


1. Introduction
Uneven heating and cooling cycles can leave a welded joint susceptible to significant residual stresses. Those stresses switch from tension to compression along the transverse direction, which, in some cases, can cause unwanted irregularities in the welded component. Dealing with the resulting irregularities is an expensive and time-consuming process. Unfortunately, owing to the welding process nature, the formation of residual stresses and their side-effects is inevitable and cannot be prevented. However, it can be controlled via process input parameters the ones that affect the amount of heat input directly.
Residual stresses and distortions in friction stir welds, also known as the ŌĆ£residual statesŌĆØ, have been investigated over the years, and many conclusions have been published. Nevertheless, the amount of research done in this area is still limited as compared to the amount of research devoted to investigating the effect of the process parameters on the mechanical properties. The same applies to the review articles publishing status over the past ten years. The authors herein are not trying to undermine the importance of analyzing process inputs-outputs correlations. They are, however, trying to bring a refreshing perspective to the field regarding this topic.
In 2011, Woo et al.1) reviewed residual stress measurement by Neutron diffraction. They covered its theoretical background, practical issues, and applications. In 2015, on the other hand, Hattel et al.2) reviewed the different modeling techniques of the residual stresses. Besides these two studies, the authors could not find any more reviews on welding-induced stresses. Moreover, no review to date has addressed thermal distortion in friction stir welds. Accordingly, the current paper is dedicated to covering the following topics:
2. Residual States Development
Kumar et al.3) explained in their book how residual stresses develop in the first place. Their demonstration was used as a reference in the current section. Fig. 1 shows an illustration of residual stress development in friction stir welds. In Fig. 1a, the green rectangle represents the portion of the base material to be welded, while the blue ones represent the portions that will not undergo any changes. The latter acts as rigid constraints to the former, preventing it from free expansion/ contraction.

During welding, the green region experiences a large amount of heat input for being in direct contact with the tool. As mentioned above, this region cannot expand freely due to its interaction with the adjacent material. Consequently, a compressive mechanical strain (emec) is introduced at T1, the peak welding temperature. Its value is equal to C, which is the same value of the thermal strain (eth) developed in the case of free thermal expansion at the same temperature (see Fig. 1b). If C is lower than the yield strain of the material, no dimensional changes will occur in the nugget zone (NZ). Otherwise, plastic deformation occurs, causing a permanent shape change.
Fig. 1c depicts the cooling stage during which the NZ would shrink if it were not for the rigid constraints. In other words, the adjacent material stretches the NZ from the position where it was allowed to shrink by strain C to the position where it does not shrink due to the presence of rigid constraints. Therefore, the NZ develops tensile stresses, reflecting its state. If the strain value outreaches the yield limit, lower tensile stresses are obtained due to stress relaxation triggered by permanent deformation.
In the absence of external constraints, the total sum of body forces must equal zero. Hence, the adjacent material forms compressive stresses to balance their tensile counterparts. Fig. 1d shows a typical residual stress distribution in the transverse direction. When compressive stresses exceed the critical buckling limit of the sheet, buckling distortion becomes inevitable upon de-clamping.
3. Effect of Process Parameters on Residual States
Residual properties are highly affected by the process parameters, especially the ones affecting the amount of heat input directly. So, it is no surprise that researchers have been investigating the effects of primary process parameters for the past few years. Parameters like rotational and traverse speeds are the most widely investigated ones, as proven in the next paragraphs.
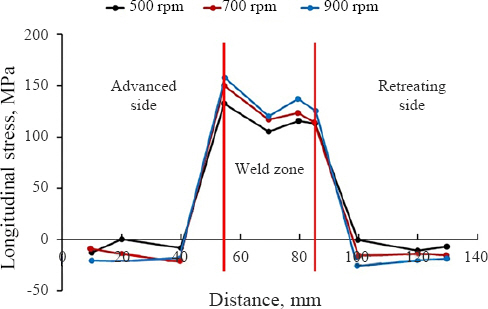
He et al.4) investigated the effect of rotational speed on longitudinal tensile residual stress in thick AA6061 friction stir welds. Their results showed that residual stress slightly increased with increasing the rotational speed, which was the opposite of what Tutum and Hattel5) reported. This increase was attributed to the high temperatures associated with high rotational speeds. Also, all stress distributions were double-peaked, shaped like an ŌĆ£M.ŌĆØ The same observation was made back in 2003 by Peel et al.6), who studied the effect of traverse speed on residual stresses in AA5083 welds. Fig. 2 demonstrates the M-shaped residual stress profiles extracted from4).
