1. ņä£ ļĪĀ
ļ░£ņĀäņåīļź╝ ļ╣äļĪ»ĒĢ£ ņé░ņŚģĻ│äņŚÉļŖö ļŗżņ¢æĒĢ£ ĒÄīĒöäĻ│äĒåĄņØ┤ ņĀüņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļ®░, ĻĘĖ ņżæņŚÉņä£ ĒāłĒÖ® ņØ┤ņåĪņÜ® ĒÄīĒöäļŖö ņŖ¼ļ¤¼ļ”¼ņŚÉ ņØśĒĢ£ ņŚÉļĪ£ņĪ┤(erosion)ņØ┤ ņŗ¼ĒĢśĻ▓ī ļ░£ņāØļÉśņ¢┤ ļé┤ļČĆ ņ×äĒÄĀļ¤¼(impeller) ļ░Å ļé┤ļ¦łļ¬©ĒīÉ(wear plate) ļČĆĒÆłņØś ņŻ╝ĻĖ░ņĀüņØĖ ĻĄÉņ▓┤Ļ░Ć ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż
1). ĒÄīĒöä ļČĆĒÆłņØś Ļ▓ĮņÜ░ Ēæ£ļ®┤ņŚÉņä£ ņŻ╝ļĪ£ ļ¦łļ¬© ļ░Å ĒāłļØĮņØ┤ ļ░£ņāØĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ļČĆņ£äņØś ļ│┤ņłś ļ░Å ņ×¼ņāØņØä ĒåĄĒĢśņŚ¼ ļČĆĒÆłņØś ņłśļ¬ģņØä ņŚ░ņןĒĢĀ ņłś ņ׳ļŗż. ļČĆĒÆłņØś ļ│┤ņłś ļ░Å ņ×¼ņāØņØä ņ£äĒĢ£ Ļ│ĄņĀĢņ£╝ļĪ£ ņŻ╝ļĪ£ ņÜ®ņĀæ/ņĀæĒĢ® ļ░Å Ēü┤ļלļö®ņØ┤ ņŗ£ļÅäļÉśņŚłņ£╝ļéś
2-4), ņĄ£ĻĘ╝ ņĀüņĖĄņĀ£ņĪ░, 3DĒöäļ”░Ēīģ ĻĖ░ņłĀņØś Ļ░£ļ░£ļĪ£ ņĀĢļ░ĆļČĆĒÆłņØś ĻĄŁļČĆņĀüņØĖ ņ×¼ņāØļÅä Ļ░ĆļŖźĒĢśĻ▓ī ļÉśņŚłļŗż
5).
ĻĖłņåŹ ļČäņĢ╝ņŚÉ ĒÖ£ņÜ®ļÉśĻ│Ā ņ׳ļŖö ņĀüņĖĄņĀ£ņĪ░(AM)Ļ│ĄņĀĢņØĆ Ēü¼Ļ▓ī ļČäļ¦Éļ▓Āļō£ņÜ®ņ£Ą(PBF, Powder Bed Fusion) ļ░®ņŗØĻ│╝ ņ¦üņĀæļČäņé¼ņĀüņĖĄ(DED, Directed Energy Deposition)ļ░®ņŗØņØ┤ ņ׳ņ£╝ļ®░, ņé¼ņÜ® ņżæ ļČĆĒÆłņØś ļ│┤ņłś ļ░Å ņ×¼ņāØ ļČäņĢ╝ņŚÉļŖö ņ¦üņĀæļČäņé¼ņĀüņĖĄ Ļ│ĄņĀĢņØ┤ ņŻ╝ļĪ£ ņĀüņÜ®ļÉ£ļŗż
6). ĒŖ╣Ē׳, ņ¦üņĀæļČäņé¼ņĀüņĖĄ Ļ│ĄņĀĢ ņØ┤ņÜ®ņŗ£ ļČĆĒÆłņØś ņĀäņ▓┤ ļ░Å ņØ╝ļČĆļČä ņĀüņĖĄņØ┤ Ļ░ĆļŖźĒĢśļ®░, ļČĆĒÆłļŗ©ņóģ ļ░Å ņ×¼Ļ│ĀļČĆĒÆłņØ┤ ņŚåļŖö Ļ▓ĮņÜ░ ļČĆĒÆłņØś Ļ│ĄĻĖēĻĖ░Ļ░ä ļŗ©ņČĢ ļō▒ņØś ņןņĀÉņØ┤ ņ׳ņ¢┤ Ē¢źĒøä ļ¦ÄņØĆ ĒÖ£ņÜ®ņØ┤ ļÉĀ Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆļÉ£ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ░£ņĀäņÜ® ĒÄīĒöäļČĆĒÆłņØś ļ│┤ņłśļź╝ ņ£äĒĢ£ ņ¦üņĀæļČäņé¼ņĀüņĖĄĒśĢ ĻĖłņåŹ 3DĒöäļ”░Ēīģ Ļ│ĄņĀĢņØś ņĀüņÜ® Ļ░ĆļŖźņä▒ņØä ĒīīņĢģĒĢśĻ│Āņ×É ĒāłĒÖ® ņØ┤ņåĪņÜ® ļé┤ļ¦łļ¬© ĒÄīĒöä ļČĆĒÆłņØś ļ│┤ņłś ņĀüņĖĄņŗ£ĒŚś ļ░Å ļ¼╝ņä▒ĒÅēĻ░Ćļź╝ ņ¦äĒ¢ēĒĢśņśĆĻ│Ā, ļ¬©ņ×¼ņÖĆ ņ£Āņé¼ĒĢ£ ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆļŖö ņåīņ×¼ļź╝ ņäĀņĀĢĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ļ¬©ņ×¼ņÖĆ ņ£Āņé¼ĒĢ£ ņĪ░ņä▒Ļ│äļź╝ Ļ░Ćņ¦Ćļ®┤ņä£ ņĀüņĖĄņØ┤ ņÜ░ņłśĒĢ£ ĒĢ®ĻĖłĻ░£ļ░£ņØ┤ ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉśļéś, Ēśä ņŗ£ņĀÉņŚÉņä£ļŖö ņŗ£ņżæņŚÉņä£ ĒÖĢļ│┤Ļ░ĆļŖźĒĢ£ ņāüņÜ® ĒĢ®ĻĖłņåīņ×¼ļź╝ ļīĆņāüņ£╝ļĪ£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, Ē¢źĒøä ņČöĻ░ĆņĀüņØĖ ņĪ░ņä▒Ļ│äņØś ņŗ£ĒŚśĒÅēĻ░Ćļź╝ ĒåĄĒĢśņŚ¼ ņĀüņĖĄļČĆņØś ļ¼╝ņä▒Ē¢źņāüņØä Ļ░£ņäĀĒĢ┤ ļéśĻ░ĆĻ│Āņ×É ĒĢ£ļŗż.
