용접 재료 개발 단계에서 ECA 기법을 통한 재료의 인성 적합성 평가
Application of Engineering Critical Assessment Method in the Development Stage of Welding Consumables
Article information
Abstract
Needs for structural integrity procedure such as BS 7910, the nuclear industry document R6 Rev.4 and the European FITNET procedure are being increased in industry. Especially, BS 7910 allows metallic structures to be assessed on the basis of fracture mechanics analysis rather than strict adherence to design and fabricated codes. This study is to propose the flaw assessment to judge the toughness level of welding consumables at the development stage. The FCA welding consumables with YP 690MPa and CTOD over 0.25 mm have been developed and its allowable weld flaw size considering actually applied environment has been evaluated. Since the estimated allowable defect size is sufficiently detectable in nondestructive testing, the toughness of the developed material is judged to be appropriate and no problem in securing the structural integrity.
1. 서 론
최근에 CTOD(Crack Tip Opening Displacement, 균열개구변위) 등의 파괴인성을 활용한 구조물 적합성 평가에 대한 요구가 점점 증가하고 있다. 구조물 적합성 평가는 Engineering Critical Assessment(ECA), Fracture Mechanics Analysis 또는 Fitness for Purpose로 표현되고 있으며, 구조물의 구조적 무결성과 지속적인 서비스에 대한 적합성을 평가하는 기법으로써, BS 7910: 20131), R62), API 579 FFS3) 및 FITNET FFS 4)과 같은 절차를 통해 검증된 엔지니어링 방식을 사용하여 여러 가지 고장 모드에 대해 임계 압력 부품 및 용접 구조물의 무결성을 평가하는 데 적용되고 있다. 이 중 BS 7910은 TWI를 중심으로 다양한 연구가 진행되고 있으며5,6), 특히, 평가절차의 보수성을 완화하기 위하여 잔류응력의 평가 및 활용에 대하여 연구가 활발히 이루어지고 있다7,8,9).
적합성 평가는 기본적으로 하중특성과 인성특성을 고려한 파손선도(FAD, Failure Assessment Diagram)를 이용하여 파손 여부를 평가하고 있으며, 인성특성으로는 CTOD를 현재 많이 이용하고 있다. 해양구조물은 선박에 비하여 가혹한 환경에서 기능을 수행함에 따라, 강재 및 용접부에 있어서, 엄격한 규정을 적용하고 있다. NORSOK 설계 기준(Design Class 1~5)10)에 따른 적용 강재를 구별하고 있으며, 구조물의 주요 부재에 있어 모재 및 용접부에 대하여 CTOD 값을 요구하고 있다. CTOD인 경우, 모재에 대해서는 강재 메이커에서 보증을 하고, 용접부에 대해서는 실 수요처(산업체)에서 용접시공시험(Welding Procedure Qualification Testing, WPQT)을 통하여 스펙 만족여부를 보증하고 있다. 산업체에서 적합성 평가는 설계하중 및 재료 인성의 타당성, 잔존 수명 및 용접부의 초기 허용 결함크기 등 구조물의 신뢰성을 평가하는데 다양하게 활용될 수 있다. 특히 제작 단계에서 발생되는 용접품질문제 즉, 용접결함 존재시 재작업 여부를 해결하기 위한 주요 도구로 사용할 수 있으며, 이때 용접시공승인시험에서 수행한 CTOD 값을 주로 사용한다. CTOD가 없는 경우, 충격인성을 파괴인성으로 변환하여 사용하는 경우도 있으나, 이 경우 상대적으로 보수적 결과를 도출하게 된다. 따라서, 산업체에서는 용접시공승인 시험을 위하여 파괴인성이 확보된 용접재료의 사용은 필수적이며, 나아가 제작단계에서 발생될 수 있는 용접결함과 같은 품질문제에 대응하기 위하여 구조물의 안전성 및 건전성을 확보할 수 있는 충분한 인성을 보유한 용접재료 적용이 중요하다. 현실적 측면에서 볼 때, 용접재료 개발 단계에서는 인성의 스펙 만족 여부만을 단순히 평가하고 있으며, 이로 인하여 제작단계에서 용접 품질문제 발생시 충분한 대응력을 가지지 못하게 된다. 즉 평가된 허용 결함크기가 비파괴 검사에서 검출할 수 있는 능력 이하인 경우, 또는 서비스 수명을 만족하지 못하는 경우가 발생될 수 있으며, 이런 경우 재작업에 따른 공정지연 및 추가 경비 발생을 피할 수 없게 된다.
