지르코니아 3D 프린팅 출력물의 후처리 공정 온도 변화에 따른 특성 연구
Effect of Temperature in Post-Treatment Process of Zirconia 3D Printing
Article information

Abstract
In this study, we analyze the effect of temperature on the characteristics of post-treatment process of zirconia 3D printing. During the post-treatment process, the debinding and sintering processes were separated to determine the effect of temperature in each process, and the optimized conditions were adopted. The shrinkage rate and weight reduction rate according to the temperature conditions of the post-treatment process were checked, and the change in warpage characteristics and surface precision analysis were performed. In the debinding process, When the peak temperature was low, the warpage characteristics improved and the processing time decreased. Conversely, during the sintering process, when the peak temperature was high, the warpage characteristics improved. The process time and output quality can be improved if the optimized temperature conditions are used in the post-treatment process.
1. 서 론
지르코니아는 중요한 비금속 무기 소재 중 하나로서, 높은 기계적 강도, 우수한 생체적합성 특성을 가지고 있다1). 특히 심미성의 장점으로 인해 최근 지르코니아의 임상적 이용이 많이 늘고 있다2). 이러한 장점으로 인해 Fig. 1과 같이 덴탈 분야에서 세라믹 소재를 적용하려는 연구가 지속되고 있고, 개인 맞춤형 생산이 필수적인 요소로 인해 형상 자유도가 높은 세라믹 3D 프린팅 연구 개발이 가장 활발히 진행되고 있다3).
Incisal output of zirconia 3D printing (ref : Dentis co. Ltd)
세라믹 3D 프린팅의 경우 성형체의 정밀도, 표면조도와 복잡한 형상 제작 등의 특성을 고려하여 일반적으로 액상 타입의 슬러리 기반 3D 프린팅 기술을 사용한다4). 액상 타입의 세라믹 3D 프린팅 출력물의 제작과정의 경우 일반적으로 세라믹-고분자 혼합체의 슬러리가 공급 원료로 사용되어 잉크 또는 페이스트 형태로 투입되고, 이를 광중합 적층방식인 입체 석판 인쇄술(SLA : Stereo Lithography Apparatus)과 디지털 광처리 기술(DLP : Digital Light Processing), 접착제 분사방식인 잉크젯 인쇄 기술(IJP : Inkjet Printing), 그리고 소재 압출 방식인 직접 잉크 기록 기술(DIW : Direct Ink Writing) 중 인쇄방법을 설정하여 3D 출력물을 제작한 뒤 열처리 과정을 거쳐 최종 제품이 완성된다5). 이러한 세라믹 3D 프린팅 기술은 고유의 단점으로 긴 공정시간을 가지는데, 이러한 특성이 실제 산업적 제조 적용을 어렵게 만들고 적용분야를 한정시키는 결정적인 요인으로 작용하고 있다. 그 중 탈지(Debinding) 및 소결(Sintering) 과정이 공정시간 증가의 주된 원인으로 작용하고 있고, 최근 이를 극복하려는 시도가 시작되고 있다3). 본 연구는 이러한 공정의 시간 단축 및 출력물 품질 향상을 최종 목적으로 하였으며, 후처리 공정인 탈지 및 소결 공정과 관련하여, 두 공정 각각의 목적에 맞는 온도 최적화를 위해 공정을 분리하여 평가하였다. 또한 탈지 공정에서의 온도 변화에 따른 잔존 폴리머 제거량, 수축률, 휨 특성에 대해 분석을 진행하여 최적화된 온도를 설정하였다. 이후 소결 공정에서도 온도 변화에 따른 수축률, 휨 특성, 출력물 표면 특성 분석을 통해 최적화된 온도를 설정하였다. 온도 변화에 따른 공정 시간 변화를 관찰하여 공정 측면에서 가장 최적화된 조건을 확립하였다. 2장에서는 후처리 공정인 탈지 및 소결 공정 소개, 3장에서는 비교 평가 연구를 위한 실험 방법 설명, 4장에서는 실험 결과 및 분석 내용 기술, 5장에서는 본 연구의 결론을 논의하였다.
