타이타늄 레이저용접의 연구동향 및 이종겹치기 고속도 레이저용접 특성
Research Trend of Laser Welding and Weldability of High Speed Dissimilar Laser Lap Welding for Titanium
Article information
Abstract
As the use of titanium in various industrial sectors has gained attention, interest in basic properties of titanium, alloy technology, processing technology and applications is increasing. Titanium has been developed for the purpose of aerospace and military use and has been called “the material of dreams”, but now its use is expanding in various fields such as implants, sports equipment, accessories, frames, automobiles, medical devices and heat exchangers. Titanium is abundant in the Earth’s crust, but it is not found as the pure titanium metal state because of its strong binding force with oxygen. Therefore, in order to use it as a metal, it has to undergo a manufacturing process such as reduction treatment, so it belongs to relatively expensive materials such as 15 times of aluminum and 8 times of stainless steel per unit weight.
Therefore, a research and development of processing methods of titanium and its alloys have been actively carried out, among which welding of titanium materials is a necessary technique for various application and flexible application of Titanium materials. In this paper, especially, laser welding method is discussed as a processing method which can improve the product quality and reduce the cost of the Titanium products.
1. 서 론
다양한 산업분야에서의 타이타늄 사용이 주목을 받으면서 타이타늄의 기초물성과 합금기술, 가공기술 및 응용분야에 대한 관심이 높아지고 있다. 타이타늄은 항공우주, 군수용 등의 목적으로 먼저 개발되면서 “꿈의 소재”로 불리어 왔으나, 이제는 임프란트, 스포츠기구, 액세서리, 안경테, 자동차, 의료기기, 열교환기 등 다양한 사업에서의 그 사용영역이 확대대고 있다. 타이타늄은 지구 지각중 풍부하게 존재하지만 산소와 철과의 결합력이 강하여 순수한 타이타늄 금속 상태로는 발견되지 않는다.
따라서 금속으로 사용하기 위해서 환원처리 등 제조공정을 거쳐야 하므로 단위 무게당 약 알루미늄의 15배, 스테인리스강의 8배로 비교적 고가소재에 속한다1-2). 그에 따라, 타이타늄 및 그 합금의 저비용 제조/가공법에 대한 연구와 개발이 활발히 진행되고 있으며, 그 중 타이타늄 소재의 용접기술은 소재의 적용분야 확대 및 응용 부품제조에 필수적인 기술이다. 타이타늄 동종간의 용접법은 물론 타이타늄과 다른 금속간의 이종재 용접법은 제품의 품질을 향상시키면서 비용을 절감할 수 있는 가공법으로써 본 논문에서는 특히 레이저 용접법에 관하여 논하고자 한다.
2. 타이타늄의 레이저 용접연구 동향
2.1 타이타늄 소재의 국내외 사업동향
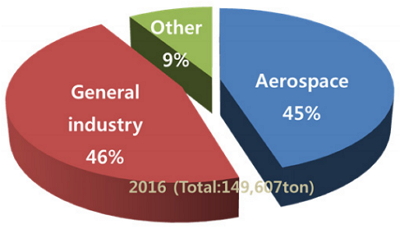
순타이타늄의 비중은 4.51 g/㎤으로 철강의 약 60 %이며, 알루미늄합금의 약 1.6배이며, 타이타늄 합금은 저온에서부터 중온 (약 600 °C) 까지 강도가 높아 항공우주나 자동차 소재로 많은 개발이 이루어져 왔다. 더불어 타이타늄은 타 소재보다 내식성이 월등히 우수한데, 이는 타이타늄 표면에 형성되는 산화타이타늄 피막이 치밀하여 부식 억제 효과가 크기 때문이다. 타이타늄은 특히 염소이온에 대한 내식성이 뛰어나 해수 및 가혹한 환경에서 사용되는 화학장치산업, 생체의료 분야에서도 적용이 유리한 금속재료이다. 고가이며 우수한 특성을 가진 타이타늄은 과거에는 초음속 전투기, 고공정찰기, 항공기 엔진부품, 우주선 로켓, 군수용 병기 등에 많이 이용이 되어 왔으나 근래에는 골프드라이버, 자전거, 안경, 자동차, 열교환기 등 다양한 산업에서의 적용이 확대되고 있다. Fig. 1은 최신 타이타늄의 적용 산업의 세계현황에 관한 통계를 나타낸다. 전세계 타이타늄 산업 구성은 항공산업 (45%), 일반산업 (46 %)과 기타 (9 %)로 분류되며, 항공산업의 32 %는 미국이 35 %는 유럽이 차지하고, 일반산업은 중국이 51% 정도를 독점하는 것으로 보고된다3). 타이타늄 소재에 대한 세계연구동향은 저비용의 제련공정, 성형제어, 공정단축, 특성극대화, 신합금기술, 정밀주조, 이종접합기술, 열처리 기술 등에 대한 선진연구가 진행되고 있다3).