따라서, 용접재료 개발 단계에서 단순히 스펙 만족여부의 개발 목표를 벗어나, 실적용 부위의 설계자료를 반영한 실수요자 중심의 용접재료를 개발할 필요가 있다.
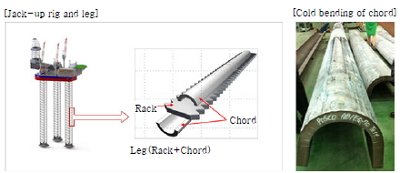
본 연구에서는 용접재료 개발단계에서 재료의 파괴인성값을 확보하고, 해양구조물 Jack-Up Rig의 leg부 (Fig. 1)11)에 대한 설계 자료를 바탕으로 용접부의 최대 허용 결함 크기를 평가하여 사전에 제작될 구조물의 건전성을 평가해 보았다. 이를 바탕으로 개발된 용접 재료의 인성이 적절한지 여부를 함께 검토하였다.
Experimental setup for laser welding
2. CTOD 실험
2.1 모재 및 용접방법
본 실험에서는 Fig. 1과 같이 해양구조물인 Jack-Up Rig 및 풍력설치선(wind turbine installation vessel)의 주요 강도 부재에 적용되는 항복강도 690MPa급 강재(DNV VL F69012), 60 mm 두께)를 사용하였고, 용접 재료는 -10°C에서 CTOD를 보증할 수 있는FCA용접재료 개발품(CSF690)를 사용하였다. 사용한 용접조건 및 이음부 형상은 Table 1 에 나타내었다.

Welding parameters for FCA welding
2.2 실험 방법
인장시험은 ASTM E8에 의거하여 시험을 수행하였고13), 환봉 인장 시험편은 전, 후면 용착 금속부에서 각각 1개씩 채취하였다. CTOD 시험은 BS 7448에 의거하여 수행하였고14), 시험편은 NP방향의 3점 굽힘시험편(3 point bend specimen)을 이용하였다. 참고로, BS 7448 규격은 ISO 15653으로 개정되었음을 밝힌다. 건전한 피로균열 형성을 위하여 국부 압축법(local compression method)을 적용하여 잔류응력을 개선하였고, 피로균열은 0.5 W를 적용하여 0°C 및 -10°C에서 시험을 실시하였다.
2.3 실험결과
상온에서 실시한 인장시험 결과는 Table 2에 나타낸 바와 같이, 항복강도 736 MPa, 인장강도 780 MPa로써 규정을 충분히 만족하고 있음을 확인하였다. CTOD 시험은 Table 3에 나타내었는데, 0°C 및 -10°C 모두에서 0.25 mm 이상의 양호한 CTOD 값을 얻었다. 현재 산업체에서 사용중인 외국산 용접 재료의 CTOD 값을 고려해 볼 때, -10°C까지 충분히 보증할 수 있을 것으로 판단된다.

Mechanical properties of weldment

Estimated CTOD values
3. 적합성 평가
3.1 평가 절차
적합성 평가 절차는 Fig. 2에 보는 바와 같이, 하중 특성과 인성특성을 이용하여 FAD를 통한 최대 허용 결함을 선정하고, 이후 피로균열성장속도(da/dN)를 감안하여 잔존 수명을 평가하게 된다. 따라서, 평가된 수명이 서비스 수명을 충분히 만족할 수 있도록 하기 위해서는 저하중 설계 및 고인성 재료의 사용이 유리하다. 또한 설계가 이루어지면, 수명을 만족할 수 있는 용접부의 허용결함크기도 평가할 수 있다. 나아가 비파괴 검사의 검출 능력을 고려하여 최소 결함크기를 산정하고, 이를 바탕으로 재료의 인성 특성이 어느 수준이 되어야 하는지 역으로도 산출이 가능하다. 본 연구에서는 설계하중 및 CTOD를 통하여 최대 허용결함 크기를 평가하였고, 평가된 결함 크기를 비파괴 검사에서 충분히 검출할 수 있는지를 평가하여 재료의 인성이 적절한지를 검토해 보았다. 본 연구에서는 Fig. 1과 같이 Jack-Up Rig의 leg부(rack & chord)에 대한 실 설계 자료를 통하여 적합성 평가를 실시하였다. 적합성 평가 적용 코드는 BS 7910이며, 계산은 TWI에서 개발한 CRACKWISE s/w를 사용하였다. 주요 입력인자는 다음과 같다.
