


1. ņä£ ļĪĀ
2. ņŗżĒŚś ļ░®ļ▓Ģ

3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņåīĻ▓░Ļ▒░ļÅÖ ļ░Å ĒŖ╣ņä▒ĒÅēĻ░Ć
Fig.┬Ā2

Table┬Ā1
| Transition metal carbides | MexCyCo (┬░C) (Me: Transition metal phase) | Solubility (mol%) |
|---|---|---|
| TiC | 1360 | 1.5 |
| ZrC | 1360 | 6.0 |
| VC | 1330 | 10.0 |
| NbC | 1380 | 6.0 |
| TaC | 1370 | 3.0 |
| Cr3C2 | 1245 | 12.0 |

3.2 ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ĒÅēĻ░Ć

Table┬Ā2
| Reference | Sintering process | Binder content (wt.%) | Grain size (╬╝m) | Hardness (kg/mm2) | Fracture toughness (MPa┬Ęm1/2) |
|---|---|---|---|---|---|
| 20) | HP | WC-6Co | 0.65 | 1650 | 9.8 |
| 21) | HIP | WC-6Co | 1.0 | 1421 | 16.2 |
| 21) | HIP | WC-6Co-0.6Cr3C2 | 1.0 | 1537 | 11.9 |
| This work | SPS | WC-6Co | 0.435 | 2132.6 | 4.8 |
| SPS | WC-6Co-1Cr3C2 | 0.581 | 1858.6 | 7.4 | |
| SPS | WC-6Co-2.Cr3C2 | 0.743 | 1661.3 | 10.2 |
4. Ļ▓░ ļĪĀ
1) ļ│╝ ļ░Ćļ¦üļÉ£ 3Ļ░Ćņ¦Ć Ēś╝ĒĢ®ļČäļ¦ÉņØä ļ░®ņĀäĒöīļØ╝ņ”łļ¦ł ņåīĻ▓░Ļ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ 10ļČä ņØ┤ļé┤ņØś ņ¦¦ņØĆ ņŗ£Ļ░äņŚÉ ņåīĻ▓░ĒĢśņśĆļŗż.
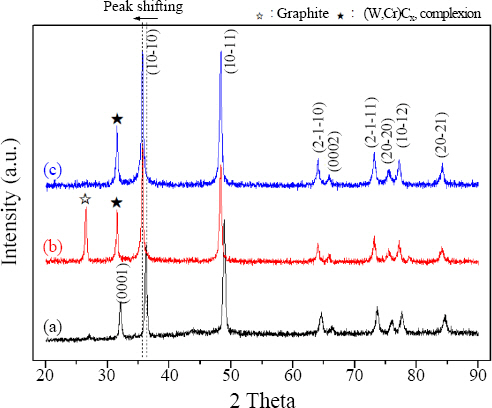
2) 3Ļ░Ćņ¦Ć ņåīĻ▓░ņ▓┤ ļ¬©ļæÉ ņĢĮ 99.5% ņØ┤ņāüņØś ņāüļīĆļ░ĆļÅäļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ņĖĪņĀĢļÉśņŚłņ£╝ļ®░, ņāüļČäņäØ Ļ▓░Ļ│╝ ļČłņł£ļ¼╝ ļ░Å W2CņÖĆ Ļ░ÖņØĆ ņĀ£ 2ņ░©ņāüņØĆ ļČäņäØļÉśņ¦Ć ņĢŖņĢśļŗż.
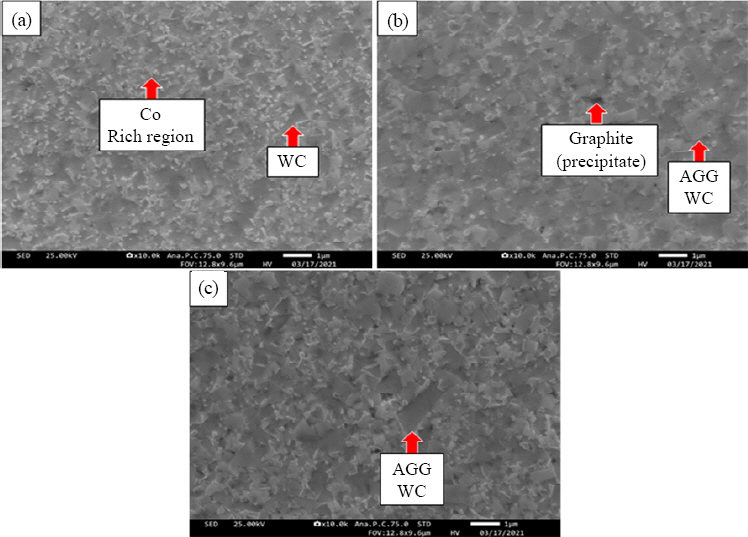
3) ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ Ļ▓░Ļ│╝ Cr3C2 ņ▓©Ļ░Ćļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ AGG ļČäĒżļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. AGG ļČäĒżļÅä ņ”ØĻ░ĆļĪ£ ņØĖĒĢ┤ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ ļśÉĒĢ£ ņĢĮ 0.435ņŚÉņä£ 0.742 ŃÄøĻ╣īņ¦Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļČäņäØļÉśņŚłļŗż.
4) ņåīĻ▓░ļÉ£ ņåīĻ▓░ņ▓┤ņØś Ēæ£ļ®┤ņØä ņŚ░ļ¦ł Ēøä Ļ▓ĮļÅä ļ░Å ĒīīĻ┤┤ņØĖņä▒ņØä ņĖĪņĀĢ Ļ▓░Ļ│╝ Cr3C2 ņ▓©Ļ░Ćļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ĒīīĻ┤┤ņØĖņä▒ņØĆ ņĢĮ 4.8ņŚÉņä£ 10.2 MPa.m1/2ļĪ£ ņ”ØĻ░ĆĒĢśņśĆĻ│Ā Ļ▓ĮļÅäļŖö ņĢĮ 2132.6ņŚÉņä£ 1661.3 kg/mm2ņ£╝ļĪ£ Ļ░ÉņåīĒĢśņśĆļŗż.
5) ļ░®ņĀäĒöīļØ╝ņ”łļ¦ł ņåīĻ▓░Ļ│ĄņĀĢņŚÉ ņØśĒĢ┤ ņĀ£ņĪ░ļÉ£ ļ¦łņ░░ĻĄÉļ░śņĀæĒĢ® Ēł┤ņÜ® WC-6wt.%Co, WC-6 wt.%Co-1 wt.%Cr3C2 ļ░Å WC-6 wt.%Co-2.5 wt.%Cr3C2 ņåīĻ▓░ņ▓┤ņØś ĒŖ╣ņä▒ņØĆ ĻĖ░ņĪ┤ ņåīĻ▓░ļ▓Ģņ£╝ļĪ£ ņĀ£ņĪ░ļÉ£ ņåīņ×¼ļ│┤ļŗż ļ»ĖņäĖĻ▓░ņĀĢļ”Į ļ░Å ņÜ░ņłśĒĢ£ Ļ▓ĮļÅä ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