2.2 타이타늄 레이저 용접의 연구동향
순타이타늄 및 타이타늄 합금은 높은 융점(약 1670°C)을 가지고 있어 용접하는데 높은 에너지가 요구된다. 반면에 우수한 레이저 빔 흡수율(약 0.4%)을 가지므로 용융풀의 면적을 줄이고 에너지를 다른 기존의 용접법과 달리 국부적으로 가할 수 있는 레이저 용접이 적합한 기술로 보고되고 있다4). 타이타늄 레이저 용접에는 아래에 서술하는 바와 같이 몇 가지 유의할 사항이 있다. 첫째, 용접 전 샘플의 청결 및 세척이 중요하고, 다음으로 타이타늄은 고온에서 산소 및 질소와 같은 가스와 쉽게 반응하기 때문에 용접 공정 환경(분위기가스)을 엄격히 관리하여야 한다. 순 타이타늄 및 그 합금이 고온에서 외부 오염물 및 가스와 반응하면 높은 취성의 용접부를 생성하므로 용접부의 불량을 초래하기 쉽다. 타이타늄의 레이저 용접 시 보호가스로 Ar과 He 가스를 가장 많이 사용한다. 또한 진공조건은 타이타늄을 용접하기 좋은 환경 중 하나이다.
Table 1은 타이타늄의 레이저 용접에 관한 몇 가지 대표적인 논문의 용접 조건 및 관찰내용을 요약하여 나타낸다4). 특히, 레이저 빔 조건 (레이저 종류, 레이저 출력, 주파수 등)과 사용된 시편의 종류와 용접법, 용접조건 (용접속도, 보호가스, 스폿사이즈, 용접타입) 및 용접특성에 연구 내용을 포함하여 정리되어 있다. 표에서 나타내는 바와 같이 다양한 종류의 레이저가 타이타늄 용접에 사용이 되었으며, 가장 많이 사용된 타입은 Nd:YAG 와 CO2 레이저이다. 산업에 가장 많이 사용되는 Ti6Al4V 합금의 용접성에 대한 연구가 가장 많이 진행되어왔다. 맞대기 용접과 BOP(Bead on Plate)연구에 대한 문헌이 가장 많았다. 실험 조건 및 연구 내용은 건전한 용접부를 얻는 것을 목표로 진행되어왔으며 재료적 기계적 특성에 대한 다양한 연구와 데이터축적이 이루어 졌다. 더불어 시뮬레이션과 모델링 연구도 함께 진행되어왔다. 자료에 따르면 키홀 모드 용접이 주로 사용되며, 펄스와 연속파 모드의 레이저 모두 용접이 가능하지만, 대부분 연속파 레이저를 적용하고 있다. 타이타늄 레이저 용접시 소재 표면 및 용접부의 산화를 막는 것이 가장중요한 조건 중 하나로 용접공정 시 분위기제어 및 소재의 표면상태에 따라 용접부 품질이 영향을 크게 받는다4). 실드가스의 영향 및 용접부 산화에 따른 용접부 특성에 관한 연구는 국내외에서 여러 연구자들에 의하여 진행되었으며, 용접부의 산화도가 높아질수록 취성이 강한 조직이 생성되어 파단을 유발하는 것과, 실드 조건에 따라 타이타늄 용접부의 비드 색상이 변화하므로 비드 색상으로 용접부의 적정 용접조건을 확인할 수 있다는 것이 보고되었다4-5). 다음 장에서는 기존의 연구에서 많이 보고되지 않은 고품질 레이저를 이용한 타이타늄과 다양한 이종금속의 고속도 레이저 겹치기 용접성에 대하여 소개하고자 한다.

3. 타이타늄과 이종금속의 레이저 고속도 겹치기 용접 특성
3.1 실험방법
본 연구에서는 기존의 타이타늄 레이저 용접연구에서 사용되지 않은 빔품질이 아주 우수한 싱글모드 파이버레이저를 이용하여 타이타늄과 스테인리스강, Ni, Cu, 알루미늄 금속과 각각 고속도 이종 겹치기 용접을 진행하였으며 그 실험방법을 Fig. 2에 나타내었다. 실험에 사용된 레이저는 최대출력 2 kW의 싱글모드 파이버 레이저로 빔 직경이 약 27 μm이며 빔품질을 나타내는 BPP는 약 1.05mm·mrad 이다. 초점은 시편표면에 두었으며 레이저 출력은 1 kW로 고정하고 용접속도를 변화시키면서 겹치기 용접을 진행하였다.