2. 후처리 공정
2.1 탈지(Debinding) 공정
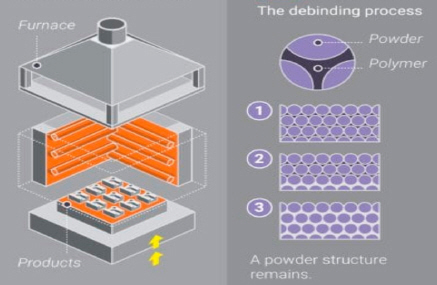
세라믹 3D 프린팅 출력물은 형상 구현을 위해서 세라믹 단독으로 사용하기 어렵기에, 분말간의 결합을 위해 일반적으로 폴리머 결합체(Binder)를 활용한다. 이러한 결합체는 세라믹 간 결합 및 형상 구현이라는 목적을 달성한 이후에 반드시 제거되어야 한다. 이때 결합체를 잘 제거하지 못하면, 추후 제작품의 결함(Defect)으로 작용할 수 있다. 따라서 결합체의 완전한 제거를 위해 저온에서 서서히 고온으로 가열하여 결합체의 융점 이상에서 장시간 가열하여야 한다. 탈지공정 상세 개념도는 Fig. 2에 나타내었다. 이러한 탈지 공정 과정은 약 3일에서 길게는 1주일의 공정시간을 필요로 하여 세라믹 소재 최종 성형 제품을 얻기까지의 시간을 증가시키고, 제품 생산적 측면에서의 효율을 크게 떨어뜨린다6). 탈지 공정에서의 최적화된 조건을 확보하여 공정 효율을 높이기 위해 세라믹 후처리 공정 중 탈지 공정 전용 장비를 활용하여 실험을 진행하였다.(탈지 장비 : 프랑스 CERADEL사 CLL 15 사용 / Tmax : 1300°C)
2.2 소결(Sintering) 공정
탈지 공정이 완료된 이후 세라믹 출력물의 경우 형상은 가지고 있으나 내부는 기공(Void)을 가지고 있는 구조로 존재하게 된다. 이러한 상태는 세라믹 강도를 가지지 않아 외부 충격에 매우 약한 상태이다. 이때 열적 활성화 과정을 거쳐 입자간의 결집을 일으키고, 치밀화된 미세 입자조직을 갖는 소결체를 제조하는 것을 소결 공정이라 한다. 소결의 원리는 열역학적인 관점에서 시스템 전체의 표면에너지를 줄이는 것이다. 벌크(Bulk)한 상태에 비해 계면(interface)에는 잉여에너지(excess energy)가 존재하여 소결 공정의 열적 에너지와 함께 표면에너지들이 입자들의 치밀화 및 조대화되는 과정에서 에너지 감소를 일으켜 평형을 이루려 한다8). 소결 공정의 상세 개념도는 Fig. 3과 같다.

소결 공정에서는 입자간 결집이 일어나며 급격한 수축이 진행된다. 이때 휨에 의한 변형이 일어날 수 있는데, 최종 제품에서 큰 결함으로 작용할 수 있어서 최소한으로 억제할 필요가 있다. 이러한 조건 변화에 따른 결함적 요인 최소화 및 특성 변화를 분석하기 위해 본 연구에서는 소결 온도 조건별 실험을 진행하였다.(소결 장비 : 독일 THERMCONCEPT사 HTL 20 사용 / Tmax : 1800°C)
3. 실험방법
3.1 실험 방법
본 연구에서 사용된 지르코니아 세라믹 블록은 광경화성 소재가 포함된 치과용 지르코니아 복합물을 Fig. 4와 같은 DLP광학엔진을 이용하여 적층하는 방식으로 제작되었다3). 지르코니아 세라믹 블록을 활용하여 탈지 및 소결공정 온도 조건별 변화를 분석하였다. 탈지 공정에서는 온도 변화에 따른 레진 제거율, 수축률, 소결 이후 휨 특성에 대해 분석하였다. 이후 최적의 탈지 조건으로 샘플을 제작한 뒤 온도 조건별 소결 공정을 진행하여 최종 제품의 수축률, 휨 특성, 표면 입자 변화에 대해 분석하였다.