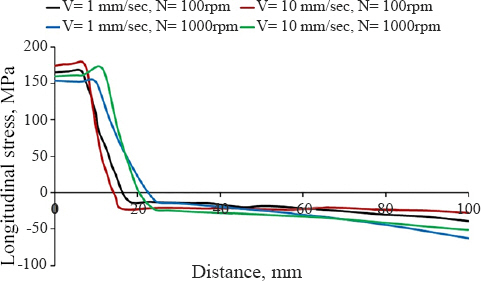
Meanwhile, Peel et al.6) reported a positive correlation between longitudinal tensile residual stress and traverse speed. Feng et al.7), Tutum and Hattel5), and Farajkhah and Liu8) published an equivalent conclusion in their studies. They all agree that large heat input associated with low traverse speeds results in a more uniform thermal gradient along the transverse direction, causing a lower thermal contraction mismatch between the HAZ and adjacent material during cooling. Hence, reduced tensile residual stresses are obtained at low speeds and vice versa. Fig. 3 highlights the relationship between longitudinal residual stress and operating speeds.
While several authors claim that increasing the traverse speed increases the longitudinal tensile residual stress, others claim the opposite. Buffa et al.9) and Camilleri et al.10) mentioned in their studies that the correlation did not have to be always positive. However, no detailed explanation was provided by both research groups. Their statement should be taken with caution as not many publications reported such an observation.
The above-mentioned studies were mainly focused on longitudinal tensile residual stress in friction stir welds. Regarding out-of-plane distortion, not only is it influenced by processing speeds, but also sheet dimensions. Shi et al.11) explored the effects of rotational speed, traverse speed, and sheet length on the geometric imperfection of AA6013 panels. Their experiments showed that increasing the rotational speed and sheet length could increase the distortion. Meanwhile, traverse speed did not show any significance whatsoever. Likewise, Zhang et al.12) conducted a computational investigation of the size effects on AA6061 residual states. They concluded that sheet width had more control over distortion than the length, which was similar to what Costa et al.13) published recently.
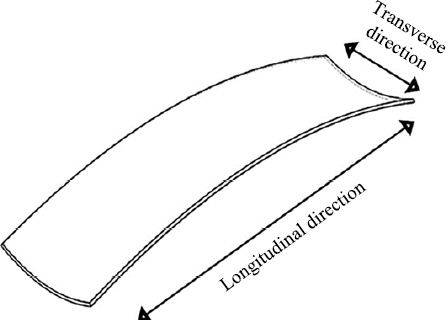
According to most distortion-related studies11-15), friction stir welded sheets exhibit an ŌĆ£anti-saddleŌĆØ pattern after de-clamping. In other words, they become concave in the transverse direction and convex in the longitudinal direction14). Shi et al.11) attributed the reversed saddle profile to the extension difference between the top and bottom sheet layers. During welding, the top layer is extruded by the tool in the welding direction, unlike the bottom layer, which is in almost rigid contact with the backing plate and cannot experience such interaction. Fig. 4 demonstrates the typical distortion shape after the FSW process.
4. Residual States Mitigation Techniques
The formation of residual properties cannot be prevented but can be controlled by process input parameters to a certain limit. Beyond this limit, the residuals cannot be reduced further without the need for secondary thermal/mechanical loads. Hattel et al.2) listed in their review four reduction techniques that were proposed by other researchers over time. The techniques are:
4.1 Thermal Tensioning
The general idea of ŌĆ£Thermal TensioningŌĆØ is to stretch the weld zone before or during welding by imposing a preset temperature gradient16,17). This thermal difference should allow for more expansion of the weld zone, thereby reducing its plasticity, which is the source of residual stresses and distortions18). The technique can be implemented statically or dynamically. The former is referred to as ŌĆ£Steady-State Thermal Tensioning, STT,ŌĆØ while the latter is known as ŌĆ£Transient Thermal Tensioning, TTT.ŌĆØ Fig. 5 displays the difference between STT and TTT.