Schematic experimental set-up for high speed laser lap welding of Ti and dissimilar metals using single-mode fiber laser
시편은 크키 70 mm × 30 mm, 두께 0.3 mm의 박판이며, STS304, 99 % Ni, 99 % Cu, Al 1050 및 약 99.9 % Ti 소재가 사용되었다. 모든 조합의 이종재 겹치기 용접에서 빔 흡수율이 좋은 타이타늄 소재를 상부에 두고, 상부 레이저 조사측에 35 l/min Ar 실드가스 분위기에서 하부의 소재를 변화시키면서 고속도 레이저 겹치기용접을 진행한 결과를 소개한다.
3.2 타이타늄과 스테인리스의 고속도 레이저 겹치기용접 결과
금속간 화합물이 쉽게 생성되어 이종재 용접이 곤란했던 타이타늄(Ti)과 STS304의 이종재료 겹치가 관통용접을 실시하고 그 용접가능성과 기계적 특성 및 용접부 조직을 분석하였다7). 특히 이종재료 용접에 있어서 일반적으로 맞대기 용접이나 부분관통 용접공정을 이용하여 두 재료가 섞이는 비율을 조정하여 금속간 화합물이 발생하지 않도록 하는 것이 일반적인 이종재료 용접의 연구방법이다.
하지만 본 연구에서는 높은 파워밀도를 가지고 있는 레이저를 이용하여 기존에 구사하지 못했던 초고속도 용접을 이용하여 재료의 관통용접을 실시하였으며 그 결과를 Fig. 3에 나타내었다. 용접속도 10 m/min의 조건의 경우, Ti면의 상부비드에서 미세한 균열이 발견되고 그 외의 용접 속도에서는 균열이 없는 용접비드가 얻어졌다. Fig. 4는 STS304가 상부에 있는 겹치기 용접의 결과를 나타낸다. 동일 레이저 출력 및 속도 조건에서 Fig. 3에 확인할 수 있는 바와 같이 비교적 건전한 비드가 얻어지나 소재의 위치에 따라 용접특성이 바뀌는 것을 알 수 있다.
STS304 (upper)-Ti (lower) 재료위치의 겹치기 조건에서는 10 m/min~50 m/min용접속도의 모든 조건에서 상부 STS304 비드에서 균열이 확인되었다. 그러나 용접속도가 상승할수록 균열의 관찰이 줄어들었다7). 따라서 Ti과 STS304소재의 겹치기 관통 용접성의 경우 재료의 상하 위치와 용접 속도에 따라서 균열발생 등의 용접성이 변화하는 것을 알 수 있다.
3.3 타이타늄과 동의 고속도 레이저 겹치기용접 결과
Fig. 5는 Ti과 Cu의 레이저 겹치기 용접 결과를 나타낸다. 10 m/min이하의 속도에서는 Ti측의 용접 비드면 상부에서 균열이 확인된다. 발견되는 균열은 용접방향에서 수직방향으로 생성되며, 취약한 금속간 화합물의 생성에 의한 균열로 관찰된다. 반면, 용접속도가 빨라짐에 따라 균열의 생성이 제어 되는 것을 알 수 있다.
Photographs of top and bottom bead appearances of Ti and Cu dissimilar laser welds at different welding speeds
3.4 타이타늄과 니켈의 고속도 레이저 겹치기용접 결과
Fig. 6는 Ti과 Ni의 레이저 겹치기 용접 결과를 나타낸다. 20 m/min이하의 속도에서 Ti측의 용접 비드면 상부에서 용접진행방향의 수직균열이 확인된다. 균열은 취성이 강한 금속간 화합물의 생성에 의한 균열로 확인된다. 이전 Ti과 이종재료의 용접 결과와 같이 용접속도가 빨라짐에 따라 균열의 생성이 제어 되는 것이 확인되었다.