3.2 실험 적용
3.2.1 탈지 및 소결 공정 온도 조건
본 연구에서는 메커니즘이 다른 탈지와 소결 두 공정을 분리하여 온도별로 각 공정 이후 변화 분석을 진행하였다. 이때 승온 온도가 너무 높을 경우 결합체의 부피 팽창에 따른 내부 압력에 의해 균열이 발생할 수 있다. 따라서 초기 구간에서 매우 낮은 승온 속도를 적용하여 실험을 진행하였다9). 탈지공정에서는 최고온도 기준 1000°C, 1150°C, 1300°C의 구간을 설정하여 온도별로 탈지를 진행하였다. 이때 중간 계류(Dwell) 시간이 없는 급가열 조건의 1150°C 공정을 추가로 진행하였다. 소결공정에서는 탈지공정에서 중간 온도 조건으로 제작된 시편을 이용하여 최고온도 기준으로 1300°C, 1450°C, 1550°C, 1600°C의 구간을 설정하여 온도별로 소결을 진행하였다. 이때 1600°C의 경우 중간 계류 시간이 없는 급가열 조건으로 진행하였다. 상세 내용은 Fig. 5 및 Table 1에 정리하였다.
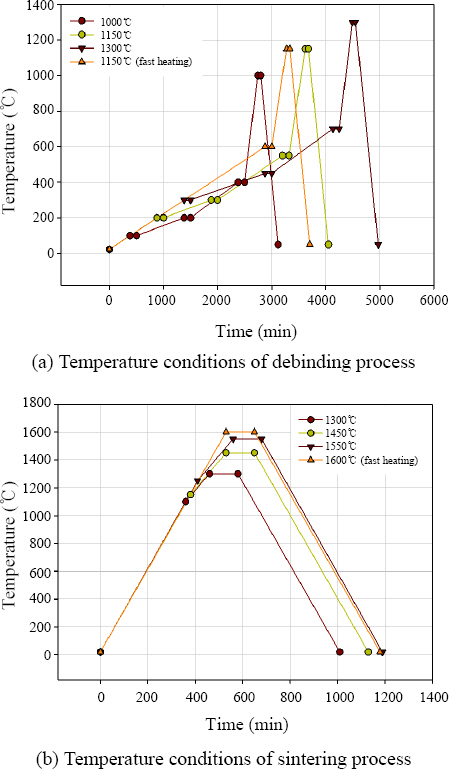
Graphs by debinding and sintering temperature conditions

Process conditions of debinding and sintering.
3.2.2 시험평가
후처리 공정 후 조건별 비교 평가를 위해 먼저 탈지공정에서는 온도 변화에 따른 수축률과 무게감소율을 측정하였다. 수축률은 탈지 및 소결 이후 시편 크기 변화를 측정하여 산출하였고, 무게감소율은 결합체 제거량을 산출하기 위해 전·후 무게를 측정한 뒤 차이값을 후처리 공정 전 출력물의 무게로 나누어 산출하였다.
후처리 공정 후 휨 특성 측정을 위해 소결이 완료된 시편을 모자(Cap)형태로 평형 지그안에 배치하여 Fig. 6과 같이 아래 바닥으로부터 떠 있는 시편의 최고점을 확인하여 휨 정도를 확인하였다. 소결이 완료된 시편의 표면 정밀 분석을 위해 FE-SEM(SU8220, Hitachi, 일본)을 활용하여 측정을 진행하였다.
