1. ņä£ ļĪĀ
ņäĖĻ│ä ņ×ÉļÅÖņ░© ņé░ņŚģņØĆ ņĀäĻĖ░ņ░©ņŗ£ļīĆļĪ£ņØś ņĀäĒÖśņŚÉ ļö░ļØ╝ ņ░©ņ▓┤ Ļ▓Įļ¤ēĒÖöņŚÉ ļīĆĒĢ£ ņÜöĻĄ¼Ļ░Ć ļ│┤ļŗż Ļ░ĆņåŹĒÖöļÉśĻ│Ā ņ׳ļŗż. ņØ┤ņŚÉ ņ░©ņ▓┤ Ļ▓Įļ¤ēĒÖöļŖö ĻĖ░ņĪ┤ ņŖżĒŗĖņØś ļ░Ģņ£Ī Ļ│ĀĻ░ĢļÅäĒÖöņÖĆ ĒĢ©Ļ╗ś ņĢīļŻ©ļ»ĖļŖä, ļ¦łĻĘĖļäżņŖś ļō▒ ļ╣äņ▓ĀĻĖłņåŹņØś ņé¼ņÜ® ļśÉļŖö CFRP ļō▒ Ļ│ĀļČäņ×É ļ│ĄĒĢ®ņ×¼ļŻīļĪ£ņØś ņ╣śĒÖśņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņśżļלņĀäļČĆĒä░ ņ¦äĒ¢ēļÉśņ¢┤ ņÖöļŗż
1,2). ņØ┤ņżæņŚÉņä£ ĒŖ╣Ē׳ ņŖżĒŗĖņØś Ļ▓ĮņÜ░ Ļ▓Įļ¤ēĒÖöņØś ĒĢ£Ļ│äĻ░Ć ļÜ£ļĀĘĒĢśļ®░, ļ│ĄĒĢ®ņ×¼ļŻīļŖö ļ╣äņÜ®ņĀüņØĖ ņĖĪļ®┤ņØ┤ ņĢäņ¦ü ĒĢ┤Ļ▓░ļÉśņ¦Ć ļ¬╗ĒĢśņśĆĻĖ░ ļĢīļ¼ĖņŚÉ Ļ░Ćņן ĒśäņŗżņĀüņØĖ Ļ▓Įļ¤ēĒÖö ļīĆņØæļ░®ņĢłņ£╝ļĪ£ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ņØś ņé¼ņÜ®ņØ┤ Ļ░Ćņן ņĀüĻĘ╣ņĀüņ£╝ļĪ£ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ļ»Ė ĒĢ┤ņÖĖ ņäĀņ¦äņŚģņ▓┤ņŚÉņä£ļŖö ņØ╝ļČĆ Ļ│ĀĻĖēņ░©ņóģņŚÉ ņĢīļŻ©ļ»ĖļŖä BIW(Body-in-White)ļź╝ ņ▒äĒāØĒĢśņśĆļŗż.
ņØ╝ļĪĆļĪ£ ņĀäĻĖ░ņ░©ņØś ņäĀļÅä ĻĖ░ņŚģņ£╝ļĪ£ ņĢīļĀżņ¦ä ĒģīņŖ¼ļØ╝ņØś Ļ▓ĮņÜ░ ņĀäĻĖ░ņ░© ņä▒Ļ│ĄņØś 3ļīĆ ņÜöņåīļź╝ ŌæĀļ░░Ēä░ļ”¼ņØś ņŚÉļäłņ¦Ćļ░ĆļÅä Ē¢źņāü, ŌæĪņŚ┤Ļ┤Ćļ”¼/Ļ│ĄņĪ░ ņĄ£ņĀüĒÖö ļ░Å ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ Ōæóņ░©ļ¤ē Ļ▓Įļ¤ēĒÖö ĻĖ░ņłĀļĪ£ ĻĘ£ņĀĢĒĢśĻ│Ā ņØ┤ņŚÉ ļīĆĒĢ£ ĻĖ░ņłĀ Ļ░£ļ░£ņŚÉ ņśżļ×£ ĻĖ░Ļ░ä ņ¦æņżæĒĢ£ Ļ▓░Ļ│╝ ĒāĆ Ļ▓Įņ¤üņŚģņ▓┤ ļīĆļ╣ä ņÜ░ņłśĒĢ£ ņŚ░ļ╣äļź╝ ņ×Éļ×æĒĢśĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳ ņ░©ļ¤ē Ļ▓Įļ¤ēĒÖöļź╝ ņ£äĒĢ┤ ņĢīļŻ©ļ»ĖļŖä BIWļź╝ ĻĄ¼ņä▒Ē¢łņØä ļ┐É ņĢäļŗłļØ╝ ļ░░Ēä░ļ”¼Ēī®ņØś Ļ▓ĮņÜ░ņŚÉļÅä ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ļź╝ ņĀüņÜ®ĒĢ©ņ£╝ļĪ£ņä£ Ļ▓Įļ¤ēĒÖö ĒÜ©Ļ│╝ļź╝ ĻĘ╣ļīĆĒÖöĒĢśņśĆļŗż.
ņØ┤ņÖĆ Ļ░ÖņØ┤ ņÜ░ņłśĒĢ£ Ļ▓Įļ¤ēĒÖö ĒÜ©Ļ│╝ņŚÉļÅä ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ņØś ņ▒äĒāØņØĆ ņĢäņ¦üĻ╣īņ¦Ć ĒśäņŗżņĀüņØĖ Ļ▓ĮņĀ£ņĀü/ĻĖ░ņłĀņĀü ņ¢┤ļĀżņøĆņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż. ņÜ░ņäĀ ņøÉņ×¼ļŻīļ╣äņŚÉ ļīĆĒĢ£ ļČĆļŗ┤ņØ┤ ņŖżĒŗĖ ļīĆļ╣ä ļåÆņØä ļ┐Éļ¦ī ņĢäļŗłļØ╝ ļé«ņØĆ Ēāäņä▒Ļ│äņłś ļ░Å ņŚ░ņŗĀņ£©ļĪ£ ņØĖĒĢ£ ņä▒ĒśĢ Ļ│ĄņĀĢņØś ĻĖ░ņłĀņĀü ĒĢ£Ļ│äĻ░Ć ņ׳ļŗż. ĻĘĖļ¤¼ļéś ļ¼┤ņŚćļ│┤ļŗż ņ¢┤ļĀżņÜ┤ Ļ▒┤ ļ░ĢĒīÉ ņĢīļŻ©ļ»ĖļŖäņŚÉ ļīĆĒĢ£ ņÜ®ņĀæĻĖ░ņłĀņØś ņĀüņÜ®ņØ┤ļŗż. ņĢīļŻ©ļ»ĖļŖäņØś ņÜ®ņĀæņØĆ ļåÆņØĆ ņĀäĻĖ░ ļ░Å ņŚ┤ņĀäļÅäļÅäņÖĆ ņäĀĒīĮņ░ĮļźĀ, ņ£ĄņĀÉ, Ļ│Āņ£ĀņĀĆĒĢŁ, ņØæĻ│ĀņłśņČĢļźĀ ļ░Å ņłśņåīņÜ®ĒĢ┤ļÅä ļō▒ ņåīņ×¼ Ļ│Āņ£ĀņØś ļ¼╝ļ”¼/ĒÖöĒĢÖņĀü ĒŖ╣ņä▒ņŚÉ ņØśĒĢ┤ ņŖżĒŗĖ ņÜ®ņĀæ ļīĆļ╣ä ļ¦ÄņØĆ ņĀ£ņĢĮņĪ░Ļ▒┤ņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż.
ļŗżĒ¢ēĒ׳ 1990ļģäļīĆļČĆĒä░ ņé░ņŚģņØś ļ░£ļŗ¼Ļ│╝ ļŹöļČłņ¢┤ ņØ┤ņÖĆ Ļ░ÖņØĆ ņŚ¼ļ¤¼ ņĀ£ņĢĮņĪ░Ļ▒┤ņØä ĻĘ╣ļ│ĄĒĢśĻ│Ā ņĢīļŻ©ļ»ĖļŖä ļ░ĢĒīÉņŚÉ ļīĆĒĢ┤ Ļ│ĀĒÆłņ¦łņØś ņÜ®ņĀæļČĆļź╝ ĒÖĢļ│┤ĒĢśĻĖ░ ņ£äĒĢ£ ļŗżņ¢æĒĢ£ ņÜ®ņĀæ ļ░Å ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░ Ļ│ĄņĀĢņØ┤ Ļ░£ļ░£ļÉśĻ│Ā ņ׳ļŗż. 1991ļģä ņśüĻĄŁ TWIņŚÉņä£ Ļ░£ļ░£ļÉ£ ļ╣äņ▓ĀĻĖłņåŹņØś ĒśüņŗĀņĀüņØĖ Ļ│ĀņāüņÜ®ņĀæ ļ░®ņŗØņØĖ ļ¦łņ░░ĻĄÉļ░śņÜ®ņĀæ(FSW)Ļ│ĄņĀĢņØä ĒĢäļæÉļĪ£ ļ¦łņ░░ĻĄÉļ░śņĀÉņÜ®ņĀæ(Friction Stir Spot Welding, FSSW) ļ░Å ņ×öņŚ¼ ĒéżĒÖĆņØä ņ▒äņÜĖ ņłś ņ׳ļŖö ļ”¼ĒĢä ļ¦łņ░░ĻĄÉļ░śņĀÉņÜ®ņĀæ(Refill FSSW)ņØ┤ ĒīīņāØļÉśņŚłļŗż. ļśÉĒĢ£ ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ļŖö Ļ│ĀņČ£ļĀźņØś ļĀłņØ┤ņĀĆ ļō▒ņןĻ│╝ ĒĢ©Ļ╗ś ļ╣äļĪ£ņåī ļ╣ö ĒØĪņłśņ£©ņØ┤ ļé«ņØĆ ņĢīļŻ©ļ»ĖļŖäņØś ļĀłņØ┤ņĀĆņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśĻ▓ī ļÉśņŚłņ£╝ļ®░ Ēśäņ×¼ņŚÉļÅä Ļ│äņåŹ ņ¦äĒÖöļÉśĻ│Ā ņ׳ļŗż. ĒĢ£ĒÄĖ ņĢäĒü¼ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ļŖö ĒīīĒśĢņĀ£ņ¢┤Ļ░Ć Ļ░ĆļŖźĒĢ£ ņÜ®ņĀæĻĖ░ņØś Ļ░£ļ░£ņØä ĒåĄĒĢ┤ ņĀĆņĀäļźśņŚÉņä£ļÅä ņĢłņĀĢņĀüņØĖ ņÜ®ņĀüņØ┤Ē¢ēņØ┤ Ļ░ĆļŖźĒĢśĻ▓ī ļÉśņ¢┤ ļ░ĢĒīÉ ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæņŚÉļÅä Ēü░ ĒÜ©Ļ│╝ļź╝ ņ¢╗Ļ▓ī ļÉśņŚłņ£╝ļ®░ ļīĆĒæ£ņĀüņ£╝ļĪ£ļŖö Froniusņé¼ņŚÉņä£ 2005ļģä ņĄ£ņ┤łļĪ£ ļ░£Ēæ£ļÉ£ CMT(Cold Metal Transfer) ņÜ®ņĀæĻĖ░ņłĀņØä ļōż ņłś ņ׳ļŗż. ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ņĀĆĒĢŁņÜ®ņĀæņØś Ļ▓ĮņÜ░ ĻĖ░ņĪ┤ņŚÉ ņåīņ×¼ņØś ļé«ņØĆ ņĀäĻĖ░ņĀĆĒĢŁ ļ░Å Ļ░ĢļĀźĒĢ£ ņé░ĒÖöĒö╝ļ¦ēņØś ņĪ┤ņ×¼ļĪ£ ņØĖĒĢ┤ ņ¢æņé░ ņĀüņÜ®ņØ┤ ļ¦żņÜ░ ņ¢┤ļĀżņøĀņ£╝ļéś, ņØ┤ ļśÉĒĢ£ ņĀäļĀźĻĖ░ņłĀņØś Ļ│ĀņÜ®ļ¤ē ņĀ£ņ¢┤ĻĖ░ņłĀĻ│╝ ĒĢ©Ļ╗ś ņĀĢļ░ĆĻ│äņĖĪĻĖ░ņłĀņØś ļ░£ļŗ¼ļĪ£ ņØĖĒĢ┤ ļŗżļŗ©Ļ░ĆņĢĢ/ņĀäļźś ņĀ£ņ¢┤ ļō▒ņØś ĻĖ░ņłĀ ņĀüņÜ®ņ£╝ļĪ£ ĒĢ£Ļ│äļź╝ ĻĘ╣ļ│ĄĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ē ņżæņØ┤ļŗż.
ņÜ®ņĀæĻĖ░ņłĀĻ│╝ ļŹöļČłņ¢┤ ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░ĻĖ░ņłĀ ļśÉĒĢ£ ņ░©ņ▓┤ Ļ▓Įļ¤ēĒÖö ļ░Å ņ×ÉļÅÖĒÖö ņÜöĻĄ¼ņŚÉ ļö░ļØ╝ ļ╣äņĢĮņĀüņ£╝ļĪ£ ļ░£ņĀäĒĢśņśĆļŗż. ļīĆĒæ£ņĀüņ£╝ļĪ£ļŖö ņģĆĒöäĒö╝ņ¢┤ņŖżļ”¼ļ▓│(Self Pierce Rivet, SPR) ĻĖ░ņłĀņØä ļōż ņłś ņ׳ļŖöļŹ░, ņØ┤ ĻĖ░ņłĀņØĆ ņé¼ņŗż 1960ļģäļīĆ ņØ┤ļ»Ė ņĄ£ņ┤łļĪ£ ņĀ£ņĢłļÉśņŚłņ£╝ļéś ņé░ņŚģņĀü ņłśņÜöĻ░Ć ņŚåņ¢┤ 1993ļģäņŚÉņĢ╝ ļ╣äļĪ£ņåī Audi A8 ļ¬©ļŹĖ ņ¢æņé░ņŚÉ ņĀüņÜ®ļÉśņŚłļŗż
3). ņØ┤ ņÖĖņŚÉļÅä Hemming, Clinching, Threaded fasteners, Self- tapping screws, Blind rivet, Impact tack rivet Clinch riveting, Lock bolt ļō▒ ļŗżņ¢æĒĢ£ ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░Ļ│ĄņĀĢņØ┤ Ļ░£ļ░£ ļ░Å ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż
4).
ņØ┤ņāüĻ│╝ Ļ░ÖņØ┤ ņ×ÉļÅÖņ░©ņé░ņŚģņŚÉņä£ ņĢīļŻ©ļ»ĖļŖä ļČĆĒÆłņØś ņĪ░ļ”ĮņØä ņ£äĒĢ£ ņÜ®ņĀæ ļ░Å ņ▓┤Ļ▓░Ļ│ĄņĀĢņØĆ ļ¦żņÜ░ ļŗżņ¢æĒĢśĻ▓ī ņĪ┤ņ×¼ĒĢśļ®░, ņØ┤ļōż Ļ│ĄņĀĢņØĆ ļ¬©ļæÉ Ļ░üĻ░üņØś ĒŖ╣ņ¦Ģ ļ░Å ņןļŗ©ņĀÉņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż. ņŚ¼ĻĖ░ņä£ ņäżĻ│äņ×ÉļŖö ņāØņé░ĻĖ░ļ░ś ļŗżņ¢æĒĢ£ ņÜöņåīļōżņØä Ļ│ĀļĀżĒĢśļ®┤ņä£ ļČĆĒÆł ņĪ░ļ”ĮņØä ņ£äĒĢ£ ņĄ£ņĀüņØś Ļ│ĄņĀĢņØä ņäĀĒāØĒĢśĻĖ░ ņ£äĒĢ┤ Ļ│ĀļĀżĒĢ┤ņĢ╝ ĒĢĀ ņé¼ĒĢŁņØĆ Ēü¼Ļ▓ī ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ĻĄ¼ļČäĒĢĀ ņłś ņ׳ļŗż.
ņØ┤ņØīļČĆ ĒśĢņāü: Lap, Overlap, Butt ļō▒
ņåīņ×¼ ļ░Å ļæÉĻ╗ś: ļŗżĻ▓╣ ņĪ░Ļ▒┤, ņØ┤ņóģņåīņ×¼, ņåīņ×¼Ļ░ĢļÅä ļō▒
ļČĆĒÆłņÜöĻĄ¼ņĪ░Ļ▒┤: ņłśļ░Ćņä▒, ļé┤ĻĄ¼ņä▒, Ļ░Ģņä▒ ļō▒
ņāØņé░ņä▒ ļ░Å ļŗ©Ļ░Ć: ņןļ╣äĒł¼ņ×Éļ╣ä, ņÜ┤ņÜ®ļ╣ä, ļČłļ¤ēļźĀ ļō▒
ļČĆĒÆł ņé¼ņÜ®ĒÖśĻ▓Į: ņś©/ņŖĄļÅä, ņ¦äļÅÖ, Ēö╝ļĪ£, ņČ®Ļ▓® ļō▒
ņÜ®ņĀæ ņÜ®ņØ┤ņä▒: ĻĖ░ņłĀņĀü ļé£ņØ┤ļÅä, ņÜ®ņĀæĒÆłņ¦ł Ļ┤Ćļ”¼ ļō▒
ĻĘĖļÅÖņĢł ņ×ÉļÅÖņ░©ņé░ņŚģņŚÉņä£ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ņØś ņĀüņÜ®ņØä ņ£äĒĢ£ ņÜ®ņĀæ Ļ┤ĆļĀ© ņŚ░ĻĄ¼ļŖö ņØ┤ļ»Ė ļ¼┤ņłśĒ׳ ļ¦ÄņØĆ ļģ╝ļ¼ĖļōżņØ┤ ļ░£Ēæ£ļÉśņŚłņ£╝ļ®░, Ļ░£ļ│ä Ļ│ĄņĀĢņŚÉ ļīĆĒĢ£ Ļ▓ĮņĀ£ņĀü Ļ░Ćņ╣ś ļ░Å ĻĖ░ņłĀņĀü ņÜ░ņłśņä▒Ļ│╝ Ļ┤ĆļĀ©ļÉ£ ņĀĢļ│┤ļŖö ņ¢┤ļĀĄņ¦Ć ņĢŖĻ▓ī ņ░ŠņĢäļ│╝ ņłś ņ׳ļŗż. ĻĘĖļ¤¼ļéś ļÅÖņØ╝ĒĢ£ ļČĆĒÆłņØä ļīĆņāüņ£╝ļĪ£ ļŗżņ¢æĒĢ£ ņÜ®ņĀæ ļ░Å ņ▓┤Ļ▓░Ļ│ĄņĀĢņØä ņĀüņÜ®ĒĢśĻ│Ā ņØ┤ņŚÉ ļīĆĒĢ£ ļ╣äĻĄÉļź╝ ĒåĄĒĢ┤ Ļ│ĄņĀĢ ņäĀņĀĢņØä ņ¦äĒ¢ēĒĢ£ ņŚ░ĻĄ¼ļŖö ņĢäņ¦ü ņŚåļŗż.
ņØ┤ņŚÉ ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņĢīļŻ©ļ»ĖļŖä ĻĖ░ļ░ś ļ░░Ēä░ļ”¼ ņ╝ĆņØ┤ņŖż ņĪ░ļ”ĮņŚÉ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ ņ┤Ø 9Ļ░£ Ļ│ĄņĀĢļōżņŚÉ ļīĆĒĢśņŚ¼ ņ£äņŚÉ ņĀ£ņŗ£ĒĢ£ 6Ļ░Ćņ¦Ć Ļ│ĀļĀżņé¼ĒĢŁ ĻĖ░ļ░ś ĒŖ╣ņä▒ ļ░Å ņןļŗ©ņĀÉ ļ╣äĻĄÉļź╝ ĒåĄĒĢ┤ ņĄ£ņĀüņØś Ļ│ĄņĀĢņØä ņäĀĒāØĒĢśĻĖ░ ņ£äĒĢ£ Ļ░ĆņØ┤ļō£ļØ╝ņØĖ ļÅäņČ£ ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż. Ļ▓ĆĒåĀ ļīĆņāü ļČĆĒÆłņØĆ HEVņÜ® ļ░░Ēä░ļ”¼ ņ╝ĆņØ┤ņŖżļĪ£ņä£ ņØ┤ņØīļČĆĻ░Ć ļŗ©ņł£ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæĻĄ¼ņĪ░ļĪ£ ņäżĻ│äļÉśņ¢┤ ņ׳ņ£╝ļ®░, ĒŖĖļĀüĒü¼ ļé┤ļČĆņŚÉ ņןņ░®ļÉśņ¢┤ ņłśļ░Ćņä▒ņØ┤ ņÜöĻĄ¼ļÉśņ¦Ć ņĢŖĻ│Ā ļŗ©ņł£Ē׳ ļ░░Ēä░ļ”¼Ēī®ņØś ņĀĢļĀ¼/Ļ│ĀņĀĢļ¦ī ļÅäņÖĆņŻ╝ļŖö ņŚŁĒĢĀņØä ĒĢ£ļŗż. ņØ┤ļōż ļČĆĒÆłņØĆ ņøÉļל 0.7tņØś ņŖżĒŗĖ ņåīņ×¼ļĪ£ ļŗ©ņł£ ņĀĆĒĢŁ ņĀÉņÜ®ņĀæ Ļ│ĄņĀĢņØä ĒåĄĒĢ┤ ņĀ£ņĪ░ļÉśĻ│Ā ņ׳ļŖöļŹ░ Ļ▓Įļ¤ēĒÖö ņÜöĻĄ¼ņŚÉ ļö░ļØ╝ ĻĖ░ņĪ┤ ļīĆļ╣ä ļÅÖļō▒ ņØ┤ņāüņØś Ļ░Ģņä▒ņØä ņ£Āņ¦ĆĒĢśļ®┤ņä£ļÅä Ļ▓Įļ¤ēĒÖöĻ░Ć Ļ░ĆļŖźĒĢśļÅäļĪØ 1.2t ļæÉĻ╗śņØś Al5052-H32 ņåīņ×¼ļĪ£ ļīĆņ▓┤ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ņØ┤ņŚÉ ņŖżĒŗĖ ļīĆņ▓┤ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ ņĪ░ļ”ĮņŚÉ ņĀüĒĢ®ĒĢ£ ņÜ®ņĀæ ļ░Å ņ▓┤Ļ▓░ Ļ│ĄņĀĢņØä ņĀ£ņŗ£ĒĢśļŖö Ļ▓āņØ┤ ļ│Ė ņŚ░ĻĄ¼ņØś ņĄ£ņóģ ļ¬®Ēæ£ņØ┤ļ®░, ļéśņĢäĻ░Ć ļÅģņ×ÉļōżņŚÉĻ▓ī ņĢīļŻ©ļ»ĖļŖä ļČĆĒÆł ņÜ®ņĀæņŚÉņä£ Ļ░ü Ļ│ĄņĀĢņŚÉ ļīĆĒĢ£ Ļ░£ļץņĀüņØĖ ņןļŗ©ņĀÉĻ│╝ ņäżĻ│ä ļŗ©Ļ│äņŚÉņä£ņØś ņĄ£ņĀü Ļ│ĄņĀĢ ņäĀĒāØ Ļ░ĆņØ┤ļō£ļØ╝ņØĖņØä ņĀ£ņŗ£ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
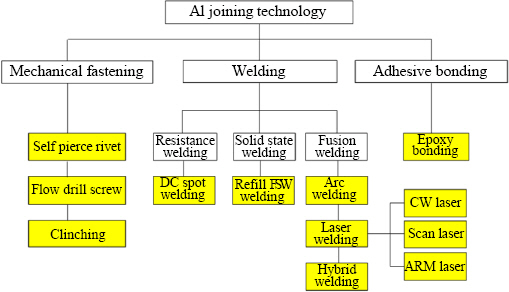
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņĢīļŻ©ļ»ĖļŖä ņ░©ņ▓┤ ļČĆĒÆł ņĪ░ļ”ĮņØä ņ£äĒĢ┤ ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░, ļ│Ėļö® ļ░Å ļŗżņ¢æĒĢ£ ņÜ®ņĀæĻ│ĄņĀĢņØä ņĀüņÜ®ĒĢśņŚ¼ ņŗ£ņĀ£ĒÆłņØä ņĀ£ņ×æĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░ņØś Ļ▓ĮņÜ░ SPR, FDS(Flow Drill Screw) ļ░Å Ēü┤ļ”░ņ╣Ł(Clinching) Ļ│ĄņĀĢņØ┤ Ļ▓ĆĒåĀļÉśņŚłņ£╝ļ®░, ļ│Ėļö®ņØĆ ņŚÉĒÅŁņŗ£ ĻĖ░ļ░śņØś ĻĄ¼ņĪ░ņÜ® ņĀæņ░®ņĀ£ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż.
ņÜ®ņĀæĻ│ĄņĀĢņØĆ ļ░£ņŚ┤ ļ░®ņŗØņŚÉ ļö░ļØ╝ņä£ Ēü¼Ļ▓ī ļ¦łņ░░ļ░£ņŚ┤, ņĀĆĒĢŁļ░£ņŚ┤ ļ░Å ņ¦üņĀæļ░£ņŚ┤ņŚÉ ņØśĒĢ£ ņÜ®ņĀæņ£╝ļĪ£ ĻĄ¼ļČäĒĢĀ ņłś ņ׳ļŖöļŹ░ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ”¼ĒĢä FSSW, ņĀĆĒĢŁņĀÉņÜ®ņĀæ ļ░Å ņĢäĒü¼ņÜ®ņĀæĻ│╝ ļĀłņØ┤ņĀĆņÜ®ņĀæņØä Ļ▓ĆĒåĀĒĢśņśĆņ£╝ļ®░, ļĀłņØ┤ņĀĆņÖĆ ņĢäĒü¼ļź╝ ļÅÖņŗ£ņŚÉ ņŚ┤ņøÉņ£╝ļĪ£ ņé¼ņÜ®ĒĢśļŖö ĒĢśņØ┤ļĖīļ”¼ļō£ņÜ®ņĀæĻ╣īņ¦Ć Ļ▓ĆĒåĀļÉśņŚłļŗż. ņŚ¼ĻĖ░ņä£ ļĀłņØ┤ņĀĆņÜ®ņĀæņØś Ļ▓ĮņÜ░ ļ╣ö ņĪ░ņé¼ļ░®ņŗØņŚÉ ļö░ļØ╝ ņØ╝ļ░ś CW (Continuous Wave) ļĀłņØ┤ņĀĆņÖĆ ņŖżņ║Éļäłļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ¬©ļōłļĀłņØ┤ņģś ĒĢśļŖö ļ░®ļ▓Ģ ĻĘĖļ”¼Ļ│Ā ļ╣ö ļ¬©ļō£ ņĪ░ņĀłņØ┤ Ļ░ĆļŖźĒĢ£ Ļ░Ćļ│Ć ļ╣ö ļ¬©ļō£(Adjustable Mode Beam) ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśļŖö ļ░®ļ▓ĢĻ╣īņ¦Ć ļ╣äĻĄÉ Ļ▓ĆĒåĀļÉśņŚłļŗż.
Fig. 1ņØĆ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ Ļ▓ĆĒåĀļÉ£ ņ▓┤Ļ▓░, ņĀæĒĢ® ļ░Å ņÜ®ņĀæĻ│ĄņĀĢņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż.
Fig.┬Ā1
Classification of the joining processes considered for application in this study
ĒĢ£ĒÄĖ ļīĆņāü ņåīņ×¼ļŖö ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ļ░öņÖĆ Ļ░ÖņØ┤ 1.2t ļæÉĻ╗śņØś Al5052-H32 ņåīņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ ņåīņ×¼ņØś ņóģļźśļŖö ĻĄŁļé┤ ņåīņ×¼ņłśĻĖēņØś ņÜ®ņØ┤ņä▒Ļ│╝ ļ▓öņÜ®ņä▒ņØä ņÜ░ņäĀĒĢśņŚ¼ ņäĀņĀĢĒĢśņśĆņ£╝ļ®░, ņåīņ×¼ ļæÉĻ╗śļŖö 0.7tļæÉĻ╗ś ņŖżĒŗĖņØś 440 MPaĻĖēņŚÉ ņżĆĒĢśļŖö Ļ░Ģņä▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ ņłśņ╣śĒĢ┤ņäØņĀü ļ░®ļ▓ĢņØä ĒåĄĒĢ┤ ņĄ£ņóģ Ļ▓░ņĀĢĒĢśņśĆļŗż. ņ░ĖĻ│ĀļĪ£ ņåīņ×¼ ņ╣śĒÖśņŚÉ ļö░ļźĖ ņĄ£ņóģ ņŗ£ņĀ£ĒÆłņØś Ļ▓Įļ¤ēĒÖö ĒÜ©Ļ│╝ļŖö ņäĀĒ¢ē Ļ▓ĆĒåĀ Ļ▓░Ļ│╝ 38% ņłśņżĆņ£╝ļĪ£ ĒĢ┤ņäØļÉśņŚłļŗż.
Table 1ņŚÉļŖö ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ņåīņ×¼ņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØä ļéśĒāĆļé┤ņŚłļŗż.
Table┬Ā1
Mechanical properties of Al5052-H32
|
YoungŌĆÖs modulus |
Yield strength |
Tensile strength |
Elongation |
Poisson ratio |
|
72GPa |
185MPa |
230MPa |
14% |
0.33 |
ņĀæĒĢ®Ļ░ĢļÅä ņŗ£ĒŚśņØä ņ£äĒĢ£ ņŗ£ĒÄĖ Ļ░ĆĻ│ĄņØĆ ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░Ļ│╝ Ļ░ÖņØĆ ņĀÉņĀæĒĢ®ņØś Ļ▓ĮņÜ░ ISO 14273 ĻĘ£Ļ▓®ņŚÉ ņØśĻ▒░ĒĢśņŚ¼ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ņĢäĒü¼ļéś ļĀłņØ┤ņĀĆ, ļ│Ėļö® ļō▒Ļ│╝ Ļ░ÖņØĆ ņäĀ ļśÉļŖö ļ®┤ņĀæĒĢ®ņØś Ļ▓ĮņÜ░ ASTM D1002 ĻĘ£Ļ▓®ņØä ņ░ĖĻ│ĀĒĢśņŚ¼ ņŗ£ĒÄĖ ĒÅŁ(ņÜ®ņĀæ ĻĖĖņØ┤)ņØä 25 mmļĪ£ ĒåĄņØ╝ĒĢśņśĆļŗż. ņØ┤ļĢī ļĀłņØ┤ņĀĆņØś Ļ▓ĮņÜ░ Ļ▓╣ņ╣©ļČĆņØś ņżæņĢÖņŚÉ ņĪ░ņé¼ĒĢśņŚ¼ ņÜ®ņĀæĒĢśņśĆņ£╝ļ®░(Overlap joint), ņĢäĒü¼ ļ░Å ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ļŖö ļ¬©ņä£ļ”¼ļČĆļź╝ ņĀæĒĢ®ĒĢśņśĆļŗż(Lap joint). ņŗ£ĒŚśĒÄĖņØś ĒśĢņāüņØĆ Ļ░üĻ░ü
Fig. 2 ļ░Å
Fig. 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
Fig.┬Ā2
Dimensions of specimen for spot welding and fastening

Fig.┬Ā3
Dimensions of specimen for laser welding, arc welding, adhesive bonding, and hybrid joining

3. ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░ ļ░Å ņĀæĒĢ®
ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĀæĒĢ® Ļ│ĄņĀĢņØĆ Ēü¼Ļ▓ī ĻĖ░Ļ│äņĀü, ĒÖöĒĢÖņĀü ĻĘĖļ”¼Ļ│Ā ņŚ┤ņĀü(Thermal) ļ░®ņŗØ ņäĖ Ļ░Ćņ¦ĆļĪ£ ĻĄ¼ļČäĒĢĀ ņłś ņ׳ļŗż. ņØ┤ ņżæ ņ▓┤Ļ▓░(ĻĖ░Ļ│äņĀü)Ļ│╝ ĻĄ¼ņĪ░ņÜ® ņĀæņ░®ņĀ£(ĒÖöĒĢÖņĀü)ļź╝ ņé¼ņÜ®ĒĢ£ ĻĖ░ņłĀļÅÖĒ¢ź ļ░Å ņøÉļ”¼ļŖö 2015ļģä ļ│Ė ĒĢÖĒÜīņ¦ĆņŚÉ Ļ▓īņ×¼ļÉ£ ŌĆ£ņ░©ņ▓┤ ņåīņ×¼ ļŗżļ│ĆĒÖöņŚÉ ļö░ļźĖ ņ▓┤Ļ▓░ ļ░Å ņĀæĒĢ®ĻĖ░ņłĀ
5)ŌĆØņŚÉ ņØ┤ļ»Ė ņåīĻ░£ļÉ£ ļ░ö ņ׳ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Ļ░ü Ļ│ĄņĀĢņØś ņĢīļŻ©ļ»ĖļŖä ņ░©ņ▓┤ļČĆĒÆł ņĪ░ļ”ĮņŚÉņä£ņØś ĒŖ╣ņ¦Ģ ļ░Å ņןļŗ©ņĀÉņØä ņ£äņŻ╝ļĪ£ Ļ▓ĆĒåĀĒĢśĻ│Ā ņŗżņĀ£ ņĀæĒĢ®Ļ│ĄņĀĢņŚÉņä£ņØś ņŻ╝ņÜö Ļ│ĄņĀĢļ│Ćņłś ļ░Å ĻĘĖ ĒÆłņ¦łņŚÉ ļīĆĒĢ┤ ĻĖ░ņłĀĒĢśĻ│Āņ×É ĒĢ£ļŗż.