Flow chart for FAD based assessment
- 결함 유형 : 표면결함
- 재료물성 : 스펙 기준값 사용(시험값대비 보수적)
- 파괴인성(CTOD) : 0.23 (시험결과중 최소값)
- primary stress : 항복응력의 20%
- secondary stress : 잔류응력(항복응력 사용)
- 반복응력 : 잭업리그의 실 설계응력(138 MPa)
- 파 주기(wave frequency) : 12.4 sec.
- weibull shape parameter : 1.0
- 균열성장속도 : 해수환경(no cathodic protection)의 균열성장속도(BS 7910)
결함 유형은 Fig. 3에 보는 바와 같이 표면 결함을 가정하여 평가하였다. 재료물성은 보수성을 감안하여 스펙 기준값을 사용하였고, CTOD값은 실험값 중에서 최소값을 이용하였다. 잔류응력은 보수성 완화를 위하여 다양한 연구가 진행 중에 있으나, 본 연구에서는 절차에서 규정한 항복응력을 사용하였다. 피로하중에 대한 분포는 와이블 분포를 활용하였고, 실 반복응력은 실공사의 설계 응력을 기반으로 평가하였다.
Flaw dimensions for assessing
3.2 평가 결과
스펙에서 규정한 ctod값(0.1 mm)과 개발된 제품의 ctod값을 이용하여 수행한 적합성 평가 결과에 따른 허용 가능한 초기 결함 크기를 Fig. 4에 나타내었다. 실선 아래 부분이 20년 동안 균열이 성장하더라도 구조물 안정성에 이상이 없는 초기 결함 크기를 의미하며, 윗 부분은 초기 결함크기가 수명을 만족하지 못하고 파괴선도(FAD)를 벗어나, 파괴의 가능성이 존재함을 의미한다. 예를 들면, 본 개발 제품의 초기 결함 크기(a × 2c)가 3mm × 4mm 인 표면결함은 성장하더라도 설계 수명내 파괴가 발생되지 않음을 알 수 있다. 또한, 스펙 기준을 이용하여 평가한 초기 결함 크기와 비교해 볼 때, 동일 결함 깊이(a)에서 50% 이상의 결함 길이(2c) 증가를 확인할 수 있다.
Assessed acceptable sizes of surface flaw
평가된 개발품의 초기 허용 결함 크기는 용접 후의 비파괴 검사(초음파검사, UT)를 통하여 충분히 검출할 수 있는 크기(mm단위)로 판단할 수 있다. 스펙 기준의 평가 결과는 NDE 검출 정확도를 고려할 때, 판독 오류의 가능성이 다소 존재하나, 개발품의 평가 결과는 비파괴 검사가 적절한 절차에 의하여 준수되었다면, 오류의 가능성을 최소화 가능한 것으로 판단된다. 즉, 허용결함크기 이상의 결함은 검출이 가능하고, 이로 인하여 수명내 구조물의 취성파괴 가능성은 낮다고 평가될 수 있다. 따라서, 개발된 용접재료의 인성은 구조물의 건전성을 확보하는데 적합한 수준으로 평가될 수 있다.
4. 결 론
용접재료 개발단계에서 실수요자 중심의 개발 목표를 설정할 필요가 있으며, 이를 위하여 개발된 용접재료의 스펙 만족 여부와 더불어, 실사용 환경을 고려한 구조물의 적합성 평가까지 수행할 필요가 있다. 본 연구에서는 개발된 용접재료에 대해서 스펙(인성)의 만족 여부와 사용 환경을 고려한 허용 용접 결함 크기를 평가해 보았다. 평가된 최소 허용 결함 크기는 충분히 검출할 수 있는 수준이므로 제조 단계에서 적절한 비파괴 검사를 수행하면 구조물 건전성 확보에는 문제가 없을 것이며, 따라서 개발된 재료의 인성은 적절한 수준으로 판단되었다. 향후 용접재료 개발 단계에서 스펙 만족여부뿐만 아니라, 실 수요자의 중심의 개발 목표를 위하여 적합성 평가를 고려해 볼 필요가 있다고 판단된다.
후 기
본 연구는 중소기업청에서 지원하는 2015년도 산학연협력 기술개발사업(No. C0297105)의 연구수행으로 인한 결과물임을 밝힙니다.