2. ņŗżĒŚśļ░®ļ▓Ģ
2.1 ļ│┤ņłśļīĆņāü ļČĆĒÆł ļ░Å ņåīņ×¼
ļ░£ņĀäņÜ® ĒÄīĒöäļČĆĒÆłņØś ļ│┤ņłśļź╝ ņ£äĒĢ┤
Fig. 1ņØś ņø©ņ¢┤ĒöīļĀłņØ┤ĒŖĖ(wear plate)ņŚÉ ļÅÖņóģ ļ░Å ņØ┤ņóģ ņĪ░ņä▒Ļ│äņØś ļČäļ¦Éņåīņ×¼ļź╝ ņĀüņĖĄĒĢśĻ│Ā, ļ│┤ņłśņ×¼ņāØļČĆņØś ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. ņĀüņĖĄņŗ£ĒŚśņØä ņ£äĒĢ£ ĻĖ░ĒīÉņØĆ ĒÅÉĻĖ░ļÉ£ ņø©ņ¢┤ĒöīļĀłņØ┤ĒŖĖļź╝ Ļ░ĆĻ│ĄĒĢśņŚ¼ ņé¼ņÜ®ĒĢśņśĆļŗż. ļé┤ļ¦łļ¬©ņä▒ņØä ļåÆņØ┤ĻĖ░ ņ£äĒĢ£ ĻĖ░ĒīÉņØś ņŻ╝ņÜöņä▒ļČäņØĆ 28%Cr-3%C-FeņØ┤ļ®░,
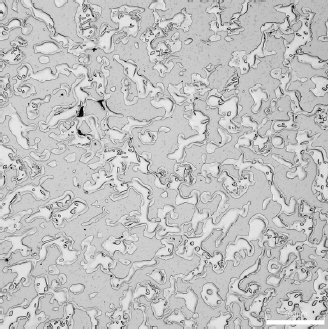
Fig. 2ņÖĆ Ļ░ÖņØ┤ ļ»ĖņäĖņĪ░ņ¦üņØĆ ņ▓ĀĻ│ä ĻĖ░ņ¦ĆņŚÉ 25vol% Ēü¼ļĪ¼ ĒāäĒÖöļ¼╝, (Fe,Cr)
7C
3 ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŗż.
Fig.┬Ā1
Damaged wear plate of pump parts
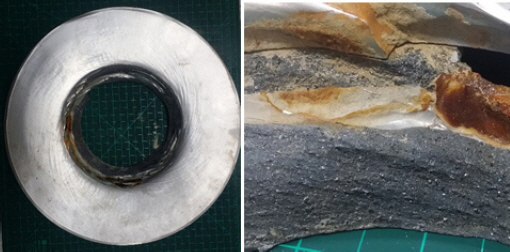
Fig.┬Ā2
Microstructure of wear plate material
ņĀüņĖĄņÜ® ņåīņ×¼ļŖö ļé┤ļ¦łļ¬© ļČĆĒÆłĻ│╝ ļÅÖņóģ ļ░Å ņØ┤ņóģņåīņ×¼ļź╝ ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░, ļÅÖņóģņåīņ×¼ļŖö
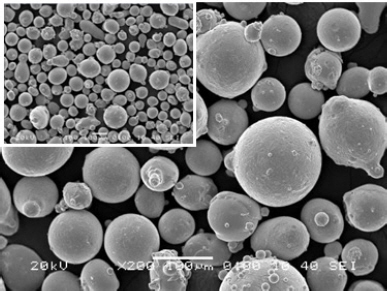
Fig. 3ņØĆ ņø©ņ¢┤ĒöīļĀłņØ┤ĒŖĖ ņŖżĒü¼ļ×®ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ░ĆņŖżņĢäĒåĀļ¦łņØ┤ņ¦Ģ Ēøä ļČäļ¦ÉļĪ£ ņĀ£ņĪ░ĒĢśņśĆļŗż. ĻĘĖļ”╝ ņØĆ ņĀ£ņĪ░ļČäļ¦ÉņØś ĒśĢņāüņØ┤ļ®░, ņ×ģļÅäļČäĒżļŖö 51~105ŃÄø(D50 73ŃÄø)ņØ┤ļŗż.
Fig.┬Ā3
28%Cr-Fe Powder from wear plate scrap
ņØ┤ņóģņåīņ×¼ļŖö ļé┤ļ¦łļ¬©ņÜ® ņāüņÜ®ļČäļ¦ÉņØä ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░, ņ▓ĀĻ│ä(M789┬«, CORRAX┬«-VoestaplineņĀ£ņĪ░) ļ░Å ņĮöļ░£ĒŖĖĻ│ä(Stellite6┬«-KennametalņĀ£ņĪ░)ļź╝ ņĀüņÜ®ĒĢśņśĆļŗż.
Table 1Ļ│╝ 2ļŖö Ļ░üĻ░ü ņĀüņĖĄņÜ® ļČäļ¦ÉņØś ĒÖöĒĢÖņĪ░ņä▒Ļ│╝ ASTM B964 ĻĖ░ņżĆņ£╝ļĪ£ ņ£ĀļÅÖļÅäļź╝ ĒÅēĻ░ĆĒĢ£ Ļ▓░Ļ│╝ņØ┤ļ®░, Ļ░ü ļČäļ¦ÉņØś ņ£ĀļÅÖļÅäļŖö ļ╣äņŖĘĒĢ£ ņłśņżĆņØĖ Ļ▓āņ£╝ļĪ£ ĒīīņĢģļÉśņŚłļŗż.