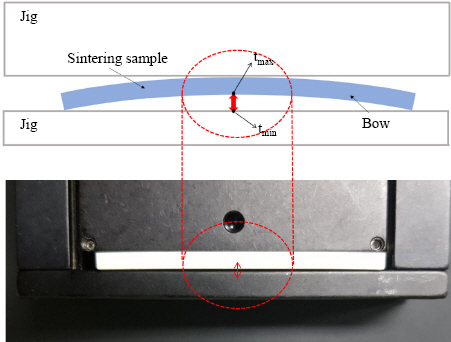
Measuring of warpage after singtering
4. 실험 결과고찰
4.1 수축률 및 무게감소율 변화
Fig 7에는 탈지 및 소결 후 시편의 수축률을 나타내었다. 탈지 공정 이후 X, Y, Z 방향 전체의 평균값으로 나타내었고, 모두 온도 증가에 따라 수축률이 증가하는 것을 볼 수 있었다. 1300°C의 온도부터는 급격한 수축률의 변화가 발생하는 것으로 보아, 의도한 탈지 외의 일부 소결이 발생하는 것을 확인할 수 있었다. 같은 1150°C 조건에서도 중간 계류 시간이 없이 급가열할 경우 수축률이 더 높은 것을 볼 수 있었다. 소결 공정의 경우 탈지 공정 1150°C의 조건으로 먼저 샘플을 제작한 뒤 온도별로 소결을 진행하였다. 1300°C에서 소결이 완료되지 않아 수축이 완료되지 않았으며, 1450°C부터 소결이 완료된 것으로 보이나 온도 증가시 수축률이 감소하다가 1550°C부터 비슷한 수준을 보이는 것을 확인하였다. 탈지가 완료된 시편 외관의 경우 Fig. 8과 같이 1150°C 급가열 조건에서 표면에 결함(Crack)이 발생하는 것을 볼 수 있었다. 급격한 온도 변화로 인해 결합체가 팽창하여 결함이 발생한 것으로 판단된다. 무게감소율의 경우 Fig. 9와 같이 탈지 온도에 따라 큰 차이를 보이지는 않으나, 저온 탈지 또는 급가열시 소폭 무게감소율이 증가하는 것을 확인하였다. 이러한 현상은 승온에 따라 점차 시편 수축이 발생하는데, 저온에서는 수축이 상대적으로 느리게 발생하여 지르코니아 입자 사이에 갇히지 않은 미량의 결합체가 제거될 수 있었을 것으로 판단된다. 급가열의 경우에도 마찬가지로 수축 전 결합체 제거로 무게감소율이 소폭 상승한 것으로 보인다.
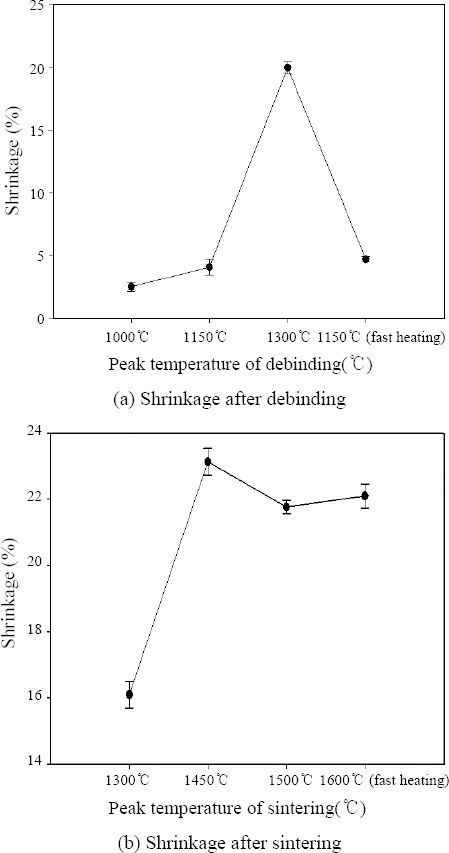
Shrinkage of specimen after debinding and sintering

Appearance of specimen after debinding process

Weight reduction rate after debinding
4.2 휨 특성 평가
후처리 공정의 온도 조건에 따른 휨 특성 분석을 위해 탈지 및 소결 공정별 시편 제작 후 휨 특성을 측정하였다. 이때 탈지 공정 온도의 경우, 탈지 이후 시편은 강도를 가지지 않아 소결 설정 온도 중 1450°C를 적용하여 일괄 소결하였다. 탈지 공정 온도 조건별 휨 특성 측정 결과는 Fig. 10, 11와 같다. 온도 증가에 따라 휨 높이가 커졌으며, 급가열의 경우 오히려 휨 정도가 가장 낮았다. 상기 수축률 연구 결과에서 고온으로 올라갈수록 수축률이 높아지는 것을 볼 수 있었다. 