3.1 ņģĆĒöäĒö╝ņ¢┤ņŖżļ”¼ļ▓│(SPR)
SPR Ļ│ĄņĀĢņØś Ļ▓ĮņÜ░ Ēśäņ×¼ ņĢīļŻ©ļ»ĖļŖä ņ×ÉļÅÖņ░© ņ░©ņ▓┤ ņĀ£ņ×æņŚÉņä£ Ļ░Ćņן ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśļŖö ņ▓┤Ļ▓░ ļ░®ļ▓Ģņ£╝ļĪ£ ĻĖ░ņĪ┤ņØś ņĀĆĒĢŁņĀÉņÜ®ņĀæĻ│╝ Ļ░Ćņן ļ╣äņŖĘĒĢ£ ĒśĢĒā£ņØś ņĀæĒĢ® ņןņ╣ś(Ļ▒┤) ĒśĢņāüņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņ¦ĆĻĘĖ ļśÉĒĢ£ ļīĆļČĆļČä ĻĖ░ņĪ┤ ņĀĆĒĢŁņĀÉņÜ®ņĀæ ņ¦ĆĻĘĖļź╝ ĻĘĖļīĆļĪ£ ĒÖ£ņÜ®ĒĢśņŚ¼ ņé¼ņÜ®ņØ┤ Ļ░ĆļŖźĒĢśļŗż. ļ│Ė Ļ│ĄņĀĢņØĆ Pre-holeņØ┤ ĒĢäņÜö ņŚåņ£╝ļ®░ ņĢīļŻ©ļ»ĖļŖäļ┐Éļ¦ī ņĢäļŗłļØ╝ ļŗżņ¢æĒĢ£ ņåīņ×¼ņØś ņØ┤ņóģņĀæĒĢ®ņØ┤ Ļ░ĆļŖźĒĢśļ®░ ĻĄ¼ņĪ░ņÜ® ņĀæņ░®ņĀ£ņÖĆņØś Ēś╝ņÜ®ņä▒ļÅä ņÜ░ņłśĒĢśļŗż. ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņ▓┤Ļ▓░ņĪ░Ļ▒┤ņØś ļÅäņČ£ņØ┤ ļ│äļĪ£ Ļ╣īļŗżļĪŁņ¦Ć ņĢŖņ£╝ļ®░ ĻĘ£Ļ▓®ĒÖöļÉ£ ņ▓┤Ļ▓░ ņĪ░Ļ▒┤ņØ┤ ļīĆļČĆļČä ņĪ┤ņ×¼ĒĢ£ļŗż. ņØ┤ņŚÉ ĻĄŁļé┤ņØś Ļ▓ĮņÜ░ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ļź╝ ĒåĄĒĢ£ Ļ▓Įļ¤ēĒÖö ņØ┤ņŖłĻ░Ć ļ│ĖĻ▓®ņĀüņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ä 2000ļģäļÅä Ēøäļ░śļČĆĒä░ ļ│ĖĻ▓®ņĀüņ£╝ļĪ£ ļ│┤ĻĖēļÉśņ¢┤ Ēśäņ×¼ļŖö ļ│┤ĒÄĖĒÖöļÉśņ¢┤ ņ׳Ļ│Ā Ē¢źĒøäņŚÉļÅä ņāüļŗ╣ļČĆļČä ļ╣äņ▓ĀĻĖłņåŹ ļ░Å ļ│ĄĒĢ®ņ×¼ļŻī ĻĘĖļ”¼Ļ│Ā ņØ┤ņóģņåīņ×¼ņØś ņĀæĒĢ®ĻĖ░ņłĀļĪ£ņä£ ņĀüņÜ®ļÉĀ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ĻĘĖļ¤¼ļéś Ļ│ĀĻ░ĆņØś ņåīļ¬©ņä▒ ļČĆņ×¼ļŻīļ╣ä(ļ”¼ļ▓│)ņÖĆ ļ”¼ļ▓│ ņČöĻ░ĆņŚÉ ļö░ļźĖ Ļ▓Įļ¤ēĒÖö ĒÜ©Ļ│╝ņØś Ļ░Éņåī ĻĘĖļ”¼Ļ│Ā Ēł┤ņØ┤ ņ¢æļ®┤ ņĀæĻĘ╝ņØä ĒĢ┤ņĢ╝ļ¦ī ĒĢ£ļŗżļŖö ļŗ©ņĀÉņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż. ļśÉĒĢ£ Ēśäņ×¼ SPR ņןļ╣äļŖö ļ¬©ļæÉ ņÖĖņé░ņŚÉ ņØśņĪ┤ĒĢśļ®░ Ļ│ĀĻ░ĢļÅäĻ░ĢņØś ņĀüņÜ®ņØĆ ņØ╝ļČĆ ņĀ£ĒĢ£ņé¼ĒĢŁņØ┤ ņ׳ļŗż.
SPR ņĀæĒĢ®ļČĆņØś ĒÆłņ¦łņØĆ ņ£ĪņĢł ĒÖĢņØĖņØä ĒåĄĒĢ┤ ļīĆļČĆļČä ņ¦üĻ┤ĆņĀüņØĖ ĒīÉļŗ©ņØ┤ Ļ░ĆļŖźĒĢśļ®░, ĻĖ░ņĪ┤ņØś ņŚ░ĻĄ¼ņ×ÉļōżņŚÉ ņØśĒĢ£ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļōżņØä ņóģĒĢ®ĒĢ┤ ļ│╝ ļĢī
Fig. 4 ļ░Å
Table 2ņÖĆ Ļ░ÖņØ┤ Ļ┤Ćļ”¼ļÉśĻ│Ā ņ׳ļŗż
3,6,7). ĻĘĖļōżņØś ņŻ╝ņןņŚÉ ļö░ļź┤ļ®┤ Ļ░Ćņן ņżæņÜöĒĢ£ ņÜöņåīļĪ£ ņ▓┤Ļ▓░ Ļ░ĢļÅäņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņØĖņ×ÉļŖö ĒŚżļō£ ļåÆņØ┤ņÖĆ ņØĖĒä░ļØĮ(Interlock) Ļ▒░ļ”¼ņØ┤ļ®░, ļé©ņØĆ ļ░öļŗź ņ×¼ļŻīņØś ļæÉĻ╗śļŖö ņ▓┤Ļ▓░ Ļ░ĢļÅäņŚÉļŖö ņśüĒ¢źņØ┤ ņŚåņ£╝ļéś ņĄ£ņåī 0.2 mm ņØ┤ņāü ĒÖĢļ│┤ ļÉśņ¢┤ņĢ╝ ņåīņØī/ņ¦äļÅÖ ļ░Å ļČĆņŗØ ĒÆłņ¦ł ĒÖĢļ│┤Ļ░Ć Ļ░ĆļŖźĒĢ©ņØä ļ│┤Ļ│ĀĒĢśņśĆļŗż.
Fig.┬Ā4
SPR joint quality and some faults
3)

Table┬Ā2
Criteria of SPR joint quality
|
No |
Factor |
Criteria |
|
1 |
Head height |
-0.5 to 0.3mm |
|
2 |
Interlock distance (Al bottom sheet) |
over 0.4mm |
|
3 |
Interlock distance (Al bottom sheet) |
over 0.2mm |
|
4 |
Remaining bottom sheet thickness |
over 0.2mm |
|
5 |
Crack in bottom sheet |
Not allowable |
|
6 |
Crack in rivet |
Not allowable |
|
7 |
Gap between rivet head and top sheet |
Not allowable |
|
8 |
Gap between top and bottom sheet |
Not allowable |
|
9 |
Gap in rivet cavity |
Allowable |
ņØ┤ņāüĻ│╝ Ļ░ÖņØĆ SPR ņĀæĒĢ®ĒÆłņ¦ł ĻĖ░ņżĆņØä ņ░ĖĻ│ĀļĪ£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĄ£ļīĆ Ļ│ĄņĀĢļ│ĆņłśņØĖ Ļ░ĆņĢĢļĀźņŚÉ ļö░ļźĖ ņ▓┤Ļ▓░ Ļ░ĢļÅä ļ│ĆĒÖö ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ļśÉĒĢ£ ņČöĻ░ĆņĀüņ£╝ļĪ£ ņŖżĒŗĖĻ│╝ņØś ņØ┤ņóģņåīņ×¼ ņ▓┤Ļ▓░ ĒŖ╣ņä▒ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ£ ņŗżĒŚśļÅä ņ¦äĒ¢ēļÉśņŚłņ£╝ļ®░, ņØ┤ļĢī ņé¼ņÜ®ļÉ£ ņŖżĒŗĖ ņåīņ×¼ļŖö 1.2 mm ļæÉĻ╗śņØś DP590 ņåīņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņןņ╣śļŖö ļÅģņØ╝ BollhoffńżŠ ņØś ņ£ĀņĢĢņŗØ ļ¬©ļŹĖ RIVSET Gen2ņ£╝ļĪ£ ņĄ£ļīĆ 78 kNĻ╣īņ¦Ć Ļ░ĆņĢĢļĀź ņäżņĀĢņØ┤ Ļ░ĆļŖźĒĢ£ ņןļ╣äņØ┤ļŗż. ļ”¼ļ▓│ņØĆ 480┬▒30 HvņØś Ļ▓ĮļÅäĻ░ÆņØä Ļ░¢ļŖö ļ│┤ļĪĀĻ░Ģ ņ×¼ņ¦łņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ļ”¼ļ▓│ņØś ļåÆņØ┤ ļ░Å ņ¦Ćļ”äņØĆ Ļ░üĻ░ü h=6.5 mm, d=5.0 mmņØ┤ļŗż.
ņÜ░ņäĀ 1.2 mm ļæÉĻ╗śņØś ņĢīļŻ©ļ»ĖļŖä ļÅÖņóģņåīņ×¼ņØś ņ▓┤Ļ▓░ņŚÉņä£ Ļ░ĆņĢĢļĀźņØä 50~75 kNĻ╣īņ¦Ć ļŗ¼ļ”¼ĒĢ£ Ēøä ņ▓┤Ļ▓░Ļ░ĢļÅä ļ░Å ĻĘĖ ļŗ©ļ®┤ņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░ ĻĘĖņŚÉ ļö░ļźĖ Ļ▓░Ļ│╝ļŖö
Fig. 5 ļ░Å
Fig. 6ņŚÉ Ļ░üĻ░ü ņĀ£ņŗ£ĒĢśņśĆļŗż. ņ▓┤Ļ▓░ Ļ░ĢļÅäļŖö
Fig. 5ņÖĆ Ļ░ÖņØ┤ 50 kNņØś ņĄ£ņĀĆ Ļ░ĆņĢĢļĀź ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņĢĮ 2.0 kN ņłśņżĆņ£╝ļĪ£ ļé«Ļ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, 70 kN Ļ░ĆņĢĢļĀź ņĪ░Ļ▒┤ņŚÉņä£ 3.05 kNņ£╝ļĪ£ Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļé¼ļŗż. ļŗ©ļ®┤Ļ▓Ćņé¼ Ļ▓░Ļ│╝ Ļ░ĆņĢĢļĀźņØ┤ ļČĆņĪ▒ĒĢ£ 50 kN ņĪ░Ļ▒┤ņŚÉņä£ļŖö ļ”¼ļ▓│ņØś ņéĮņ×ģņØ┤ ņÖäņĀäņ╣ś ņĢŖĻ│Ā ĒŚżļō£ ļåÆņØ┤Ļ░Ć 1.0 mm ņØ┤ņāü ņĖĪņĀĢļÉśņ¢┤
Table 2ņŚÉ ņĀ£ņŗ£ĒĢ£ ĒÆłņ¦ł ĻĖ░ņżĆņØä ļ¦īņĪ▒ĒĢśņ¦Ć ļ¬╗ĒĢ┤ ņ▓┤Ļ▓░Ļ░ĢļÅä ņĀĆĒĢśĻ░Ć ļ░£ņāØļÉśņŚłļŗż. ļśÉĒĢ£ 60 kNņŚÉņä£ļÅä ĒŚżļō£ ļåÆņØ┤Ļ░Ć 0.31 mmļĪ£ ņĖĪņĀĢļÉśņ¢┤ ĒÆłņ¦łĻĖ░ņżĆņØä ņÖäņĀäĒ׳ ļ¦īņĪ▒ņŗ£Ēéżņ¦ĆļŖö ļ¬╗ĒĢśņśĆņ£╝ļ®░ ņØ┤ņŚÉ ļö░ļØ╝ ņĄ£ņĀü ņłśņżĆļ│┤ļŗżļŖö ņĢĮ 10 %ņØś Ļ░ĢļÅäņĀĆĒĢśĻ░Ć ļ░£ņāØĒĢśņśĆļŗż. ļśÉĒĢ£ ņ▓┤Ļ▓░ņĢĢļĀźņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ĒŚżļō£ ļåÆņØ┤ņØś Ļ░ÉņåīņÖĆ ĒĢ©Ļ╗ś ņØĖĒä░ļØĮ Ļ▒░ļ”¼ņØś ņ”ØĻ░Ć ļ░Å ļ░öļŗźļ®┤ ļæÉĻ╗ś Ļ░ÉņåīĻ░Ć ņĀÉņ¦äņĀüņ£╝ļĪ£ ļéśĒāĆļé©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĒĢśņ¦Ćļ¦ī ņ▓┤Ļ▓░ Ļ░ĆņĢĢļĀźņŚÉ ļö░ļźĖ Ēīīļŗ©ļ¬©ļō£ļŖö Ļ░ĆņĢĢļĀźĻ│╝ ņāüĻ┤ĆņŚåņØ┤
Fig. 7Ļ│╝ Ļ░ÖņØ┤ ļ¬©ļæÉ ļ”¼ļ▓│ Pull- out ĒśäņāüņØ┤ ļ░£ņāØĒĢśņśĆļŖöļŹ░, ņØ┤ļŖö ļ¬©ņ×¼ņØś Ļ░ĢļÅäĻ░Ć ļ”¼ļ▓│ņŚÉ ļ╣äĒĢ┤ ņĢĮĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļ░£ņāØĒĢśļŖö ĒśäņāüņØ┤ļŗż.
Fig.┬Ā5
Variation of fracture load depend on pressing force for SPR rivet
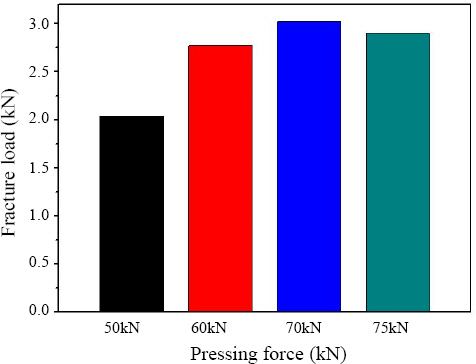
Fig.┬Ā6
Cross section of SPR joint depend on pressing force variation
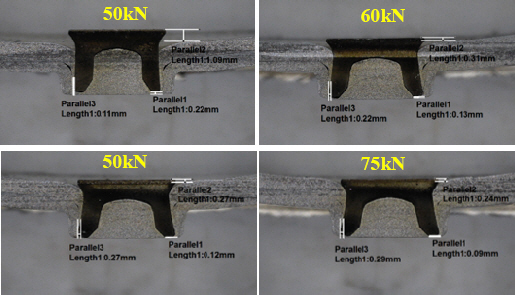
Fig.┬Ā7
Variation of fracture mode depend on combination of material and position
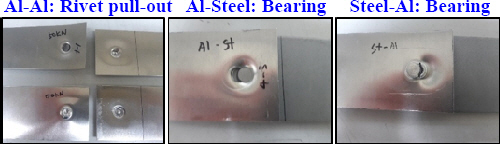
ĒĢ£ĒÄĖ ņŖżĒŗĖĻ│╝ ņĢīļŻ©ļ»ĖļŖäņØś ņØ┤ņóģņåīņ×¼ ņ▓┤Ļ▓░ņŚÉņä£ļŖö ļ”¼ļ▓│ņØś Ēö╝ņ¢┤ņŗ▒ņØ┤ ņŖżĒŗĖ(DP590 1.2 mm) ļśÉļŖö ņĢīļŻ©ļ»ĖļŖä ĒīÉņ×¼ļĪ£ņØś ņŚ¼ļČĆņŚÉ ļö░ļØ╝ ņ▓┤Ļ▓░ ĒÆłņ¦łņŚÉ ņ░©ņØ┤Ļ░Ć ņĪ┤ņ×¼ĒĢśņśĆļŗż.
Fig. 8ņØĆ ļÅÖņØ╝ĒĢ£ Ļ░ĆņĢĢļĀź ņĪ░Ļ▒┤(70 kN) ĻĘĖļ”¼Ļ│Ā ļÅÖņØ╝ Ēö╝ņ¢┤ņŗ▒ ļ░®Ē¢ź ņĪ░Ļ▒┤ņŚÉņä£ ņŖżĒŗĖĻ│╝ ņĢīļŻ©ļ»ĖļŖäņØś ņāüĒĢśĒīÉ ņ£äņ╣śļ¦ī ļ░öĻ┐öļåōĻ│Ā ņ▓┤Ļ▓░ĒĢ£ ņŗ£ĒÄĖņØś ļŗ©ļ®┤ļōżņØ┤ļŗż. ņÜ░ņäĀ ņĢīļŻ©ļ»ĖļŖäņØ┤ ņāüĒīÉņŚÉ ņ£äņ╣śĒĢ£ Ļ▓ĮņÜ░ ņ▓┤Ļ▓░Ļ░ĢļÅäļŖö ņĢīļŻ©ļ»ĖļŖä ļÅÖņóģņåīņ×¼ ņ▓┤Ļ▓░Ļ░ĢļÅäņÖĆ Ļ▒░ņØś ņ£Āņé¼ĒĢśĻ▓ī ļéśĒāĆļé¼ņ¦Ćļ¦ī Ēīīļŗ©ļ¬©ļō£ļŖö
Fig. 7Ļ│╝ Ļ░ÖņØ┤ ļ▓Āņ¢┤ļ¦ü(Bearing) Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ĒĢ£ĒÄĖ ņŖżĒŗĖņØ┤ ņāüĒīÉņŚÉ ņ£äņ╣śĒĢśļŖö Ļ▓ĮņÜ░ Ēīīļŗ©ļ¬©ļō£ļŖö ļÅÖņØ╝ĒĢśĻ▓ī ļ▓Āņ¢┤ļ¦ü Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļéś, ņ▓┤Ļ▓░Ļ░ĢļÅäļŖö 5.8 kN ņłśņżĆņ£╝ļĪ£ Ļ▒░ņØś ļæÉ ļ░░ Ļ░ĆĻ╣īņØ┤ ņ”ØĻ░ĆļÉśņŚłļŗż. ņŚ¼ĻĖ░ņä£ ņ▓┤Ļ▓░Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆļÉ£ ņØ┤ņ£ĀļŖö ņāüĒīÉņØś ņŖżĒŗĖņØ┤ ļ”¼ļ▓│Ļ│╝ ņ¦üņĀæņĀüņ£╝ļĪ£ ņĀæņ┤ēļÉśņ¢┤ ņĀäļŗ© ņä▒ĒśĢņØ┤ ņØ┤ļŻ©ņ¢┤ņĀĖ ļ│┤ļŗż Ļ▓¼Ļ│ĀĒĢ£ ņØĖĒä░ļØĮņØä ĒśĢņä▒ĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
Fig.┬Ā8
Cross section of SPR joint depend on the position of steel and aluminum at same pressing force
3.2 ĒöīļĪ£ņÜ░ ļō£ļ”┤ ņŖżĒü¼ļźś(FDS)
FDSļŖö ļéśņé¼ļ¬╗ ĒśĢĒā£ņØś ĒÖöņŖżļäłļź╝ ņØ┤ņÜ®ĒĢ┤ ĒÜīņĀäļĀźņŚÉ ņØśĒĢ£ ļ¦łņ░░ņŚ┤ļĪ£ ĒīÉņ×¼ņŚÉ ĻĄ¼ļ®ŹņØä ņāØņä▒ņŗ£Ēéżļ®░ ņØ┤ļĪ£ ņØĖĒĢ┤ ļ░£ņāØļÉ£ ļéśļéśņé░Ļ│╝ Ēö╝ņĀæĒĢ®ņ▓┤ņØś Ļ▓░ĒĢ®ļĀźņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņ▓┤Ļ▓░ĒĢśļŖö ļ░®ņŗØņØ┤ļŗż
8). ļ│Ė Ļ│ĄņĀĢ ļśÉĒĢ£ Pre-holeņØ┤ ĒĢäņÜö ņŚåņ£╝ļ®░ ĒÄĖļ░®Ē¢ź ņĀæĻĘ╝ņØ┤ Ļ░ĆļŖźĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņāØņé░ņä▒ ļ░Å ņ×æņŚģ ĒÜ©ņ£©ņØ┤ ņÜ░ņłśĒĢśļŗż. ļśÉĒĢ£ ļČäļ”¼Ļ░Ć Ļ░ĆļŖźĒĢśņŚ¼ ņĀĢļ╣äņä▒ņØ┤ ņÜ®ņØ┤ĒĢĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝ Ļ│ĄņĀĢņĪ░Ļ▒┤ņØ┤ ļ╣äĻĄÉņĀü ļŗ©ņł£ĒĢśļ®░ ņ£ĪņĢł Ļ▓Ćņé¼ļ¦īņ£╝ļĪ£ļÅä ņ▓┤Ļ▓░ ĒÆłņ¦łņØś ņ¦üĻ┤ĆņĀüņØĖ ĒÖĢņØĖņØ┤ ņČ®ļČäĒ׳ Ļ░ĆļŖźĒĢśļŗż. ĻĘĖļ¤¼ļéś ĒÜīņĀäļ¦łņ░░ļĪ£ ņØĖĒĢ┤ ņĀæĒĢ®Ļ│ĄņĀĢ ņżæ ņåīņØīņØ┤ ļ░£ņāØĒĢśļ®░ ņØ╝ņĀĢ ņØ┤ņāüņØś Ļ░ĢļÅäļź╝ Ļ░¢ļŖö Ļ│ĀĻ░ĢļÅäĻ░ĢņØś ņĀüņÜ®ņŚÉļŖö ņĀ£ņĢĮņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż. ļśÉĒĢ£ ļČĆĻ░Ćņ×¼Ļ░Ć ņåīļ¬©ļÉśļŖö ļŗ©ņĀÉņØ┤ ņ׳ņ£╝ļ®░ ņØ┤ļ®┤ņŚÉ ĒÖöņŖżļäł ļÅīņČ£ļČĆĻ░Ć ņĪ┤ņ×¼ĒĢśĻ▓ī ļÉ©ņŚÉ ļö░ļØ╝ ĒÄĖļ░®Ē¢ź ņĀæĻĘ╝ļ¦īņØ┤ ĒŚłņÜ®ļÉśļŖö ĒÅÉļŗ©ļ®┤ ĻĄ¼ņĪ░ņŚÉļ¦ī ļīĆļČĆļČä ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż.
ņØ┤ņÖĆ Ļ░ÖņØĆ FDSņØś ĒÆłņ¦łņØĖņ×ÉļŖö
Fig. 9ņÖĆ Ļ░ÖņØ┤ ŌæĀĒÖöņŖżļäł ĒŚżļō£ņÖĆ ņāüĒīÉņØś ņĀæņ┤ē ņāüĒā£, ŌæĪļéśņé¼ņä▒ĒśĢ Ļ│╝ņĀĢņŚÉņä£ ĒśĢņä▒ļÉ£ ņāüĒĢśļČĆ ĒīÉņ×¼ ņé¼ņØ┤ Ļ░äĻĘ╣ Ōæóļéśņé¼ņä▒ĒśĢ ņāüĒā£ ĻĘĖļ”¼Ļ│Ā ŌæŻņä▒ĒśĢ Ļ│╝ņĀĢņŚÉņä£ ĒśĢņä▒ļÉ£ ļ▓īņ¢┤ņ¦É ļō▒ Ēü¼Ļ▓ī 4Ļ░Ćņ¦ĆļĪ£ ļČäļźśĒĢĀ ņłś ņ׳ļŗż
9,10). ņŚ¼ĻĖ░ņä£ H/W ļ│Ćņłśļź╝ ņĀ£ņÖĖĒĢ£ ņ▓┤Ļ▓░ņä▒ļŖź(Ļ░ĢļÅä)ņØä Ļ▓░ņĀĢĒĢśļŖö ņØĖņ×ÉļŖö ĒĢśļČĆĒīÉņ×¼ ļéśņé¼ņä▒ĒśĢ ĒŖ╣ņä▒Ļ│╝ ĻĘĖ ļéśņé¼ņÖĆ ĒÖöņŖżļäłņØś Ļ▓░ĒĢ®Ļ░ĢļÅäņØ┤ļ®░ ņŗżņĀ£ ņŚ¼ļ¤¼ Ļ│ĄņĀĢļ│Ćņłś ņżæ ņŖżĒĢĆļōż ĒÜīņĀäņåŹļÅäņÖĆ Ļ░ĆņĢĢļĀźņØ┤ Ļ░Ćņן Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗż.
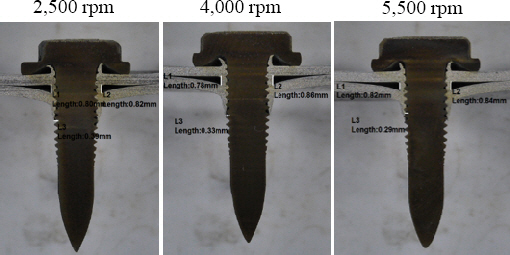
ņØ┤ņŚÉ ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö Ļ░ĆņĢĢļĀź ļ░Å ĻĖ░ĒāĆ Ļ│ĄņĀĢņĪ░Ļ▒┤ņØĆ ļ¬©ļæÉ ļÅÖņØ╝ĒĢśĻ▓ī ĒĢśĻ│Ā FDSņØś ņŖżĒĢĆļōżņØś ĒÜīņĀäņåŹļÅä ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņĀæĒĢ®Ļ░ĢļÅä ļ░Å ĒÆłņ¦łņØä ĒÖĢņØĖĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. FDS ņŗ£ĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņןļ╣äļŖö Klingel(Germany)ņé¼ ļ¬©ļŹĖ K-flowņØ┤ļ®░ ņĄ£ļīĆ 9,000 rpmņØś ņŖżĒü¼ļźś ņåŹļÅäĻ╣īņ¦Ć ĻĄ¼ĒśäņØ┤ Ļ░ĆļŖźĒĢśļŗż. ĒÖöņŖżļäłņØś Ļ▓ĮņÜ░ ĒŚżļō£ ņ¦Ćļ”ä 13 mm ĻĘĖļ”¼Ļ│Ā ļéśņé¼ņé░ņØś Ļ▓ĮņÜ░ M5├Ś22ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņŗ£ĒŚśĒÄĖņØĆ SPRĻ│╝ ļÅÖņØ╝ĒĢ£ ņŗ£ĒÄĖ ņé¼ņØ┤ņ”ł(KS B ISO 14273)ļź╝ ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░ Ļ┤ĆĒåĄ(Passage) ļŗ©Ļ│äņŚÉņä£ņØś ņŖżĒĢĆļōż ĒÜīņĀäņåŹļÅäļ¦ī 3ļŗ©Ļ│ä(2,500 rpm, 4,000 rpm, 5,500 rpm)ļĪ£ ļ│ĆĒÖöņŗ£ņ╝£Ļ░Ćļ®░ ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśĻ│Ā ņØ┤ņŚÉ ļö░ļźĖ Ļ░ĢļÅäņÖĆ ļŗ©ļ®┤ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņŗ£ĒÄĖņØĆ Ļ░ü ņĪ░Ļ▒┤ņŚÉņä£ 3Ļ░£ņö® ņĀ£ņ×æĒĢśņśĆņ£╝ļ®░, ņØ┤ņŚÉ ļö░ļźĖ ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ļŖö
Fig. 10Ļ│╝ Ļ░Öļŗż. ļ¼ĖĒŚīņŚÉ ļö░ļź┤ļ®┤
8), Ļ┤ĆĒåĄ ņĪ░Ļ▒┤ņŚÉņä£ ņ▓┤Ļ▓░Ļ░ĢļÅäļŖö ĒÜīņĀäņåŹļÅäņÖĆ Ļ░ĆņĢĢļĀźņŚÉ ļ╣äļĪĆĒĢśņŚ¼ ņ”ØĻ░ĆļÉśļŖö ļ¦ØļīĆĒŖ╣ņä▒ņØ┤ ļéśĒāĆļé£ļŗżĻ│Ā ņŻ╝ņןĒĢśĻ│Ā ņ׳ņ£╝ļéś, ļ│Ė ņŗżĒŚś ļ▓öņ£äņŚÉņä£ļŖö ņØ╝ļŗ© Ļ┤ĆĒåĄ ņĪ░Ļ▒┤ņØä ļ¦īņĪ▒ĒĢśļ®┤ Ļ│ĄņĀĢ ļ│ĆņłśņŚÉ ļö░ļźĖ ņ£ĀņØśļ»ĖĒĢ£ Ļ░ĢļÅä ļ│ĆĒÖöļź╝ Ļ▒░ņØś ņ░ŠņØä ņłś ņŚåņŚłļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ Ļ▓░Ļ│╝ļŖö
Fig. 11Ļ│╝ Ļ░ÖņØ┤ ļŗ©ļ®┤ Ļ┤Ćņ░░ņŚÉņä£ļÅä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖöļŹ░ ņāüĒĢśĒīÉ ĒīÉņ×¼ ņé¼ņØ┤ Ļ░ŁņØ┤ļéś ĻĖ░ĒāĆ ĒÆłņ¦łņØĖņ×Éļź╝ Ļ▓░ņĀĢņ¦ōļŖö ņÜöņåīņØś ņ£ĀņØśļ»ĖĒĢ£ ņ░©ņØ┤Ļ░Ć ņŚåņØīņØä ļ»ĖļŻ©ņ¢┤ļ│╝ ļĢī ņĀüņĀłĒĢ£ ĒåĀĒü¼ ļ░Å Ļ░ĆņĢĢļĀźņŚÉ ņØśĒĢ┤ ņØ╝ļŗ© ĒīÉņ×¼ Ļ┤ĆĒåĄ ļ░Å ĒÖöņŖżļäł ĒŚżļō£Ļ░Ć ļ░Ćņ░®ļÉśĻ│Ā ļéśļ®┤ Ļ│ĄņĀĢņĪ░Ļ▒┤ņØś ņśüĒ¢źļ│┤ļŗżļŖö H/W ļ░Å ņåīņ×¼ ņóģļźś, ļæÉĻ╗ś, ņåīņ×¼ Ļ░ĢļÅä ņĪ░ĒĢ®ņŚÉ ļö░ļØ╝ ņśüĒ¢źņØä ļ░øļŖö Ļ▓āņ£╝ļĪ£ ņ£ĀņČöĒĢĀ ņłś ņ׳ļŗż.