Table┬Ā1
Chemical compositions(wt.%)
|
CORRAX |
C |
Si |
Mn |
Cr |
Ni |
Mo |
Ai |
O |
Fe |
|
0.03 |
0.3 |
0.3 |
12.0 |
9.2 |
1.4 |
1.6 |
0.02 |
Bal. |
|
M789 |
C |
|
|
Cr |
Ni |
Mo |
Ai |
Ti |
Fe |
|
0.02 |
|
|
12.2 |
10.0 |
1.0 |
0.6 |
1.0 |
Bal. |
|
Stellite6 |
C |
Si |
Mn |
Cr |
Ni |
Mo |
W |
Fe |
Co |
|
1.0 |
1.1 |
0.5 |
28.2 |
1.9 |
0.9 |
5.1 |
2.8 |
Bal. |
2.2 ņ¦üņĀæļČäņé¼ ņĀüņĖĄņĀ£ņĪ░ ņןņ╣ś ļ░Å Ļ│ĄņĀĢļ│Ćņłś
Fig. 3ņØĆ ļé┤ļ¦łļ¬© ĒÄīĒöäļČĆĒÆł ņø©ņ¢┤ĒöīļĀłņØ┤ĒŖĖņØś ņĀüņĖĄņŗ£ĒŚśņØä ņ£äĒĢ┤ ņĀüņÜ®ĒĢ£ ņ¦üņĀæļČäņé¼ņĀüņĖĄ(Directed Energy Deposition, DED) ļ░®ņŗØņØś 3DĒöäļ”░Ēīģ ņןņ╣śņØ┤ļ®░, ļ│æļĀ¼ 5ņČĢ(Parallel Kinematic Machine, PKM) ņĀüņĖĄļ░®ņŗØņØ┤ ņĀüņÜ®ļÉśņŚłļŗż.
ņŻ╝ņÜö Ļ│ĄņĀĢļ│ĆņłśļŖö ļĀłņØ┤ņĀĆ ņČ£ļĀź ļ░Å ļČäļ¦É ņåĪĻĖēļ¤ēņØ┤ļ®░, ņé¼ņĀä ņśłļ╣äņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņŚ¼ ņĄ£ņĀü Ļ│ĄņĀĢņĪ░Ļ▒┤ņ£╝ļĪ£ 400W, 3g/min ņ£╝ļĪ£ ņäżņĀĢĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ĒÄīĒöäļé┤ ņØ┤ņåĪņ£Āņ▓┤ ļČäņäØ
ĒāłĒÖ® ņŖ¼ļ¤¼ļ”¼ ņØ┤ņåĪĒÄīĒöä ļé┤ ļ¦łļ¬© ļ░Å ļČĆņŗØĒÖśĻ▓Į ĒīīņĢģņØä ņ£äĒĢ┤ ļ░£ņĀäņåīņŚÉņä£ ņ£Āņ▓┤ļź╝ ņ▒äņĘ©ĒĢśņŚ¼ ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņ£Āņ▓┤ ļé┤ņŚÉļŖö ĒāłĒÖ®ļ░śņØæņØä ņ£äĒĢ£ ņŖ¼ļ¤¼ļ”¼ ļ¼╝ņ¦łļōżņØ┤ Ēś╝ĒĢ®ļÉśņ¢┤ ņ׳ņ£╝ļ®░, ņ×ģļÅä ļČäĒżļź╝ ĒåĄĒĢ£ ņŖ¼ļ¤¼ļ”¼ļŖö
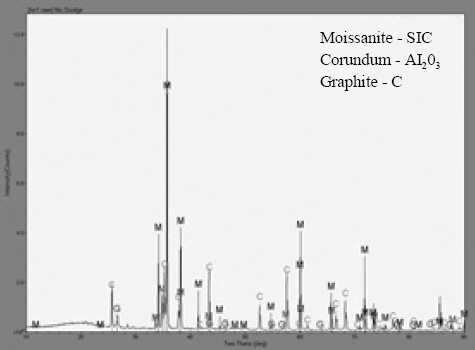
Fig. 5ņÖĆ Ļ░ÖņØ┤ 16~101ŃÄø(D50 50.6ŃÄø)ņłśņżĆņØĖ Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż. ņŖ¼ļ¤¼ļ”¼ ļ¼╝ņ¦łņŚÉ ļīĆĒĢ£ XRDļČäņäØĻ▓░Ļ│╝ļŖö
Fig. 6Ļ│╝ Ļ░Öņ£╝ļ®░, ņŻ╝ļĪ£ SiC ļ░Å Al
2O
3ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳ņ£╝ļŗż. ņØ┤ļōżņØś ņ×ģņ×ÉļōżņØ┤ ĒÄīĒöä ļé┤ņŚÉņä£ ņ£ĀļÅÖĒĢśļ®┤ņä£ ņ╣©ņŗØ(erosion)ļ░śņØæņØä ĒåĄĒĢśņŚ¼ ņĢ×ņä£
Fig. 1ņŚÉņä£ņÖĆ Ļ░ÖņØĆ ĒīīņåÉņØä ļ░£ņāØĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīīņĢģļÉśņŚłļŗż.
Fig.┬Ā4
DED type 3D printing system(maxrotec, korea) power: 4kW(IPG fiber laser)
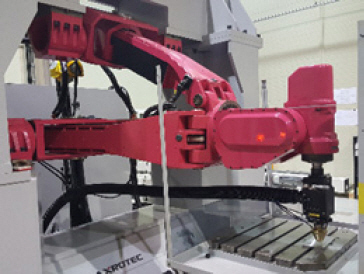
Fig.┬Ā5
Size distribution of slurry particles
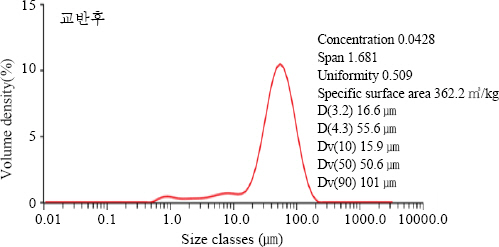
Fig.┬Ā6
XRD result of slurry in the pump
3.2 ĒÄīĒöäļČĆĒÆł ļÅÖņóģņåīņ×¼ ņĀüņĖĄĻ▓░Ļ│╝
ņø©ņ¢┤ĒöīļĀłņØ┤ĒŖĖ ņŖżĒü¼ļ×®(28%Cr-Fe)ņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ ļČäļ¦ÉņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ│┤ņłśņĀüņĖĄņØä ņ¦äĒ¢ēĒĢ£ Ļ▓░Ļ│╝ļŖö
Fig. 7Ļ│╝ Ļ░Öņ£╝ļ®░, ņ┤Ø 5Ēī©ņŖż ļåÆņØ┤ļĪ£ ņĀüņĖĄ Ēøä ņØæĻ│ĀņłśņČĢĒĢśļ®┤ņä£ ĻĖ░ĒīÉĻ│╝ņØś Ļ│äļ®┤ļČäļ”¼ ļ░Å ņĀüņĖĄļČĆņØś ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒĢ£ Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż.
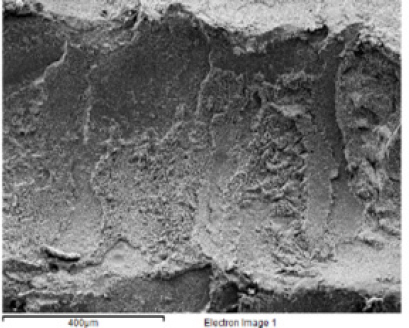
Ļ│äļ®┤ ļČäļ”¼Ļ░Ć ļ░£ņāØĒĢ£ ņĀüņĖĄļČĆņŚÉ ļīĆĒĢśņŚ¼ SEM ļČäņäØņØä ņ¦äĒ¢ēĒĢ£ Ļ▓░Ļ│╝,
Fig. 8Ļ│╝ Ļ░ÖņØ┤ ļ▓ĮĻ░£Ēīīļ®┤ņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ļŖö ņĀüņĖĄļČĆņÖĆ ļ¬©ņ×¼ Ļ░ä ĒؼņäØ(dilution)ņØ┤ Ļ▒░ņØś ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśņØīņØä ņØśļ»ĖĒĢ£ļŗż.
Fig.┬Ā7
Deposited layers by 28%Cr-Fe powder

Fig.┬Ā8
Fractured surface of 28%Cr-Fe deposited layer
ļ│┤ņłśļīĆņāüņ×¼ļŖö ĒāäņåīĒĢ©ļ¤ēņØ┤ 3%ņĀĢļÅäļĪ£ ļ¦żņÜ░ ļåÆĻ│Ā, ļĀłņØ┤ņĀĆ ņĀüņĖĄņŚÉ ņØśĒĢ£ ĻĖēļף ņĪ░Ļ▒┤ņØ┤ļ»ĆļĪ£ ņÜ®ņ£ĄņĀüņĖĄņŚÉ ņØśĒĢ£ ļÅÖņóģņåīņ×¼ņØś ļ│┤ņłśļŖö ļ¦żņÜ░ ņ¢┤ļĀżņÜ┤ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśņŚłļŗż.
3.3 ņāüņÜ®ņåīņ×¼ ņĀüņĖĄĻ▓░Ļ│╝
ņāüņÜ®ņåīņ×¼ļŖö ņ▓ĀĻ│ä M789┬«, CORRAX┬« ļ░Å ņĮöļ░£ĒŖĖĻ│äStellite6┬« ļČäļ¦ÉņØä ņØ┤ņÜ®ĒĢśņŚ¼
Table 3Ļ│╝ Ļ░ÖņØĆ Ļ│ĄņĀĢņĪ░Ļ▒┤ņ£╝ļĪ£ ņĀüņĖĄĒĢśņśĆņ£╝ļ®░,
Fig. 9ņÖĆ Ļ░ÖņØ┤ 35X35, 1tļåÆņØ┤ļĪ£ ņĀüņĖĄĒĢśņśĆļŗż.
Table┬Ā2
Flow rate of applied powders
|
1 |
2 |
3 |
ĒÅēĻĘĀĻ░Æ |
ņ£ĀļÅÖļÅä (sec/50g) |
|
28Cr-Fe |
20.708 |
20.056 |
20.839 |
20.56 |
13.63 |
|
Stellite6 |
21.124 |
21.022 |
21.067 |
21.06 |
13.08 |
|
CORRAX |
21.668 |
21.682 |
21.604 |
21.66 |
13.45 |
|
M789 |
21.131 |
21.158 |
21.172 |
21.15 |
13.52 |
Table┬Ā3
Process parameters of applied deposition
|
Laser powder (Watt) |
Powder feeding rate(g/min) |
PKM feeding rate (mm/min) |
Carrier gas rate (L/min) |
Shielding gas rate(L/min) |
|
400 |
3 |
700 |
3 |
6 |
Fig.┬Ā9
Deposited layers by DED system

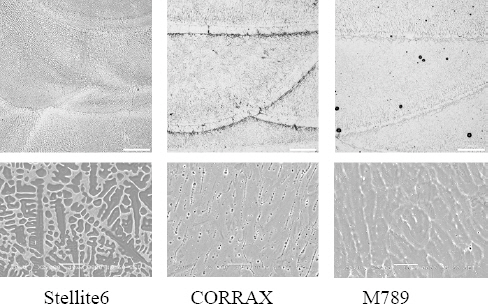
Fig. 10ņØĆ Ļ░ü ņåīņ×¼ļ│ä ņĀüņĖĄļČĆņØś ļŗ©ļ®┤ ļ»ĖņäĖņĪ░ņ¦üņØä ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ ņĀüņĖĄ Ļ░ä Ēī©ņŖżņŚÉ ņØśĒĢ£ Ļ▓ĮĻ│äļ®┤ņØä Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ņ£╝ļ®░, ļ╣ĀļźĖ ļāēĻ░üņŚÉ ņØśĒĢ£ ņģĆĒśĢ ņłśņ¦ĆņāüņØä ĒśĢņä▒ĒĢśĻ│Ā ņ׳ļŗż. M789 ņĀüņĖĄļČĆņŚÉņä£ļŖö ņØ╝ļČĆņśüņŚŁņŚÉņä£ 10ŃÄøņØ┤ĒĢśņØś ļ»ĖņäĖĒĢ£ ĻĖ░Ļ│ĄņØ┤ ĒśĢņä▒ļÉśņ¢┤ ņ׳ļŖö Ļ▓āņ£╝ļĪ£ Ļ┤Ćņ░░ņØ┤ ļÉśņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ ļ»ĖņäĖ ĻĖ░Ļ│ĄņØ┤ ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņŚÉ Ēü░ ņśüĒ¢źņØĆ ļ»Ėņ╣śņ¦Ć ņĢŖņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśļéś, Ēö╝ļĪ£ļ¼╝ņä▒ņØ┤ ņÜöĻĄ¼ļÉśļŖö Ļ▓ĮņÜ░ņŚÉļŖö HIPņ▓śļ”¼ņÖĆ Ļ░ÖņØĆ Ēøäņ▓śļ”¼ļź╝ ĒåĄĒĢ┤ ņĀ£Ļ▒░ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż.
