1. Introduction
The 21st century has witnessed an unprecedented level of interest in new and renewable energy such as eco-friendly vehicles and PV or wind power generation while reducing the use of fossil fuels, driven by changes in the public awareness of global environmental pollution and the recent implementation of carbon neutrality and energy efficiency policies. In particular, in the field of transportation, there has been an explosive surge of interest in electric vehicles (EVs) and hydrogen fuel cell electric vehicles (FCEVs). These eco-friendly vehicles use battery, power conversion systems, and motor systems as key components, and significant growth in relevant industries is expected
1). In particular, the power modules in the inverter system, contains power semiconductors, which plays the role of converting the DC current of the battery into AC current for driving the motor. For these power semiconductors, a high level of reliability is required due to the conditions in driving eco-friendly vehicles, such as high operating temperatures and exposure to harsh environments for a long time
2).
To date, for bonding of chips and modules of these power semiconductors, conventional soldering methods using high-Pb solder and Pb-free Sn-Ag-Cu solder alloys have been mainly employed
3,4). However, in order to achieve the reliable operational performance of power modules under high temperature over 200 Ōäā following the upcoming introduction of silicon carbide (SiC) devices, the chip bonding process with Sn-based solder alloys has come to a limitation. In addition, some solder alloys containing Pb, which can be used in high-temperature environment, still have the environmental problems as obstacles
5). For this reason, in recent years, there has been active research on alternative high-temperature endurable bonding methods such as sinter bonding technology using Ag or Cu powder and transient liquid phase (TLP) bonding technology with low melting point bonding material
6-13). In particular, the TLP bonding method uses a low-melting-point metal material such as Sn and In to form the high-melting-point intermetallic compounds (IMCs) showing stable properties even at high temperatures. Because the method has a relatively low process temperature and pressure as well as excellent durability at high temperatures, it has been actively investigated using combinations of various metals
14-18). In this study, as basic research on TLP bonding technology, hybrid solder paste was fabricated with Ag and Sn-3.0Ag-0.5Cu solder alloys, and the changes in the microstructure and mechanical strength in solder joints were examined according to the change of TLP bonding process, and through analysis of the correlations, the future applicability of TLP bonding method was discussed.
2. Methods
In this experiment, micro Ag paste (Microbond ASP 295, Heraeus, Singapore) and Sn-3.0Ag-0.5Cu solder paste (Senju Metals, Japan) were used for the fabrication of the bonding paste. In the case of Ag paste, the Ag metal content was approximately 88%, and the average particle size was around 20 ╬╝m. Also, type-5 (average particle size 15-25 um) paste was used for the solder paste. First, a hybrid paste of Ag paste and solder paste with a weight ratio of 1:2 was prepared. For uniform mixing of the two types of pastes, a revolution-rotation mixer was used under a vacuum atmosphere condition.
Fig. 1 shows the schematic diagram of the fabricated paste before and after mixing. The substrate used for the power semiconductor chip bonding process was a direct bond copper (DBC) ceramic substrate with a size of 10 ├Ś 10 ├Ś 0.98 mm, in which a sandwich structure with Cu/96% Al
2O
3/Cu laminates was used. The thicknesses of the ceramic layer and the copper layer were 380 ╬╝m and 300 ╬╝m, respectively. The fabricated paste was screen-printed on the DBC substrate by using a 304 stainless steel metal mask with a thickness of 50 ╬╝m. The size of the opening of the mask was 3 ├Ś 3 mm. For the TLP chip bonding process, a 3 mm ├Ś 3 mm Si dummy chip laminated with 0.1 ŃÄø Ti\0.1 ŃÄø Al\0.2 ŃÄø Ti\1 ŃÄø Ni \0.2 ŃÄø Ag layer was used. These dummy chips were placed on the printed paste.
Fig. 2 shows a schematic diagram of a chip/ paste/DBC substrate sample in the process of paste printing and chip attachment. Next, the TLP bonding process was performed using SMT reflow scope. The peak temperatures used in the bonding process were 245, 260, and 275 Ōäā, respectively, and the bonding process was performed at the peak temperature for approximately 40 seconds. The reflow temperature profile used in this study is shown in
Fig. 3. In addition, a vacuum reflow process was performed for comparison with the air reflow process, and the bonding process was performed using a vacuum reflow machine (SRO 70x, ATV Technologie GMBH, Germany).