Fig.┬Ā9
Quality factors in FDS joint

Fig.┬Ā10
Variation of fracture load depend on spindle speed at FDS process

Fig.┬Ā11
Section of FDS joints according to various spindle speed
3.3 Ēü┤ļ”░ņ╣Ł(Clinching)
Ēü┤ļ”░ņ╣ŁņØś Ļ░Ćņן Ēü░ ĒŖ╣ņ¦ĢņØĆ ņ▓┤Ļ▓░ņØä ņ£äĒĢ£ ļ│äļÅäņØś ņåīļ¬©ņ×¼Ļ░Ć ĒĢäņÜöņŚåļŗżļŖö Ļ▓āņØ┤ļŗż. ļ│Ė Ļ│ĄņĀĢņØĆ ĒīÉņ×¼ņØś ņåīņä▒Ļ░ĆĻ│ĄņØä ĒåĄĒĢ┤ ņāüĒĢśĒīÉņØś ņ¦üņĀæņĀüņØĖ ņ▓┤Ļ▓░ņØ┤ ņØ┤ļżäņ¦ĆļŖö ļ░®ņŗØņ£╝ļĪ£ ņØ╝ņĀĢ ņØ┤ņāüņØś ņŗĀņ£©ņØ┤ ĒÖĢļ│┤ļÉ£ ņåīņ×¼ņØś Ļ▓ĮņÜ░ ņØ┤ņóģņĀæĒĢ®ņØ┤ Ļ░ĆļŖźĒĢ£ ņןņĀÉņØ┤ ņ׳ļŗż. ļ│Ė Ļ│ĄņĀĢņØĆ ņĢ×ņäĀ ĒāĆ Ļ│ĄņĀĢļōżĻ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ Pre-holeņØ┤ ĒĢäņÜöņŚåņ£╝ļéś ņåīņä▒ ļ│ĆĒśĢņØä ņ£äĒĢ£ ņ¢æļ®┤ ņĀæĻĘ╝ņØ┤ ņÜöĻĄ¼ļÉśļ®░ ĒāĆ Ļ│ĄņĀĢĻ│╝ ļ╣äĻĄÉĒĢ┤ņä£ Ļ░ĢļÅäļŖö ņĢĮĻ░ä ļé«Ļ│Ā ņ¦äļÅÖņŚÉļÅä ņĘ©ņĢĮĒĢ£ Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. ĻĘĖļ¤¼ļéś ņĀ£ĒÆłņØś ņåÉņāü ņŚåņØ┤ ņ£ĪņĢłļ¦īņ£╝ļĪ£ļÅä ņĀæĒĢ® ĒÆłņ¦łņØś ĒÖĢņØĖņØ┤ Ļ░ĆļŖźĒĢ£ ņןņĀÉņØ┤ ņ׳ņ¢┤ Ļ░ĆņĀäņĪ░ļ”Į ļČäņĢ╝ņŚÉ ļäÉļ”¼ ņĀüņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļ®░ ĻĘĖ ļČäņĢ╝Ļ░Ć ņĀÉņ░© ĒÖĢļīĆļÉśļŖö ņČöņäĖņØ┤ļŗż.
ņØ┤ņÖĆ Ļ░ÖņØĆ ņ▓┤Ļ▓░ ĒŖ╣ņä▒ņØä Ļ░¢ļŖö Ēü┤ļ”░ņ╣Ł Ļ│ĄņĀĢņŚÉņä£ņØś ņĀæĒĢ®Ļ░ĢļÅä Ļ▓░ņĀĢņØĖņ×ÉļŖö
Fig. 12ņÖĆ Ļ░ÖņØ┤ ļ¬®ļæÉĻ╗śņÖĆ ņØĖĒä░ļØĮ Ļ▒░ļ”¼Ļ░Ć Ļ▓░ņĀĢĒĢ£ļŗż. ņŚ¼ĻĖ░ņä£ ļ¬®ļæÉĻ╗śĻ░Ć ļČĆņĪ▒ĒĢĀ Ļ▓ĮņÜ░ ļäź Ēīīļŗ©(Neck fracture)ņØ┤ ļ░£ņāØĒĢśļ®░ ņØĖĒä░ļØĮņØ┤ ļČĆņĪ▒ĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö ļ▓äĒŖ╝ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉ£ļŗż(
Fig. 13 ņ░ĖņĪ░). ņØ┤ļĢī ļ░öļŗź ļæÉĻ╗śĻ░Ć ņ×æņØäņłśļĪØ ņĀæĒĢ®Ļ░ĢļÅäļŖö ņ”ØĻ░ĆļÉśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż
11-13).
Fig.┬Ā12
Quality factors in clinching joint
11)

Fig.┬Ā13
Comparison of the fracture mode in clinching joint
13)

Ēü┤ļ”░ņ╣Ł ņŗ£ĒŚśņןņ╣śļŖö BollhoffńżŠņØś RIVCLICH P75Sļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ļ│Ė ņןņ╣śņØś ņĄ£ļīĆ Ļ░ĆņĢĢļĀźņØĆ 200 kNņ£╝ļĪ£ ņØ┤ļŖö 1.5 GPaĻĖē Ļ░Ģņ×¼ņØś ņĀüņÜ®ļÅä Ļ░ĆļŖźĒĢ£ ĒĢśņżæņØ┤ļŗż. ĒĢ£ĒÄĖ ļŗżņØ┤ņØś Ļ▓ĮņÜ░ ņé¼Ļ░ü ļ░Å ņøÉĒśĢņØ┤ ņ׳ļŖöļŹ░ ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ņøÉĒśĢ(Round point die) ļŗżņØ┤ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż.
Ēü┤ļ”░ņ╣ŁņØś Ļ│ĄņĀĢļ│ĆņłśļŖö ļŗżņØ┤ĒśĢņāü ļ░Å Ļ░ĆņĢĢļĀź ņĀĢļÅäļĪ£ ļ╣äĻĄÉņĀü ļŗ©ņł£ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĒŖ╣ļ│äĒĢ£ Ļ│ĄņĀĢļ│Ćņłś ņŚåņØ┤ ņČ®ļČäĒĢ£ Ļ░ĆņĢĢļĀź ņĪ░Ļ▒┤(120 kN)ņŚÉņä£ ĒīÉņ×¼ ņĪ░ĒĢ®ņŚÉ ļö░ļźĖ Ļ░ĢļÅäļ│ĆĒÖöļ¦ī ĒÖĢņØĖĒĢśņśĆļŗż. ņŗ£ĒÄĖ ĒśĢĒā£ļŖö ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ KS B ISO 14273ņŚÉ ļö░ļØ╝ ņĀ£ņ×æĒĢśņśĆļŗż. ņŗ£ĒŚśņØĆ ŌæĀņĢīļŻ©ļ»ĖļŖä ļÅÖņóģņåīņ×¼ ņĪ░ĒĢ®, ŌæĪņĢīļŻ©ļ»ĖļŖä ņāüĒīÉĻ│╝ ĒĢśĒīÉ ņŖżĒŗĖ ņĪ░ĒĢ® ĻĘĖļ”¼Ļ│Ā ŌæóĻĘĖ ļ░śļīĆ ņĪ░ĒĢ®ņØś ņ┤Ø 3Ļ░Ćņ¦Ć ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ņØ┤ļĢī ņé¼ņÜ®ļÉ£ ņŖżĒŗĖ ņåīņ×¼ļŖö 1.2 mm ļæÉĻ╗śņØś DP590ņØ┤ļŗż.
ņØ┤ņŚÉ ļö░ļźĖ ņŗ£ĒŚśĻ▓░Ļ│╝ļŖö
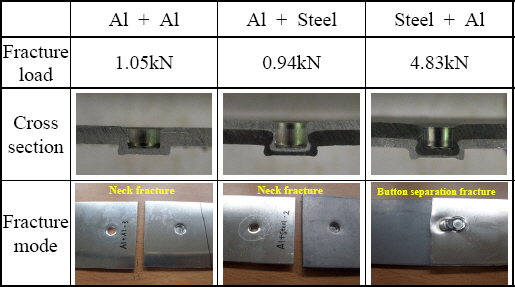
Fig. 14ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ļÅÖņóģņåīņ×¼ņŚÉņä£ņØś ņ▓┤Ļ▓░Ļ░ĢļÅäļŖö 1.05 kNņØ┤ļ®░, ņŖżĒŗĖņØ┤ ĒĢśĒīÉņŚÉ ņ£äņ╣śĒĢ£ ņØ┤ņóģņĀæĒĢ®ņØś Ļ▓ĮņÜ░ 0.94 kNņ£╝ļĪ£ ļÅÖņóģņåīņ×¼ ņ▓┤Ļ▓░Ļ░ĢļÅäļ│┤ļŗż Ļ░ĢļÅäĻ░Ć ņĢĮĻ░ä ņĀĆĒĢśļÉśņŚłļŗż. ņØ┤ļŖö ņ▓┤Ļ▓░Ļ░ĢļÅäĻ░Ć ļ¬®ļæÉĻ╗śņÖĆ ņØĖĒä░ļØĮ Ļ▒░ļ”¼ņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉśļŖöļŹ░ ņĢīļŻ©ļ»ĖļŖäņØ┤ ņāüĒīÉņŚÉ ņ£äņ╣śĒĢ£ Ļ▓ĮņÜ░ ņŖżĒŗĖ ņåīņ×¼ņÖĆņØś ņä▒ĒśĢņä▒ ļ░Å Ļ░ĢļÅäņ░©ņØ┤ņŚÉ ņØśĒĢ┤ Ļ▓░ĻĄŁņØĆ ņĢīļŻ©ļ»ĖļŖä ņāüĒīÉ ļ¬®ļæÉĻ╗śņØś ĒśäņĀĆĒĢ£ ņĀĆĒĢśļĪ£ ņØ┤ņ¢┤ņ¦ĆĻ│Ā ņØ┤ņŚÉ ļö░ļØ╝ Ļ░ĢļÅäĻ░Ć ņĀĆĒĢśļÉ£ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ĒĢ£ĒÄĖ ņŖżĒŗĖņØ┤ ņāüĒīÉņŚÉ ņ£äņ╣śĒĢ£ Ļ▓ĮņÜ░ļŖö ņČ®ļČäĒĢ£ ļ¬®ļæÉĻ╗śĻ░Ć ĒÖĢļ│┤ļÉśņ¢┤ 4.83 kNņ£╝ļĪ£ ļ╣äĻĄÉņĀü ļåÆņØĆ Ļ░ÆņØ┤ ļéśņÖöņ£╝ļ®░ Ēīīļŗ©ļ¬©ļō£ ļśÉĒĢ£ ļ▓äĒŖ╝ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ Ēīīļŗ©ļ¬©ļō£ļŖö ņåīņ×¼ ņĪ░ĒĢ®Ļ│╝ Ļ░ĢļÅäņØś ļ│ĄĒĢ®ņĀüņØĖ ņśüĒ¢źņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņäżĻ│äņ×ÉļŖö Ļ░ĢļÅäĒÖĢļ│┤ļź╝ ņ£äĒĢ£ ĒÄĆņ╣ś ņ£äņ╣ś, ĻĄ¼ņĪ░ņÜ® ņĀæņ░®ņĀ£ņÖĆņØś Ēś╝ņÜ® ņĀæĒĢ® ļō▒ņŚÉ ļīĆĒĢ£ ļŗżņ¢æĒĢ£ Ļ│ĀļĀżĻ░Ć ĒĢäņÜöĒĢśļŗż.
Fig.┬Ā14
Comparison of fracture load, cross-section and fracture mode according to material combination in clinching process
3.4 ļ│Ėļö® ņĀæĒĢ®(Adhesive bonding)
ĒÖöĒĢÖņĀü Ļ▓░ĒĢ®ņØä ĒåĄĒĢ£ ĻĖłņåŹ ņĀæĒĢ®ņØś ļīĆĒæ£ņĀüņØĖ Ļ│ĄņĀĢņØĆ ĻĄ¼ņĪ░ņÜ® ņĀæņ░®ņĀ£ļź╝ ņé¼ņÜ®ĒĢ£ ļ│Ėļö® ņĀæĒĢ®ņØ┤ ņ׳ļŗż. ņŚ¼ĻĖ░ņä£ ņĀæņ░®ņĀ£ņŚÉ ņØśĒĢ£ ņ▓┤Ļ▓░ ņŗ£ ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░ļ▓ĢņŚÉ ļ╣äĒĢśņŚ¼ ļäōņØĆ ļ®┤ņĀüņŚÉ ĒĢśņżæņØä ļČäĒżņŗ£Ēé¼ ņłś ņ׳ņ£╝ļ®░, ĻĄ¼ļ®ŹĻ░ĆĻ│ĄņØ┤ ĒĢäņÜö ņŚåļŗż. ļśÉĒĢ£ ĻĄ¼ņĪ░ļ¼╝ņØś ļ¼┤Ļ▓īļź╝ Ļ▒░ņØś ņ”ØĻ░Ćņŗ£Ēéżņ¦Ć ņĢŖņ£╝ļ®░, ņ¢ćņØĆ Ēö╝ņĀæĒĢ®ļ¼╝ņØä ņĀæĒĢ®ņŗ£Ēé¼ ņłś ņ׳ņØä ļ┐É ņĢäļŗłļØ╝ ļ░Ćļ┤ēĒÜ©Ļ│╝(Sealing) ļ░Å ņŚ┤Ļ│╝ ņĀäĻĖ░ņØś ļČĆļÅäņ▓┤ ņŚŁĒĢĀņØä ĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░ļ▓ĢņŚÉ ļ╣äĒĢ┤ ņ¢æĒśĖĒĢ£ Ēö╝ļĪ£ņĀĆĒĢŁņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░ Ļ░ÉņćĀļéś ņåīņØīņØä ņżäņØ┤ļŖö ĒÜ©Ļ│╝ļÅä ņÜ░ņłśĒĢśļŗż. ĻĘĖļ¤¼ļéś ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĀæņ░®ņĀ£ļź╝ ņØ┤ņÜ® ņŗ£ņŚÉļŖö Ēö╝ņĀæĒĢ®ļ¼╝ņØä ļČĆņłśĻ▒░ļéś ņåÉņāüņØä ņ×ģĒ׳ņ¦Ć ņĢŖĻ│ĀļŖö ļČäĒĢ┤Ļ░Ć ņ¢┤ļĀżņÜ░ļ®░, ņé¼ņÜ®ņś©ļÅä, ņŖĄļÅä ļ░Å ļŗżļźĖ ņŻ╝ņ£ä ĒÖśĻ▓ĮņŚÉ ņØśĒĢśņŚ¼ ņśüĒ¢źņØä ļ░øļŖöļŗż.
ņØ┤ņÖĆ Ļ░ÖņØ┤ ņĀæņ░®ņĀ£ļź╝ ņé¼ņÜ®ĒĢ£ ļ│Ėļö® ņĀæĒĢ®ņŚÉņä£ ņĀæņ░® ļ®öņ╗żļŗłņ”śņŚÉ ļīĆĒĢ£ ļ¬ģĒÖĢĒĢ£ ņØ┤ļĪĀņØĆ ņĢäņ¦ü ļ│┤Ļ│ĀļÉśņ¦Ć ņĢŖĻ│Ā ņ׳ļŗż. ĻĘĖ ļÅÖņĢł ņĀ£ņŗ£ļÉ£ ļ¦ÄņØĆ ņØ┤ļĪĀņĀü ļ¬©ļŹĖņØĆ Ēü¼Ļ▓ī ŌæĀĻĖ░Ļ│äņĀü ļ¦×ļ¼╝ļ”╝ (Mechanical interlocking), ŌæĪņĀĢņĀäĻĖ░ ņØ┤ļĪĀ (Elec- trostatic theory), ŌæóĒØĪņ░® ņØ┤ļĪĀ (Adsorption theory), ŌæŻĒÖöĒĢÖ Ļ▓░ĒĢ® (Chemical bonding theory) ĻĘĖļ”¼Ļ│Ā ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ŌæżĒÖĢņé░ ņØ┤ļĪĀ(Diffusion theory) ļō▒ņ£╝ļĪ£ ĻĄ¼ļČäĒĢĀ ņłś ņ׳ļŗż
14). ņØ┤ļ¤¼ĒĢ£ ņØ┤ļĪĀļōżņØĆ ņŗżņĀ£ļĪ£ ņĀæĒĢ®ļÉ£ ļ¼╝ņ¦łņØś ĒŖ╣ņä▒Ļ│╝ Ļ▓░ĒĢ®Ļ│ä ļé┤ņØś ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ņ¢┤ļŖÉ ņĀĢļÅäļŖö ņ£ĀĒÜ©ĒĢśļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŖöļŹ░ Ļ░ü ņØ┤ļĪĀņØĆ ņä£ļĪ£ ļīĆļ”ĮņĀüņØ┤Ļ▒░ļéś ņāüĒśĖ ļ│┤ņÖäņĀüņØ╝ ņłś ņ׳ņ¦Ćļ¦ī ņ¢┤ļ¢ĀĒĢ£ ņŗ£ņŖżĒģ£ņŚÉ ņĀüņÜ®ļÉśļŖöĻ░ĆņŚÉ ļö░ļØ╝ Ļ░üĻ░üņØś ņØ┤ļĪĀņØś ņżæņÜöļÅäĻ░Ć ļŗ¼ļØ╝ņ¦ł ņłś ņ׳ļŗż.
ņØ┤ ņżæ Ļ░Ćņן ņśżļלļÉ£ ļ»┐ņØä ļ¦īĒĢ£ ņØ┤ļĪĀņ£╝ļĪ£ļŖö ĻĖ░Ļ│äņĀü ļ¦×ļ¼╝ļ”╝ ņØ┤ļĪĀņ£╝ļĪ£ 1925ļģä MacBainĻ│╝ HopkinsņŚÉ ņØśĒĢ┤ ņ▓śņØī ņĀ£ņĢłļÉśņŚłļŗż
15). ĻĖ░Ļ│äņĀü ļ¦×ļ¼╝ļ”╝ ļ¬©ļŹĖņØĆ Ēö╝ņ░®ņ×¼ņØś Ēæ£ļ®┤ņŚÉ ņ׳ļŖö Ļ│ĄĻĘ╣, ĻĄ¼ļ®Ź, ņÜöņ▓Ā ļō▒ņŚÉ ņĀæņ░®ņĀ£Ļ░Ć ņ╣©Ēł¼ĒĢ©ņ£╝ļĪ£ņŹ© ņĀæņ░®Ļ░ĢļÅäļź╝ ļ░£ĒśäĒĢśĻ▓ī ļÉ£ļŗżļŖö ņØ┤ļĪĀņ£╝ļĪ£ņä£ ļ¦łņ╣ś ļ░░ņØś ļŗ╗ņØ┤ ĒĢ┤ņĀĆņŚÉ ļ░ĢĒ×ī Ļ▓āņ▓śļ¤╝ ņ×æņÜ®ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņĢĄņ╗ż(Anchor) ĒÜ©Ļ│╝ļØ╝Ļ│ĀļÅä ļČłļ”¼Ļ│Ā ņ׳ļŗż. ļ│Ė ņØ┤ļĪĀņØ┤ Ēü░ ņäżļōØļĀźņØä Ļ░¢ļŖö ņØ┤ņ£ĀļŖö
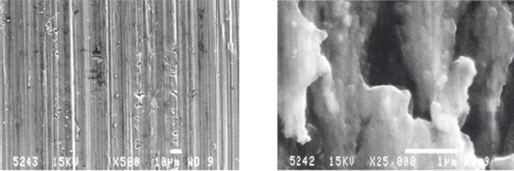
Fig. 15ļĪ£ ņäżļ¬ģĒĢĀ ņłś ņ׳ļŗż.
Fig. 15ļŖö Ēæ£ļ®┤ņ▓śļ”¼ ļÉ£ ņĢīļŻ©ļ»ĖļŖäņØś SEM ņØ┤ļ»Ėņ¦Ćļź╝ Ļ░üĻ░ü 500ļ░░ ļ░Å 25,000ļ░░ļĪ£ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņ£ĪņĢł ņāü ņĢäņŻ╝ ļ¦żļüäļ¤¼ņÜ┤ Ēæ£ļ®┤ņØä Ļ░¢ļŖö ņĢīļŻ©ļ»ĖļŖäņØś Ļ▓ĮņÜ░ņŚÉļÅä 25,000ļ░░ ĒÖĢļīĆ Ļ┤Ćņ░░ĒĢśļŖö Ļ▓ĮņÜ░ ļéśļģĖ ļŗ©ņ£äņØś ņÜöņ▓ĀņØ┤ ļ¬ģĒÖĢĒĢśĻ▓ī Ļ┤Ćņ░░ļÉśļ®░ ņØ┤ļź╝ ĒåĄĒĢ┤ ņĀæņ░®ņĀ£ņØś ņČ®ļČäĒĢ£ ņ╣©Ēł¼ ļ░Å Ļ▓ĮĒÖöĻ░Ć Ļ░ĆļŖźĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Fig.┬Ā15
SEM image of surface treated aluminum at ├Ś500 and ├Ś25,000 scale respectively
5)
ņØ┤ņÖĆ Ļ░ÖņØ┤ ĻĖ░Ļ│äņĀü ļ¦×ļ¼╝ļ”╝ ņØ┤ļĪĀņ£╝ļĪ£ ņĀæņ░® ļ®öņ╗żļŗłņ”śņØä ņØ┤ĒĢ┤ĒĢśĻ▓ī ļÉśļ®┤ ņĀæņ░®ņĀ£ļź╝ ņé¼ņÜ®ĒĢ£ ņĀæĒĢ®ņŚÉņä£ļŖö ņĀæņ░®ņĀ£ņÖĆ Ēö╝ņĀæņ░®ņĀ£ ņé¼ņØ┤ņØś Ļ│äļ®┤ ņ╣£ĒÖöļĀźņŚÉ ļö░ļØ╝ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć Ļ▓░ņĀĢļÉśļ®░, Ļ░ĢļÅäņØś ĒÖĢļ│┤ļź╝ ņ£äĒĢ┤ņä£ļŖö Ēæ£ļ®┤ņ▓śļ”¼Ļ░Ć ļ¼┤ņŚćļ│┤ļŗż ņżæņÜöĒĢśļŗżļŖö Ļ▓āņØä ņØĖņ¦ĆĒĢĀ ņłś ņ׳Ļ▓ī ļÉ£ļŗż. ņĢīļŻ©ļ»ĖļŖäņØś Ēæ£ļ®┤ņ▓śļ”¼ņŚÉ ļö░ļźĖ ņĀæĒĢ®Ļ░ĢļÅä Ē¢źņāüĒÜ©Ļ│╝ņŚÉ ļīĆĒĢ£ ļ│┤ļŗż ņäĖļČĆņĀüņØĖ ļé┤ņÜ®ņØĆ ĻĖ░ņĪ┤ ļ░£Ēæ£ļÉ£ ļģ╝ļ¼Ė
5)ņŚÉ ņ×ÉņäĖĒ׳ ĻĖ░ņłĀļÉśņ¢┤ ņ׳ņ£╝ļ»ĆļĪ£ ļ│Ėņ¦ĆņŚÉņä£ļŖö ņäĖļČĆņĀüņØĖ ņŗżĒŚśĻ▓░Ļ│╝ņŚÉ ļīĆĒĢ┤ņä£ļŖö ņāØļץĒĢśņśĆļŗż.
4. ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæ
ņĢ×ņä£ ņä£ļĪĀņŚÉ ņ¢ĖĻĖēĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ļ░ĢĒīÉ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ņØś ņÜ®ņĀæņØĆ ņŖżĒŗĖ ļīĆļ╣ä ļ¦ÄņØĆ ņ¢┤ļĀżņøĆņØ┤ ņĪ┤ņ×¼ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░ņØ┤ļéś ļ│Ėļö® ņĀæĒĢ® ļō▒ ņŚ┤ņØä Ļ░ĆĒĢśņ¦Ć ņĢŖĻ│Ā ņĪ░ļ”ĮĒĢśļŖö ļ░®ļ▓ĢņØ┤ ļ│┤ļŗż ĒÜ©ņ£©ņĀüņØ╝ ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņØ╝ļĪĆļĪ£ EVņÜ® ļ░░Ēä░ļ”¼ ņ╝ĆņØ┤ņŖżņÖĆ Ļ░ÖņØ┤ ņłśļ░Ćņä▒Ļ╣īņ¦Ć ņÜöĻĄ¼ļÉśļŖö Ļ▓ĮņÜ░ ļśÉļŖö ņāØņé░ņä▒Ļ│╝ ņĀ£ņ×æļ╣äņÜ® ĻĘĖļ”¼Ļ│Ā Ļ░ĢļÅä ļō▒ņŚÉ ļīĆĒĢ£ Ļ│ĀļĀżĻ░Ć ĒĢäņÜöĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ņĀäĒåĄņĀüņØĖ ņÜ®ņĀæĻ│ĄņĀĢņØś ņĀüņÜ®ņØä Ļ▓ĆĒåĀĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ŌæĀļ¦łņ░░ĻĄÉļ░śņĀÉņÜ®ņĀæ, ŌæĪņĀĆĒĢŁņĀÉņÜ®ņĀæ, ŌæóMIGņÜ®ņĀæ, ŌæŻļĀłņØ┤ņĀĆņÜ®ņĀæ ļ░Å ŌæżĒĢśņØ┤ļĖīļ”¼ļō£ņÜ®ņĀæĻ╣īņ¦Ć ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢ£ Ļ│ĄņĀĢļōżņŚÉ ļīĆĒĢ┤ ņĄ£ņŗĀ Ļ░£ļ░£ļÉ£ ņןļ╣äļōżņØä ĒÖ£ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæņä▒ņØä ļ╣äĻĄÉ Ļ▓ĆĒåĀĒĢśņśĆļŗż. ĒŖ╣Ē׳ ļĀłņØ┤ņĀĆņÜ®ņĀæņØś Ļ▓ĮņÜ░ ņĢīļŻ©ļ»ĖļŖäņØä ĒÜ©ņ£©ņĀüņ£╝ļĪ£ ņÜ®ņĀæĒĢĀ ņłś ņ׳ļŖö ļŗżņ¢æĒĢ£ ņåöļŻ©ņģśļōżņØ┤ Ļ░£ļ░£ļÉśņ¢┤ ļĀłņØ┤ņĀĆņÜ®ņĀæ Ļ│ĄņĀĢ ļé┤ņŚÉņä£ņØś ņāüļīĆļ╣äĻĄÉ ļśÉĒĢ£ ņČöĻ░ĆņĀüņ£╝ļĪ£ ņ¦äĒ¢ēļÉśņŚłļŗż.
4.1 ļ”¼ĒĢä ļ¦łņ░░ĻĄÉļ░śņĀÉņÜ®ņĀæ
ļ¦łņ░░ĻĄÉļ░ś(ņĀÉ)ņÜ®ņĀæņØś Ļ▓ĮņÜ░, ņĢīļŻ©ļ»ĖļŖäņØä ņÜ®ņ£Ąņŗ£Ēéżņ¦Ć ņĢŖĻ│Ā Ļ│ĀņāüņāüĒā£ņŚÉņä£ ļ¦łņ░░ņŚ┤Ļ│╝ ņåīņä▒ņ£ĀļÅÖĒśäņāüņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĀæĒĢ®ĒĢśļŖö Ļ▓āņ£╝ļĪ£ Ļ│ĀņāüņĀæĒĢ®ņŚÉ ņØśĒĢ£ ņŚ┤ļ│ĆĒśĢ ļ░Å Ļ▓░ĒĢ© ļ░£ņāØņØ┤ Ļ░ÉņåīļÉśņ¢┤ Ēśäņ×¼ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ņØś ļŗ©ņł£ĻĄ¼ņĪ░ ņÜ®ņĀæņŚÉņä£ ļ¦żņÜ░ ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖö ņĀæĒĢ®ļ▓ĢņØ┤ļŗż. ĒŖ╣Ē׳ ļ¦łņ░░ĻĄÉļ░śņĀÉņÜ®ņĀæņØĆ Ēł┤ņØś ņØ┤ņåĪņŚåņØ┤ ĒÜīņĀäļ¦īņ£╝ļĪ£ ņĀæĒĢ®ņŗ£ĒéżļŖö ļ░®ļ▓Ģņ£╝ļĪ£ ĻĘĖ ĒÜ©ņ£©ņØ┤ ļ¦żņÜ░ ņóŗņ£╝ļéś ĒĢĆņØ┤ ļ╣ĀņĀĖļéśĻ░ä ĒéżĒÖĆ ļČĆļČäņØś ņĘ©ņĢĮņĀÉņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż. ņØ┤ļź╝ ļ│┤Ļ░ĢĒĢśĻĖ░ ņ£äĒĢ┤ ĒéżĒÖĆņØä ņ▒äņøīņżä ņłś ņ׳ļŖö ļ”¼ĒĢä FSSW Ļ│ĄņĀĢņØ┤ Ļ░£ļ░£ļÉśņŚłņ£╝ļ®░, ņĄ£ĻĘ╝ BMW7 ņŗ£ļ”¼ņ”łņŚÉ ņŻ╝ņÜö ņ¢æņé░Ļ│ĄņĀĢņ£╝ļĪ£ ņ▒äĒāØļÉśņ¢┤ ņĀüņÜ®ņżæņØ┤ļŗż. ļ”¼ĒĢä FSSWņØś Ļ░äļŗ©ĒĢ£ ņøÉļ”¼ļŖö ņłäļŹöņÖĆ ĒĢĆņØ┤ ļÅģļ”ĮņĀüņ£╝ļĪ£ ĻĄ¼ļÅÖĒĢ£ļŗżļŖö Ļ▓āņØĖļŹ░, ņØ╝ļŗ© ĒĢĆņŚÉ ņØśĒĢ┤ ĻĄÉļ░śļÉśĻ│Ā ļ╣ĀņĀĖļéśņś© ņåīņä▒ņ£ĀļÅÖ ņĢīļŻ©ļ»ĖļŖäņØś ņØ╝ļČĆĻ░Ć ļŗżņŗ£ ņłäļŹöņŚÉ ņØśĒĢ┤ ņ▒äņøīņ¦ĆļŖö ņøÉļ”¼ļź╝ Ļ░Ćņ¦äļŗż
16).
ļ”¼ĒĢä FSSWļŖö ņĢīļŻ©ļ»ĖļŖäļ┐Éļ¦ī ņĢäļŗłļØ╝ ņŖżĒŗĖ ļ░Å Ēāäņåīļ│ĄĒĢ®ņåīņ×¼(CFRP) ļō▒ņØś ņØ┤ņóģņåīņ×¼ ņĀæĒĢ®ņØ┤ Ļ░ĆļŖźĒĢ£ Ļ▓āņ£╝ļĪ£ļÅä ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ņ£╝ļ®░
17), Ļ│ĀņāüņÜ®ņĀæļ░®ņŗØņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ļåÆņØĆ ņĀæĒĢ®Ļ░ĢļÅäļź╝ Ļ░Ćņ¦Ćļ®░ ņ×ÉļÅÖĒÖöņÖĆ ļ¬©ļŗłĒä░ļ¦üņØ┤ ņÜ®ņØ┤ĒĢ£ ņןņĀÉņØ┤ ņ׳ļŗż. ļ░śļ®┤ ĒÜīņĀäĻ░ĆņĢĢņØä ņ¦ĆĒā▒ĒĢĀ ņłś ņ׳ļŖö ņ¦Ćņ¦ĆļČĆĻ░Ć ĒĢäņÜöĒĢśņŚ¼ ņ¢æļ®┤ņĀæĻĘ╝ņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ĒĢĆĻ│╝ ņŖ¼ļ”¼ļĖīĻ░Ć ļÅģļ”ĮņĀüņ£╝ļĪ£ ĻĄ¼ļÅÖĒĢśļ»ĆļĪ£ ņŗ£ņŖżĒģ£ņØ┤ ļ│Ąņ×ĪĒĢĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņĀäĒåĄņĀüņØĖ ļ¦łņ░░ĻĄÉļ░śņÜ®ņĀæ Ēł┤ņŚÉ ļ╣äĒĢśņŚ¼ ņןļ╣ä Ļ░ĆĻ▓®ņØ┤ ļ╣äņŗ╝ ļŗ©ņĀÉņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż.