Fig.┬Ā10
Microstructure of deposited layers
ĒĢ£ĒÄĖ, ĒøäņŚ┤ņ▓śļ”¼ņŚÉ ņØśĒĢ£ ļ¼╝ņä▒ļ│ĆĒÖöļź╝ ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢ┤ ņĀüņĖĄņåīņ×¼ņØś ņØæļĀźņĀ£Ļ▒░ ņŚ┤ņ▓śļ”¼ ņś©ļÅäņØĖ 570┬░C, 4ņŗ£Ļ░ä ņŚ┤ņ▓śļ”¼ Ēøä ļ¼╝ņä▒ņØä ļ╣äĻĄÉĒĢśņśĆļŗż.
3.4 ņāüņÜ®ņåīņ×¼ ņĀüņĖĄļČĆņØś ļ¦łļ¬©ļÅä ĒÅēĻ░ĆĻ▓░Ļ│╝
ļé┤ļ¦łļ¬© ļČĆĒÆłņ£╝ļĪ£ņØś ļ│┤ņłś ņĀüņÜ® Ļ░ĆļŖźņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ ņĀüņĖĄļČĆņØś ļ¦łļ¬©ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņŗ£ĒŚśņןļ╣äļŖö Neo-Tribo MPW110ņØä ņØ┤ņÜ®ĒĢśņŚ¼ BOD(Ball on disk)ļ░®ņŗØņ£╝ļĪ£ ĒÅēĻ░ĆĒĢśņśĆņ£╝ļ®░, ļ¦łļ¬©ņĪ░Ļ▒┤ņØĆ SiC ball 12.7mm, ĒĢśņżæ 30N, ĒÜīņĀäņåŹļÅä 1,000rpm, ņ£Āņ¦Ćņŗ£Ļ░ä 5ļČäņ£╝ļĪ£ ņ¦äĒ¢ēĒĢśņśĆļŗż.
ņŗ£ĒŚśĻ▓░Ļ│╝
Fig. 11(a)ņÖĆ Ļ░ÖņØ┤ ļ¦łļ¬©ļ¤ēņØĆ ļ│┤ņłśļīĆņāüņ×¼ņØĖ 28Cr-FeļīĆļ╣ä M789, CORRAXĻ░Ć ļåÆĻ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, ņŚ┤ņ▓śļ”¼ ĒøäņŚÉļÅä Ēü¼Ļ▓ī Ļ░£ņäĀļÉśņ¦ĆļŖö ņĢŖņĢśļŗż. ĒĢ£ĒÄĖ, Stellite6ļŖö 28Cr-FeļīĆļ╣ä ņÜ░ņłśĒĢ£ ļé┤ļ¦łļ¬© ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņŚłņ£╝ļ®░, ņŚ┤ņ▓śļ”¼ņŗ£ ļ¦łļ¬© ņä▒ļŖźņØ┤ Ē¢źņāüļÉśņŚłļŗż.
