HT and DP. It was determined that the critical interpass distance required to ensure predictability and uniformability of the single layer. The interpass distance of 68% or more resulted in uniform dimension precision in the vertical direction and could be utilized in an A-WAAM process.
6)The effect of the interpass distance on the AWAAM process was determined, and the critical interpass distance for 5 Cr-4 Mo tool steel was obtained. The A-WAAM component results from the stacking of multiple single layers by scheduled tool paths. The presence of the heterogeneous surface of every single layer should be avoided, because it is given as a surface where the following layer would be additive manufactured and has a high chance to form an internal defect due to uneven surface. Thus, the critical interpass distance of the A-WAAM process has to be considered carefully before stacking multiple layers on that.
7)The arc interference is detrimental to the uniformability of single layers, but it cannot be completely eliminated unless the interpass distance was greater than 100%. And the arc interference is mainly caused by the morphological and geometrical interference from a combination of the given interpass distance and the shape of prior deposited pass. Thus, it should be investigated a point of compromise based on the arc stability and dimension predictability or uniformability in the early stage of the A-WAAM process design stage, regardless of what the material used.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