이때 수축 정도 차이에 따른 휨이 동시에 발생하게 되는데, 수축률의 경향성과 유사하게 휨 특성이 나타나는 것으로 보인다. 소결 공정 조건별 휨 특성 측정의 경우 1300°C에서는 소결이 완전히 완료되지 않아 측정이 불가하였다. 소결의 경우 탈지와 반대로 온도 증가에 따라 휨 정도가 감소하는 것을 확인할 수 있었다. 탈지와 소결 공정에서 온도 상승에 따른 휨 특성이 상반되어 나타나는 것을 확인하였는데, 이는 두 공정의 목적 및 특성 차이에 의한 것으로 판단된다. 탈지 공정은 지르코니아를 연결하는 유기 결합체를 제거하는 공정으로, 폴리머의 분해온도 이상에서 결합체가 제거됨과 동시에 제거된 빈 공간에 수축이 발생한다. 이때, 결합체를 제거한 열에너지는 일부 잔류응력(Residual stress)의 형태로 지르코니아 내부에 잔존하게 된다. 이러한 잔류응력은 소결 공정에서 형상 뒤틀림을 발생시켜 Fig. 12a와 같이 휨 특성이 나타나게 된다. 이때 탈지 공정의 온도가 높을수록 더 큰 잔류응력이 발생하여, 온도 상승에 따른 휨 특성 증가 현상이 나타났을 것으로 판단된다. 반대로 소결 공정에서는 탈지 공정에서 발생한 기공이 닫히고 입자가 밀집되는 공정이다. Fig. 12b와 같이 높은 온도의 소결 공정은 입자의 밀집도를 증가시키고, 이는 전 방향적인 수축을 발생시켜 휨 특성이 개선되었을 것으로 판단된다.
Warpage characteristics according to temperature change(Scale bar = 500㎛)
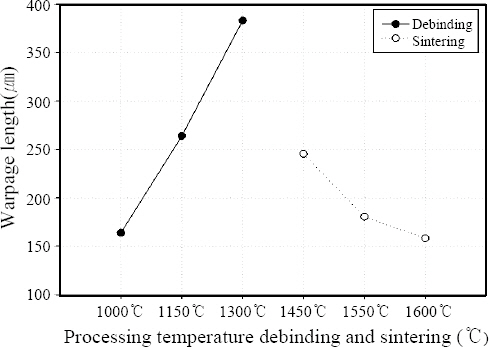
Changes in warpage characteristics after debinding and sintering
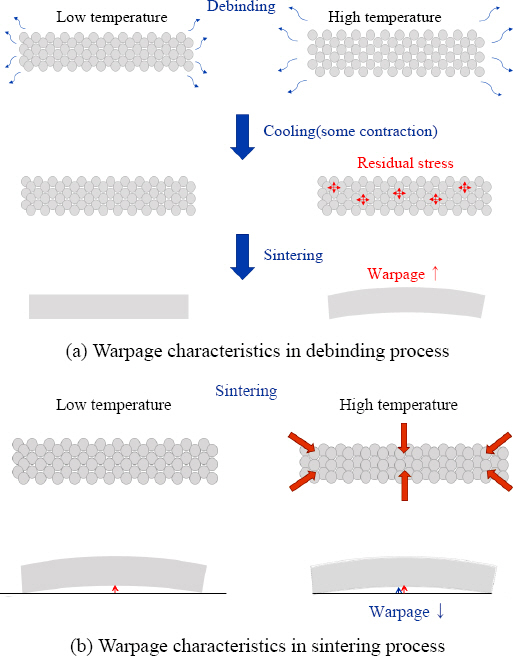
Conceptual diagram of change in warpage characteristics according to temperature change in debinding and sintering process
4.3 표면 정밀 분석
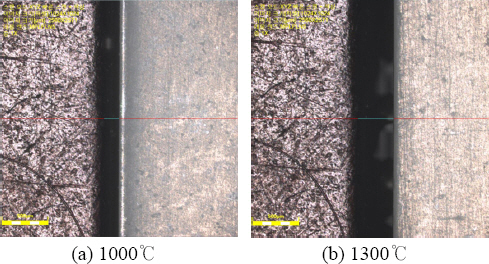
소결 온도 조건별 표면 특성 분석을 진행한 결과는 Fig. 13와 같다. 소결이 완료되지 않은 1300°C의 경우 지르코니아 입자 사이에 기공이 여전히 존재함을 볼 수 있다. 이로 인해 출력물이 강도를 가지지 못한다. 1450°C부터는 입자 사이의 기공이 존재하지 않는 것으로 보인다. 온도가 증가할수록 입자의 크기가 커지는 것을 볼 수 있는데, 온도 증가에 따른 외부에너지 증가로 입자간의 집속 및 응집이 향상되어 입자의 크기가 점차 커지는 것으로 판단된다. 1450°C이상에서 완전 치밀화가 이루어졌으며, 이후로 입성장이 일어나며 지속적으로 입자가 성장하는데, 1550°C도 부터 잔류기공이 없어지는 것을 볼 수 있다. 