Fig. 11(b)ņÖĆ Ļ░ÖņØ┤ ļ¦łņ░░Ļ│äņłśļź╝ ļ╣äĻĄÉņŗ£ 28Cr-FeņÖĆ Ļ▒░ņØś ļÅÖņØ╝ĒĢ£ ņä▒ļŖźņØä ļéśĒāĆļé┤ņŚłņ£╝ļ®░, ņŚ┤ņ▓śļ”¼ ĒøäņŚÉļÅä ļ╣äņŖĘĒĢ£ Ļ▓ĮĒ¢źņØĖ Ļ▓āņ£╝ļĪ£ ĒīīņĢģļÉśņŚłļŗż. ņØ┤ļŖö ļ¦łļ¬©ņŗ£ĒŚśļ░®ļ▓ĢņŚÉņä£ ļÅÖņØ╝ĒĢ£ ņĪ░Ļ▒┤ņØä ņĀüņÜ®ĒĢśņśĆĻ│Ā, ņĀĢņāüĒī©Ēä┤ņØś ļ¦łļ¬©ņŚÉņä£ļŖö ņåīņ×¼ļ¼╝ņä▒ļ│┤ļŗż ņĀæņ┤ēņ¦ĆņĀÉņØś ĒśĢņāüņĀüņØĖ ņÜöņåīĻ░Ć ļŹö ņśüĒ¢źņØä ļ»Ėņ╣śĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ĒĢ£ĒÄĖ, ņĀüņĖĄļČĆņØś Ļ▓ĮļÅäļź╝ ļĪ£Ēü¼ņø░ CņŖżņ╝ĆņØ╝ļĪ£ ņĖĪņĀĢĒĢ£ Ļ▓░Ļ│╝ļŖö
Fig. 11(c)ņÖĆ Ļ░Öņ£╝ļ®░, ļ¬©ļōĀ ņĀüņĖĄļČĆņØś Ļ▓ĮļÅäĻ░Ć ļīĆņāüņåīņ×¼ 28Cr-Feļ│┤ļŗż ļåÆņØĆ Ļ▓āņ£╝ļĪ£ ĒÅēĻ░ĆļÉśņŚłļŗż. ņŚ┤ņ▓śļ”¼ ĒøäņŚÉļŖö FeĻ│ä ņåīņ×¼ņØĖ M789, CORRAX ņĀüņĖĄļČĆņØś Ļ▓ĮļÅäĻ░Ć ņāüņŖ╣ĒĢ£ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ļåÆņØĆ Ļ▓ĮļÅäļŖö ļ¦łļ¬©ĒŖ╣ņä▒ņØä Ē¢źņāüņŗ£ĒéżļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ņ£╝ļéś
7), ļ¦łļ¬©Ļ▓ĮĒ¢źņØĆ ņŗ£ĒŚśļ░®ļ▓ĢņŚÉ ļö░ļØ╝ ļŗżņ¢æĒĢśĻ▓ī ļéśĒāĆļéĀ ņłś ņ׳ņ¢┤ ņŚ┤ņ▓śļ”¼ņŚÉ ņØśĒĢ£ Ļ▓ĮļÅäņ”ØĻ░ĆĻ░Ć Ļ│¦ ļ¦łļ¬©Ē¢źņāüņØś Ļ▓░Ļ│╝ļĪ£ ņŚ░Ļ│äļÉ£ Ļ▓āņØ┤ ņĢäļŗłļØ╝Ļ│Ā ĒīÉļŗ©ļÉ£ļŗż.
Fig.┬Ā11
Results of abrasive and hardness test (a) weight loss (b) friction coefficient (c) hardness
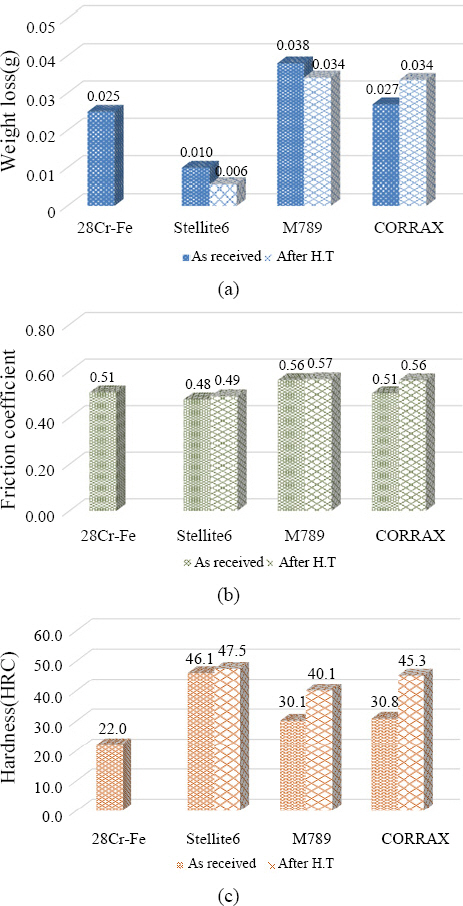
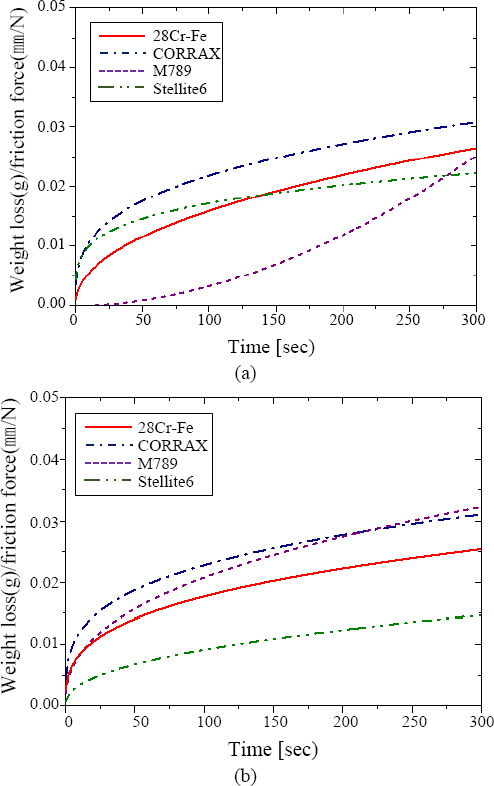
Fig. 12ļŖö ļé┤ļ¦łļ¬© ņŗ£ĒŚś ņżæ ļ¦łļ¬©ļ¤ē/ļ¦łņ░░ĒĢśņżæ ļ╣äļź╝ ļÅäņŗ£ĒÖö ĒĢ£ Ļ▓āņ£╝ļĪ£ 28Cr-Fe ļīĆļ╣ä CORRAX ņåīņ×¼Ļ░Ć ņ£Āņé¼ĒĢ£ ļ¦łļ¬©ņä▒ļŖźņØä ļéśĒāĆļé┤ņŚłļŗż. M789ņåīņ×¼ļŖö ņŚ┤ņ▓śļ”¼ ņĀä ĒāĆņåīņ×¼ļōżĻ│╝ ļÅÖļ¢©ņ¢┤ņ¦ä ņ¢æņāüņØä ļéśĒāĆļé┤ņŚłņ£╝ļéś, ņŚ┤ņ▓śļ”¼ Ēøä CORRAXņÖĆ ļ╣äņŖĘĒĢ£ Ļ▓ĮĒ¢źņ£╝ļĪ£ ļ│ĆĒÖöĒĢśņśĆļŗż.