ļ”¼ĒĢä FSSW Ļ│ĄņĀĢņØĆ ŌæĀļ░Ćņ░®(Positioning), ŌæĪņéĮņ×ģ(Plunging), Ōæóņ▒äņøĆ(Refilling), ŌæŻņóģļŻī(Finishing) 4ļŗ©Ļ│äļĪ£ ĻĄ¼ļČäļÉśļ®░, Ļ░üĻ░üņØś ļŗ©Ļ│äņŚÉņä£
Fig. 16Ļ│╝ Ļ░ÖņØ┤ ĒÜīņĀäņŗ£Ļ░ä, ĒÜīņĀäņåŹļÅä, ĒĢĆĻ│╝ ņŖ¼ļ”¼ļĖīņØś ņéĮņ×ģ Ļ▒░ļÅÖ(ņ£äņ╣ś)ņØ┤ ņŗ£Ļ░äņČĢņØä ļö░ļØ╝ ņĀ£ņ¢┤ļÉ£ļŗż. ĒĢ£ĒÄĖ ņĀæĒĢ®ļČĆņØś Ļ░ĢļÅäļŖö ĒśĢņä▒ļÉ£ ļäłĻ▓¤ņØś ņé¼ņØ┤ņ”łņÖĆ ĻĄÉļ░ś Ļ╣ŖņØ┤ņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉśļ®░, ņ×ģņŚ┤ļ¤ēņØĆ ļ¦łņ░░ļ░£ņŚ┤ņŚÉ ņØśĒĢ┤ ļ░£ņāØļÉśļŖö ĒŖ╣ņ¦ĢņØä Ļ░¢ļŖöļŗż.
Fig.┬Ā16
Behavior of pin and sleeve at each stage of the refill FSSW process

ļ│Ė ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņןļ╣äļŖö HWHńżŠņŚÉņä£ Ļ│ĄĻĖēĒĢ£ ļ¬©ļŹĖļ¬ģ RPS-100ļØ╝ļŖö ņןļ╣äļĪ£, ļ®öņØĖ ņŖżĒĢĆļōżņØś ņĄ£ļīĆ ĒÜīņĀäņåŹļÅäļŖö 3,000 rpmņØ┤ļŗż. ļ”¼ĒĢä FSSWņØś ņ×æļÅÖļ░®ņŗØņØĆ Ēü¼Ļ▓ī ĒĢĆ ņ×æļÅÖļ░®ņŗØĻ│╝ ņŖ¼ļ”¼ļĖī ņ×æļÅÖļ░®ņŗØņ£╝ļĪ£ ĻĄ¼ļČäļÉśļŖöļŹ░, ļ│Ė ņŗ£ĒŚśņןļ╣äļŖö Ēøäņ×ÉņØś ļ░®ņŗØņ£╝ļĪ£ ļÅÖņ×æļÉ£ļŗż.
ņŗżĒŚśņØĆ ņĢīļŻ©ļ»ĖļŖä ļÅÖņóģņåīņ×¼ ņĀæĒĢ®ņŚÉ ļīĆĒĢ┤ņä£ļ¦ī ņ¦äĒ¢ēĒĢśņśĆļŗż. ļśÉĒĢ£ Ļ│ĄņĀĢņŚÉņä£ ņÜöĻĄ¼ļÉśļŖö ļŗżņ¢æĒĢ£ ļ│Ćņłś ņżæ ĻĖ░ĒāĆ Ļ│ĄņĀĢ ļ│Ćņłś(ņéĮņ×ģ Ļ╣ŖņØ┤ ļ░Å ņŗ£Ļ░ä)ļŖö Ļ│ĀņĀĢĒĢśĻ│Ā ņĀæĒĢ®ļČĆņØś ļ░£ņŚ┤ņŚÉ Ļ░Ćņן Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣Ā Ļ▓āņ£╝ļĪ£ ņśłņāüļÉśļŖö ņŖżĒĢĆļōż ĒÜīņĀäņåŹļÅäļ¦ī Ļ░üĻ░ü 1,200 rpm, 1,800 rpm ļ░Å 2,400 rpmņ£╝ļĪ£ 3ļŗ©Ļ│äļĪ£ ļ│ĆĒÖöņŗ£ņ╝£Ļ░Ćļ®░ ņŗżĒŚśņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ņŗ£ĒÄĖ ņĀ£ņ×æņØĆ ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░ņŗ£ĒÄĖĻ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ KS B ISO 14273 ņé¼ņØ┤ņ”łļĪ£ ņĀ£ņ×æĒĢśņśĆļŗż.
ņØ┤ņŚÉ ļö░ļźĖ ņŗ£ĒŚśĻ▓░Ļ│╝ļŖö
Fig. 17ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņÜ░ņäĀ 1,200 rpmņØś ļ╣äĻĄÉņĀü ņĀĆņåŹņŚÉņä£ļŖö ĻĄÉļ░śņØ┤ ņČ®ļČäĒ׳ ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢä Ļ│äļ®┤ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļ®░, 1,800 rpm ņØ┤ņāüņŚÉņä£ļŖö ņČ®ļČäĒĢ£ ļ░£ņŚ┤ņŚÉ ļö░ļØ╝ ļ▓äĒŖ╝ Ēīīļŗ© ļ░£ņāØ ļ░Å ņØ┤ņŚÉ ļö░ļźĖ Ļ░ĢļÅäĻ░Ć ĻĖēĻ▓®Ē׳ ņ”ØĻ░ĆļÉśņ¢┤ 5 kN ņØ┤ņāüņØś ņ¢æĒśĖĒĢ£ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć ĒÖĢļ│┤ļÉśņŚłļŗż.
Fig.┬Ā17
Variation of fracture mode, cross-section and joint strength according to spindle speed
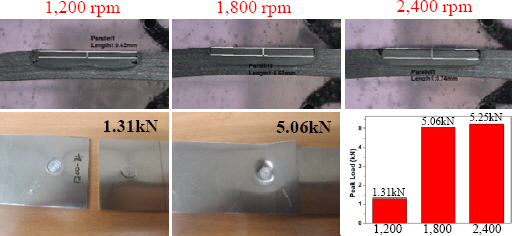
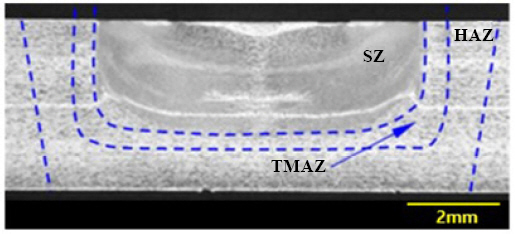
ĒĢ£ĒÄĖ ļ¦łņ░░ĻĄÉļ░śņĀÉņÜ®ņĀæņØś ņĀæĒĢ®ņśüņŚŁ ĻĄ¼ļČäņØĆ
Fig. 18Ļ│╝ Ļ░ÖņØ┤ ĻĄÉļ░śļČĆ(SZ), ņŚ┤-ĻĖ░Ļ│äņĀü ņśüĒ¢źļČĆ(TMAZ) ļ░Å ņŚ┤ņśüĒ¢źļČĆ(HAZ)ļĪ£ ĻĄ¼ļČäĒĢĀ ņłś ņ׳ļŖöļŹ░, ņØ┤ ņżæ TMAZļØ╝ ļČłļ”¼ļŖö ņśüņŚŁņŚÉ ņØśĒĢ┤ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć Ļ▓░ņĀĢļÉ£ļŗż. ļśÉĒĢ£ ņØ┤ļ¤¼ĒĢ£ TMAZ ņśüņŚŁņØś Ļ╣ŖņØ┤ ļ░Å ļäōņØ┤ļŖö ĒÜīņĀäņåŹļÅä(ļ¦łņ░░ļ░£ņŚ┤) ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ņāüņŖ╣ĒĢśĻ▓ī ļÉśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż. ĻĘĖļ¤¼ļéś ļ”¼ĒĢä ļ¦łņ░░ĻĄÉļ░śņĀÉņÜ®ņĀæ Ļ│ĄņĀĢņØĆ ĒÜīņĀäņåŹļÅä ņÖĖņŚÉļÅä ļŗżļźĖ ļ│ĆņłśņŚÉ ņØśĒĢ£ ņśüĒ¢źļÅä ĒÆłņ¦łņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śĻĖ░ ļĢīļ¼ĖņŚÉ, ņĄ£ņĀüņĪ░Ļ▒┤ ļÅäņČ£ņØä ņ£äĒĢ£ ņČöĻ░ĆņĀüņØĖ ņŚ░ĻĄ¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.
Fig.┬Ā18
Classification of the region on FSSW macro section
4.2 ņĀĆĒĢŁņĀÉņÜ®ņĀæ
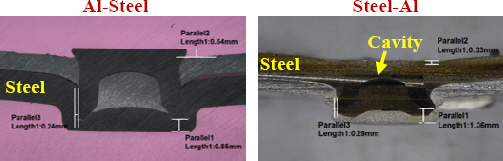
ņÜ®ņ£ĄņÜ®ņĀæņØś ņØ╝ņóģņØĖ ņĀĆĒĢŁņĀÉņÜ®ņĀæņØś Ļ▓ĮņÜ░ ļŗżļźĖ ņÜ®ņĀæĻ│ĄņĀĢņŚÉ ļ╣äĒĢśņŚ¼ Ļ░Ćņן ļåÆņØĆ ņāØņé░ņä▒ņØ┤ ļ│┤ņןļÉśĻ│Ā ņÜ®ņĀæļČĆņØś ņŚ┤ļ│ĆĒśĢ ļ░Å ļ¼╝ņä▒ ļ│ĆĒÖöĻ░Ć ņ×æņØĆ ņןņĀÉņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņ×ÉļÅÖņ░©, ņ▓ĀļÅä, ĒĢŁĻ│ĄĻĖ░ ļ░Å ņØ╝ļ░ś ņé░ņŚģĒśäņןņŚÉņä£ ļäÉļ”¼ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳ ņ×ÉļÅÖņ░© ņ░©ņ▓┤ ņĪ░ļ”ĮņŚÉ Ļ░Ćņן ļ¦ÄņØ┤ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŖö Ļ│ĄņĀĢņ£╝ļĪ£ņä£, ņ░©ļ¤ē ĒĢ£ ļīĆļŗ╣ ņĢĮ 4~5ņ▓£ ĒāĆņĀÉ ņĀĢļÅä ņĀüņÜ®ļÉ£ļŗż. ĻĘĖļ¤¼ļéś ņĢīļŻ©ļ»ĖļŖäņØś Ļ▓ĮņÜ░, ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņŖżĒŗĖ ļīĆļ╣ä ņÜ®ņĀæĒÆłņ¦łņŚÉ ļ¼ĖņĀ£ņĀÉļōżņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ņØ┤ņ£ĀļĪ£ ņĀĆĒĢŁņÜ®ņĀæņØś ņĀüņÜ®ņŚÉ ņ¢┤ļĀżņøĆņØ┤ ņ׳ļŗż.
ļé«ņØĆ ņĀäĻĖ░ņĀĆĒĢŁ ŌåÆ Ļ│ĀņĀäļźś(ņÜ®ļ¤ē) ņäżļ╣ä ĒĢäņÜö
ļåÆņØĆ ņŚ┤ņĀäļÅäņ£© ŌåÆ ņŚÉļäłņ¦Ć ņåÉņŗżņØ┤ Ēü╝
ļåÆņØĆ ņØæĻ│ĀņłśņČĢļźĀ(6~7%) ŌåÆ Ēü¼ļ×Ö ļ░Å ĻĖ░Ļ│Ą ņ£Āļ░£
Ēæ£ļ®┤ ņé░ĒÖöĒö╝ļ¦ē ŌåÆ ļ╣äņĀäļÅäņ▓┤ļĪ£ņä£ ņĀäļźś ĒØÉļ”ä ļ░®ĒĢ┤
Cu-Al Ļ░ä ĒĢ®ĻĖłĒÖöļĪ£ ņØĖĒĢ£ ņĀäĻĘ╣ņśżņŚ╝ ļ░Å Ļ│Āņ░®Ēśäņāü (Sticking) ļ░£ņāØ ŌåÆ ņĀäĻĘ╣ņØś ņ×”ņØĆ ļō£ļĀłņŗ▒ ĒĢäņÜö
ņØ┤ņŚÉ ļö░ļØ╝ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ņØś ņĀĆĒĢŁņÜ®ņĀæņØä ņ£äĒĢ┤ņä£ļŖö ņŖżĒŗĖ ļīĆļ╣ä ļåÆņØĆ ņĀäļźśņÖĆ Ļ░ĆņĢĢļĀźņ£╝ļĪ£ ņ¦¦ņØĆ ņŗ£Ļ░ä ļé┤ņŚÉ ņÜ®ņĀæņØ┤ ņØ┤ļżäņĀĖņĢ╝ ĒĢ£ļŗż. ĒŖ╣Ē׳ ņĢīļŻ©ļ»ĖļŖäņØś Ļ▓ĮņÜ░ ņÜ®ņ£Ą Ēøä ĻĖēļāēņ£╝ļĪ£ ņØĖĒĢ£ ņŚ┤ņČ®Ļ▓®ņŚÉ ņØśĒĢśņŚ¼ Ļ│Āņś©ĻĘĀņŚ┤ņØ┤ ņēĮĻ▓ī ļ░£ņāØĒĢśĻ▓ī ļÉśļ®░ ņØ┤ļ¤¼ĒĢ£ ĻĘĀņŚ┤ņØ┤ļéś ĻĖ░Ļ│ĄņØĆ ņÜ®ņĀæļČĆņØś Ļ░ĢļÅäņĀĆĒĢśņÖĆ Ēö╝ļĪ£ĒīīĻ┤┤ņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗż. ļö░ļØ╝ņä£ ņÜ®ņĀæ Ēøäļ░śļČĆ ņØ┤ĒøäņŚÉ ĻĘĀņŚ┤ ļ░Å ĻĖ░Ļ│Ą ļ░£ņāØņØä ņ¢ĄņĀ£ĒĢśĻĖ░ ņ£äĒĢ┤ ņĀäĻĘ╣ Ļ░ĆņĢĢļĀźņØä ļåÆņŚ¼ņŻ╝ļŖö ļŗ©ņĪ░ Ļ░ĆņĢĢĻ│╝ ņÜ®ņĀæ Ēøä ļāēĻ░üņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆņØś ĻĘĀņŚ┤ ļ░®ņ¦Ćļź╝ ņ£äĒĢ┤ ņÜ®ņĀæ ĒøäĻĖ░ņŚÉ ņĀäļźśļź╝ ĒØśļ¤¼ņŻ╝ļŖö ĒøäņŚ┤ņ▓śļ”¼Ļ░Ć ĒĢäņÜöĒĢśļŗż.
ņØ┤ņÖĆ Ļ░ÖņØĆ ņØ┤ņ£ĀļĪ£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļŗżļŗ©Ļ░ĆņĢĢ ļ░Å ļŗżļŗ©ņĀäļźśļź╝ ņĀüņÜ®ĒĢĀ ņłś ņ׳ļŖö ņÜ®ņĀæņŗ£ņŖżĒģ£ņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņןņ╣śļŖö ChowelńżŠņŚÉņä£ ņĀ£ņ×æĒĢ£ ņĄ£ļīĆ ņĀäļźś 50 kAņØś ņØĖļ▓äĒä░ DCņÜ®ņĀæĻĖ░ņØ┤ļ®░, ņÜ®ņĀæĻ▒┤ņØĆ ņĄ£ļīĆ 12 kNņØś Ļ░ĆņĢĢļĀź ņØĖĻ░ĆĻ░Ć Ļ░ĆļŖźĒĢ£ CĒśĢ ĒāĆņ×ģ ņä£ļ│┤ļĪ£ļ┤ć Ļ▒┤ņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ĒĢ£ĒÄĖ ņĀäĻĘ╣ņØś Ļ▓ĮņÜ░ CuCr ņ×¼ņ¦łņŚÉ 75RņØś Ēü░ ņäĀļŗ©ļ░śĻ▓ĮņØä Ļ░¢ļŖö ņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ĒĢ£ĒÄĖ ļŗżļŗ©Ļ░ĆņĢĢ ļ░Å ņĀäļźśņØś ņØĖĻ░ĆļŖö
Fig. 19ņÖĆ Ļ░ÖņØ┤ Ēü¼Ļ▓ī 3ļŗ©Ļ│äļĪ£ ĻĄ¼ļČäĒĢśņŚ¼ ņĀ£ņ¢┤ĒĢśņśĆņ£╝ļ®░ Ļ░ü ļŗ©Ļ│äņŚÉņä£ņØś ņĀ£ņ¢┤ņĀäļץņØĆ ļŗżņØīĻ│╝ Ļ░Öļŗż.
Fig.┬Ā19
Process parameter control at DC spot welding of aluminum

Step 1. ņĢīļŻ©ļ»ĖļŖä Ēæ£ļ®┤ņØĆ Al2O3Ļ░Ć ļ╣äņĀäļÅäņ▓┤ļĪ£ ņĀäļźś ĒØÉļ”äņØä ļ░®ĒĢ┤ĒĢ©ņŚÉ ļö░ļØ╝ ņ┤łĻĖ░ ņĀĆĒĢŁņØ┤ ļ¦żņÜ░ ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņĀæ ņ┤łĻĖ░(Squeeze) ļŗ©Ļ│äņŚÉņä£ ļåÆņØĆ Ļ░ĆņĢĢļĀźņ£╝ļĪ£ ņé░ĒÖöĒö╝ļ¦ē ĒīīĻ┤┤ ļ░Å Ļ│Āņ░® ĒśäņāüņØä ņ¢ĄņĀ£ļź╝ ļ░®ņ¦ĆĒĢśĻ│Āņ×É 8 kN Ļ░ĆņĢĢļĀźņØä 1.0 sec. ņĀüņÜ®
Step 2. ņÜ®ņĀæļŗ©Ļ│äņŚÉņä£ļŖö Ļ░ĆņĢĢļĀźņØä 4 kNņ£╝ļĪ£ ļé«ņČżĻ│╝ ļÅÖņŗ£ņŚÉ Pre-heating Ļ░£ļģÉņ£╝ļĪ£ ņ¦¦Ļ▓ī ĒåĄņĀä Ēøä ļåÆņØĆ ņĀäļźś ļ░Å ņ¦¦ņØĆ ĒåĄņĀäņŗ£Ļ░äņ£╝ļĪ£ ņł£Ļ░äņĀüņØĖ ņÜ®ņ£ĄņØä ļ░£ņāØņŗ£Ēé┤
Step 3. ņ£Āņ¦Ć(Hold) ļŗ©Ļ│äņŚÉņä£ļŖö AlņØś ļåÆņØĆ ņ▓┤ņĀüņłśņČĢļźĀ(6~7%) ĒŖ╣ņä▒ņ£╝ļĪ£ ņØĖĒĢ£ ĻĘĀņŚ┤ ļ░Å ĻĖ░Ļ│Ą ļ░®ņ¦Ćļź╝ ņ£äĒĢ┤ ļŗżņŗ£ ļåÆņØĆ Ļ░ĆņĢĢ(8 kN)ņ£╝ļĪ£ 0.5 sec. ņ£Āņ¦Ć
ņØ┤ņŚÉ ļö░ļźĖ ņĄ£ņóģ ņŗ£ĒÄĖ ņĀ£ņ×æņØĆ
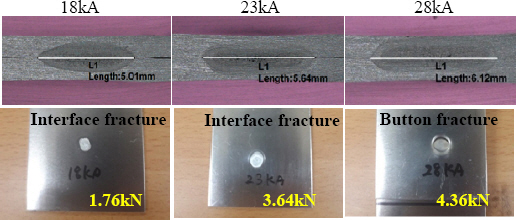
Fig. 19ņŚÉ Ēæ£ĻĖ░ļÉ£ ĻĖ░ĒāĆ ņĀ£ņ¢┤ļ│Ćņłśļź╝ Ļ│ĀņĀĢĒĢśĻ│Ā Ļ░Ćņן ņżæņÜöĒĢ£ ļ®öņØĖ ĒåĄņĀä ņĀäļźśļ¦ī 18, 23 ļ░Å 28 kAņ£╝ļĪ£ ļ│ĆĻ▓ĮĒĢśņŚ¼ ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ņśüĒ¢źņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░ ļśÉĒĢ£ ļŗżļŗ©Ļ░ĆņĢĢ ļ»ĖņĀüņÜ® ņÜ®ņĀæ ņŗ£ĒÄĖĻ│╝ņØś ĒÆłņ¦ł ļ╣äĻĄÉļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż.
ņØ┤ņŚÉ ļ®öņØĖ ņĀäļźś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ļŗ©ļ®┤, Ēīīļŗ©ĒśĢĒā£ ļ░Å ņĀæĒĢ®Ļ░ĢļÅä ļ│ĆĒÖöņŚÉ ļīĆĒĢ£ Ļ▓░Ļ│╝ļŖö
Fig. 20ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņÜ░ņäĀ ļŗ©ļ®┤ Ļ┤Ćņ░░ Ļ▓░Ļ│╝ ņĀäļźśņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ĒśĢņä▒ļÉśļŖö ļäłĻ▓¤ Ēü¼ĻĖ░ļŖö ļ╣äļĪĆĒĢśņŚ¼ ņ”ØĻ░ĆļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£ ņ”ØĻ░ĆļÉ£ ļäłĻ▓¤ Ēü¼ĻĖ░ņŚÉ ļö░ļØ╝ ņĀæĒĢ®Ļ░ĢļÅä ļśÉĒĢ£ 1.76 kNņŚÉņä£ 4.36 kNĻ╣īņ¦Ć ņāüņŖ╣ļÉśļŖö Ļ▓░Ļ│╝Ļ░Ć ļéśĒāĆļé¼ļŗż. ĒĢ£ĒÄĖ Ēīīļŗ©ļ¬©ļō£ņØś Ļ▓ĮņÜ░ ļ¬©ļōĀ ņŗżĒŚś ņĀäļźśņĪ░Ļ▒┤ņŚÉņä£5ŌłÜ
tļäłĻ▓¤ Ēü¼ĻĖ░ ĻĖ░ņżĆņØä ļ¦īņĪ▒ĒĢ©ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā 18 ļ░Å 23 kAņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö Ļ│äļ®┤Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢ£ ļ░śļ®┤ 28 kAņŚÉņä£ļŖö ļ▓äĒŖ╝Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ņĀæĒĢ®ļČĆ ļŗ©ļ®┤ņØĆ ņĢīļŻ©ļ»ĖļŖä ņĀĆĒĢŁ ņĀÉņÜ®ņĀæ ņŗ£ ļ░£Ļ▓¼ļÉśļŖö ņŻ╝ņÜö Ļ▓░ĒĢ©ņØĖ ņŗ¼Ļ░üĒĢ£ ņłśņżĆņØś ĻĖ░Ļ│Ą ļ░Å ĻĘĀņŚ┤ņØĆ ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśļŗż.
Fig.┬Ā20
Comparison of fracture load, cross-section and fracture mode according to amount of the main current in DC spot welding of aluminum
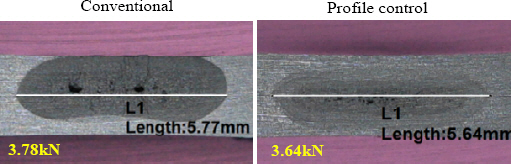
ļ░śļ®┤ ļŗżļŗ©Ļ░ĆņĢĢ ļ»ĖņĀüņÜ® ņŗ£ņŚÉļŖö ņśłņāüļīĆļĪ£ ņ▓┤ņĀü ĒīĮņ░Į ļ░Å ņłśņČĢņŚÉ ļö░ļźĖ ļé┤ļČĆ ņłśņČĢĻ│Ą ļ░Å ĻĖ░Ļ│ĄņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
Fig. 21ņØĆ ļÅÖņØ╝ĒĢ£ 23 kAņØś ĒåĄņĀä ņĪ░Ļ▒┤ņŚÉņä£ ļŗżļŗ©Ļ░ĆņĢĢ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ļŗ©ļ®┤ ļ░Å ļäłĻ▓¤ Ēü¼ĻĖ░, ĻĘĖļ”¼Ļ│Ā ņĀæĒĢ®Ļ░ĢļÅäļź╝ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ļ│Ė ņŗżĒŚśĻ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ ņĀæĒĢ®Ļ░ĢļÅäļŖö ņ£Āņé¼ĒĢ£ ļ░śļ®┤ ļŗżļŗ©Ļ░ĆņĢĢ ļ»ĖņĀüņÜ® ņŗ£ ļłłņŚÉ ļØäļŖö ņłśņżĆņØś ļé┤ļČĆ ĻĖ░Ļ│ĄņØ┤ ĒśĢņä▒ļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļĀćĻ▓ī ļé┤ļČĆņŚÉ ļ░£ņāØļÉ£ ĻĖ░Ļ│ĄņØĆ ĒŖ╣Ē׳ Ēö╝ļĪ£ĒīīĻ┤┤ņŚÉ Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śĻĖ░ ļĢīļ¼ĖņŚÉ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ņØś ņĀĆĒĢŁņĀÉņÜ®ņĀæņŚÉņä£ļŖö ņĀäĻĘ╣ņłśļ¬ģ Ē¢źņāüņŚÉ ļīĆĒĢ£ ļ│┤ļŗż ĒśäņŗżņĀüņØĖ Ļ░£ņäĀļ░®ņĢłņØ┤ ļ¦łļĀ©ļÉĀ Ļ▓ĮņÜ░ ļŗżļŗ©ņĀ£ņ¢┤ĻĖ░ņłĀ ņĀüņÜ®ņØ┤ ļ│┤ļŗż ļ░öļ×īņ¦üĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļśÉĒĢ£ ļŗżļŗ©Ļ░ĆņĢĢ ļ░Å ļŗżļŗ©ņĀäļźś ņĀüņÜ® ņŗ£ ĒīÉņ×¼ Ēæ£ļ®┤ ļ░£ņŚ┤ņØä ņĄ£ļīĆĒĢ£ ņ¢ĄņĀ£ĒĢśļŖö ņןņĀÉņØ┤ ņĪ┤ņ×¼ĒĢśņŚ¼ Ēæ£ļ®┤ ņ£Ąņ░® ļČłļ¤ē ņĀĆĻ░É ļō▒ņØś ĒÜ©Ļ│╝ļÅä ĻĖ░ļīĆĒĢĀ ņłś ņ׳ļŗż.
Fig.┬Ā21
Comparison of joint quality between conventional welding and profile control of spot welding for aluminum
4.3 ņĢäĒü¼(MIG)ņÜ®ņĀæ
ņĢīļŻ©ļ»ĖļŖäņØś ņÜ®ņ£ĄņÜ®ņĀæņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ MIG ļ░Å TIGĻ░Ć ņŻ╝ļĪ£ ņé¼ņÜ®ļÉ£ļŗż. ņØ┤ ņżæ TIG ņÜ®ņĀæņØś Ļ▓ĮņÜ░ ņāØņé░ņä▒ņØ┤ ļ¦żņÜ░ ļé«ņĢä ņĀ£ĒÆłņØś Ļ▓Įņ¤üļĀźņØ┤ ĻĘ╝ļ│ĖņĀüņ£╝ļĪ£ ņĀĆĒĢśļÉ©ņŚÉ ļö░ļØ╝ ļīĆļ¤ēņāØņé░ņØä ĻĖ░ļ░śņ£╝ļĪ£ ĒĢśļŖö ņ×ÉļÅÖņ░© ņé░ņŚģņŚÉņä£ļŖö Ļ▒░ņØś ņé¼ņÜ®ļÉśņ¦Ć ņĢŖļŖöļŗż. ĒĢ£ĒÄĖ MIGņÜ®ņĀæņØś Ļ▓ĮņÜ░ ĒøäĒīÉņŚÉņä£ļŖö ņÜ░ņłśĒĢ£ ņÜ®ņĀæņä▒ ļ░Å Ļ│ĀņåŹņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśņ¦Ćļ¦ī, ļ░ĢĒīÉ ņÜ®ņĀæņŚÉņä£ļŖö ņåīļ¬©ņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņĢäĒü¼ņŚÉ ņØśĒĢ£ ņŚ┤ļ¤ēĻ│╝ ņØ┤Ē¢ēĒĢśļŖö ņÜ®ņĀüņØ┤ ļ│┤ņ£ĀĒĢśļŖö ņŚ┤ļ¤ēņØ┤ ļŹöĒĢ┤ņĀĖ ļ¬©ņ×¼ņŚÉ ņ×ģņŚ┤ļÉśĻ│Ā, ņØ┤ļĪ£ ņØĖĒĢ┤ ļ░ĢĒīÉņØś Ļ▓ĮņÜ░ ņÜ®ļØĮņØ┤ ļ░£ņāØĒĢĀ Ļ░ĆļŖźņä▒ņØ┤ ļ¦żņÜ░ ļåÆņ£╝ļ®░ ņĀüņĀĢ ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉņä£ ņÜ®ņĀæņØä ņŗżņŗ£ĒĢśļŹöļØ╝ļÅä ņŚ┤ļ│ĆĒśĢņØ┤ ļ¦żņÜ░ Ēü░ ļŗ©ņĀÉņØ┤ ņ׳ļŗż. ļö░ļØ╝ņä£ ņØ┤ļź╝ ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ┤ ņĀĆņĀäļźś ņÜ®ņĀæļ▓öņ£äļź╝ ņé¼ņÜ®ĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö ļŗżļ¤ēņØś ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśĻ▓ī ļÉśņ¢┤ ĻĖ░ņĪ┤ņØś MIG ņÜ®ņĀæņØä ļ░ĢĒīÉņŚÉ ņĀüņÜ®ĒĢśĻĖ░ņŚÉļŖö ļ¦ÄņØĆ ĒĢ£Ļ│äĻ░Ć ņĪ┤ņ×¼ĒĢśņśĆļŗż. ĒåĄņāüņĀüņ£╝ļĪ£ ļ░ĢĒīÉ ņĢīļŻ©ļ»ĖļŖäņØś MIGņÜ®ņĀæņØ┤ ņ¢┤ļĀżņÜ┤ ņØ┤ņ£ĀļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż.
ļåÆņØĆ ņŚ┤ņĀäļÅäņ£© ŌåÆ Ļ│Āņś©ņØś ņ¦æņżæņŚ┤ņøÉ ĒĢäņÜö
ļé«ņØĆ ņÜ®ņ£ĄņĀÉĻ│╝ Ēæ£ļ®┤ ņé░ĒÖöĒö╝ļ¦ē ņĪ┤ņ×¼ ŌåÆ ņ¦Ćļéśņ╣£ ņś©ļÅä ņāüņŖ╣ņ£╝ļĪ£ ļ░ĢĒīÉ ņÜ®ņĀæ ņŗ£ ņÜ®ļØĮ ļ░£ņāØ Ļ░ĆļŖźņä▒ ļåÆņØī
ņĢĪņāüņŚÉņä£ņØś ļåÆņØĆ ņłśņåī ņÜ®ĒĢ┤ļÅä ŌåÆ ĻĖ░Ļ│Ą ļ░£ņāØ ņ£Āļ░£
ĻĖ░ĒāĆ ļ¼╝ļ”¼ņĀü ĒŖ╣ņä▒ ŌåÆ ņŚ┤ļ│ĆĒśĢ ļ░Å Ļ│Āņś©ĻĘĀņŚ┤ ļ░£ņāØ
ĒĢ£ĒÄĖ ņĢīļŻ©ļ»ĖļŖä MIGņÜ®ņĀæņØĆ ņĢ×ņä£ ņ¢ĖĻĖēļÉ£ ņåīņ×¼ņØś ĒŖ╣ņä▒ņŚÉ ĻĖ░ņØĖĒĢ£ ņÜ®ņĀæņä▒ ļ¼ĖņĀ£ņÖĆ ĒĢ©Ļ╗ś ņÜ®ņĀæ Ļ│ĄņĀĢļ│ĆņłśņØś ņäĀņĀĢ ļśÉĒĢ£ ņżæņÜöĒĢśļŗż. MIGņÜ®ņĀæņØś Ļ│ĄņĀĢļ│ĆņłśļŖö ņÜ®Ļ░Ćņ×¼, ņÜ®ņĀæņĀäļźś, ņÜ®ņĀæņĀäņĢĢ, ņÜ®ņĀæņåŹļÅä, Ļ░Ł, ĒåĀņ╣śĻ░üļÅä ļō▒Ļ│╝ Ļ░ÖņØ┤ ņÜ®ņĀæļČĆ ĒśĢņāü(Geometry) ļ░Å ņÜ®ņĀæĒśäņāü(phenomenon)ņŚÉ ņśüĒ¢źņØä ņżä ņłś ņ׳ļŖö ļ¬©ļōĀ ļ│Ćņłśļź╝ ĒżĒĢ©ĒĢśļ®░, ņØ┤ļōż ļ│Ćņłśļź╝ ņĀüņĀłĒĢśĻ▓ī ņäĀĒāØĒĢśļŖö Ļ▓āņØĆ ļ¦żņÜ░ ņżæņÜöĒĢśļŗż. ņĀüņĀłĒĢ£ ņÜ®ņĀæņĪ░Ļ▒┤ņØĆ ņ¢┤ļ¢ż ĒŖ╣ņĀĢ ņĪ░Ļ▒┤ņ£╝ļĪ£ Ļ▓░ņĀĢļÉśņ¦Ć ņĢŖĻ│Ā, Ļ░ü ļ│ĆņłśļōżņØś ņĪ░ĒĢ®ņŚÉ ļö░ļØ╝ ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ņĪ░Ļ▒┤ņØ┤ Ļ░ĆļŖźĒĢśļŗż.
ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĻĘĖņżæņŚÉņä£ļÅä ņÜ®ņĀæĒÆłņ¦łņŚÉ Ļ░Ćņן ņ”ēĻ░üņĀüņØĖ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņ×ģņŚ┤ļ¤ē ļ░Å ņÜ®Ļ░Ćņ×¼ ņóģļźś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ļ╣äļō£ĒśĢņāü ļ░Å Ļ░ĢļÅäņŚÉ ļīĆĒĢ┤ ĒÖĢņØĖĒĢśļŖö ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņĢäĒü¼ņÜ®ņĀæĻĖ░ļŖö FroniousńżŠņØś CMT TPS3200ņ£╝ļĪ£ ņĄ£ļīĆ ņĀäļźś 350 A ņÜ®ļ¤ēņØś GMAW ņÜ®ņĀæņןņ╣śņØ┤ļ®░, ņÜ®ņĀæņØĆ ņé░ņŚģņÜ® ļĪ£ļ┤ćņØä ņØ┤ņÜ®ĒĢśņśĆļŗż. ņÜ®Ļ░Ćņ×¼ņØś Ļ▓ĮņÜ░ļŖö ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæņŚÉ Ļ░Ćņן ļ▓öņÜ®ņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśļŖö ņ¦Ćļ”ä 1.2 mmņØś Al4043 ļ░Å Al5356ņØä Ļ░üĻ░ü ņäĀņĀĢĒĢśņŚ¼ ņÜ®Ļ░Ćņ×¼ ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņÜ®ņĀæņä▒(Ļ░ĢļÅä)ņØä ļ╣äĻĄÉĒĢśņśĆņ£╝ļ®░, Ļ░ü ņÜ®Ļ░Ćņ×¼ņŚÉņä£ ņśłļ╣äņŗżĒŚśņŚÉ ļö░ļźĖ ņĀüņĀĢ ņĀäļźś/ņĀäņĢĢ ņĪ░Ļ▒┤ņØä ļÅäņČ£ĒĢ£ ļÆż ņÜ®ņĀæņåŹļÅäļ¦ī 3ĻĄ¼Ļ░äņ£╝ļĪ£ ĻĄ¼ļČäĒĢśņŚ¼ ņĀĆņ×ģņŚ┤, ņĀüņĀĢņ×ģņŚ┤ ļ░Å Ļ│Āņ×ģņŚ┤ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņÜ®ņĀæ ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņśĆļŗż. ĻĖ░ĒāĆ Ļ│ĄĒåĄ Ļ│ĀņĀĢļ│ĆņłśļĪ£ ļ│┤ĒśĖĻ░ĆņŖżļŖö ArĻ░ĆņŖżļĪ£ 15 LPMņØś ņ£Āļ¤ēņØä ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░, CTWDļŖö 14 mmļĪ£ ņäżņĀĢ ĻĘĖļ”¼Ļ│Ā ņÜ®ņĀæ ņ×ÉņäĖļŖö ņ▓ŁņĀĢĒÜ©Ļ│╝ļź╝ ņ£äĒĢ┤ 10ļÅä ĻĖ░ņÜĖĻĖ░ļĪ£ ņĀäņ¦äļ▓Ģņ£╝ļĪ£ ņÜ®ņĀæĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæ ļ░®ļ▓ĢņØĆ CMT ĻĖ░ļ░śņØś ĒÄäņŖżņÜ®ņĀæ ļ░®ņŗØņØä ņĀüņÜ®ĒĢśņśĆļŗż. ņÜ®ņĀæļÉ£ ņŗ£ĒÄĖņØĆ
Fig. 3Ļ│╝ Ļ░ÖņØ┤ Ļ░ĆĻ│ĄļÉśņ¢┤ ļŗ©ļ®┤ļČäņäØ ļ░Å ņØĖņןņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ņĀäļŗ©Ļ░ĢļÅäļŖö 3Ļ░£ ņŗ£ĒŚśĒÄĖņØś ĒÅēĻĘĀĻ▓░Ļ│╝ļź╝ ĻĖ░ļĪØĒĢśņśĆļŗż. ņĀ£ņ×æļÉ£ ņŗ£ĒŚśĒÄĖņØś ņÜ®ņĀæņĪ░Ļ▒┤ ļ░Å ņØ┤ņŚÉ ļö░ļźĖ ņĀäļŗ©Ļ░ĢļÅäļŖö
Table 3ņŚÉ ņĀ£ņŗ£ĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļŗ©ļ®┤ļČäņäØ Ļ▓░Ļ│╝ļŖö
Fig. 22ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
Table┬Ā3
Welding condition and the results of tensile shear strength at each specimen
|
No |
Wire |
Heat input condition |
Strength (MPa) |
|
Current (A) |
Voltage (V) |
Speed (m/min) |
|
1 |
Al 4043 |
78 |
14.9 |
1.4 |
164 |
|
2 |
1.2 |
157 |
|
3 |
1.0 |
177 |
|
4 |
Al 5356 |
81 |
16.8 |
1.2 |
224 |
|
5 |
1.0 |
212 |
|
6 |
0.8 |
213 |
Fig.┬Ā22
Comparison of the cross-section geometry and tensile shear strength results according to amount of the heat input energy and type of filler in MIG welding of aluminum
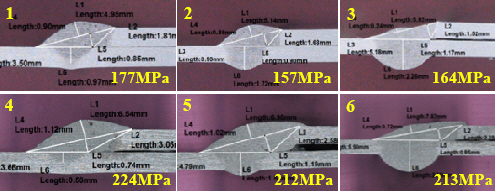
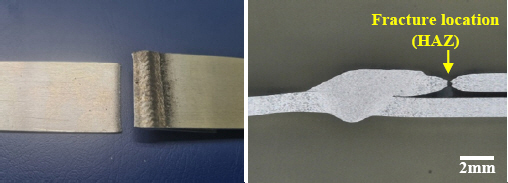
ņÜ░ņäĀ ņØĖņןņŗ£ĒŚśĻ▓░Ļ│╝ ļ¬©ļōĀ ņ×ģņŚ┤ ņĪ░Ļ▒┤ņŚÉņä£
Fig. 23Ļ│╝ Ļ░ÖņØ┤ HAZ ņśüņŚŁņŚÉņä£ Ēīīļŗ©ļÉśņŚłļŗż. ņØ┤ļŖö H32ļĪ£ Ļ░ĆĻ│ĄĻ▓ĮĒÖöļÉ£ ļ╣äņŚ┤ņ▓śļ”¼ĒśĢ 5ņ▓£Ļ│äņŚ┤ ĒĢ®ĻĖłņØś ņŚ┤ņśüĒ¢źļČĆĻ░Ć ņÜ®ņĀæņŚ┤ņŚÉ ņØśĒĢ┤ ņ¢┤ļŗÉļ¦ü ĒÜ©Ļ│╝ļź╝ ļ░øĻ▓ī ļÉśņ¢┤ ņ×¼Ļ▓░ņĀĢ ļ░Å Ļ▓░ņĀĢļ”Į ņä▒ņןņØ┤ ņØ╝ņ¢┤ļéśĻ▓ī ļÉśĻ│Ā Ļ▓░ĻĄŁņØĆ Ļ░ĆĻ│ĄĻ▓ĮĒÖö ĒÜ©Ļ│╝Ļ░Ć ņåīļ®ĖļÉśņ¢┤ ņŚ┤ņśüĒ¢źļČĆņØś Ļ░ĢļÅäĻ░Ć ļ¬©ņ×¼ņŚÉ ļ╣äĒĢ┤ ņŚ┤ĒÖöļÉśņŚłĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
Fig.┬Ā23
Fracture location of lap joint weld metal at MIG welding process (
Table 3 No.5 specimen)
ĒĢ£ĒÄĖ ņĀäļ░śņĀüņØĖ ņĀäļŗ©Ļ░ĢļÅäļŖö Al5356 ņÜ®Ļ░Ćņ×¼Ļ░Ć Al4043 ļīĆļ╣ä ļåÆņØĆ Ļ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ļŖö ņÜ®Ļ░Ćņ×¼ Ļ│Āņ£ĀņØś ļ¼╝ļ”¼ņĀü ĒŖ╣ņä▒ņŚÉ ĻĖ░ņØĖĒĢśļŖöļŹ░ Al4043 ņÜ®Ļ░Ćņ×¼ņØś ņĀäļŗ©Ļ░ĢļÅäļŖö ņĄ£ņåīĻ░Æ ĻĖ░ņżĆ 103 MPaļĪ£ Al5356 ņÜ®Ļ░Ćņ×¼ņØś ņĀäļŗ©Ļ░ĢļÅä(179 MPa) ļīĆļ╣ä 60 % ņłśņżĆņ£╝ļĪ£ ļ¬ģņŗ£ļÉśņ¢┤ ņ׳ļŗż
18). ļ│Ė ņŗ£ĒŚśĻ▓░Ļ│╝ņŚÉņä£ļÅä ņżæĻ░äņ×ģņŚ┤ ņĪ░Ļ▒┤ņŚÉņä£ņØś ņĀäļŗ©Ļ░ĢļÅäļź╝ ļ╣äĻĄÉĒĢśļ®┤ Al4043ņØ┤ Al5356 ļīĆļ╣ä 74 % ņłśņżĆņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ĒĢśņ¦Ćļ¦ī ņØ┤ļ¤¼ĒĢ£ Ļ░ĢļÅäņĀü ņÜ░ņ£äļ¦īņ£╝ļĪ£ Al5356ļź╝ ļ│┤ļŗż ņÜ░ņłśĒĢ£ ņÜ®Ļ░Ćņ×¼ļĪ£ ĒīÉļŗ©ĒĢśļŖö Ļ▓āņØĆ Ēü░ ņśżļźśņØ┤ļŗż. ņÜ®Ļ░Ćņ×¼ņØś ņäĀĒāØĻĖ░ņżĆņØĆ ņÜ®ņĀæņØ┤ņØīņŚÉ ļīĆĒĢ┤ ņĄ£ņĀüĻ░ĢļÅäļź╝ ĒÖĢļ│┤ĒĢśļŖö Ļ▓āļÅä ņżæņÜöĒĢśņ¦Ćļ¦ī, ņĀüņÜ® ļ¬®ņĀü ļ░Å ņé¼ņÜ® ĒÖśĻ▓ĮņŚÉ ļīĆĒĢ£ Ļ▓ĆĒåĀ ļśÉĒĢ£ ļ░śļō£ņŗ£ Ļ│ĀļĀżļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż.
ņØ╝ļĪĆļĪ£ Al5356ņØĆ 5 %ņØś ļ¦łĻĘĖļäżņŖś(Mg)ņØ┤ ņ▓©Ļ░ĆļÉ£ ĒĢ®ĻĖłņ£╝ļĪ£ ņ¢æĒśĖĒĢ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ļ░Å ļé┤ņŗØņä▒ļÅä ļø░ņ¢┤ļéśņ¦Ćļ¦ī 65ŌäāņØ┤ņāüņØś Ļ│Āņś©ņŚÉņä£ņØś ņé¼ņÜ®ņØ┤ ņĀ£ĒĢ£ļÉśļ®░, ņÜ®ņĀæ ņżæ MgņØ┤ ņé░ņåīņÖĆņØś Ļ▓░ĒĢ®ļĀźņØ┤ Ļ░ĢĒĢ┤ ņÜ®ņĀæ Ēøä Ēæ£ļ®┤ņŚÉņä£ Mg ņé░ĒÖöļ¼╝ņØ┤ ĻĘĖņØäņØī(Smut) ĒśĢĒā£ļĪ£ ņāØņä▒ļÉśņ¢┤ ļ»ĖĻ┤ĆņØä ĒĢ┤ņ╣śļŖö Ļ▓ĮņÜ░ļÅä ņ׳ļŗż. ļ░śļ®┤ Al4043ņØĆ 5 %ņØś ņŗżļ”¼ņĮś(Si)ņØ┤ ņ▓©Ļ░ĆļÉ£ ĒĢ®ĻĖłņ£╝ļĪ£ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØĆ ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņĀäļ░śņĀüņ£╝ļĪ£ ļ¢©ņ¢┤ņ¦ł ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņĢäļģĖļŗżņØ┤ņ¦Ģ ļČäņ£äĻĖ░ļéś ļīĆĻĖ░ņŚÉ ļģĖņČ£ļÉśļ®┤ ņé░ĒÖöļÉśņ¢┤ ņ¦ÖņØĆ ĒÜīņāēņ£╝ļĪ£ ļ│ĆĒĢ┤ ļ»ĖĻ┤ĆņØä ĒĢ┤ņ╣śļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż. ĻĘĖļ¤¼ļéś Al5356Ļ│╝ ļŗ¼ļ”¼ 65 ŌäāņØ┤ņāüņØś Ļ│Āņś© ĒÖśĻ▓ĮņŚÉņä£ļÅä ņé¼ņÜ®ņØ┤ ņĀüĒĢ®ĒĢśļ®░ Si ņ▓©Ļ░ĆņŚÉ ļö░ļźĖ ņÜ®ĒāĢ ņ£ĀļÅÖņä▒ Ē¢źņāüņŚÉ ņØśĒĢ┤ Ļ│Āņś©ĻĘĀņŚ┤ņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁņä▒ņØ┤ ņ”ØĻ░ĆļÉĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņÜ®ņĀæ ņ×æņŚģņä▒ļÅä ņóŗņĢäņ¦ĆļŖö ņןņĀÉņØ┤ ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ņäżĻ│äņ×ÉļŖö ņÜ®Ļ░Ćņ×¼ ņäĀĒāØ ņŗ£ ņØ┤ļ¤¼ĒĢ£ ņĀ£ļ░śņé¼ĒĢŁņØä ņóģĒĢ®ņĀüņ£╝ļĪ£ Ļ│ĀļĀżĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż.
ĒĢ£ĒÄĖ ņ×ģņŚ┤ļ¤ēņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ ņĀäļŗ©Ļ░ĢļÅäļŖö ĒŖ╣ļ│äĒĢ£ Ļ▓ĮĒ¢źņä▒ņØä ļéśĒāĆļé┤ņ¦ĆļŖö ņĢŖņĢśļŗż. ņØ┤ļŖö Ļ▓╣ņ╣śĻĖ░ņÖĆ Ļ░ÖņØĆ ĒĢäļĀø ņØ┤ņØīļČĆ ĻĄ¼ņĪ░ņŚÉņä£ļŖö ņØ╝ņĀĢ ņØ┤ņāüņØś Ļ░üņן ļ░Å Ļ░üļ¬®ņØ┤ ĒÖĢļ│┤ļÉśļ®┤ ņÜ®ņĀæļČĆņØś ĻĄ¼ņĪ░ņĀüņØĖ ĒśĢņāüņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉśļŖö Ļ░ĢļÅä ņØĖņ×Éļ│┤ļŗżļŖö ņŚ┤ņśüĒ¢źļČĆ ņŚ░ĒÖöļéś ĻĖłņåŹņĪ░ņ¦ü ļō▒ ĻĖłņåŹĒĢÖņĀüņØĖ ņĖĪļ®┤ņØ┤ ļŹöņÜ▒ ņ¦Ćļ░░ņĀüņ×äņØä ņØśļ»ĖĒĢ£ļŗż. ņØ╝ļĪĆļĪ£ Al4043ņØś Ļ▓ĮņÜ░ Ļ░Ćņן Ļ│Āņ×ģņŚ┤ ņĪ░Ļ▒┤(
Table 3ņØś No.3)ņŚÉņä£ ņĄ£ļīĆĻ░ĢļÅäĻ░Ć ļéśĒāĆļé£ ļ░śļ®┤ Al5356ņØś Ļ▓ĮņÜ░ ĻĘĖņÖĆ ļ░śļīĆļĪ£ Ļ░Ćņן ņĀĆņ×ģņŚ┤ ņĪ░Ļ▒┤ (
Table 3ņØś No.4)ņŚÉņä£ ņĄ£Ļ│ĀĻ░ĢļÅäļŖö 224 MPaĻ░Ć ļéśĒāĆļé¼ļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ņä£ļĪ£ ņāüļ░śļÉ£ Ļ▓░Ļ│╝Ļ░Ć ļéśĒāĆļé£ ņØ┤ņ£ĀļŖö ņČöĻ░ĆņĀüņ£╝ļĪ£ ĻĖłņåŹĒĢÖņĀüņØĖ ļČäņäØņØ┤ ņłśļ░śļÉśņ¢┤ņĢ╝ ĒĢśļéś Ļ░ĢļÅäņÖĆ ņÜ®ņĀæ ņ×ģņŚ┤ļ¤ēņØĆ ņä£ļĪ£ ņĀłļīĆņĀü ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ Ļ░¢ņ¦ĆļŖö ņĢŖļŖöļŗżļŖö ņé¼ņŗżņØĆ ļ│Ė ņŗ£ĒŚśĻ▓░Ļ│╝ļĪ£ļČĆĒä░ ņČöļĪĀĒĢĀ ņłś ņ׳ļŗż. ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ļŹ░ļĪ£ ņĄ£ņĀüņØś ņÜ®ņĀæĻ░ĢļÅäļź╝ Ļ░¢ļŖö Ļ│ĄņĀĢļ│Ćņłśļź╝ ļÅäņČ£ĒĢśļŖö Ļ▓āņØĆ ļŗ©ņł£Ē׳ ŌĆ£(ņĀäļźś├ŚņĀäņĢĢ)├ĘņåŹļÅäŌĆØļĪ£ Ēæ£ĒśäļÉśļŖö ņ×ģņŚ┤ļ¤ēņŚÉ ļŹöĒĢśņŚ¼ ĒĢ┤ļŗ╣ ņĪ░Ļ▒┤ņØä ņĢłņĀĢņĀüņ£╝ļĪ£ ĻĄ¼ĒśäĒĢĀ ņłś ņ׳ļŖö ņÜ®ņĀæņ×ÉņäĖ, ļ│┤ĒśĖĻ░ĆņŖż ņóģļźś ļ░Å ņ£Āļ¤ē, CTWD ļō▒ ļŗżņ¢æĒĢ£ ņØĖņ×ÉņŚÉ ļīĆĒĢ£ ņóģĒĢ®ņĀüņØĖ Ļ│ĀļĀżĻ░Ć ĒĢäņÜöĒĢśļŗż.
4.4 ļĀłņØ┤ņĀĆņÜ®ņĀæ
ļĀłņØ┤ņĀĆ(LASER)ļ×Ć Light Amplification by Stimu- lated Emission of RadiationņØś ņ▓½ļ©Ėļ”¼ ĻĖĆņ×Éļź╝ ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ņä£ ļĀłņØ┤ņĀĆļ╣öņØĆ ļŗ©ņāēņä▒, ņ¦üņ¦äņä▒, ņ¦æņåŹņä▒ ļ░Å Ļ│ĀĒ£śļÅäņØś ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ ĒŖ╣ņä▒ņØä Ļ░¢ļŖö ļĀłņØ┤ņĀĆļ╣öņØä ņØ┤ņÜ®ĒĢ£ ĻĖłņåŹņØś ņÜ®ņĀæņØĆ ļæÉ ĻĖłņåŹņØś ņÜ®ņ£ĄņŚÉ ņØśĒĢ£ ņĀæĒĢ®ļ░®ļ▓Ģņ£╝ļĪ£ņä£ ņŚ┤ņøÉņØś ĒŖ╣ņä▒ņāü ņØ╝ļ░śņĀüņØĖ ņÜ®ņĀæĻ│╝ ļŗżļźĖ ņÜ®ņĀæĒśĢĒā£ļź╝ ļéśĒāĆļéĖļŗż. ņØ╝ļĪĆļĪ£ ļĀłņØ┤ņĀĆ ņÜ®ņĀæļČĆļŖö Ļ│Āļ░ĆļÅäļĪ£ ņ¦æņżæļÉ£ ņŚ┤ņøÉņ£╝ļĪ£ ņØĖĒĢ┤ ņóüĻ│Ā Ļ╣ŖņØĆ ņÜ®ņ×ģņØä ņ¢╗ņØä ņłś ņ׳ņ£╝ļ®░, ņāüļīĆņĀüņ£╝ļĪ£ ņŚ┤ņśüĒ¢źļČĆ ļ░Å ņŚ┤ļ│ĆĒśĢņØ┤ ņĀüņØĆ ņןņĀÉņØ┤ ņ׳ļŗż. ļö░ļØ╝ņä£ ļĀłņØ┤ņĀĆņÜ®ņĀæņØĆ ņĀĢļ░ĆĒĢ£ ņÜ®ņĀæņä▒ņØä ņ£Āņ¦ĆĒĢśļ®┤ņä£ ļīĆļ¤ē ņāØņé░ņä▒ņØä ņ£äĒĢśņŚ¼ ņ×ÉļÅÖĒÖöĻ░Ć ņÜöĻĄ¼ļÉśļŖö ņÜ®ņĀæĻ│ĄņĀĢņŚÉ ņĀüļŗ╣ĒĢ£ ļ░®ļ▓ĢņØ┤ļ®░, ņØ┤ņŚÉ ļīĆĒæ£ņĀüņØĖ ļīĆļ¤ēņāØņé░ ņé░ņŚģņØĖ ņ×ÉļÅÖņ░© ļ░Å ņĀäņ×ÉņĀ£ĒÆł ņĀ£ņĪ░ ņé░ņŚģņŚÉņä£ ļĀłņØ┤ņĀĆņÜ®ņĀæ ņĀüņÜ®ņØä ņ£äĒĢ£ ļ¦ÄņØĆ ļģĖļĀźļōżņØ┤ Ē¢ēĒĢ┤ņ¦ĆĻ│Ā ņ׳ļŗż. ļĀłņØ┤ņĀĆņÜ®ņĀæ ņĀüņÜ®ņØä ņ£äĒĢ£ ņŗ£ļÅäļŖö ĒŖ╣Ē׳ 2000ļģäļīĆ ņØ┤Ēøä ņāüņŚģņÜ® ļĀłņØ┤ņĀĆņØś ņČ£ļĀź ņ”ØļīĆņÖĆ ĒĢ©Ļ╗ś ļ╣äņĢĮņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░, Ēśäņ×¼ļŖö ņŖżņ║Éļäł, Ļ┤æĒīīņØ┤ļ▓ä, ņä╝ņä£ļźś, Ļ┤æĒĢÖĻ│ä, ļ░£ņ¦äĻ│ä ļō▒ ļĀłņØ┤ņĀĆņØś ņä▒ļŖźņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ļ¬©ļōłņØś ļ░£ņĀäĻ│╝ ĒĢ©Ļ╗ś ļ╣äņ▓Ā Ļ▓Įļ¤ēņåīņ×¼ ļ░Å ļé£ņÜ®ņĀæņä▒ ņ×¼ļŻīņØś ņÜ®ņĀæ ļśÉĒĢ£ Ļ░ĆļŖźĒĢ£ ņłśņżĆņŚÉ ņØ┤ļź┤Ļ▓ī ļÉśņŚłļŗż
19).
ņØ┤ļ¤¼ĒĢ£ ļé£ņÜ®ņĀæņä▒ ņ×¼ļŻīņŚÉļŖö ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖł ļśÉĒĢ£ ĒżĒĢ©ļÉ£ļŗż. ņĢīļŻ©ļ»ĖļŖäņØĆ ņé░ņŚģņÜ®ņ£╝ļĪ£ ĒØöĒ׳ ņé¼ņÜ®ļÉśļŖö 1,064 nm Ēīīņן(IRļĀłņØ┤ņĀĆ)ņŚÉņä£ņØś ļ╣ö ĒØĪņłśņ£©ņØ┤ 4% ņĀĢļÅäļĪ£ ļé«ņĢä ĒÜ©ņ£©ņØ┤ ļ¦żņÜ░ ņĀĆĒĢśļÉśļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ĒéżĒÖĆ ņÜ®ņĀæņĪ░Ļ▒┤ņØä ļ¦īļōżĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņ¦æņåŹļÉ£ Ļ│ĀņČ£ļĀźņØś ļĀłņØ┤ņĀĆĻ░Ć ņÜöĻĄ¼ļÉ£ļŗż. ļśÉĒĢ£ ņ×¼ļŻī Ļ│Āņ£ĀņØś ĒŖ╣ņä▒ņØĖ Ļ│Āņś©ĻĘĀņŚ┤ ļ░Å ĻĖ░Ļ│ĄņŚÉ ļīĆĒĢ£ ļ¼ĖņĀ£ļŖö ļĀłņØ┤ņĀĆņÜ®ņĀæņŚÉņä£ļÅä ņ×Éņ£ĀļĪ£ņÜĖ ņłś ņŚåļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ĒĢÖĻ│ä ļ░Å ņé░ņŚģĻ│äņŚÉņä£ļŖö ņÜ®ņĀæņä▒ņØä ĻĘ╣ļ│ĄĒĢśĻĖ░ ņ£äĒĢ┤ ļŗżņ¢æĒĢ£ ļ░®ļ▓ĢņØä ņĀ£ņĢłĒĢśņśĆņ£╝ļ®░ ĻĘĖ ļ░®ļ▓ĢņØä ĻĄ¼ļČäĒĢśļ®┤
Table 4ņÖĆ Ļ░ÖņØ┤ Ēü¼Ļ▓ī 5Ļ░Ćņ¦ĆļĪ£ ļČäļźśĒĢĀ ņłś ņ׳ļŗż.
Table┬Ā4
Type of the laser welding technique to improve weldability
|
No |
Type |
Welding technique |
|
1 |
Autogenious welding |
1. Beam (TEM) Mode change (ex: single mode)
2. Temporal modulation
3. Wavelength change (ex:Diode(980nm),blue(450nm)) |
|
2 |
Welding with scanner |
1. Spatial Modulation
2. Wobbling |
|
3 |
Beam shaping |
1. Bi-focal beam
2. Optical beam shaper
3. Adjustable mode beam |
|
4 |
Additive filler wire |
Additive brazing or welding filler |
|
5 |
Hybrid |
1. laser + Arc
2. IR laser + Blue laser |
ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 5Ļ░Ćņ¦Ć ļĀłņØ┤ņĀĆņÜ®ņĀæ ļ░®ļ▓Ģ ņżæ
Table 4ņØś No.4 ņÜ®Ļ░Ćņ×¼ ņ▓©Ļ░Ć ļĀłņØ┤ņĀĆ ņÜ®ņĀæņØä ņĀ£ņÖĖĒĢ£ ļéśļ©Ėņ¦Ć ļ░®ļ▓ĢļōżņŚÉ ļīĆĒĢ┤ ņāüļīĆļ╣äĻĄÉļź╝ ņ£äĒĢ£ ņŗżĒŚśņØ┤ ņ¦äĒ¢ēļÉśņŚłļŗż. ņŗżĒŚśņØĆ ņÜ░ņäĀ ņ▓½ņ¦ĖļĪ£ ļ▓öņÜ®ņĀüņØĖ ņé░ņŚģņÜ® ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢ£ ņĀäĒåĄņĀüņØĖ ŌæĀņĀ£ņé┤ņÜ®ņĀæ(Autogenious welding), ļæÉ ļ▓łņ¦ĖļĪ£ļŖö ņŖżņ║Éļäł(Scanner)ļź╝ ņØ┤ņÜ®ĒĢ£ ļ╣öņØś ŌæĪĻ│ĄĻ░äņĀü ļ¬©ļōłļĀłņØ┤ņģś(Spatial modulation), ņäĖ ļ▓łņ¦ĖļĪ£ļŖö ļ®ĆĒŗ░ļ╣ö ĒśĢĒā£ļĪ£ ņĮöņ¢┤ ļ░Å ļ¦ü ļ╣öņØś ļ│äļÅä ņČ£ļĀź ņĪ░ņĀłņØä ĒåĄĒĢ┤ ĻĖ░ņĪ┤ņØś ļŗ©ņØ╝ Ēö╝Ēü¼ Ļ░ĆņÜ░ņŗ£ņĢł(Gaussian) ļČäĒżņÖĆļŖö ļŗżļźĖ ļ╣ö ĒśĢĒā£ļź╝ Ļ░¢ļŖö ŌæóĻ░Ćļ│Ć ļ╣ö(Adjustable mode beam) ļĀłņØ┤ņĀĆņÜ®ņĀæ ĻĘĖļ”¼Ļ│Ā ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ļŖö ĻĖ░ņĪ┤ ļĀłņØ┤ņĀĆņŚÉ ņĢäĒü¼ņŚ┤ņøÉņØä ļÅÖņŗ£ņŚÉ ņĪ░ņé¼ĒĢśņŚ¼ ĻĖ░ņĪ┤ ļĀłņØ┤ņĀĆņÜ®ņĀæņØś ļŗ©ņĀÉņØä ĻĘ╣ļ│ĄĒĢśļŖö ŌæŻĒĢśņØ┤ļĖīļ”¼ļō£(Hybrid) ņÜ®ņĀæņØä ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░, Ļ░üĻ░üņØś ņŗżĒŚś ļ░®ļ▓Ģ ļ░Å Ļ▓░Ļ│╝ļŖö ĒĢ┤ļŗ╣ ņĀłņŚÉņä£ ņäżļ¬ģĒĢśņśĆļŗż.
4.4.1 ļĀłņØ┤ņĀĆ ņĀ£ņé┤ņÜ®ņĀæ
ņĀ£ņé┤ņÜ®ņĀæņØĆ ļĀłņØ┤ņĀĆņÜ®ņĀæ ņżæ Ļ░Ćņן Ļ│ĀņĀäņĀüņØĖ ņÜ®ņĀæļ░®ļ▓Ģņ£╝ļĪ£ ņé░ņŚģņÜ® ļĀłņØ┤ņĀĆņØś ņČ£ļĀź ņ”ØļīĆņÖĆ ĒĢ©Ļ╗ś ņĀüņÜ® Ļ░ĆļŖźĒĢ£ ņåīņ×¼ ļæÉĻ╗ś ļ▓öņ£äĻ░Ć ņĀÉņ░© ņ”ØĻ░ĆļÉśņŚłņØä ļ┐Éļ¦ī ņĢäļŗłļØ╝ ĒØĪņłśņ£©ņØ┤ ļé«ņØĆ ņåīņ×¼ņŚÉ ļīĆĒĢ┤ņä£ļÅä ņĀüņÜ®ņØä ņ£äĒĢ£ ļģĖļĀźļōżņØ┤ ņ׳ņ¢┤ņÖöļŗż. ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņÜ░ņäĀņĀüņ£╝ļĪ£ 1,064 nm(IRļĀłņØ┤ņĀĆ) ĒīīņןņØä Ļ░¢ļŖö ņŚ░ņåŹĒīīĒśĢ(Continuous wave) ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢ£ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ņØś ņĀ£ņé┤ņÜ®ņĀæ ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ļĀłņØ┤ņĀĆļŖö TrumpfńżŠņØś TruDisk 3300 ļ¬©ļŹĖņØś ļööņŖżĒü¼ ļĀłņØ┤ņĀĆļĪ£ ņĄ£ļīĆ ņČ£ļĀźņØĆ 3.3 kWņØ┤ļ®░ ļ╣ö ņ¦üĻ▓ĮņØĆ 400 ŃÄøņØ┤ļŗż. ņÜ®ņĀæņØĆ ņÖäņĀä Ļ▓╣ņ╣© ņāüĒā£ņŚÉņä£
Fig. 3Ļ│╝ Ļ░ÖņØ┤ ņśżļ▓äļ×®ņÜ®ņĀæņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņŻ╝ņÜö ņŗżĒŚśļ│ĆņłśļĪ£ļŖö ļÅÖņØ╝ ņČ£ļĀźņŚÉņä£ ņÜ®ņĀæ ņåŹļÅäņŚÉ ļö░ļźĖ ņśüĒ¢ź ļ░Å ļ│┤ĒśĖĻ░ĆņŖż ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæņä▒ ļ╣äĻĄÉņŗ£ĒŚśļÅä ņ¦äĒ¢ēļÉśņŚłļŗż.