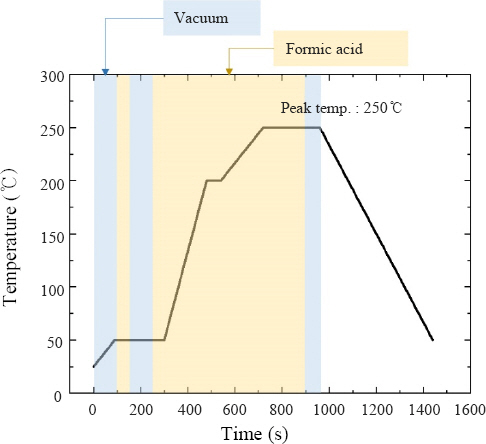
Fig. 4 shows the reflow temperature profile used in the vacuum reflow process. As can be seen in the figure, the vacuum reflow process was performed with a vacuum atmosphere and formic acid, and the peak temperature was 250 Ōäā
Fig.┬Ā1
Schematics of paste fabrication, (a) before and (b) after mixing
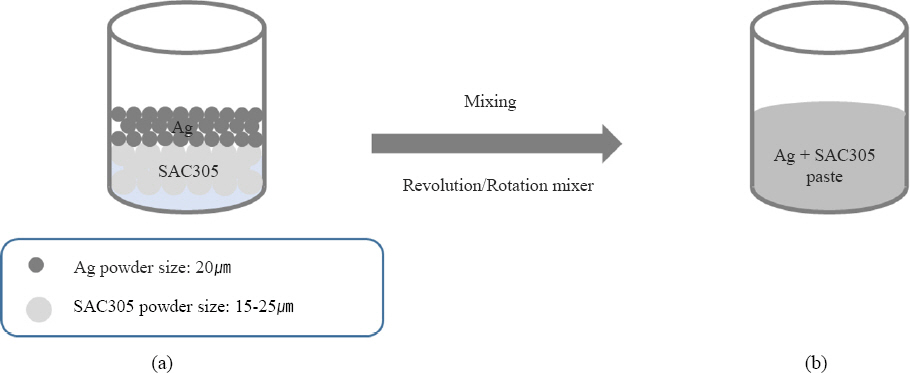
Fig.┬Ā2
Schematics of paste printing and chip attachment

Fig.┬Ā3
Temperature profiles used in reflow process
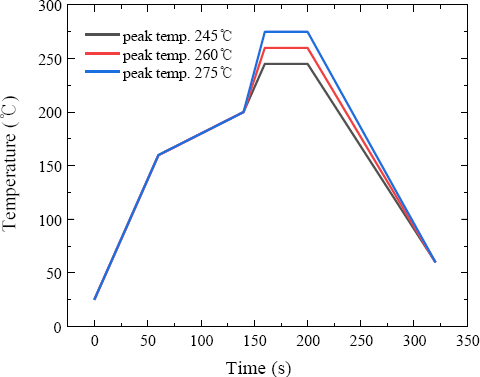
Fig.┬Ā4
Temperature profile used in vacuum reflow process
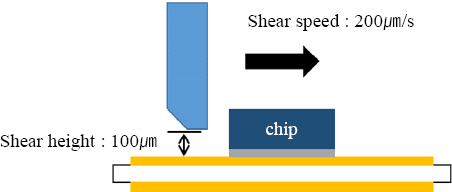
In the sample completed with the bonding process, for evaluation of defects such as voids formed in the joints, non-destructive analysis was performed using X-ray equipment (XSCAN-H160-OCT, XAVIS, KOREA). After completing the TLP bonding process using the fabricated paste, the sample was mounted using epoxy material, and polishing was performed for metallurgical analysis of the cross section. The microstructure and bonding interface of each sample were analyzed using a field emission scanning electron microscope (FE-SEM, INSPECT F, FEI, USA) and an energy dispersive X-ray spectroscope (EDX). To evaluate the mechanical properties of TLP bonding samples, die shear testing was performed using a shear tester (Dage4000, Nordson DAGE, UK). In terms of the shear testing conditions used in this experiment, a shear speed of 200 ╬╝m/s and a shear height of 100 ╬╝m were used (
Fig. 5). For evaluation of the die shear strengths, shear testing was performed on a total of 10 joint samples, and the fracture surfaces were analyzed after the shear testing.