앞서 소결 공정에서는 온도 증가에 따라 휨 특성이 개선됨을 확인하였는데, 온도 증가에 따른 입자 크기 증가 및 입자간 집속 향상으로 인해 전 방향으로 내부의 미세 기공이 닫히게 되고, 이러한 수축 현상으로 휨 정도가 개선되는 것으로 판단된다.

Surface image according to sintering temperature (FE-SEM, 20k)
5. 결 론
본 연구는 세라믹 3D 프린팅용 후처리 공정 온도 최적화를 위한 탈지, 소결 각 공정에서의 온도 조건별 특성 변화를 관찰하였다. 일반적으로 탈지와 소결은 같은장비 내에서 승온 가열식의 방법으로 진행되지만, 공정에서 적용되는 메커니즘은 다르므로, 이 공정을 분리하여 온도별 특성 평가를 진행하였다. 본 연구에서 후처리 공정 온도 변화에 따른 수축률, 무게감소율, 휨 특성, 표면 정밀 분석을 진행하여 공정 효율을 향상시킬 수 있는 연구 결과를 얻을 수 있었으며 다음과 같은 현상을 확인하였다.
1) 탈지 공정에서는 온도 조건 변화에 따른 무게감소율은 큰 차이를 보이지 않으나, 수축률의 경우 상대적으로 덜 발생하는 저온 조건에서 소폭 개선됨을 확인하였다. 온도 증가에 따라 수축률이 증가하였고, 1300°C부터 소결이 진행되는 것을 확인하였다. 휨 특성의 경우 온도가 낮아질수록 잔류응력이 덜 발생하여 휨 정도가 개선되는 것을 알 수 있었다. 급가열의 경우 결합체인 폴리머의 급격한 팽창으로 인해 출력물에 크랙을 발생시켰다.
2) 소결 공정에서는 온도 향상에 따라 휨 특성이 개선되어 휨이 감소하는 것을 확인할 수 있었다. 표면 외관 정밀 분석 결과 온도 향상에 따라 입자간의 기공이 제거되면서 점차 입자 형상이 커지는 것을 확인하였고, 이러한 입자의 집속밀도 향상 및 전 방향적인 수축 발생으로 인해 입자간 공극이 채워져서 휨 특성이 개선된 것으로 판단된다.
3) 공정 사이클 측면에서는 오랜 공정시간이 요구되는 탈지 공정에서 약 1000°C의 저온 탈지 조건으로 진행하였을 때 소요시간이 감소할 것으로 기대된다. 소결 공정에서는 고온이 유리할 것으로 보이나, 증감 시간이 탈지 공정 대비 크지 않아 전체적인 후처리 공정 시간은 감소하여 공정효율을 증가시킬 것으로 기대된다.
감사의 글
이 연구는 산업통상자원부(MOTIE)와 한국산업기술진흥원(KIAT)의「레이저 응용 의료기기/첨단소재가공 산업기반구축」사업(과제번호: N000598)과「국가혁신클러스터 R&D」사업(과제번호: P036700009_환자맞춤 치과 치료물 제작용 고강도 지르코니아 3D 프린팅 시스템 및 소재 개발)의 지원을 받아 수행되었음.