Fig.┬Ā12
Weight loss-friction force ratio of deposited layers during abrasive test (a) before heat treatment (b) After heat treatment
ņØ┤ņāüņØś Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀüņÜ®ĒĢśĻ│Āņ×É ĒĢśļŖö ņø©ņ¢┤ĒöīļĀłņØ┤ĒŖĖņØś ļé┤ļ¦łļ¬© ĒŖ╣ņä▒ņØĆ ļ│┤ņłś ļīĆņāüņ×¼ņÖĆ ļÅÖļō▒ĒĢ£ ļ¼╝ņä▒ņØä ĒÖĢļ│┤ĒĢśļŖö Ļ▓āņØ┤ ņóŗņ£╝ļ®░, ņØ┤ļ│┤ļŗż ņÜ░ņłśĒĢ£ ļé┤ļ¦łļ¬© ĒŖ╣ņä▒ņØä ņ£Āņ¦ĆĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö ņø©ņ¢┤ĒöīļĀłņØ┤ĒŖĖņØś ņŚŁĒĢĀņØä ņāüņŗżĒĢśĻ│Ā, ļ│┤ĒśĖĒĢśĻ│Āņ×É ĒĢśļŖö ņ╝ĆņØ┤ņŗ▒ņØ┤ ņśżĒ׳ļĀż ļ¦łļ¬©ļÉśļŖö Ļ▓░Ļ│╝ļź╝ ņ┤łļלĒĢĀ ņłś ņ׳ļŗż.
3.5 ņāüņÜ®ņåīņ×¼ ņĀüņĖĄļČĆņØś ļé┤ņŗØņä▒ ĒÅēĻ░ĆĻ▓░Ļ│╝
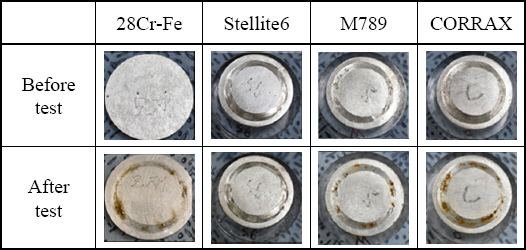
ņ£Āņ▓┤ņØś ņé░ņä▒ļÅäĻ░Ć ļČĆņŗØņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣Ā Ļ▓āņ£╝ļĪ£ ņśłņāüļÉśņ¢┤ ASTM G31ņŚÉ ļö░ļźĖ ņ╣©ņ¦Ć ļČĆņŗØņŗ£ĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŗ£ĒŚśņŚÉļŖö ļ░£ņĀäņåīņŚÉņä£ ņ▒äņĘ©ĒĢ£ ĒÄīĒöäļ¦żņ¦ł ņÜ®ņĢĪņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā, pH ņĖĪņĀĢĻ▓░Ļ│╝ 7.58ņłśņżĆņ£╝ļĪ£ ļČäņäØļÉśņ¢┤ ļé┤ņŗØņä▒ņŚÉ Ēü░ ņśüĒ¢źņØä ņŻ╝ņ¦Ć ņĢŖņØä Ļ▓āņ£╝ļĪ£ ĒīīņĢģļÉśņŚłļŗż. ņŗ£ĒŚśņØĆ
Fig. 13ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņĢ×ņä£ ļ¦łļ¬©ņŗ£ĒŚśņØä ņ¦äĒ¢ēĒĢ£ ļööņŖżĒü¼ ņŗ£ĒŚśĒÄĖņØä ņØ┤ņÜ®ĒĢśņŚ¼ 48ņŗ£Ļ░äļÅÖņĢł ļ░śņØæ Ēøä ņŗ£ĒŚś ņĀäĻ│╝ņØś ņ¦łļ¤ēņ░©ņØ┤ļź╝ ņĖĪņĀĢĒĢśņśĆļŗż. ļČĆņŗØņåŹļÅä(ASTM G31)ļź╝ ļŗżņØī ņŗØņ£╝ļĪ£ ņé░ņČ£ĒĢ£ Ļ▓░Ļ│╝,
Fig.┬Ā13
Before and after surface shape by corrosion test
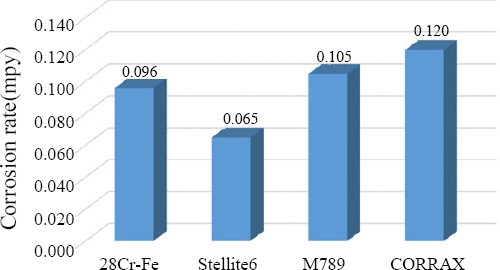
Corrosionrate=(K├ŚW/(A├ŚT├ŚD)
K=ņāüņłś, T=ļ░śņØæņŗ£Ļ░ä, A=ļ░śņØæļ®┤ņĀü W=ņ¦łļ¤ēņ░©, D=ļ░ĆļÅä
Fig. 14ņÖĆ Ļ░ÖņØ┤ ļéśĒāĆļé¼ļŗż. Stellite6ļź╝ ņĀ£ņÖĖĒĢśĻ│Ā, ļ│┤ņłś ļīĆņāüņ×¼ņÖĆ ņ£Āņé¼ ļśÉļŖö ņĢĮĻ░ä ļ╣ĀļźĖ ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņŚłļŗż. ļö░ļØ╝ņä£, ļ│┤ņłś ņĖĪļ®┤ņŚÉņä£ ņø©ņ¢┤ĒöīļĀłņØ┤ĒŖĖņŚÉ ņĀüņÜ®ļÉ£ļŗżļ®┤ Stellite6ļŖö ļīĆņāüņ×¼ļ│┤ļŗż ņÜ░ņłśĒĢ£ ĒŖ╣ņä▒ņ£╝ļĪ£ ņ╝ĆņØ┤ņŗ▒ņØ┤ ņ╣©ņŗØļŗ╣ĒĢĀ Ļ░ĆļŖźņä▒ņØ┤ Ēü░ Ļ▓āņ£╝ļĪ£ ĒīīņĢģļÉśļ»ĆļĪ£, ļīĆņāüņ×¼ņÖĆ ņ£Āņé¼ĒĢśĻ▒░ļéś ņĢĮĻ░ä ņŚ┤ņ£äĒĢ£ M789 ļśÉļŖö CORRAX ņåīņ×¼ļź╝ ņĀüņÜ®ĒĢśļŖö Ļ▓āņØ┤ ņóŗņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Fig.┬Ā14
Corrosion rate of deposited layers
4. Ļ▓░ ļĪĀ
ņØ┤ņāüĻ│╝ Ļ░ÖņØ┤ ļ░£ņĀäņÜ® ĒÄīĒöäļČĆĒÆłņØś ļ│┤ņłśļź╝ ņ£äĒĢ┤ ņ¦üņĀæļČäņé¼ ņĀüņĖĄņĀ£ņĪ░ Ļ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļé┤ļ¦łļ¬© ņåīņ×¼ļź╝ ņĀüņĖĄĒĢ£ Ēøä ņĀüņĖĄļČĆņØś ļ¼╝ņä▒ņØä ĒÅēĻ░ĆĒĢ£ Ļ▓░Ļ│╝ Ļ▓░ļĪĀņØĆ ļŗżņØīĻ│╝ Ļ░Öļŗż.