Fig.┬Ā5
Schematic of die shear testing
3. Experimental results
Bonding was performed with different bonding processes to evaluate the bonding characteristics of the fabricated Ag-Sn3.0Ag0.5Cu hybrid paste, and
Fig. 6 shows the OM images of the bonding sample after the conventional air reflow and vacuum reflow bonding process. As shown in the figure, for the joint sample completed with the conventional air reflow process, the surface of the DBC copper metal layer was oxidized and discolored. On the other hand, in the case of the bonded joint samples from the vacuum reflow process, suppression of the surface oxidation was confirmed. The formic acid (HCOOH) typically used during the vacuum reflow process has a boiling point of approximately 101 Ōäā, and it reduces metal oxides as shown in the following equations. Below is a reaction formula in which two types of copper oxides (Cu
2O, CuO) are reduced by reaction with formic acid.
Cu2O + 2HCOOH ŌåÆ Cu(COOH)2 + Cu + H2O
CuO + 2HCOOH ŌåÆ Cu(COOH)2 + H2O
Cu(COOH)2 ŌåÆ Cu + 2CO2 + H2
Fig.┬Ā6
OM images of (a) air reflowed and (b) vacuum reflowed samples

Fig. 7 shows the non-destructive X-ray analysis images of the bonded joints under various bonding conditions and color images adjusted for these analyzed images using an image software tool. As shown in the figure, no interfacial delamination or non-bonding area was observed at the joint interface, but in the case of the sample bonded by the conventional air reflow process, the presence of a relatively large number of voids was confirmed in the joints regardless of the bonding temperature. On the contrary, in the case of samples bonded by the vacuum reflow process, the formation of quality joints was confirmed without significant defects.
Fig.┬Ā7
X-ray images and corresponding adjusted images by image tool software of bonded joints under various conditions
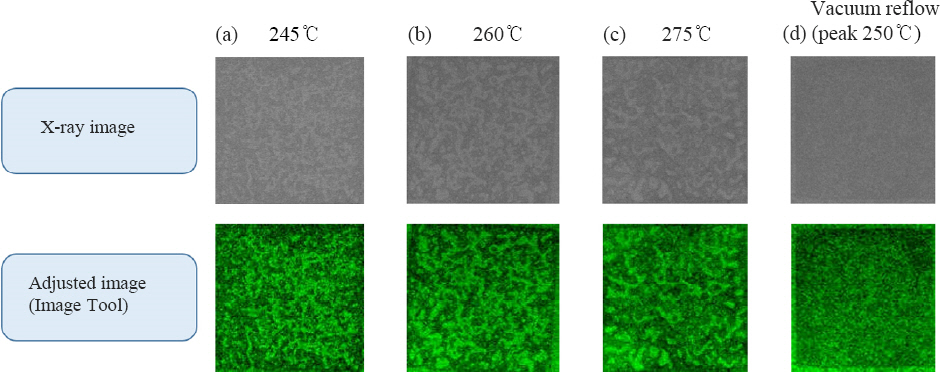
Fig. 8 shows the SEM images of the Si chip/DBC joint interface bonded by the air reflow process at 245 Ōäā peak temperature. The SEM images of the chip interface, the middle of the joint (bonding layer), and the DBC joint in the entire joint area are presented by location along with a schematic diagram, respectively. During the bonding reaction, Ag, which is the final metal layer of chip metallization, was all dissolved by reaction with the solder to form a compound phase inside the solder, and the reaction with Ni, the subsequent metal layer, was confirmed. Through the series of reactions, it was confirmed that the (Cu,Ni)
6Sn
5 IMC layer containing Ni was formed at the chip joint interface (
Fig. 8(a)). As a result of observing the central part of the joint (bonding layer), it was confirmed that Ag
3Sn IMC, a compound of Ag and Sn, was formed and uniformly distributed due to Ag added in the Sn-3.0Ag- 0.5Cu solder (
Fig. 8(b)). As a result of analyzing the lower DBC substrate joint, formation of a Cu
6Sn
5 IMC layer at the interface was confirmed due to the reaction between the Cu layer of the DBC substrate and the solder. Also, due to the added Ag, the additional formation of Ag
3Sn IMC on the Cu
6Sn
5 IMC layer was confirmed (
Fig. 8(c)).