Table 5ļŖö ņŗ£ĒŚśņĪ░Ļ▒┤ ļ░Å ĻĘĖņŚÉ ļö░ļźĖ ņĀäļŗ©Ļ░ĢļÅäņŗ£ĒŚś Ļ▓░Ļ│╝ ļ░Å ņŗ£ĒÄĖņØś Ēīīļŗ©ņ£äņ╣śņŚÉ ļīĆĒĢ┤ ļéśĒāĆļé┤ņŚłņ£╝ļ®░,
Fig. 24ļŖö Ļ░ü ņŗ£ĒŚśņĪ░Ļ▒┤ņŚÉņä£ņØś ņÜ®ņĀæļŗ©ļ®┤ņØä ļ│┤ņŚ¼ņżĆļŗż.
Table┬Ā5
Autogenious laser welding conditions and the results of tensile shear strength at each specimen
|
No |
Welding condition |
Strength (fracture location) |
|
Laser power (kW) |
Welding speed (m/min) |
Shielding gas (LPM) |
|
1 |
3 |
1.5 |
- |
138MPa (Weld metal) |
|
2 |
2.0 |
- |
112MPa (Interface) |
|
3 |
2.5 |
- |
80MPa (Interface) |
|
4 |
2.0 |
Ar gas (15LPM) |
123MPa (Interface) |
ņŗ£ĒŚś Ļ▓░Ļ│╝ ņÜ®ņĀæ ņåŹļÅäĻ░Ć ņ”ØĻ░Ć(ņ×ģņŚ┤ļ¤ēņØ┤ Ļ░Éņåī)ļÉ©ņŚÉ ļö░ļØ╝
Fig. 24ņÖĆ Ļ░ÖņØ┤ ņÖäņĀäņÜ®ņ×ģņŚÉņä£ ļČĆļČäņÜ®ņ×ģņ£╝ļĪ£ ļ│ĆĒÖöļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ņÖĆ ļ╣äļĪĆĒĢśņŚ¼ ņĀæĒĢ®ļČĆ Ļ░ĢļÅäļŖö ņĀĆĒĢśļÉśņŚłļŗż. ļśÉĒĢ£ ņÖäņĀäņÜ®ņ×ģ ņĪ░Ļ▒┤ņØ┤ ņĢäļŗī ļČĆļČäņÜ®ņ×ģ ļÉ£ ņŗ£ĒÄĖņŚÉņä£ļŖö ņĀäļŗ©ņŗ£ĒŚś Ļ▓░Ļ│╝ ņĀäļ¤ē Ļ│äļ®┤Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ Ļ│äļ®┤Ēīīļŗ©ņØ┤ ļ░£ņāØļÉ£ ņØ┤ņ£ĀļŖö ņÜ░ņäĀņĀüņ£╝ļĪ£ Ļ│äļ®┤ņŚÉņä£ņØś ņĀæĒĢ®ļČĆ ĒÅŁĻ│╝ Ļ┤ĆĻ│äļÉ£ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ ļĀłņØ┤ņĀĆņÜ®ņĀæ ņŗ£ ņĄ£ņåī ņĀæĒĢ®ļČĆ ĒÅŁņØĆ ņ¢ćņØĆ ļ¬©ņ×¼ ļæÉĻ╗ś ņØ┤ņāüņØ┤ ļÉśņ¢┤ņĢ╝ Ēöīļ¤¼ĻĘĖ Ēīīļŗ©ņØ┤ ļ░£ņāØ ĒĢśļŖöļŹ░, ļČĆļČäņÜ®ņ×ģ ņĪ░Ļ▒┤ņŚÉņä£ļŖö ļ¬©ļæÉ ņØ┤ļź╝ ļ¦īņĪ▒ņŗ£Ēéżņ¦Ć ļ¬╗ĒĢśņŚ¼ Ļ│äļ®┤ Ēīīļŗ© ļ░£ņāØĻ│╝ ĒĢ©Ļ╗ś ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć ņĀĆĒĢśļÉśņŚłļŗż. ļ░śļ®┤ ņÖäņĀäņÜ®ņ×ģņØĖ
Table 5 No.1ņØś Ļ▓ĮņÜ░ ļśÉĒĢ£ ņĀüņĀłĒĢ£ ņÜ®ņĀæņĪ░Ļ▒┤ņØ┤ļØ╝ ĒīÉļŗ©ĒĢĀ ņłś ņŚåļŗż. ĒĢ┤ļŗ╣ ņŗ£ĒÄĖņØś Ļ▓ĮņÜ░ ņāüļČĆņŚÉņä£ļŖö Ļ│╝ņ×ģņŚ┤ļĪ£ ņØĖĒĢ┤ ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņŚÉ ņ▓©Ļ░ĆļÉ£ ņĀĆņ£ĄņĀÉ ĻĖłņåŹņØś ĻĖ░ĒÖö ļō▒ņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢśļŖö ņ¢ĖļŹöĒĢä Ļ▓░ĒĢ©Ļ│╝ ĒĢ©Ļ╗ś ņØ┤ļ®┤ ļ╣äļō£ņŚÉņä£ļŖö ņŖżĒīīņØ┤Ēü¼(Spike) Ļ▓░ĒĢ©ņØ┤ ļ░£Ļ▓¼ļÉśņŚłļŗż. ļ│Ė Ļ▓░ĒĢ©ņØĆ ĒéżĒÖĆ(Keyhole) ļ¬©ļō£ļĪ£ ņÜ®ņĀæņØ┤ ņ¦äĒ¢ēļÉĀ ļĢī ņÜ®ņ£ĄĻĖłņåŹņØ┤ ĒéżĒÖĆņØś ņĢäļל ļČĆļČäņØä ļ¦ēņĢä ņŚÉļäłņ¦ĆĻ░Ć ļČłņĢłņĀĢĒĢĀ ļĢī ļ░£ņāØļÉśļŖö Ēśäņāüņ£╝ļĪ£ ļ│Ė Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ ņāü/ĒĢśĒīÉ ņ┤Ø 2.4t ļæÉĻ╗śņØś ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæ ņŗ£ 3.0 kW ņČ£ļĀźņ£╝ļĪ£ ņĢłņĀĢņĀüņØĖ ņÜ®ņĀæĒÆłņ¦łņØä ĒÖĢļ│┤ĒĢśĻĖ░ņŚÉļŖö ĒĢ£Ļ│äĻ░Ć ņ׳ļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
Fig.┬Ā24
Comparison of the cross-section geometry and tensile shear strength at autogenious laser welding

ĒĢ£ĒÄĖ ļĀłņØ┤ņĀĆ ņÜ®ņĀæ ņŗ£ ļ│┤ĒśĖĻ░ĆņŖżņŚÉ ņØśĒĢ£ ņśüĒ¢źņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ 15 LPM ņ£Āļ¤ēņØś Argonļź╝ Ļ│ĄĻĖēĒĢśļ®░ ņÜ®ņĀæĒĢ£ Ļ▓░Ļ│╝ļŖö
Table 5ņØś No.4ņÖĆ Ļ░Öņ£╝ļ®░, ļÅÖņØ╝ņĪ░Ļ▒┤ņŚÉņä£ ļ│┤ĒśĖĻ░ĆņŖż ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ņśüĒ¢źņØĆ No.2ņÖĆ ļ╣äĻĄÉĒĢĀ ņłś ņ׳ļŗż. ļĀłņØ┤ņĀĆ ņÜ®ņĀæņŚÉņä£ņØś ļ│┤ĒśĖĻ░ĆņŖżļŖö Ēü¼Ļ▓ī ŌæĀņÜ®ņĀæļČĆņØś ņé░ĒÖöļ░®ņ¦Ć, ŌæĪĻ┤æĒĢÖļČĆĒÆł ļ░Å ļģĖņ”É ļō▒ ņÜ®ņĀæĻĖ░ĻĄ¼ļź╝ ļ│┤ĒśĖ ĻĘĖļ”¼Ļ│Ā ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ŌæóĒöīļØ╝ņ”łļ¦ł ņĀ£Ļ▒░ļź╝ ĒåĄĒĢ£ ņÜ®ņĀæĒÜ©ņ£©ņØä Ē¢źņāüņŗ£ĒéżļŖö ņŚŁĒĢĀņØä ĒĢ£ļŗż. ļ│Ė ņŗ£ĒŚś Ļ▓░Ļ│╝(
Table 5ņØś No.4) ļ│┤ĒśĖĻ░ĆņŖżļź╝ ņĀüņÜ®ĒĢ£ Ļ▓ĮņÜ░ņŚÉļÅä ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ Ļ│äļ®┤Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśĻĖ┤ ĒĢśņ¦Ćļ¦ī, ļ│┤ĒśĖĻ░ĆņŖżņŚÉ ņØśĒĢ┤ ņÜ®ņ×ģņØ┤ ņ”ØļīĆļÉśļ®░ ņØ┤ņŚÉ ļö░ļźĖ ņĀäļŗ©ņØĖņןĻ░ĢļÅä ņ”ØĻ░Ć ĻĘĖļ”¼Ļ│Ā ĻĖ░Ļ│Ą ļ░Å ņ¢ĖļŹöĒĢä Ļ▓░ĒĢ© ļō▒ņØ┤ Ļ░£ņäĀļÉ£ Ļ▓░Ļ│╝Ļ░Ć ļéśĒāĆļé¼ļŗż. ĒĢśņ¦Ćļ¦ī ļ│Ė ņŗżĒŚś ļ▓öņŻ╝ ļé┤ņŚÉņä£ļŖö ļ│┤ĒśĖĻ░ĆņŖżņØś ņĀüņÜ®ņØ┤ ĻĘ╝ļ│ĖņĀüņ£╝ļĪ£ ĒĢ┤Ļ▓░ļ░®ņĢłņØĆ ņĢäļŗłļ®░, ņĀüņĀłĒĢ£ ņÜ®ņĀæĒÆłņ¦łņØä ĒÖĢļ│┤ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ļ│┤ļŗż ņ¦æņåŹļÉ£ ļ╣öņØś ņé¼ņÜ®ņØ┤ ļ¼┤ņŚćļ│┤ļŗż ņÜ░ņäĀļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż.
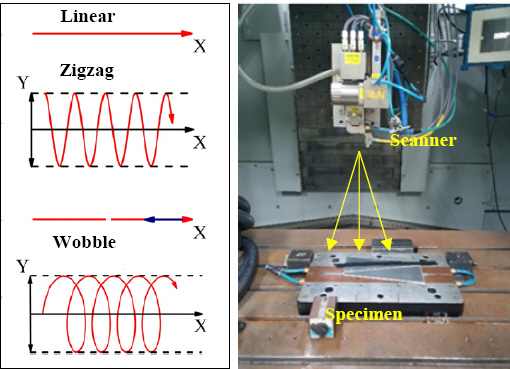
4.4.2 ļĀłņØ┤ņĀĆ ņŖżņ║ÉļäłņÜ®ņĀæ
ļĀłņØ┤ņĀĆ ņŖżņ║ÉļäłņÜ®ņĀæņØĆ 2ņ░©ņøÉņĀü ļ╣ö ņĀäņåĪņØś ņ×Éņ£ĀļÅäĻ░Ć ĻĘ╣ļīĆĒÖöņŗ£Ēé¼ ņłś ņ׳ļŖö ĒŖ╣ņ¦Ģņ£╝ļĪ£ Ļ│ĄĻ░äņĀü ļ╣ö ļ¬©ļōłļĀłņØ┤ņģśņ£╝ļĪ£ļÅä ļČłļ”░ļŗż
19). ņØ┤ļŖö ļĀłņØ┤ņĀĆ ļ╣öĻ│╝ ļ¬©ņ×¼ņØś ņāüļīĆņĀü ņØ┤ļÅÖņØä Ļ│ĀļĀżĒĢśņŚ¼ ņÜ®ņĀæ ļ░®Ē¢źņŚÉ ļĀłņØ┤ņĀĆ ļ╣öņØś ļ¬©ņģś(Motion)ņØä ņżæņ▓®ĒĢśļŖö ļ░®ņŗØņ£╝ļĪ£ ņśżņŗżļĀłņØ┤ņģśņŚÉ ņØśĒĢ£ ļ╣öņØś ņżæņ▓®ļźĀņØ┤ Ēü┤ņłśļĪØ ĻĘĀņØ╝ĒĢ£ ĒÆłņ¦łņØś ņÜ®ņĀæļČĆļź╝ ņ¢╗ņØä ņłś ņ׳ļŖö ĒŖ╣ņ¦ĢņØ┤ ņ׳ļŗż. ņŖżņ║Éļäłļź╝ ņØ┤ņÜ®ĒĢ£ Ļ│ĄĻ░äņĀü ļ¬©ļōłļĀłņØ┤ņģśņŚÉņä£ļŖö ļ│ĆņĪ░ ĒÅŁ(Amplitude)Ļ│╝ ņŻ╝Ēīīņłś(Frequency)Ļ░Ć ĒÆłņ¦łņŚÉ Ļ░Ćņן Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņŻ╝ņÜö ļ│ĆņłśņØ┤ļ®░, ņØ┤ļ¤¼ĒĢ£ ļ░®ļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĢīļŻ©ļ»ĖļŖäņØś Ļ│Āņś©ĻĘĀņŚ┤ ļ░®ņ¦Ć, ņŖżĒŗĖ Ļ░ĢĒīÉ ņÜ®ņĀæņŚÉņä£ņØś Ļ░ĢļÅä Ē¢źņāü ļ░Å ņŖżĒī©Ēä░ ņĀĆĻ░É ļō▒ņØś ļ¬®ņĀüņ£╝ļĪ£ ņĄ£ĻĘ╝ ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæļ┐Éļ¦ī ņĢäļŗłļØ╝ ļ░░Ēä░ļ”¼ ņģĆ ļČĆĒÆł ņÜ®ņĀæ ļō▒ņŚÉ ĒÅŁļäōĻ▓ī ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö
Fig. 25ņÖĆ Ļ░ÖņØ┤ ņØ╝ļ░śņĀüņØĖ ņäĀĒśĢ ņÜ®ņĀæņĪ░Ļ▒┤ņØä ĻĖ░ļ│Ėņ£╝ļĪ£ Ļ│ĄĻ░äņĀü ļ¬©ļōłļĀłņØ┤ņģśņŚÉņä£ Ļ░Ćņן ļ¦ÄņØ┤ ņé¼ņÜ®ĒĢśļŖö ļ░®ņŗØņØĖ ņÜ®ņĀæņäĀņŚÉ ņłśņ¦üņ£╝ļĪ£ ņÖĢļ│ĄĒĢśļ®░ ņØ┤ļÅÖĒĢśļŖö ņ¦ĆĻĘĖņ×¼ĻĘĖ(Zigzag) ļ░Å ņøÉĒśĢņÜ┤ļÅÖņØä ĒĢśļ®░ ņØ┤ļÅÖĒĢśļŖö ņÖĆļĖöļ¦ü(Wobbling) ļ░®ņŗØ ļæÉ Ļ░Ćņ¦Ćļź╝ Ļ░üĻ░ü ņĀüņÜ®ĒĢśņŚ¼ ļÅÖņØ╝ ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉņä£ ņÜ®ņĀæņä▒ņØä ņāüļīĆ ļ╣äĻĄÉĒĢśņśĆļŗż. ņŖżņ║ÉļäłņÜ®ņĀæņŚÉ ņé¼ņÜ®ļÉ£ ļĀłņØ┤ņĀĆļŖö IPGńżŠņØś YLS-3000 ļ¬©ļŹĖņØś ĒīīņØ┤ļ▓ä ļĀłņØ┤ņĀĆļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ņŖżņ║ÉļäłļŖö IPG-D30ņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ļ│Ė ļ¬©ļŹĖņØś ņĄ£ļīĆņČ£ļĀźņØĆ 3.0 kW ĻĘĖļ”¼Ļ│Ā ļ╣ö ņé¼ņØ┤ņ”łļŖö 160 ŃÄøņ£╝ļĪ£ ņĢ×ņäĀ ņĀ£ņé┤ņÜ®ņĀæ ņŗżĒŚśņŚÉņä£ ņé¼ņÜ®ĒĢ£ ļĀłņØ┤ņĀĆņÖĆ ņĄ£ļīĆņČ£ļĀźņØ┤ Ļ▒░ņØś ļÅÖņØ╝ĒĢśļéś ļ╣ö ņé¼ņØ┤ņ”łĻ░Ć ņ×æņĢä ņŚÉļäłņ¦Ć ņ¦æņåŹĒÜ©ņ£©ņØ┤ ļ│┤ļŗż ņÜ░ņłśĒĢśļŗż. ņŗżĒŚśņĪ░Ļ▒┤ņØś Ļ▓ĮņÜ░ ņäĀĒśĢņÜ®ņĀæ ņśłļ╣äņŗżĒŚśņØä ĒåĄĒĢ┤ ņ£ĪņĢł ņāü ņ¢æĒśĖĒĢ£ ņĪ░Ļ▒┤ņØĖ ņČ£ļĀź 2.0 kWņŚÉ 2.5 m/minņØś ņÜ®ņĀæņåŹļÅäļź╝ ļÅäņČ£ĒĢśņŚ¼ ņØ┤ļź╝ ņ¦ĆĻĘĖņ×¼ĻĘĖ ļ░Å ņÖĆļĖöļ¦ü ņÜ®ņĀæņŚÉļÅä ļÅÖņØ╝ĒĢśĻ▓ī ņĀüņÜ®ĒĢśņśĆļŗż. ļśÉĒĢ£ ļ│ĆņĪ░ ĒÅŁĻ│╝ ņŻ╝ĒīīņłśļŖö Ļ░üĻ░ü 0.5 mm, 100 HzļĪ£ ņäżņĀĢĒĢśņŚ¼ ņÜ®ņĀæņØä ņŗżņŗ£ĒĢśņśĆļŗż.
Fig.┬Ā25
Schematic diagrams of beam oscillating pattern and experimental set-up of laser scanner welding system
ņØ┤ņŚÉ ļö░ļźĖ ņŗ£ĒŚśĻ▓░Ļ│╝ļŖö
Fig. 26ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż.
Fig. 26ņØś 1~3ļ▓łņØĆ Ļ░üĻ░ü ļÅÖņØ╝ĒĢ£ ņ×ģņŚ┤ ņĪ░Ļ▒┤ņŚÉņä£ ņäĀĒśĢ, ņ¦ĆĻĘĖņ×¼ĻĘĖ ļ░Å ņÖĆļĖöļ¦ü ņÜ®ņĀæ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤ļ®░, 4ļ▓łņØś Ļ▓ĮņÜ░ ņÖĆļĖöļ¦ü ņÜ®ņĀæļ╣äļō£ļź╝ ļ│┤ņŚ¼ņżĆļŗż. ņŗ£ĒŚśĻ▓░Ļ│╝ņŚÉņä£ ļ│╝ ņłś ņ׳ļō»ņØ┤ ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ņÖäņĀäņÜ®ņ×ģņØĆ ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśņ£╝ļ®░, ļśÉĒĢ£ ļČłņČ®ļČäĒĢ£ ņÜ®ņ×ģ(ļśÉļŖö ņĀæĒĢ®ļČĆ ĒÅŁ Ļ│╝ņåī)ņŚÉ ņØśĒĢ┤ ļ¬©ļæÉ Ļ│äļ®┤ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ļ░śļ®┤ ļÅÖņØ╝ ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉņä£ ļ¬©ļōłļĀłņØ┤ņģś ļ░®ņŗØņŚÉ ļö░ļźĖ ĻĖ░Ļ│Ą Ļ▓░ĒĢ© ņĀĢļÅäņØś ņ░©ņØ┤ļŖö ņØ╝ļČĆ ļ░£Ļ▓¼ļÉ£ļŗż. ņäĀĒśĢņÜ®ņĀæņŚÉņä£ļŖö ņÜ®ņĀæ ņżæņĢÖļČĆņŚÉ Ēü░ ĻĖ░Ļ│ĄņØ┤ ļ░£Ļ▓¼ļÉśņŚłņ£╝ļ®░ ņ¦ĆĻĘĖņ×¼ĻĘĖņØś Ļ▓ĮņÜ░ņŚÉļÅä Ļ│äļ®┤ ļČĆĻĘ╝ņŚÉņä£ ĻĖ░Ļ│ĄņØ┤ ļČäĒżĒĢśĻ│Ā ņ׳ņ£╝ļéś ņÖĆļĖöļ¦üņØś Ļ▓ĮņÜ░ ņāüļČĆņŚÉ ļ»ĖņäĖĒĢ£ ĻĖ░Ļ│Ąļ¦īņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│╝ ļĢī ņÖĆļĖöļ¦ü ļ░®ņŗØņØ┤ ļ¬©ļōłļĀłņØ┤ņģś ņĀüņÜ® ņŗ£ ļ│┤ļŗż ĒÜ©Ļ│╝ņĀüņØĖ ļ░®ļ▓Ģņ£╝ļĪ£ ĒīÉļŗ©ĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ĒīÉļŗ© ĻĘ╝Ļ▒░ļŖö Wang
20)ņØś ņŚ░ĻĄ¼Ļ▓░Ļ│╝ņŚÉņä£ļÅä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļŖö ļ│Ė ņŚ░ĻĄ¼ņÖĆ ņ£Āņé¼ĒĢśĻ▓ī 6ņ▓£Ļ│äņŚ┤ ņĢīļŻ©ļ»ĖļŖäņØś ļĀłņØ┤ņĀĆņÜ®ņĀæņŚÉņä£ ļ¬©ļōłļĀłņØ┤ņģś ļ░®ņŗØņŚÉ ļö░ļźĖ ĒÜ©Ļ│╝ļź╝ ļ╣äĻĄÉĒĢśņśĆļŖöļŹ░ ņÖĆļĖöļ¦ü ļ░®ņŗØņØ┤ ņ£ĀļÅÖņØś ĒØÉļ”äņØ┤ Ļ░Ćņן ņĢłņĀĢņĀüņ×äņØä Ļ│ĀņåŹņ╣┤ļ®öļØ╝ Ļ┤Ćņ░░ņØä ĒåĄĒĢ┤ ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£ ņØ┤ņŚÉ ļö░ļźĖ ļ╣äļō£ ņÖĖĻ┤Ć ĒÆłņ¦łņØ┤ Ļ░Ćņן ņÜ░ņłśĒĢśļ®░ ļäōņØĆ ļ®┤ņĀüņØś ņÜ®ņ£Ąņ¦Ćļź╝ ĒśĢņä▒ĒĢśļ»ĆļĪ£ ņś©ļÅä ĻĄ¼ļ░░Ļ░Ć Ļ░Ćņן ņĀüĻĖ░ ļĢīļ¼ĖņŚÉ Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ļō▒ņČĢņĀĢ Ļ▓░ņĀĢļ”ĮņØ┤ Ļ░Ćņן ļ¦ÄņØ┤ ļ¦īļōżņ¢┤ņ¦Ćļ»ĆļĪ£ ņØæĻ│ĀĻĘĀņŚ┤ņØä Ļ░Ćņן ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņ¢ĄņĀ£ĒĢĀ ņłś ņ׳ļŗżĻ│Ā ņŻ╝ņןĒĢśņśĆļŗż.
Fig.┬Ā26
Comparison of the cross-section geometry and tensile shear strength depend on oscillating pattern at laser scanner welding

ĻĘĖļ¤¼ļéś ļ│Ė ņŗżĒŚśĻ▓░Ļ│╝ņŚÉņä£
Fig. 26ņØś 3ļ▓ł ņĪ░Ļ▒┤ņØ┤ ĒĢ┤ļŗ╣ ņÜ®ņĀæņŗ£ņŖżĒģ£ņŚÉņä£ņØś Ļ░Ćņן ņĄ£ņĀüņØś ņĪ░Ļ▒┤ņØĆ ņĢäļŗłļŗż. ņĢ×ņäĀ ņäĀĒśĢ ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉņä£ļŖö 2.0 kW ņČ£ļĀźņŚÉņä£ 2.5 m/minņØś ņåŹļÅäņŚÉņä£ ņÖĖĻ┤Ćņāü ņ¢æĒśĖĒĢ£ ņÜ®ņĀæļČĆļź╝ ņ¢╗ņ¢┤ ņØ┤ļź╝ ĒåĀļīĆļĪ£ ļ¬©ļōłļĀłņØ┤ņģś ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢśņśĆņ£╝ļéś, ļČĆļČäņÜ®ņ×ģņØś ĒĢ£Ļ│äļĪ£ ņØĖĒĢ┤ ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ļ¬©ļōłļĀłņØ┤ņģś ļ░®ņŗØņŚÉ ļö░ļźĖ ņÜ®ņĀæņä▒ Ļ░£ņäĀĒÜ©Ļ│╝ļź╝ ņČ®ļČäĒ׳ ļÅäņČ£ĒĢśņ¦ĆļŖö ļ¬╗ĒĢśņśĆļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ ļ│┤ļŗż Ļ░£ņäĀļÉ£ Ļ▓░Ļ│╝ļź╝ ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ļŖö ĻĖ░ļ│Ė ņ×ģņŚ┤ņØś ņ”ØļīĆņÖĆ ĒĢ©Ļ╗ś ņŻ╝ĒīīņłśņÖĆ ļ│ĆņĪ░ ĒÅŁņØś ņĄ£ņĀüĒÖö ļō▒ņŚÉ ļīĆĒĢ£ ņČöĻ░ĆņĀüņØĖ ņŚ░ĻĄ¼Ļ░Ć ņÜöĻĄ¼ļÉ£ļŗż.
4.4.3 Ļ░Ćļ│Ć ļ╣ö ļĀłņØ┤ņĀĆņÜ®ņĀæ
Ļ░Ćļ│Ć ļ╣ö ļĀłņØ┤ņĀĆņÜ®ņĀæņØĆ Ļ░Ćņן ņĄ£ĻĘ╝ņŚÉ Ļ░£ļ░£ļÉ£ ĻĖ░ņłĀņØ┤ļŗż. ļ│Ė ļ░®ņŗØņØĆ
Fig. 27Ļ│╝ Ļ░ÖņØ┤ ĒīīņØ┤ļ▓ä ņ╝ĆņØ┤ļĖöņØś ĻĄ¼ņĪ░ ļ│ĆĻ▓ĮņØä ĒåĄĒĢ┤ ļĀłņØ┤ņĀĆ ņ┤łņĀÉņŚÉņä£ņØś Ļ░ĢļÅä ļČäĒżļź╝ ļÅģļ”ĮņĀüņ£╝ļĪ£ ļ│ĆĒÖöņŗ£Ēé┤ņ£╝ļĪ£ņä£ ņøÉĒĢśļŖö ņÜ®ņĀæ ĒÆłņ¦łņØä ņ¢╗ņØä ņłś ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ ņØ┤ņżæ ĻĄ¼ņĪ░ņØś ļ╣ö ĒśĢņāüņŚÉ ņØśĒĢ┤ ĒŖ╣ņĀĢ ņ×¼ļŻīņØś ņÜ®ņĀæ ņŗ£ ņÖĖĻ│ĮņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļ¦ü ļ╣öņŚÉ ņØśĒĢ£ ņśł/ĒøäņŚ┤ ĒÜ©Ļ│╝ļź╝ ĻĖ░ļīĆĒĢĀ ņłś ņ׳ņ£╝ļ®░, ĻĖ░Ļ│ĄĻ░Éņåī, ņŖżĒī©Ēä░ ļ░Å ĻĘĀņŚ┤ņØś ņĀĆĻ░É ļō▒ ņÜ®ņĀæņä▒ļŖźņØ┤ ĻĖ░ņĪ┤ņØś ļĀłņØ┤ņĀĆ ļ░®ņŗØļ│┤ļŗż ņÜ░ņłśĒĢ£ Ļ▓āņ£╝ļĪ£ ņØ╝ļČĆ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż
21,22).
Fig.┬Ā27
Intensity distribution for adjustable beam mode laser
21)
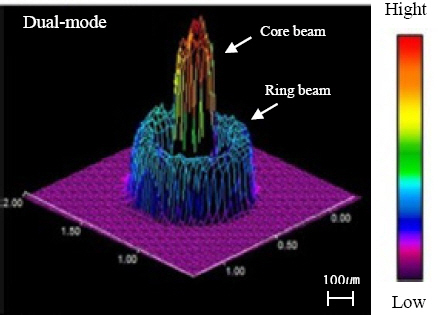
ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļÅģļ”ĮņĀüņØĖ ņĪ░ņĀłņØ┤ Ļ░ĆļŖźĒĢ£ ņĮöņ¢┤ ļ╣öĻ│╝ ļ¦ü ļ╣öņØś ņČ£ļĀź ļ│ĆņĪ░Ļ░Ć ņÜ®ņĀæņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ņןļ╣äļŖö CoherentńżŠ FL-ARM 6000 ļ¬©ļŹĖņØś ĒīīņØ┤ļ▓ä ļĀłņØ┤ņĀĆļĪ£ ņĄ£ļīĆ ņČ£ļĀźņØĆ 6 kWņØ┤ļŗż. ņŚ¼ĻĖ░ņä£ ļ╣ö ļČäĒĢĀņØĆ ņĮöņ¢┤ ļ╣öņØś Ļ▓ĮņÜ░ ņĄ£ļīĆ 2kWĻ╣īņ¦Ć ņĪ░ņĀł Ļ░ĆļŖźĒĢśļ®░, ļ¦ü ļ╣öņØĆ 4 kWĻ╣īņ¦Ć ļÅģļ”ĮņĀüņ£╝ļĪ£ ņČ£ļĀźņØ┤ Ļ░ĆļŖźĒĢśļŗż. ņØ┤ņŚÉ ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö
Table 6ņØś No.1~8Ļ│╝ Ļ░ÖņØ┤ ņÜ®ņĀæņåŹļÅäļź╝ 4 m/minņ£╝ļĪ£ Ļ│ĀņĀĢĒĢ£ ļÆż ņĮöņ¢┤ ļ╣öĻ│╝ ļ¦ü ļ╣öņØś ņĪ░ĒĢ®ņŚÉ ļö░ļźĖ ņÜ®ņĀæņä▒ņØä ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ņåŹļÅäņŚÉ ļö░ļźĖ ņśüĒ¢źņØä ļ╣äĻĄÉĒĢśļŖö ņŗżĒŚś ļśÉĒĢ£ ņ¦äĒ¢ēĒĢśņśĆļŗż(No.8).
