


1. Introduction
2. Materials and method
Table┬Ā1
Table┬Ā2
Table┬Ā3
| Welding current | 90, 100, 110, 120 and 130A |
| Arc voltage | Varies independently |
| Flux component | Without any flux, and separately with TiO2, Fe2O3 and Cr2O3 |
Fig.┬Ā1


3. Results and discussion
Table┬Ā4
3.1 Heat input calculation


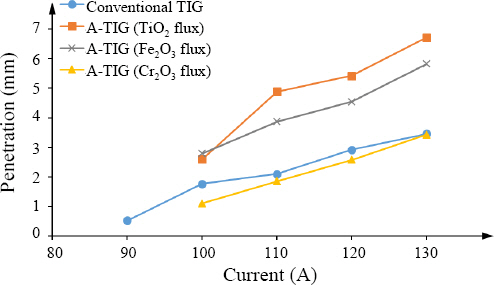
3.2 Impact of activating flux on penetration
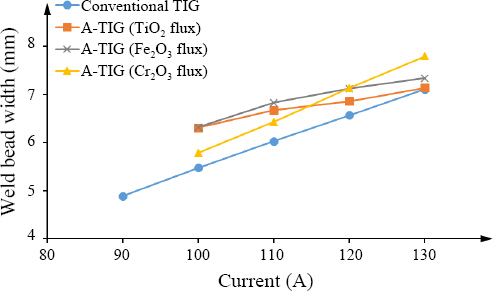
3.3 Impact of activating flux on weld-bead width and reinforcement

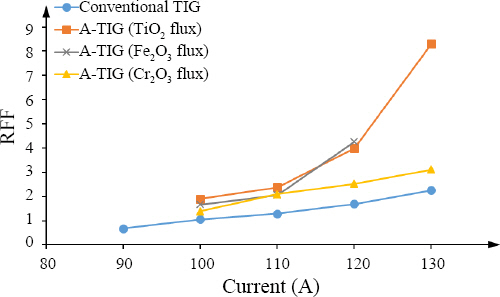
3.4 Impact of activating flux on RFF and PSF

4. Conclusions
1) Slag formation takes place in the form of a thin fragile layer over the weld-bead due to the application of oxide-based activated flux. Cr2O3 flux shows low tendency to produce slag.
2) Cr2O3 flux plays no role in improving penetration or shortening weld-bead width as it automatically detaches the base plate surface as the arc approaches, and subsequently moves away from weld zone without altering arc characteristics and molten metal flow. Instead, it widens weld-bead by unnecessarily increasing heat input as compared to conventional TIG welding.
3) TiO2 and Fe2O3 fluxes show potential capability in enhancing penetration, shortening weld-bead width and reducing reinforcement by reversing Marangoni effect and constricting arc. In fact, full penetration of 6mm is achieved with TiO2 flux at 130A current at 2.20kJ/mm heat input.
4) TiO2 and Fe2O3 fluxes are also capable in reducing penetration shape factor (PFF) (or improving aspect ratio); however, TiO2 is found more effective as compared to Fe2O3 flux.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