1) ļÅÖņóģņØś ņĪ░ņä▒Ļ│äļź╝ ļČäļ¦Éņåīņ×¼ļĪ£ ņØ┤ņÜ®ĒĢ£ ņĀüņĖĄņŗ£ĒŚśņŚÉņä£ļŖö ļåÆņØĆ ĒāäņåīĒĢ©ļ¤ēņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņĀüņĖĄļČĆņØś ĒāłļØĮņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļ®░, ļ│┤ņłśĻ│ĄņĀĢņŚÉ ņĀüĒĢ®ĒĢśņ¦Ć ņĢŖļŗż.
2) ņāüņÜ® ļé┤ļ¦łļ¬©ņÜ® ļČäļ¦Éņåīņ×¼ļź╝ ņØ┤ņÜ®ĒĢ£ Ļ▓ĮņÜ░ 28Cr-Fe ļ│┤ņłśļīĆņāüņ×¼ņØś ņĀüņĖĄņØ┤ Ļ░ĆļŖźĒĢśļéś, ņĀüņĖĄļČĆ ļé┤ ņØ╝ļČĆņśüņŚŁņŚÉņä£ ļ»ĖņäĖ ĻĖ░Ļ│ĄņØ┤ Ļ┤Ćņ░░ļÉśļ»ĆļĪ£ Ļ│ĄņĀĢņĪ░Ļ▒┤ņØś ņĪ░ņĀłņØ┤ ĒĢäņÜöĒĢśļŗż.
3) ļé┤ļ¦łļ¬© ļČäļ¦Éņåīņ×¼ ņżæ ņĮöļ░£ĒŖĖĻ│äņØś Stellite6ļź╝ ņĀüņÜ®ĒĢ£ ņĀüņĖĄļČĆļŖö ņÜ░ņłśĒĢ£ ļé┤ļ¦łļ¬© ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņŚłņ£╝ļéś, ļ│┤ņłś ļīĆņāüņ×¼ņÖĆņØś ļ¦łļ¬©ĒŖ╣ņä▒ ņ░©ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ņĀüņÜ®ņØ┤ Ļ│żļ×ĆĒĢśļŗż.
4) ņ▓ĀĻ│ä ņåīņ×¼ņØĖ M789 ļ░Å CORRAX ļČäļ¦ÉņØä ņØ┤ņÜ®ĒĢ£ ņĀüņĖĄļČĆļŖö ļ│┤ņłś ļīĆņāüņ×¼ņÖĆ ļ¦łļ¬©ĒŖ╣ņä▒ņØ┤ ņ£Āņé¼ĒĢśņŚ¼ ļ│┤ņłśņÜ® ņåīņ×¼ļĪ£ ņĀüņÜ®ņØ┤ Ļ░ĆļŖźĒĢśļ®░, ņØæļĀźņĀ£Ļ▒░ ļ░Å ļ¼╝ņä▒ņĀ£ņ¢┤ļź╝ ņ£äĒĢ£ ĒøäņŚ┤ņ▓śļ”¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.
Acknowledgments
ļ│Ė ļģ╝ļ¼ĖņØĆ ņé░ņŚģĒåĄņāüņ×ÉņøÉļČĆņØś ŌĆśĒæ£ļ®┤ņĀĢļ░ĆļÅä 7ŃÄøĻĖē ļīĆĒśĢļČĆĒÆł ņ¦üņĀæņĀ£ņ×æņÜ® ĻĖłņåŹ 3DĒöäļ”░Ēä░ Ļ░£ļ░£(No.1005378)ŌĆÖ ņ¦ĆņøÉņ£╝ļĪ£ ņ×æņä▒ļÉśņŚłņØī.
References
3. S. J. Hong and S. H. Hong, The Status of Repair Welding for Plant Power, J. Korean Weld. Join. Soc. 23-1 (2005) 26ŌĆō29.
4. H. M. Lee, U. B. Baek, and K. B. Yoon, Evaluation of Weldability for Steam Turbine Casing Repair Weld, J. Korean Weld. Join. Soc. 16-4 (1998) 9ŌĆō18.
5. S. Kaierle, L. Overmeyer, I. Alfreda, B. Rottwinkela, J. Hermsdorfa, V. Weslinga, and N. Weidlichch, Single- crystal turbine blade tip repair by laser cladding and remelting,
CIRP J. of Maf. Sci. and Tech. 19 (2017) 196ŌĆō199.
https://doi.org/10.1016/j.cirpj.2017.04.001
[CROSSREF] 6. A. Saboori, A. Aversa, G. Marchese, S. Biamino, M. Lo- mbardi, and P. Fino, Application of Directed Energy De- position-Based Additive Manufacturing in Repair,
Appl. Sci. 9 (2019) 3316ŌĆō3342.
https://doi.org/10.3390/app9163316
[CROSSREF]



 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