Table┬Ā6
Welding condition for adjustable mode beam laser and the results of tensile shear strength at each specimen
|
No |
Power (kW) |
Speed (m/min) |
Strength (MPa) |
Fracture location |
|
Core |
Ring |
|
1 |
2 |
0 |
4 |
- |
- |
|
2 |
2 |
70 |
Interface |
|
3 |
3 |
136 |
Weld metal |
|
4 |
4 |
131 |
Weld metal |
|
5 |
0 |
4 |
- |
- |
|
6 |
1 |
127 |
Weld metal |
|
7 |
2 |
6 |
156 |
Weld metal |
ņØ┤ņŚÉ ļö░ļźĖ ņŗ£ĒŚś Ļ▓░Ļ│╝ļŖö
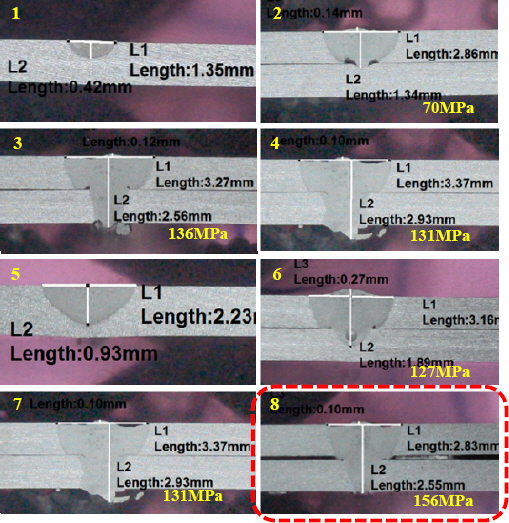
Fig. 28ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņÜ░ņäĀ ņĮöņ¢┤ ļ╣ö ļśÉļŖö ļ¦ü ļ╣öņØä ņé¼ņÜ®ĒĢśņ¦Ć ņĢŖļŖö Ļ▓ĮņÜ░(No. 1, 5)ļŖö ĒéżĒÖĆņØ┤ ĒśĢņä▒ļÉśņ¦Ć ņĢŖņĢä ĒĢśĒīÉĻ│╝ņØś ņĀæĒĢ®ņØ┤ ņĀäĒśĆ ņØ┤ļŻ©ņ¢┤ņ¦Ćņ¦Ć ņĢŖņĢśļŗż. ņĮöņ¢┤ ļ╣öĻ│╝ ļ¦ü ļ╣öņØä Ļ░üĻ░ü 2 kWņö® ņ┤Ø 4 kWņØś ņŚÉļäłņ¦ĆļĪ£ ņÜ®ņĀæĒĢ£ Ļ▓ĮņÜ░ņŚÉļÅä ņČ®ļČäĒĢ£ ņÜ®ņ×ģņØä ņ¢╗ĻĖ░ņŚÉļŖö ļČĆņĪ▒ĒĢśņŚ¼ Ļ│äļ®┤Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļ®░, ĻĘĖ ņÖĖ ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņŚ┤ņśüĒ¢źļČĆļź╝ ĒżĒĢ©ĒĢ£ ņÜ®ņĀæļČĆ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ ļłłņŚ¼Ļ▓© ļ│╝ Ļ▓āņØĆ ņÜ®ņĀæļČĆ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢ£ ņĪ░Ļ▒┤ņŚÉņä£ņØś ļ╣äļō£ ļŗ©ļ®┤ļōżņŚÉļŖö ļīĆļČĆļČä ĒÖĢņŚ░ĒĢ£ ĻĖ░Ļ│ĄņØ┤ ļ░£Ļ▓¼ļÉśņ¦Ć ņĢŖļŖöļŗżļŖö Ļ▓āņØ┤ļŗż. ĒŖ╣Ē׳ ļ│Ė ļĀłņØ┤ņĀĆ ņןļ╣äņØś ņĄ£ļīĆ ņČ£ļĀźņØä ņé¼ņÜ®ĒĢśļ®░ ņÜ®ņĀæņåŹļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēé© No.8 ņĪ░Ļ▒┤ņØś Ļ▓ĮņÜ░ ļ¦żņÜ░ ņ¢æĒśĖĒĢ£ ļ╣äļō£ ĒśĢņāüņØä ļéśĒāĆļé╝ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņĀäļŗ©Ļ░ĢļÅä ļśÉĒĢ£ 156 MPaļĪ£ ļéśĒāĆļé¼ļŖöļŹ░ ņØ┤ļŖö ņĢ× ņĀłņŚÉņä£ņØś ņĀ£ņé┤ņÜ®ņĀæ ļśÉļŖö ņŖżņ║ÉļäłņÜ®ņĀæņØś ņĀäļŗ©Ļ░ĢļÅäļ│┤ļŗż 25 %ļéś ļåÆņØĆ Ļ░ÆņØ┤ļŗż.
Fig.┬Ā28
Comparison of the cross-section geometry and tensile shear strength for adjustable mode beam laser welding at variable power combination
ņØ┤ņÖĆ Ļ░ÖņØ┤ ņĢīļŻ©ļ»ĖļŖäņØś ļĀłņØ┤ņĀĆņÜ®ņĀæņŚÉņä£ Ļ▒┤ņĀäĒĢ£ ņÜ®ņĀæļČĆļź╝ ņ¢╗ņØä ņłś ņ׳ņŚłļŹś ņØ┤ņ£ĀļŖö Ļ░Ćļ│Ć ļ╣ö ļĀłņØ┤ņĀĆņØś ļ╣ö ĻĄ¼ņĪ░ļź╝ ĻĘ╝Ļ▒░ļĪ£ ņäżļ¬ģĒĢĀ ņłś ņ׳ļŗż. ļ╣öņØĆ
Fig. 27Ļ│╝ Ļ░ÖņØ┤ ņĮöņ¢┤ ļ╣öņØś ņÖĖĻ│ĮņØä ļ¦ü ļ╣öņØ┤ ļæśļ¤¼ņŗĖĻ▓ī ļÉśļŖöļŹ░ ņÜ®ņĀæ ņŗ£ ņÖĖĻ│ĮņØś ņäĀĒ¢ē ļ¦ü ļ╣öņØĆ ņĢīļŻ©ļ»ĖļŖäņØś ņś©ļÅäļź╝ ņČ®ļČäĒ׳ ņś¼ļĀżņŻ╝ņ¢┤ ļĀłņØ┤ņĀĆ ĒīīņןņØś ĒØĪņłśņ£©ņØä ļåÆņŚ¼ņŻ╝ļŖö ņŚŁĒĢĀņØä ĒĢ£ļŗż. ņØ┤Ēøä ņĮöņ¢┤ ļ╣öņØĆ ĒéżĒÖĆņØä ĒśĢņä▒ĒĢśļŖö ņŚŁĒĢĀņØä ĒĢśļ®░ ļÆżļö░ļØ╝ņśżļŖö ĒøäĒ¢ē ļ¦ü ļ╣öņØś ĒøäņŚ┤ņ▓śļ”¼ ĒÜ©Ļ│╝ļĪ£ ņØĖĒĢ┤ ņś©ļÅäĻĄ¼ļ░░Ļ░Ć ļé«ņĢäņ¦ĆĻ▓ī ļÉśņ¢┤ ĒéżĒÖĆņØ┤ ļ│┤ļŗż ņĢłņĀĢņĀüņ£╝ļĪ£ ņ£Āņ¦ĆļÉ£ļŗż. Ļ▓░ĻĄŁ ņĢłņĀĢņĀüņ£╝ļĪ£ ņ£Āņ¦ĆļÉśļŖö ĒéżĒÖĆņØä ĒåĄĒĢ┤ ņÜ®ņ£Ąņ¦Ć ļé┤ļČĆ ĻĖ░Ļ│ĄņØś ņøÉĒÖ£ĒĢ£ ļ░░ņČ£ņØ┤ Ļ░ĆļŖźĒĢśĻ▓ī ļÉśļ®░ ņĄ£ņóģņĀüņ£╝ļĪ£ļŖö ĻĘĀņØ╝ĒĢśĻ│Ā Ļ▒┤ņĀäĒĢ£ ņÜ®ņ£ĄļČĆļź╝ ĒśĢņä▒ĒĢśļŖö ļ®öņ╗żļŗłņ”śņØ┤ļŗż.
ņØ┤ņāüĻ│╝ Ļ░ÖņØ┤ Ļ░Ćļ│Ć ļ╣ö ļĀłņØ┤ņĀĆņŚÉ ņØśĒĢ£ ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæļČĆņØś ĒÆłņ¦łņØĆ ņĢ×ņäĀ ĒāĆ ļĀłņØ┤ņĀĆņÜ®ņĀæ Ļ│ĄņĀĢ ļīĆļ╣ä ļ╣äĻĄÉņĀü ņēĮĻ▓ī ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ņŚłņ£╝ļéś, ņØ┤ņÖĆ Ļ░ÖņØĆ ĒÜ©Ļ│╝Ļ░Ć ĒāĆ ĒĢ®ĻĖłĻ│äņŚ┤(ex: 6ņ▓£Ļ│ä, 7ņ▓£Ļ│ä ļō▒) ļśÉļŖö ĒāĆ ņĀ£ņĪ░ļ▓Ģ(ex: ņŻ╝ņĪ░ņ×¼, ņĢĢņČ£ņ×¼ ļō▒)ņ£╝ļĪ£ ļ¦īļōżņ¢┤ņ¦ä ņĢīļŻ©ļ»ĖļŖäņŚÉļÅä ļÅÖņØ╝ĒĢ£ ĒÜ©Ļ│╝Ļ░Ć ņĪ┤ņ×¼ĒĢśļŖöņ¦ĆņŚÉ ļīĆĒĢ┤ņä£ļŖö ņĢäņ¦ü ņŗĀļó░ĒĢĀļ¦īĒĢ£ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļōżņØ┤ ļČĆņĪ▒ĒĢ£ ņāüĒā£ņŚ¼ņä£ Ļ░Ćļ│Ć ļ╣ö ļĀłņØ┤ņĀĆņØś ņĀüņÜ®ņØä ņ£äĒĢ┤ņä£ļŖö ņČ®ļČäĒĢ£ Ļ▓ĆĒåĀĻ░Ć ĒĢäņÜöĒĢśļŗż.
4.5 ĒĢśņØ┤ļĖīļ”¼ļō£ņÜ®ņĀæ
ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØĆ ļĀłņØ┤ņĀĆņÖĆ ņĢäĒü¼ļź╝ ļÅÖņŗ£ņŚÉ ņé¼ņÜ®ĒĢśļŖö ļ│ĄĒĢ®ņÜ®ņĀæ, ņ”ē ļĀłņØ┤ņĀĆņÖĆ ņĢäĒü¼ļź╝ ĒĢśļéśņØś ņÜ®ņ£ĄĒÆĆņŚÉņä£ ņÜ®ņ£Ąņŗ£ņ╝£ ņĀæĒĢ®ĒĢśļŖö ļ░®ņŗØņ£╝ļĪ£ ļĀłņØ┤ņĀĆņØś ļåÆņØĆ ņāØņé░ņä▒Ļ│╝ ņÜ®ņ×ģ Ļ╣ŖņØ┤ ĻĘĖļ”¼Ļ│Ā ņĢäĒü¼ņØś ļäōņØĆ Ļ░Ł ņ╗żļ▓ä ļŖźļĀźņØä ļÅÖņŗ£ņŚÉ ĻĄ¼Ēśä Ļ░ĆļŖźĒĢ£ Ļ│ĄņĀĢņØ┤ļŗż. ņŗżņĀ£ Ļ░üĻ░üņØś Ļ│ĄņĀĢņØĆ ņāüĒśĖ ļ│┤ņÖäņ×æņÜ®ņØä ĒåĄĒĢ┤ ņÜ®ņ£ĄĒÆĆņØ┤ ņĢłņĀĢĒÖöļÉśņ¢┤ ļåÆņØĆ ĒÆłņ¦łņØś ņÜ®ņĀæļČĆļź╝ ņ¢╗ņØä ņłś ņ׳ļŖö ņןņĀÉņØ┤ ņ׳ļŖö ļ░śļ®┤ņŚÉ ļĀłņØ┤ņĀĆņÖĆ ņĢäĒü¼ņØś Ļ│ĄņĀĢļ│ĆņłśĻ░Ć ļ│ĄĒĢ®ņĀüņ£╝ļĪ£ ņ×æņÜ®ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņ×æņŚģņ×ÉņØś ņÜ®ņĀæņŚÉ ļīĆĒĢ£ ņØ┤ĒĢ┤ļÅäĻ░Ć ļ│┤ļŗż ņÜöĻĄ¼ļÉĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņŗ£ņŖżĒģ£ņØ┤ ļ╣äĻĄÉņĀü Ļ│ĀĻ░ĆņØ┤ļ®░ ņĄ£ĻĘ╝ņŚÉļŖö ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØä ļīĆņ▓┤ĒĢĀ ņłś ņ׳ņØä ļ¦īĒü╝ ļŗżņ¢æĒĢ£ ņÜ®ņĀæĻĖ░ņłĀņØś ļ░£ņĀäņ£╝ļĪ£ ņØĖĒĢ┤ Ēśäņ×¼ ņŗżņĀ£ ņé░ņŚģĒśäņןņŚÉņä£ļŖö ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśļŖö ĒÄĖņØĆ ņĢäļŗłļŗż.
ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļÅÖņØ╝ĒĢ£ ņÜ®ņĀæņåŹļÅä(2 m/min)ņŚÉņä£ ļĀłņØ┤ņĀĆ ņČ£ļĀź ļśÉļŖö ņĢäĒü¼ ņ×ģņŚ┤ ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆ ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ┤ņä£ļ¦ī Ļ░äļŗ©Ē׳ ĒÖĢņØĖĒĢśļŖö ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŗżĒŚśņŚÉ ņé¼ņÜ®ļÉ£ ļĀłņØ┤ņĀĆļŖö TrumpfńżŠņØś TruDisk 3300 ļ¬©ļŹĖņØś ļööņŖżĒü¼ ļĀłņØ┤ņĀĆļĪ£ ņĄ£ļīĆ ņČ£ļĀźņØĆ 3.3 kWņØ┤ļ®░ ļ╣ö ņ¦üĻ▓ĮņØĆ 400 ŃÄøņØ┤ļŗż. ĒĢ£ĒÄĖ ņĢäĒü¼ņÜ®ņĀæņØś Ļ▓ĮņÜ░ FroniousńżŠņØś TPS4000 ļ¬©ļŹĖļĪ£ ņĄ£ļīĆ 400 AņØś ņĀäļźś ņÜ®ļ¤ēņØä Ļ░¢ļŖö GMAW ņÜ®ņĀæņןņ╣śņØ┤ļ®░, ņĢäĒü¼ņÖĆ ļĀłņØ┤ņĀĆņØś ļ│ĄĒĢ®ņÜ®ņĀæņØä ņ£äĒĢ£ ĒŚżļō£ļŖö ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ FroniousńżŠņØś ĒĢśņØ┤ļĖīļ”¼ļō£ņÜ®ņĀæ ņĀäņÜ® ĒŚżļō£ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņĢäĒü¼ ņÜ®ņĀæņÜ® ņÜ®Ļ░Ćņ×¼ļŖö ņ¦Ćļ”ä 1.2 mmņØś Al5356ņØä ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░ ņÜ®ņĀæņØĆ ĒÄäņŖżļ¬©ļō£ļĪ£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ĒĢ£ĒÄĖ ļ│┤ĒśĖĻ░ĆņŖżļŖö 15 LPM ņ£Āļ¤ēņØś Argon Ļ░ĆņŖżļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ļĀłņØ┤ņĀĆņÖĆ ņĢäĒü¼ Ļ░ä ņ┤łņĀÉĻ▒░ļ”¼ļŖö 4 mmļĪ£ Ļ│ĀņĀĢĒĢśĻ│Ā ļĀłņØ┤ņĀĆĻ░Ć ņäĀĒ¢ēļÉśļŖö ļ░®Ē¢źņ£╝ļĪ£ ņÜ®ņĀæņØä ņ¦äĒ¢ēĒĢśņśĆļŗż.
ņŗ£ĒÄĖ ņĀ£ņ×æņĪ░Ļ▒┤ ļ░Å Ļ░ü ņĪ░Ļ▒┤ņŚÉņä£ņØś ņĀäļŗ©Ļ░ĢļÅäņŗ£ĒŚś Ļ▓░Ļ│╝ļŖö
Table 7ņŚÉ ņĀ£ņŗ£ĒĢśņśĆņ£╝ļ®░,
Fig. 29ņŚÉļŖö ĒĢ┤ļŗ╣ ņĪ░Ļ▒┤ņŚÉņä£ņØś ņÜ®ņĀæļ╣äļō£ ļŗ©ļ®┤ ļ░Å ļ╣äļō£ ņÖĖĻ┤ĆņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ņÜ®ņĀæ Ļ▓░Ļ│╝ ļŗ©ļ®┤ņØś ĒśĢĒā£ļŖö
Fig. 22ņØś ņĢäĒü¼ņÜ®ņĀæ ļŗ©ļ®┤ĒśĢĒā£ņÖĆ Ļ▒░ņØś ņ░©ņØ┤Ļ░Ć ņŚåņ£╝ļ®░, ļ╣äļō£ ņÖĖĻ┤Ć ļ░Å ņĀäļŗ©Ļ░ĢļÅä ļśÉĒĢ£ ņ£Āņé¼ĒĢ£ Ļ░ÆņØä ļéśĒāĆļāłļŗż. ĒĢ£ĒÄĖ Ļ│ĄņĀĢļ│Ćņłś ņĖĪļ®┤ņŚÉņä£ ņĢäĒü¼ņÜ®ņĀæ ņŗżĒŚśĻ▓░Ļ│╝ņÖĆ ļ╣äĻĄÉĒĢĀ Ļ▓ĮņÜ░ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØĆ ņĢäĒü¼ņÜ®ņĀæ ļīĆļ╣ä 2ļ░░ ņĀĢļÅä ļåÆņØĆ ņÜ®ņĀæņåŹļÅäņŚÉņä£ļÅä Ļ▒┤ņĀäĒĢ£ ļ╣äļō£ļź╝ ĒśĢņä▒ĒĢĀ ņłś ņ׳ļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņŗżņĀ£ļĪ£ ļ│Ė ņŗżĒŚśņŚÉņä£ ņĀüņÜ®ĒĢ£ 2 m/minņØś ņÜ®ņĀæņåŹļÅäļŖö ņĢäĒü¼ ļŗ©ļÅģņÜ®ņĀæņŚÉņä£ļŖö ņĢłņĀĢņĀüņØĖ ņÜ®ņĀæ ĒÆłņ¦łņØä ņ¢╗ļŖö Ļ▓āņØ┤ Ļ▒░ņØś ļČłĻ░ĆļŖźĒĢśļŗż. ĻĘĖļ¤¼ļéś ņĢäĒü¼ņÖĆ ļĀłņØ┤ņĀĆĻ░Ć ļÅÖņØ╝ĒĢ£ ņ¦ĆĒ¢źņĀÉņØä Ļ░¢ļŖö ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØś Ļ▓ĮņÜ░ ĒéżĒÖĆņŚÉņä£ ļ░£ņāØĒĢśļŖö ļĀłņØ┤ņĀĆ ĒöīļØ╝ņ”łļ¦łņÖĆ ņĢäĒü¼ņØś ņāüĒśĖņ×æņÜ®ņŚÉ ņØśĒĢ┤ ņĢłņĀĢņĀüņØĖ ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśĻ▓ī ļÉśļ®░ ĻĘĖ ņØ┤ņ£ĀļŖö ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ņäżļ¬ģĒĢĀ ņłś ņ׳ļŗż.
Table┬Ā7
Welding condition and the results of tensile shear strength for laser-arc hybrid welding
|
No |
Welding condition |
Strength (MPa) |
|
Laser power (kW) |
Arc current (A) |
|
1 |
1.5 |
65 |
214 |
|
2 |
2.5 |
65 |
226 |
|
3 |
2.5 |
80 |
198 |
Fig.┬Ā29
Comparison of the cross-section geometry and tensile shear strength results according to arc current or laser power in laser-arc hybrid welding of aluminum
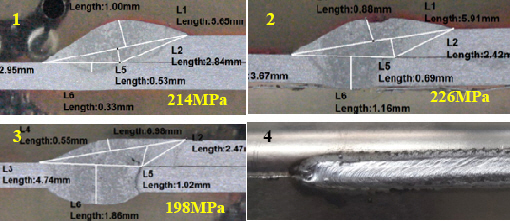
MIGņÜ®ņĀæņØĆ ĒåĄņĀäņÜ®ņĀæņØ┤ņ¢┤ņä£ ļ░®ņČ£ļÉ£ ņĀäņ×Éļź╝ ņé¼ņØ┤ņŚÉ ļæÉĻ│Ā Ēö╝ņÜ®ņĀæļ¼╝Ļ│╝ ĒåĄņĀäĒĢśņŚ¼ ĻĘĖ ņĢäĒü¼ņŚ┤ļĪ£ ņÜ®ņĀæņØä ĒĢśļŖö ļ░®ļ▓ĢņØ┤ļŗż. ņØ┤Ļ▓āņŚÉ ļīĆĒĢ┤ņä£ Ēö╝ņÜ®ņĀæļ¼╝ņŚÉ ņŚÉļäłņ¦Ćļ░ĆļÅäĻ░Ć ļåÆņØĆ ļĀłņØ┤ņĀĆļź╝ Ļ░ĆĒĢśņŚ¼ļÅä ņĀäņ×ÉĻ░Ć ļ░®ņČ£ļÉ£ļŗż(ņŚ┤ņĀäņ×Éļ░®ņČ£). ļö░ļØ╝ņä£ ņØ┤ļōżņØä ĒĢ®ņ│Éņä£ ļ│┤ļŗż ņĀäņ×Éļ░®ņČ£ņØä ņ┤ēņ¦äĒĢśņŚ¼ ņĢäĒü¼ņØś ņĢłņĀĢņä▒ņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳Ļ│Ā ņØ┤ņŚÉ ļö░ļØ╝ Ļ│ĀņåŹ ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢ£ Ļ▓āņØ┤ļŗż.
ĒĢ£ĒÄĖ ļĀłņØ┤ņĀĆ ņČ£ļĀź ļśÉļŖö ņĢäĒü¼ ņĀäļźśņŚÉ ļö░ļźĖ ņÜ®ņĀæļČĆņØś ĒśĢņāüņØä Ļ▓ĆĒåĀĒĢ£ Ļ▓░Ļ│╝ ļÅÖņØ╝ĒĢ£ ņĀäļźś ņĪ░Ļ▒┤ņŚÉņä£ ļĀłņØ┤ņĀĆ ņČ£ļĀźļ¦ī ņ”ØļīĆņŗ£Ēé¼ Ļ▓ĮņÜ░ ļ╣äļō£ ņŚ¼ņä▒ļČĆ(Excess bead)ņØś Ēü¼ĻĖ░ļŖö Ļ▒░ņØś ņ£Āņé¼ĒĢśļ®░ ņÜ®ņ×ģļ¦ī ņÖäņĀäņÜ®ņ×ģņ£╝ļĪ£ ļ│ĆĒÖöļÉśļŖö Ļ▓░Ļ│╝Ļ░Ć ļéśĒāĆļé¼ļŗż(
Fig. 29ņØś No.1Ļ│╝ No.2 ļ╣äĻĄÉ). ļ░śļ®┤ ļÅÖņØ╝ ļĀłņØ┤ņĀĆ ņČ£ļĀźņĪ░Ļ▒┤ņŚÉņä£ ņĢäĒü¼ ņĀäļźśļ¦ī ņ”ØĻ░Ćņŗ£Ēé© Ļ▓ĮņÜ░ņŚÉļŖö Ļ│╝ņÜ®ņ£ĄņŚÉ ņØśĒĢ┤ ņØ┤ļ®┤ļ╣äļō£Ļ░Ć ļ╣äļīĆĒĢśĻ▓ī ĒśĢņä▒ļÉśļ®░ ļŻ©ĒŖĖļČĆņŚÉļŖö Ļ│Āņś©ĻĘĀņŚ┤ļĪ£ ļ│┤ņØ┤ļŖö Ļ▓░ĒĢ©ņØ┤ ļ░£Ļ▓¼ļÉśņ¢┤ ņĄ£ņóģņĀüņ£╝ļĪ£ ņĀäļŗ©Ļ░ĢļÅäĻ░Ć ņĀĆĒĢśļÉśņŚłļŗż(
Fig. 29ņØś No.2Ļ│╝ No.3 ļ╣äĻĄÉ). ņØ┤ņāüĻ│╝ Ļ░ÖņØĆ Ļ▓░Ļ│╝ļŖö ņĢäĒü¼ņÖĆ ļĀłņØ┤ņĀĆĻ░Ć ņÜ®ņĀæļČĆ ĒśĢņāüņŚÉ ļ»Ėņ╣śļŖö Ļ░üĻ░üņØś ņŚŁĒĢĀņŚÉ ĻĖ░ņØĖĒĢ£ļŗż. ņ”ē ļĀłņØ┤ņĀĆņØś Ļ▓ĮņÜ░ ņÜ®ņ×ģĻ╣ŖņØ┤ņŚÉ ņĀłļīĆņĀüņØĖ ņśüĒ¢źņØä ļ»Ėņ╣śļ®░ ņĢäĒü¼ļŖö ļ╣äļō£ĒÅŁ ļ░Å ņÖĖĻ┤Ć ĒśĢņāüņØä Ļ▓░ņĀĢņ¦ōļŖö ņØĖņ×ÉņØ┤ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ Ļ░üĻ░üņØś ļ│ĆņłśņŚÉ ļīĆĒĢ£ ņĀüņĀłĒĢ£ ņĪ░ĒÖöļź╝ ĒåĄĒĢ┤ ņĄ£ņĀüņØś ņÜ®ņĀæņĪ░Ļ▒┤ņØä ļÅäņČ£ĒĢśļŖö Ļ▓āņØĆ ĒāĆ Ļ│ĄņĀĢļōżĻ│╝ ļ╣äĻĄÉĒĢ┤ ņāüļŗ╣Ē׳ ņżæņÜöĒĢśļ®┤ņä£ļÅä Ļ╣īļŗżļĪ£ņÜ┤ ņ×æņŚģņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
5. ņĄ£ņĀü ņĪ░ļ”ĮĻ│ĄņĀĢņØś ņäĀņĀĢ
ļ│Ė ņŚ░ĻĄ¼ļŖö ĻĖ░ņĪ┤ ņĀĆĒĢŁņĀÉņÜ®ņĀæĻ│ĄņĀĢņØä ĒåĄĒĢ┤ ņĀ£ņĪ░ļÉśĻ│Ā ņ׳ļŖö ņŖżĒŗĖ ļ░░Ēä░ļ”¼ņ╝ĆņØ┤ņŖż ļČĆĒÆłņØś Ļ▓Įļ¤ēĒÖöļź╝ ņ£äĒĢ┤ ņåīņ×¼ļź╝ ņĢīļŻ©ļ»ĖļŖäņ£╝ļĪ£ ļīĆņ▓┤ĒĢ©ņŚÉ ņ׳ņ¢┤ Ļ░Ćņן ņĀüĒĢ®ĒĢ£ ņĪ░ļ”Į Ļ│ĄņĀĢņØä ņäĀņĀĢĒĢśļŖö Ļ▓āņØ┤ ņĄ£ņóģ ļ¬®Ēæ£ņØ┤ļŗż. ņØ┤ņŚÉ 1.2t ļæÉĻ╗śņØś Al5052- H32 ņåīņ×¼ļź╝ ļīĆņāüņ£╝ļĪ£
Fig. 1Ļ│╝ Ļ░ÖņØ┤ ņĢīļŻ©ļ»ĖļŖä ļČĆĒÆłņØś ņĪ░ļ”ĮņŚÉ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ 9Ļ░Ćņ¦Ć Ļ│ĄņĀĢņŚÉ ļīĆĒĢ┤ Ļ░üĻ░ü Ļ▓ĆĒåĀĒĢśņśĆņ£╝ļ®░, Ļ░ü Ļ│ĄņĀĢņØś ĒŖ╣ņä▒ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ņŗżņĀ£ ņ¢æņé░ņØä ņ£äĒĢ£ Ļ│ĄņĀĢņØś ņĄ£ņóģ ņäĀĒāØņØĆ ņĢ×ņä£ ņä£ļĪĀņŚÉņä£ ņ¢ĖĻĖēĒĢ£ 6Ļ░Ćņ¦Ć ĻĖ░ņżĆ(ŌæĀņØ┤ņØīļČĆ ĒśĢņāü, ŌæĪņåīņ×¼ ņóģļźś ļ░Å ļæÉĻ╗ś, ŌæóļČĆĒÆłņÜöĻĄ¼ņĪ░Ļ▒┤, ŌæŻņāØņé░ņä▒ ļ░Å ļŗ©Ļ░Ć, ŌæżļČĆĒÆł ņé¼ņÜ®ĒÖśĻ▓Į, ŌæźņÜ®ņĀæņÜ®ņØ┤ņä▒)ņØ┤ ņóģĒĢ®ņĀüņ£╝ļĪ£ Ļ│ĀļĀżļÉśņ¢┤ņĢ╝ ĒĢśļŖöļŹ░, ļ│Ė ņŚ░ĻĄ¼ņØś Ļ▓ĆĒåĀ ļīĆņāü ļČĆĒÆł(HEVņÜ® ļ░░Ēä░ļ”¼ ņ╝ĆņØ┤ņŖż)ņØś Ļ▓ĮņÜ░ ņØ┤ņØīļČĆ ĒśĢņāü, ņåīņ×¼ ņóģļźś ļ░Å ļæÉĻ╗śļŖö ņØ┤ļ»Ė Ļ▓░ņĀĢļÉśņ¢┤ ņ׳ļŗż. ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ōæó~Ōæźļ▓ł ĒĢŁļ¬®ņØś ĻĖ░ņżĆņØä ļ░öĒāĢņ£╝ļĪ£ ļ│┤ļŗż ĻĄ¼ņ▓┤ņĀüņ£╝ļĪ£ 5Ļ░Ćņ¦Ć(Ēł¼ņ×ÉņāØņé░ļ╣ä, ņĀæĒĢ®Ļ░ĢļÅä, ļé┤ĻĄ¼ņä▒, ņāØņé░ņä▒ ļ░Å ņÜ®ņĀæ ļé£ņØ┤ļÅä)ļĪ£ ĒÅēĻ░Ćņ¦ĆĒæ£ļź╝ ĻĄ¼ļČäĒĢ£ Ēøä Ļ░ü Ļ│ĄņĀĢļ│ä 5ļŗ©Ļ│äņØś ņāüļīĆļ╣äĻĄÉļź╝ ĒåĄĒĢ┤ ņÜ░ņäĀņł£ņ£äļź╝ ļÅäņČ£ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ņØ┤ļĢī ĒÅēĻ░Ćņ¦ĆĒæ£ļ│ä Ļ░Ćņżæņ╣śļź╝ ļŗ¼ļ”¼ĒĢśņŚ¼ Ēł¼ņ×ÉņāØņé░ļ╣äļŖö 30 %, ņÜ®ņĀæ ļé£ņØ┤ļÅäļŖö 10 %ļĪ£ ĒĢśĻ│Ā ļéśļ©Ėņ¦Ć 3Ļ░£ ĒĢŁļ¬®ņŚÉ ļīĆĒĢ┤ņä£ļŖö 20 %ņØś Ļ░Ćņżæņ╣śļź╝ ļČĆņŚ¼ĒĢśņśĆļŗż. ņĄ£ņóģ ņŖżņĮöņ¢┤ņØś ņé░ņČ£ņØĆ AņØś Ļ▓ĮņÜ░ 5ņĀÉ, EņØś Ļ▓ĮņÜ░ 1ņĀÉņØä ļČĆņŚ¼ĒĢśĻ│Ā Ļ░Ćņżæņ╣śļ¦īĒü╝ Ļ│▒ĒĢ£ Ēøä ņØ┤ļź╝ 100ņĀÉ ļ¦īņĀÉņ£╝ļĪ£ ĒÖśņé░Ē¢łņØä ļĢīņØś Ļ░Æņ£╝ļĪ£ ņĀ£ņŗ£ĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ A~EņØś ĒÅēĻ░ĆĻ▓░Ļ│╝ļŖö 9Ļ░£ Ļ│ĄņĀĢņŚÉ ļīĆĒĢ£ ņāüļīĆņĀü ļ╣äĻĄÉ ļō▒ĻĖēņØ┤ļ®░, ņĀłļīĆņĀü ĒÅēĻ░Ćņ╣śļŖö ņĢäļŗłļŗż.