Fig. 9 and
Fig. 10 show SEM images of the Si chip/DBC joints bonded by the air reflow process at peak temperatures of 260 and 275 Ōäā, respectively. Compared with the result of 245 Ōäā in
Fig. 8, the growth in the size and thickness of the IMC formed at some joint interfaces was observed, but no significant difference was observed, on the whole. Therefore, in this study, it was confirmed that the difference in the reflow peak temperature by 15 Ōäā did not have a significant impact on the microstructure of the joints.
Fig.┬Ā8
Cross-sectional SEM images of a Si chip/bonding layer/DBC joint (peak reflow temperature: 245 Ōäā)

Fig.┬Ā9
Cross-sectional SEM images of a Si chip/bonding layer/DBC joint (peak reflow temperature: 260 Ōäā)
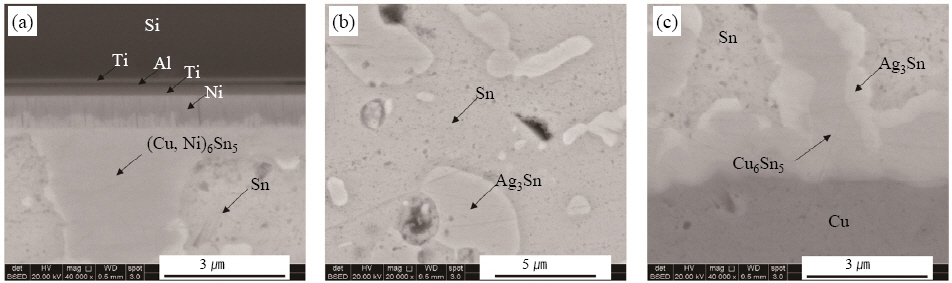
Fig.┬Ā10
Cross-sectional SEM images of a Si chip/bonding layer/DBC joint (peak reflow temperature: 275 Ōäā)

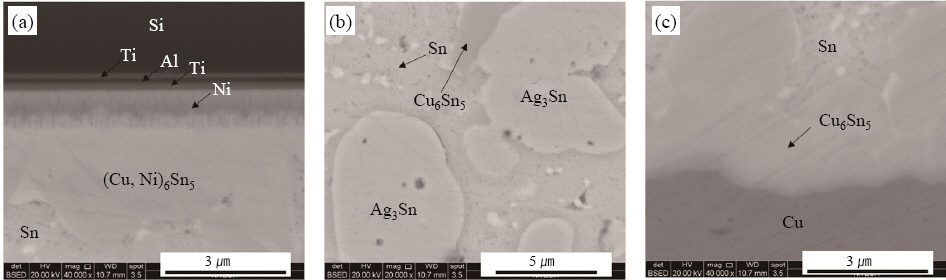
Fig. 11 shows the SEM images for each location of the Si chip/DBC joint bonded by the vacuum reflow process. As a result of the composition analysis using EDX, that the types of compounds observed at the chip interface, the middle of the joint (bonding layer) and the DBC joint were confirmed to be identical to the compounds of the samples bonded through the air reflow process. However, overall, the formations of coarse (Cu,Ni)
6Sn
5, Ag
3Sn and Cu
6Sn
5 IMCs were confirmed in the joints and bonding layer, respectively.
Fig.┬Ā11
Cross-sectional SEM images of a Si chip/bonding layer/DBC joint reflowed under a vacuum condition
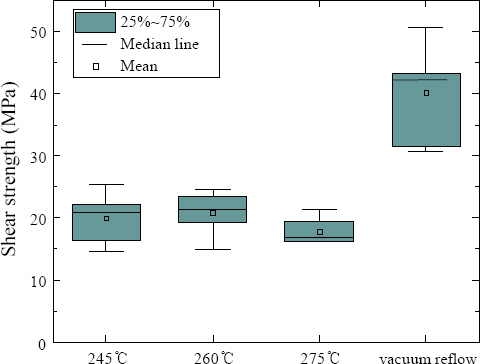
For evaluation of the effect of bonding process parameters on the mechanical strength of joints bonded through conventional reflow and vacuum reflow processes, die shear testing was performed, and the results are presented in
Fig. 12. The shear test results confirmed that the sample bonded by the air reflow process had a shear strength of approximately 20 MPa regardless of the change in the peak temperature. On the other hand, in the case of joints bonded by the vacuum reflow process, the bonding strength was approximately twice that of the air reflow process with an average shear strength value of approximately 40 MPa.