Photographs of top and bottom bead appearances of Ti and Ni dissimilar laser welds at different welding speeds
3.5 타이타늄과 알루미늄의 고속도 레이저 겹치기용접 결과
Ti과 Al는 Ti3Al, TiAl, TiAl2 및 TiAl3 등 다양한 금속간 화합물이 쉽게 발생한다. 특히, TiAl2 및 TiAl3은 취성이 매우 강한 금속간 화합물도 용저부에 존재할 경우 용접 균열을 유발하기 쉽다. Ti과 Al1050의 용접속도 5 m/min 이하로 겹치기 용접을 진행한 결과 용접비드 상부와 하부에 모두 균열이 관찰되었다8). 용접속도 10 m/min 이상에서 용접 속도를 변화시키며 겹치기 용접을 진행한 결과를 Fig. 7에 나열하였다. 모든 조건의 상부와 하부 용접 비드부에서 균열 등 용접 불량이 관찰되지 않는다. 이는 10 m/min 이상의 고속도 레이저 겹치기 용접의 경우 Ti과 Al1050소재의 이종재료 용접부에 생성되는 금속간 화합물이 용접부 불량을 발생하지 않는 수준으로 제어되었기 때문이다8). 용접속도 변화에 따른 Ti과 Al1050의 겹치기 용접부의 인전단 시험결과 용접속도 10 m/min~40 m/min 사이의 조건에서는 용접부가 아닌 Al 모재측에서 파단이 발생하였으며, 40 m/min 이상의 용접속도에서는 용접부의 면적이 매우 적어 용접부에서 파단이 발생하였다9). 이는 Ti과 Al의 이종재 용접의 경우 고품질 레이저를 이용하여 빔직경 27 μm, 소재의 두께 합 0.6 mm의 조건에서는 용접속도 증가에 따라 Fig. 8에 나타낸 조직생성 모식도와 같이 금속간 화합물이 일정 부위에 대량으로 존재하여 균열을 유발하지 않고 섬형으로 존재하여 용접불량이 생성되는 것을 줄이는 것이 관찰 되었다8). 용접속도 10 m/min 이상에서 용접부의 금속간 화합물이 용접 불량을 유발하지 않도록 제어가 가능하다는 결과를 얻었다.
4. 결 론
타이타늄은 타 소재보다 내식정이 월등히 우수한 소재로 특히 염소이온에 대한 우수한 내식성으로 가혹한 환경에서 적용이 유리한 금속소재이다 타이타늄의 적용을 보다 효율적으로 증가시키고 제품의 가격을 절감하기 위하여 타이타늄 및 타이타늄 합금의 동종 용접 및 이종재 료 용접법의 개발은 중요한 기술 중 하나이다. 순 타이타늄 및 타이타늄 합금은 높은 융접을 가지고 있는 반면 우수한 레이저 빔 흡수율을 가지므로 레이저 용접에 유리한 소재로 평가 받고 있다. 타이타늄의 레이저 용접 동향을 소개하고 고품질의 레이저를 이용한 초고속 타이타늄 과 이종재료의 겹치기 용접성에 대하여 소개하였다.
1) 순 타이타늄 및 그 합금은 고온에서 외부 오염물 및 대기와 쉽게 반응하여 높은 취성의 용접부를 생성하므로 용접부의 불량을 쉽게 초래하므로 용접 분위기 제어가 중요한 요인이다.
2) 기존의 많은 연구자들의 타이타늄 레이저 용접조건 및 관찰내용을 정리한 자료를 소개하였으며, 산업에 사용하기 유리한 CW와 맞대기 용접에 대한 연구가 가장 많이 진행되어왔다.
3) 용접부의 산화도가 높아질수록 취성이 강한 조직이 생성되며, 실드 조건에 따라 비드색상이 변화하여 타이타늄 용접의 산화도 평가를 할 수 있다.
4) 빔품질이 우수한 싱글모드 파이버레이저를 이용하여 빔직경 약 27 μm, 레이저 출력 1 kW 조건에서 용접속도를 5 m/min~50 m/min 까지 변화를 주어 겹치기 타이타늄 이종재료 용접을 실시하였다.
5) Ti-STS304, Ti-Cu, Ti-Ni 및 Ti-Al1050 고속도 겹치기 용접 결과 용접속도의 상승에 따라 용접결함이 감소하는 결과를 얻었다.
6) 매우 빠른 용접속도의 조건에서는 비교적 건전한 용접부를 얻을 수 있도록 금속간 화합물의 생성이 제어되는 것이 확인된다.
고품질 레이저를 활용한 고속도 레이저 용접결과 기존에 보고된 전자빔과 레이저 용접 결과표와 비교하여 Table 2에 나타내었다. Ti-STS304 고속도 레이저 용접을 제외한 조합에서 용접속도를 매우 빠르게 하여 금속간 화합물의 생성을 일부 제어하는 것이 기존의 용접보다 건전한 용접부가 얻어진다는 사실이 확인되었다.