ņØ┤ļ¤¼ĒĢ£ ĻĖ░ņżĆņŚÉ ļö░ļźĖ Ļ│ĄņĀĢļ│ä ļČäņäØĻ▓░Ļ│╝ ņĪ░ļ”ĮĻ│ĄņĀĢņØś ņÜ░ņäĀņł£ņ£äļŖö
Table 8Ļ│╝ Ļ░ÖņØ┤ ņé░ņČ£ļÉśņŚłņ£╝ļ®░, ņäĀņĀĢ ĻĘ╝Ļ▒░ļŖö
Table 9ņŚÉ ņĀ£ņŗ£ĒĢśņśĆļŗż. ĒŖ╣Ē׳
Table 9ņŚÉļŖö ņןļ╣äĻ░ĆĻ▓® ļ░Å ļ│Ė ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢ┤ ļÅäņČ£ĒĢ£ ņĀäļŗ©Ļ░ĢļÅä ĻĘĖļ”¼Ļ│Ā ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ņŚÉ Ļ│ĄņĀĢ ņĀüņÜ® ņŗ£ ņןņĀÉ ļ░Å ņ£ĀņØśņĀÉņŚÉ ļīĆĒĢ┤ Ļ░üĻ░ü ņäżļ¬ģĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ ņןļ╣äĻ░ĆĻ▓®ņØĆ ņĀłļīĆņĀüņØĖ Ļ▓āņØ┤ ņĢäļŗłļ®░, ņןļ╣äņØś ņśĄņģś ļ░Å ņä▒ļŖź ņłśņżĆņŚÉ ļö░ļØ╝ Ēü¼Ļ▓ī ļŗ¼ļØ╝ņ¦ł ņłś ņ׳ļŗż. ļśÉĒĢ£ ņĀäļŗ©Ļ░ĢļÅäņØś Ļ▓ĮņÜ░ ņĀæĒĢ® ĒśĢĒā£ņØś ņāüņØ┤ĒĢ©(ņĀÉņĀæĒĢ®Ļ│╝ ņäĀņĀæĒĢ®)ņ£╝ļĪ£ ņØĖĒĢ┤ ņĀłļīĆņĀüņØĖ ļ╣äĻĄÉļŖö ļČłĻ░ĆĒĢśļ®░, ņĄ£ņóģņĀüņØĖ ņĀæĒĢ®ļČĆņØś ņä▒ļŖźņØĆ ņĀæĒĢ®ĻĖĖņØ┤ ļśÉļŖö ņĀæĒĢ® Ļ░£ņłśņŚÉ ļö░ļźĖļŗż. ļŗżļ¦ī ņŚ¼ĻĖ░ņä£ļŖö ņĀłļīĆ ļ╣äĻĄÉļź╝ ņ£äĒĢ┤ ņäĀņĀæĒĢ® Ļ│ĄņĀĢņØś Ļ▓ĮņÜ░ 25mm ņÜ®ņĀæĻĖĖņØ┤ ĻĖ░ņżĆ Ēīīļŗ©ĒĢśņżæņŚÉ ļīĆĒĢ┤ ļ│äļÅäļĪ£ Ēæ£ĻĖ░ĒĢśņśĆļŗż.
Table┬Ā8
Ranking for nine kind of aluminum joining processes through comparative analysis
|
Rank |
Joining process |
Parameters OEM consider for body shop (Weight factor, %) |
Total score |
|
Investment cost (30%) |
Joint strength (20%) |
Endurance (20%) |
Productivity (20%) |
Weldbality (10%) |
|
1 |
SPR |
C |
B |
A |
B |
B |
78 |
|
2 |
Arc welding |
B |
B |
C |
C |
C |
70 |
|
3 |
Refill FSSW |
C |
A |
B |
D |
D |
66 |
|
4 |
Laser welding |
D |
C |
C |
A |
C |
62 |
|
5 |
Spot welding |
B |
D |
D |
B |
D |
60 |
|
6 |
Adhesive bonding |
A |
C |
E |
E |
A |
58 |
|
7 |
Clinching |
B |
E |
E |
B |
B |
56 |
|
8 |
Hybrid joining |
E |
B |
C |
B |
E |
52 |
|
9 |
FDS |
C |
B |
D |
B |
B |
66 |
Table┬Ā9
Suggestion of aluminum joining process through comparison of pros and cons
|
Rank |
Process |
Equipment cost ($) |
Strength or peak load |
Advantages |
Note |
|
1 |
SPR |
150,000 |
3.0kN |
1. Completion of technical verification already
2. Possible to make joint in different materials and multiple layers
3. Short cycle time and no thermal damage
4. Excellent joining strength and fatigue endurance |
1. Need to import the system from overseas due to absence of domestic equipment
2. Requirement of both-sided approach
3. Additional weight increase due to rivet element
4. Use the consumable rivets |
|
2 |
Arc
Welding |
30,000 |
224MPa (6.7kN) |
1. Low cost of equipment investment
2. Simple mass production system (ex: jig, tool, consumables etc.)
3. Easy to set welding conditions and automation
4. Good welding accessibility (one side welding, 6G position) |
1. Relatively long cycle time
2. Need to manage production environment (temperature / humidity, material, etc.)
3. Consider the occurrence of thermal deformation and welding quality (porosities, cracks, etc.) |
|
3 |
Refill
FSSW |
180,000 |
5.3kN |
1. Processes already in use by some foreign companies(BMW, Jaguar, etc.)
2. Possible to use the same jig as the existing spot welding jig
3. Excellent joining strength
4. Non-consumable welding process and eco-friendly manufacturing |
1. Need to import the system from overseas due to absence of domestic equipment
2. Requirement of both-sided approach
3. Difficulty of system maintenance
4.Periodic dressing of the tool is required and susceptible to heat during continuous operation |
|
4 |
Laser Welding |
280,000 |
156MPa (4.7kN) |
1. Very fast and precise welding (high productivity)
2. Relatively small thermal deformation and thermal effect
3. Deep penetration with narrow heat affected zone
4. Additional lightweight due to reduced flange length |
1. Expensive system
2. Requirement of high-precision welding fixture due to very sensitive to gap
3. Safety requirements when running the machine
4. Requires accurate selection of laser beam source and operating method to prevent defects
5. Difficulty of system maintenance |
|
5 |
Spot Welding |
70,000 |
4.3kN |
1. Familiar mass production environment
2. Non-consumable welding process
3. Simple to check joint quality |
1. Requires high current equipment capacity and servo gun
2. Requires frequent dressing cycles |
|
6 |
Bonding |
10,000 |
14MPa (4.4kN) |
1. Easy to apply (No special process conditions required)
2. Stress distribution, sealing effect and NVH/noise improvement |
1. Deterioration of mechanical properties due to environment (temperature and humidity)
2. Used in combination with other mechanical fastening |
|
7 |
Clinching |
50,000 |
1.1kN |
1. Easy to apply and
2. Short cycle time and no thermal damage
3. Simple to check joint quality |
1. Relatively low bonding strength
2. Weak to vibration |
|
8 |
Hybrid
Welding |
350,000 |
226MPa (6.8kN) |
1. High productivity and excellent joining quality (benefits of both arc and laser welding) |
1. Difficult to find process condition and system maintenance
2. Very expensive and complex the system
3. Negligible effect at thin thickness |
|
9 |
FDS |
100,000 |
4.5kN |
1. Fastening possible from one side (improved accessibility) |
1. Applicable only to the closed section due to the protrusion of back side |
ļīĆņāü ļČĆĒÆłņØś ņĄ£ņĀü Ļ│ĄņĀĢņŚÉ ļīĆĒĢ£ Ļ▓ĆĒåĀ Ļ▓░Ļ│╝ SPRņØ┤ Ļ░Ćņן ņ£Āļ”¼ĒĢ£ Ļ│ĄņĀĢņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. SPRņØĆ ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼Ļ░Ć Ļ░¢ļŖö ļ¼╝ļ”¼ņĀü/ĻĖłņåŹĒĢÖņĀü ĒŖ╣ņä▒ņŚÉ ĻĖ░ņØĖĒĢ£ ņÜ®ņĀæņä▒ņØś Ļ│ĀļĀżņŚåņØ┤ ņĪ░ļ”ĮņØ┤ Ļ░ĆļŖźĒĢśļ®░ ļ│Ėļö® Ļ│ĄņĀĢĻ│╝ņØś Ēś╝ņÜ® ņé¼ņÜ®ņØä ĒåĄĒĢ┤ ņÜ░ņłśĒĢ£ ņä▒ļŖźņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŖö ņןņĀÉņØ┤ ņ׳ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ņØ┤ļ»Ė ĒĢ┤ņÖĖņŚÉņä£ļŖö ņśżļלņĀäļČĆĒä░ ņ¢æņé░ņŚÉ ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŖö Ļ│ĄņĀĢņ£╝ļĪ£ ĻĖ░ņłĀņĀü Ļ▓Ćņ”ØņØ┤ ņÖäļŻīļÉśņ¢┤ ņĀüņÜ®ņŚÉ ļ¼┤ļ”¼Ļ░Ć ņŚåņ£╝ļ®░ ņÖĖņé░ ņןļ╣ä ļÅäņ×ģņŚÉ ļö░ļźĖ ļ”¼ņŖżĒü¼ļ¦ī Ļ┤Ćļ”¼ļÉ£ļŗżļ®┤ Ļ░Ćņן Ļ▓Įņ¤üļĀź ņ׳ļŖö Ļ│ĄņĀĢņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļŗżļ¦ī ļ│Ė ņŚ░ĻĄ¼Ļ▓░Ļ│╝ņŚÉņä£ļŖö ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć 3.0 kNņ£╝ļĪ£ ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņĢśļŖöļŹ░ ņØ┤ļŖö ļ”¼ļ▓│ ļ░Å ĒÄĆņ╣Ł ļŗżņØ┤ņØś ņĄ£ņĀüĒÖöņŚÉ ļö░ļØ╝ ņČ®ļČäĒ׳ Ē¢źņāü Ļ░ĆļŖźĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ļæÉ ļ▓łņ¦ĖļĪ£ ņĀ£ņĢłļÉ£ Ļ│ĄņĀĢņØĆ ņĢäĒü¼(MIG)ņÜ®ņĀæņØĖļŹ░ ņØ┤ļŖö Ļ░ĆĻ▓®ņĀüņØĖ Ļ▓Įņ¤üļĀźĻ│╝ ļ╣äĻĄÉņĀü ņēĮĻ▓ī Ļ│ĄņĀĢņØä ĻĄ¼ņČĢĒĢĀ ņłś ņ׳ļŖö ņןņĀÉņØ┤ ĻĘĖ ņØ┤ņ£ĀņØ┤ļŗż. ņĢäĒü¼ ņÜ®ņĀæ ņĀüņÜ® ņŗ£ ņŚ┤ļ│ĆĒśĢ ļ░Å ņÜ®ņĀæĒÆłņ¦łņŚÉ ļīĆĒĢ£ Ļ┤Ćļ”¼ļ¦ī ĒÖĢņŗżĒĢśĻ▓ī ņØ┤ļżäņ¦Ćļ®┤ ļ│Ė Ļ│ĄņĀĢņØä ļÅäņ×ģĒĢśļŖöļŹ░ ņĀäĒśĆ ļ¼┤ļ”¼Ļ░Ć ņŚåļŗż.
ņäĖ ļ▓łņ¦ĖļŖö ļ”¼ĒĢä ļ¦łņ░░ĻĄÉļ░śņĀÉņÜ®ņĀæ Ļ│ĄņĀĢņ£╝ļĪ£ ļ│Ė Ļ│ĄņĀĢ ļśÉĒĢ£ ņĄ£ĻĘ╝ļČĆĒä░ ĒĢ┤ņÖĖ ņØ╝ļČĆ ņäĀņ¦äņŚģņ▓┤ņŚÉņä£ļŖö ņ¢æņé░ņŚÉ ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŖö ĻĖ░ņłĀņØ┤ļŗż. ņÖĖņé░ ņןļ╣ä ļÅäņ×ģĻ│╝ ņ£Āņ¦Ćļ│┤ņłśņØś ņ¢┤ļĀżņøĆ ĻĘĖļ”¼Ļ│Ā Ļ│ĄņĀĢņŚÉ ļīĆĒĢ£ ņČ®ļČäĒĢ£ ņØ┤ĒĢ┤Ļ░Ć ņÜöĻĄ¼ļÉśļŖö ļŗ©ņĀÉņØ┤ ņ׳ņØīņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņĀæĒĢ®ļČĆņØś ĒÆłņ¦łņØ┤ ņÜ░ņłśĒĢśļ®░ ļ╣äņåīļ¬©ņä▒ ņÜ®ņĀæ Ļ│ĄņĀĢņØ┤ļ»ĆļĪ£ ņČ®ļČäĒĢ£ Ļ▓Įņ¤üļĀźņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŗż.
ļŗżņØīņ£╝ļĪ£ļŖö ļĀłņØ┤ņĀĆņÜ®ņĀæņØĖļŹ░ ņØ┤ļŖö ļ╣äņŗ╝ ņ┤łĻĖ░ ņןļ╣äĒł¼ņ×Éļ╣äĻ░Ć Ļ│ĄņĀĢ ļÅäņ×ģņØś Ļ░Ćņן Ēü░ ņ¢┤ļĀżņøĆņ£╝ļĪ£ ņ×æņÜ®ĒĢ£ļŗż. ļ░śļ®┤ ņāØņé░ņä▒ ņĖĪļ®┤ņŚÉņä£ļŖö ĒāĆ Ļ│ĄņĀĢ ļīĆļ╣ä ļåÆņØĆ ĒÜ©ņ£©ņØä ļ│┤ņןĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ
Table 4ņŚÉ ņĀ£ņŗ£ļÉ£ ņŚ¼ļ¤¼ ļ░®ļ▓Ģ ņżæ ņĀüņĀłĒĢ£ ļ░®ļ▓ĢņØä ņäĀĒāØĒĢĀ Ļ▓ĮņÜ░ ņ¢┤ļĀĄņ¦Ć ņĢŖĻ▓ī ļ¬®Ēæ£ ļŗ¼ņä▒ņØ┤ Ļ░ĆļŖźĒĢĀ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
ĒĢ£ĒÄĖ ņĀĆĒĢŁņĀÉņÜ®ņĀæ Ļ│ĄņĀĢ ņØ┤ĒĢś ļ│Ėļö®, Ēü┤ļ”░ņ╣Ł, ĒĢśņØ┤ļĖīļ”¼ļō£ņÜ®ņĀæ ļ░Å FDS ļō▒ņØĆ ņĢäņ¦üĻ╣īņ¦ĆļŖö ņŻ╝ Ļ│ĄņĀĢ ļśÉļŖö ļŗ©ļÅģņ£╝ļĪ£ ņé¼ņÜ®ĒĢśĻĖ░ņŚÉļŖö ļ¼┤ļ”¼Ļ░Ć ļö░ļźĖļŗż. ņÜ░ņäĀ ņĀĆĒĢŁņĀÉņÜ®ņĀæņØś Ļ▓ĮņÜ░ļŖö ņĢäņ¦üĻ╣īņ¦Ć ņĀäĻĘ╣ņśżņŚ╝ņŚÉ ņØśĒĢ£ ņłśļ¬ģ ļ░Å ĒÜ©ņ£© ņĀĆĒĢśņŚÉ ļö░ļØ╝ ņĢīļŻ©ļ»ĖļŖäņÜ®ņĀæ ņĀüņÜ®ņŚÉļŖö ļ¼┤ļ”¼Ļ░Ć ņ׳ņ£╝ļ®░, ļ¦ÄņØĆ ņŚ░ĻĄ¼ņ×ÉļōżņØ┤ ņØ┤ļź╝ ĻĘ╣ļ│ĄĒĢśĻĖ░ ņ£äĒĢ┤ ļģĖļĀź ņżæņŚÉ ņ׳ļŗż.
ļæÉ ļ▓łņ¦ĖļĪ£ ļ│Ėļö® Ļ│ĄņĀĢņØś Ļ▓ĮņÜ░ Ļ│ĄņĀĢņØś ņÜ®ņØ┤ņä▒ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ļīĆļČĆļČä ņĀÉņĀæĒĢ® Ļ│ĄņĀĢ(SPR, ņĀĆĒĢŁ, FDS ļō▒)Ļ│╝ Ēś╝ņÜ®ļÉśņ¢┤ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖöļŹ░, ņØ┤ļŖö ņןĻĖ░ ņé¼ņÜ®ņŚÉ ļö░ļźĖ ļ¼╝ņä▒ ņĀĆĒĢśĻ░Ć Ļ░Ćņן Ēü░ ļ¼ĖņĀ£Ļ░Ć ļÉśļ®░, ņĀæņ░®ņĀ£ Ļ│Āņ£ĀņØś Ļ▓ĮĒÖöņŗ£Ļ░äņØ┤ ņĪ┤ņ×¼ĒĢ©ņŚÉ ļö░ļØ╝ ņāØņé░ņä▒ņŚÉļÅä ņ╣śļ¬ģņĀü ļŗ©ņĀÉņØ┤ ņ׳ļŗż.
ņäĖļ▓łņ¦ĖļĪ£ Ēü┤ļ”░ņ╣ŁņØś Ļ▓ĮņÜ░ ņØ╝ļ░ś Ļ░ĆņĀäņĀ£ĒÆłņØ┤ļéś ņé░ņŚģĻĖ░Ļ│äļČĆĒÆł ļō▒ņŚÉņä£ļŖö ļ¦ÄņØ┤ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļéś ņŻ╝ĻĖ░ņĀüņØĖ ņ¦äļÅÖņŚÉ ņĘ©ņĢĮĒĢśļ»ĆļĪ£ ņŻ╝ļĪ£ ņĀĢņĀü ĻĄ¼ņĪ░ļČĆĒÆłņŚÉ ĒĢ£ņĀĢļÉśļ®░ ĒŖ╣Ē׳ ņĢīļŻ©ļ»ĖļŖä ņ×ÉļÅÖņ░© ļČĆĒÆłņŚÉļŖö ļ│┤ņĪ░ ņĀæĒĢ®Ļ│ĄņĀĢņ£╝ļĪ£ļ¦ī ņé¼ņÜ®ļÉ£ļŗż. ĒĢ£ĒÄĖ ĒĢśņØ┤ļĖīļ”¼ļō£ņÜ®ņĀæņØś Ļ▓ĮņÜ░ļŖö ņ┤łĻĖ░ņŚÉļŖö ņĢäĒü¼ņÖĆ ļĀłņØ┤ņĀĆņØś ņןņĀÉņØä ļ¬©ļæÉ ņ¢╗ņØä ņłś ņ׳ņ¢┤ Ļ░üĻ┤æļ░øņĢśņ£╝ļéś ņĄ£ĻĘ╝ņŚÉļŖö ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæņØä ļīĆņ▓┤ĒĢĀ ņłś ņ׳ņØä ļ¦īĒü╝ ļŗżņ¢æĒĢ£ ņÜ®ņĀæĻĖ░ņłĀņØ┤ ļ¦ÄņØ┤ Ļ░£ļ░£ļÉśņŚłņØä ļ┐É ņĢäļŗłļØ╝ ņןļ╣ä Ēł¼ņ×Éļ╣ä ļ░Å Ļ│ĄņĀĢņØ┤ ļ¦żņÜ░ ļ│Ąņ×ĪĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ Ļ│ĄņĀĢ ņĀüņÜ®ņŚÉ ļīĆĒĢ£ ļČĆļŗ┤ņØ┤ ļö░ļźĖļŗż.
ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ FDSņØś Ļ▓ĮņÜ░
Table 8Ļ│╝ Ļ░ÖņØ┤ ņĄ£ņóģ ņŖżņĮöņ¢┤ļŖö 66ņĀÉņ£╝ļĪ£ ļ╣äĻĄÉņĀü ļåÆņĢśņ£╝ļéś, ņĄ£ĒĢśņł£ņ£äļĪ£ ņĀ£ņĢłĒĢśņśĆļŖöļŹ░ ņØ┤ļŖö ĒÅēĻ░Ćņ¦ĆĒæ£ ņżæ ņĀæĒĢ®ļČĆņØś ņÖĖĻ┤Ć ĒśĢņāüņØ┤ Ļ│ĀļĀżļÉśņ¦Ć ņĢŖņĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. FDSļŖö ĒÄĖļ░®Ē¢ź ņĀæĒĢ®ņ£╝ļĪ£ ĻĖ░Ļ│äņĀüņ▓┤Ļ▓░Ļ│ĄņĀĢņØ┤ Ļ░¢Ļ│Ā ņ׳ļŖö ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ļŗżņ¢æĒĢ£ ņןņĀÉņØ┤ ņ׳ņØīņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņĀæĒĢ®ļČĆ ļ░śļīĆļ®┤ņŚÉ ĒÖöņŖżļäłĻ░Ć ļÅīņČ£ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ņ¢æļ░®Ē¢ź ņĀæĻĘ╝ņØ┤ ņ¢┤ļĀżņÜ┤ ĒÅÉļŗ©ļ®┤ ĻĄ¼Ļ░äņŚÉņä£ļ¦ī ļ│┤ņĪ░ņĀüņ£╝ļĪ£ ņĀüņÜ®ļÉśļ®░ ņŻ╝ņÜö ņĪ░ļ”ĮĻ│ĄņĀĢņ£╝ļĪ£ ņĀüņÜ®ĒĢśĻĖ░ņŚÉļŖö ļČäļ¬ģĒĢ£ ĒĢ£Ļ│äĻ░Ć ņ׳ļŗż.
ņØ┤ņāüĻ│╝ Ļ░ÖņØ┤ ļŗ©ņł£ Ļ▓╣ņ╣śĻĖ░ ņÜ®ņĀæĻĄ¼ņĪ░ļĪ£ ņäżĻ│äļÉ£ ņĢīļŻ©ļ»ĖļŖä ņ░©ņ▓┤ ļČĆĒÆł(HEVņÜ® ļ░░Ēä░ļ”¼ņ╝ĆņØ┤ņŖż)ņØś ņĄ£ņĀü ņĪ░ļ”ĮĻ│ĄņĀĢņŚÉ ļīĆĒĢ£ Ļ▓ĆĒåĀļź╝ Ļ░ü Ļ│ĄņĀĢņØś ņןļŗ©ņĀÉņØä ļ╣äĻĄÉĒĢśļ®░ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņä£ ļ│Ė ņŚ░ĻĄ¼ņØś Ļ▓ĮņÜ░ ļŗ©ņł£ ĻĄ¼ņĪ░ļź╝ Ļ░¢ļŖö ļČĆĒÆłņŚÉ ļīĆĒĢ£ ņĪ░ļ”ĮĻ│ĄņĀĢņŚÉ ļīĆĒĢ┤ Ļ▓ĆĒåĀĒĢśņśĆņ£╝ļéś, ļČĆĒÆłņØś ĒśĢĒā£Ļ░Ć ļ│Ąņ×ĪĒĢśĻ▒░ļéś ņåīņ×¼Ļ░Ć ļŗżņ¢æĒÖö(ņØ┤ņóģņåīņ×¼)ļÉśļŖö Ļ▓ĮņÜ░ ļśÉļŖö ļČĆĒÆłņØ┤ ĻĄ¼ņĪ░ņĀüņØĖ ņ¦Ćņ¦Ćņ▓┤ņØś ņØ╝ļČĆĻ░Ć ļÉśļŖö Ļ▓ĮņÜ░, ņłśļ░Ćņä▒ņØ┤ ņÜöĻĄ¼ļÉśļŖö Ļ▓ĮņÜ░ ļō▒ ļīĆņāü ļČĆĒÆłņØś ĒŖ╣ņä▒ ļ░Å ņŚŁĒĢĀņŚÉ ļö░ļØ╝ ņĄ£ņĀü Ļ│ĄņĀĢņØĆ ņČ®ļČäĒ׳ ļŗ¼ļØ╝ņ¦ł ņłś ņ׳ņØīņØä ņĢīļ”░ļŗż.
ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ņ╣£ĒÖśĻ▓Įņ░© ņŗ£ļīĆĻ░Ć ļ│ĖĻ▓®ĒÖöļÉ©ņŚÉ ļö░ļØ╝ Ļ▓Įļ¤ēĒÖö ļź╝ ņ£äĒĢ┤ ņĢīļŻ©ļ»ĖļŖä ļśÉļŖö ņØ┤ņóģņåīņ×¼ Ļ░ä ņÜ®ņĀæĻĖ░ņłĀņŚÉ ļīĆĒĢ£ ņÜöĻĄ¼Ļ░Ć ĻĖēĻ▓®Ē׳ ņ”ØļīĆļÉśĻ│Ā ņ׳ņ£╝ļéś ņĢäņ¦üĻ╣īņ¦Ć ļīĆļČĆļČäņØś Ļ│ĄņĀĢ(ņןļ╣ä)ņØĆ ņÖĖņé░ņןļ╣äņŚÉ ņØśņĪ┤ĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ĻĄŁļé┤ņŚÉņä£ļŖö ņןļ╣ä ļÅäņ×ģņ£╝ļĪ£ ļŗ©ņł£ ņ¢æņé░ĒÆłņ¦ł ĒÖĢļ│┤ņŚÉļ¦ī ņŻ╝ļĀźĒĢśĻ│Ā ņ׳ļŗż. ņןĻĖ░ņĀü Ļ┤ĆņĀÉņŚÉņä£ ĻĄŁļé┤ ņ×ÉļÅÖņ░©ņé░ņŚģņØś ĻĖĆļĪ£ļ▓ī Ļ▓Įņ¤üļĀź ĒÖĢļ│┤ ļ░Å ĻĖ░ņłĀņóģņåŹ ĒāłĒö╝ļź╝ ņ£äĒĢ┤ņä£ļŖö ņøÉņ▓£ ņĀæĒĢ®ĻĖ░ņłĀ ĒÖĢļ│┤ļź╝ ĒåĄĒĢ£ Ļ│ĄņĀĢņØś ĻĄŁņé░ĒÖöĻ░Ć ņŗ£ĻĖēĒĢ£ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
6. Ļ▓░ ļĪĀ
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Ļ▓Įļ¤ēņ░©ņ▓┤ ņĪ░ļ”ĮņŚÉ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ Ļ│ĄņĀĢļōżņØś ĒŖ╣ņä▒ ļ░Å ņןļŗ©ņĀÉ ļ╣äĻĄÉļź╝ ĒåĄĒĢ┤ ņĄ£ņĀüņØś Ļ│ĄņĀĢņØä ņäĀĒāØĒĢśĻĖ░ ņ£äĒĢ£ Ļ░ĆņØ┤ļō£ļØ╝ņØĖņØä ņĀ£ņŗ£ĒĢśĻĖ░ ņ£äĒĢ£ ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņØ┤ņŚÉ 1.2t ļæÉĻ╗śņØś Al5052-H32 ņåīņ×¼ļź╝ ļīĆņāüņ£╝ļĪ£ 9Ļ░Ćņ¦Ć Ļ│ĄņĀĢņŚÉ ļīĆĒĢ┤ Ļ░üĻ░ü Ļ▓ĆĒåĀĒĢśņśĆņ£╝ļ®░, ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ļÅäņČ£ĒĢśņśĆļŗż.
1) ņŗżņĀ£ ņ¢æņé░ņØä ņ£äĒĢ£ ņĪ░ļ”ĮĻ│ĄņĀĢņØś ņĄ£ņóģ ņäĀĒāØņØĆ ņØ┤ņØīļČĆ ĒśĢņāü, ņåīņ×¼ ņóģļźś ļ░Å ļæÉĻ╗ś, ļČĆĒÆłņÜöĻĄ¼ņĪ░Ļ▒┤, ņāØņé░ņä▒ ļ░Å ļŗ©Ļ░Ć, ļČĆĒÆł ņé¼ņÜ®ĒÖśĻ▓Į, ļ░Å ņÜ®ņĀæņÜ®ņØ┤ņä▒ņØ┤ ļ│ĄĒĢ®ņĀüņ£╝ļĪ£ Ļ│ĀļĀżļÉśņ¢┤ņĢ╝ ĒĢśļ®░, ņØ┤ņŚÉ ļö░ļØ╝ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö SPR Ļ│ĄņĀĢņØ┤ Ļ░Ćņן Ļ▓Įņ¤üļĀź ņ׳ļŖö Ļ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņĢłļÉśņŚłļŗż.
2) ņĢäĒü¼ņÜ®ņĀæ, ļ”¼ĒĢä ļ¦łņ░░ĻĄÉļ░śņĀÉņÜ®ņĀæ ļ░Å ļĀłņØ┤ņĀĆņÜ®ņĀæ ļśÉĒĢ£ Ļ│ĄņĀĢņØś ļŗ©ņĀÉņØä ĻĘ╣ļ│ĄĒĢĀ Ļ▓ĮņÜ░ ņĢīļŻ©ļ»ĖļŖä ņĪ░ļ”ĮĻ│ĄņĀĢņŚÉ ņČ®ļČäĒĢ£ ļīĆņĢłņ£╝ļĪ£ ņé¼ņÜ®ĒĢĀ ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ļ│Ėļö®, ņĀĆĒĢŁņĀÉņÜ®ņĀæ, ĒĢśņØ┤ļĖīļ”¼ļō£ņÜ®ņĀæ, Ēü┤ļ”░ņ╣Ł ļ░Å FDS Ļ│ĄņĀĢņØĆ ņŻ╝ Ļ│ĄņĀĢ ļśÉļŖö ļŗ©ļÅģņ£╝ļĪ£ ņé¼ņÜ®ĒĢśĻĖ░ņŚÉļŖö ļ¼┤ļ”¼Ļ░Ć ļö░ļźĖļŗż.
3) ņĢīļŻ©ļ»ĖļŖä ņĪ░ļ”ĮņØä ņ£äĒĢ£ ļīĆļČĆļČäņØś Ļ│ĄņĀĢ(ņןļ╣ä)ņØĆ ņÖĖņé░ņןļ╣äņŚÉ ņØśņĪ┤ĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ĻĄŁļé┤ ņ×ÉļÅÖņ░©ņé░ņŚģņØś ĻĖĆļĪ£ļ▓ī Ļ▓Įņ¤üļĀź ĒÖĢļ│┤ ļ░Å ĻĖ░ņłĀņóģņåŹ ĒāłĒö╝ļź╝ ņ£äĒĢ┤ņä£ļŖö ņøÉņ▓£ ņĀæĒĢ®ĻĖ░ņłĀ ĒÖĢļ│┤ļź╝ ĒåĄĒĢ£ Ļ│ĄņĀĢņØś ĻĄŁņé░ĒÖöĻ░Ć ņŗ£ĻĖēĒĢśļŗż.
Ēøä ĻĖ░
ļ│Ė ņŚ░ĻĄ¼ļŖö 2022ļģäļÅä ņé░ņŚģĒåĄņāüņ×ÉņøÉļČĆ ņ╣£ĒÖśĻ▓Į ņ×ÉļÅÖņ░© ņ░©ņ▓┤ Ļ▓Įļ¤ēĒÖöļź╝ ņ£äĒĢ£ ņØ┤ņóģ ņåīņ×¼ ņĀæĒĢ® ĻĖ░ņłĀ Ļ░£ļ░£ ņé¼ņŚģ (No. 20017415)Ļ│╝ ĒĢ£ĻĄŁņŚ░ĻĄ¼ņ×¼ļŗ© ĒĢĄņŗ¼ņŚ░ĻĄ¼ņ¦ĆņøÉņä╝Ēä░ ņĪ░ņä▒ ņ¦ĆņøÉ Ļ│╝ņĀ£ (No.2019R1A6C1010045)ņØś ņ¦ĆņøÉņØä ļ░øņĢä ņłśĒ¢ēļÉśņŚłņ£╝ļ®░, ņØ┤ņŚÉ Ļ░Éņé¼ļō£ļ”Įļŗłļŗż.
References
3. Li. Dezhi, Chrysanthou. Andreas, Narikiyo. Toru, Patel. Imran, and Williams. Geraint, Self-piercing riveting:a review,
Int. J. Adv. Manuf. Technol. 92(12) (2017)
https://doi:10.1007/s00170-017-0156-x
10. J. Skovron, L. Mears, D. Ulutan, D. Detwiler, D. Paolini, B. Baeumler, and L. Claus, Characterization of Flow Drill Screwdriving Process Parameters on Joint Quality,
SAE Int. J. Mater. Manuf. 8(1) (2014) 35ŌĆō44.
https://doi.org/10.4271/2014-01-2241
[CROSSREF] 11. M. B. Tenorio, S. F. Lajarin, M. L. Gipiela, and P. V. P. Marcondes, The influence of tool geometry and process parameters on joined sheets by clinching,
J. Brazilian Soc. Mech. Sci. Eng. 41(2) (2019)
https://doi.org/10.1007/s40430-018-1539-0
[CROSSREF] 12. S. Saberi, N. Enzinger, R. Vallant, H. Cerjak, J. Hinter- dorfer, and R. Rauch,Influence of plastic anisotropy on the mechanical behavior of clinched joint of different coated thin steel sheets,
Int. Mater. Form. 1(1) 273ŌĆō276.
https://doi.org/10.1007/s12289-008-0349-9
[CROSSREF] 15. W. Brockmann, P. Ludwig, J. Klingen, and B. Schroder, Adhesive bonding:Materials, Application and Technology, WILEY - VCH Verlag GmbH. (2009)
18. J. R. Davis, ASM specialty Handbook:Aluminum and Aluminum Alloy, ASM International. (1993) 382



 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