Fig.┬Ā12
Variation of die shear strength with reflow conditions
To investigate the cause of the significant difference in die shear strength testing result, the fracture surfaces were analyzed after shear testing, and the results are presented in
Fig. 13. In the case of the sample bonded by the air reflow process (
Fig. 13(a)-
(c)), after shear testing, fracture mainly occurred at the chip interface, and the presence of many voids was confirmed on the fracture surface. On the other hand, in the case of joint samples bonded through the vacuum reflow process (
Fig. 13(d)), fracture at the chip interface was also confirmed after shear testing, as in the case of the conventional reflow process, but the no significant presence of voids on the fracture surface was confirmed. Considering these results, it was confirmed that the amount and size of voids in the joints created after the different reflow bonding processes used in this study had a significant effect on joint strength. The result of this difference in shear strength (
Fig. 12) was consistent with the observation result for the voids in the joints (
Fig. 7) according to the difference in the bonding process described above and a schematic diagram outlining these results is presented in
Fig. 14. Although the conditions such as process temperature and holding time used in this study are not exactly the same between the air reflow and vacuum reflow processes, in general, as can be seen in
Fig. 4, in the vacuum reflow process, the vacuum and formic acid are alternately applied 2-3 times at the initial stage, and thus the oxides formed on the samples are reduced and removed and there is also a process of increasing the degree of vacuum. In addition, even when the process is maintained at the peak temperature, the degree of vacuum is increased again to remarkably reduce the voids present in the molten solder and joints. For this reason, compared to the conventional air reflow process, the vacuum reflow process takes a rather long time. On the other hand, in the air reflow process, the voids present in the joint are not spontaneously released during the metallurgical reaction of the molten solder alloys between the chip and the substrate metal. In addition, since a typical size of the power semiconductor chips has an area of ŌĆŗŌĆŗseveral millimeters to approximately 10 millimeters in width and length, the natural removal of voids in the molten solder becomes more difficult. In addition, the action of formic acid used in the vacuum reflow process reduces the oxides present in the sample as described above, and the combination of the action of formic acid and the vacuum atmosphere served to significantly reduce voids in the joints. According to the results of a previous study, in the case of Cu-Sn TLP bonding joint, high shear strength of approximately 50 MPa was obtained by minimizing joint voids and inducing the reaction of Cu
3Sn compound formation
9). Also, as a result of shear testing, shear failure along the chip interface was reported. With the Sn-based TLP bonding, further expansion of its application is expected in electric vehicles and high-temperature-endurable electronic components and modules after undergoing sufficient tests on the reliability due to its advantages as a low-cost, high-temperature-endurable bonding material. Therefore, in this study, basic research on Sn-based TLP bonding was performed to evaluate metallurgical and mechanical properties in the joints according to reflow process parameters for the application as a high-temperatureendurable bonding material. When the TLP bonding process is performed using Sn-based low-melting point metals and alloys, a vacuum reflow process is recommended to ensure joint strength and long-term reliability, and more tightened control of joint voids is imperative. In the future, more in-depth and detailed further studies are needed.
Fig.┬Ā13
Fracture surfaces of joints bonded under various conditions
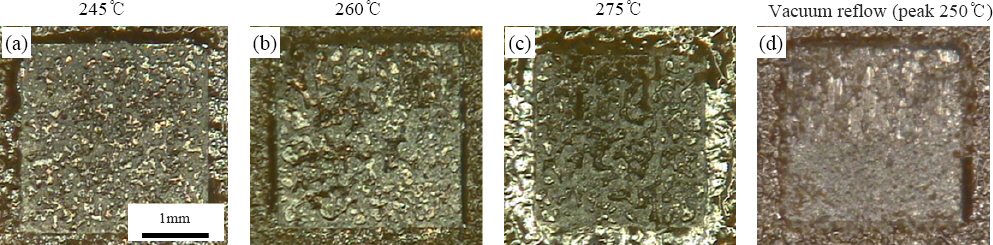
Fig.┬Ā14
Schematics of fracture sites after shear testing, (a) air reflow sample and (b) vacuum reflow sample




 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