Fig.┬Ā5
Thermal tensioning technique, (a) Steady-State Thermal Tensioning (STT), (b) Transient Thermal Tensioning (TTT)
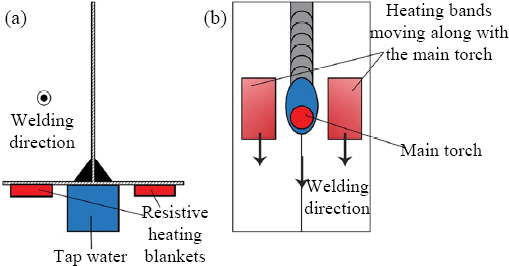
STT requires a combination of cooling and heating before and during welding. According to Michaleris and Sun16), STT with elastic pre-bending could minimize buckling and angular distortions of AH36 steel panels. The downside of STT is the cost of the apparatus, making it impractical for industrial applications2). TTT, on the other hand, does not have this limitation. In TTT, two moving heat sources are applied to each side of the main torch during welding only, which cuts the cooling equipment costs. Despite its cost-effectiveness, TTT is a complex optimization problem, as presented by Michaleris et al.17), that involves intense computational runs to determine the optimum size and intensity of heating bands as well as their distances from the main torch. It is worth mentioning that little to no work has addressed STT and TTT applicability to the FSW process.
4.2 Mechanical Tensioning
The general idea of ŌĆ£Mechanical Tensioning, MTŌĆØ is very similar to that of ŌĆ£Thermal Tensioning.ŌĆØ However, instead of stretching the part thermally, it is clamped from one end and pulled mechanically from the opposite side. The mechanical pull must remain uniform before and during welding. Fig. 6 shows a schematic representation of the technique. According to Price et al.19), MT was successful in flattening the residual stress profile and, hence, eliminating buckling distortion of AA2024 sheets. Nevertheless, like STT, MT is not widely used due to the expense of its equipment18).

4.3 Surface Treatment
The surface treatment takes on many forms. Some of which are shot, laser, and needle peening. They all share the concept of introducing single or multiple layers of compressive residual stress near the partŌĆÖs surface by impact. The source and mechanism of impact are what differentiate one form from another. Fig. 7 highlights the difference between the above-mentioned forms. The compressive pressure wave in shot and needle peening is formed by mechanical impact. On the other hand, in laser peening, the pressure is formed by the rapidly expanding plasma trapped between the workpiece and the tamping layer20).
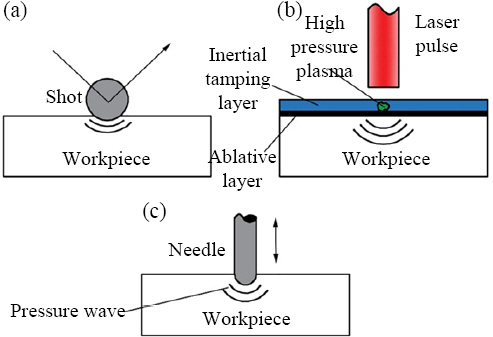
Hatamleh et al.21) highlighted the ability of laser peening to enhance the mechanical properties of AA7075 friction stir welds. Moreover, they stated that shot peening had minimal effect on the properties compared to its laser counterpart. For AA2024 sheets, Larose et al.22) managed to reduce the distortion with needle peening by 37 % and 82 % in both transverse and longitudinal directions, respectively. With their study, they introduced needle peening as an effective mitigation technique.
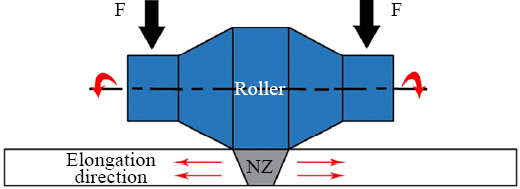
4.4 Post-Weld Direct Rolling
As the name implies, Post-Weld Direct Rolling (PWDR) is a mitigation technique that takes place after the welding process is done. As shown in Fig. 8, a roller is pressed against the weld and moved in the longitudinal direction. When the weld is squeezed in the thickness direction, it elongates in the other two directions due to volume constancy. Furthermore, tensile residual stresses are relieved and become compressive. The magnitude of rolling-induced compressive stresses depends on the roller size and downward force. Based on the results from Altenkirch et al.23) and Wen et al.24), PWDR is a very enabling technology with great potential in the aerospace sector.
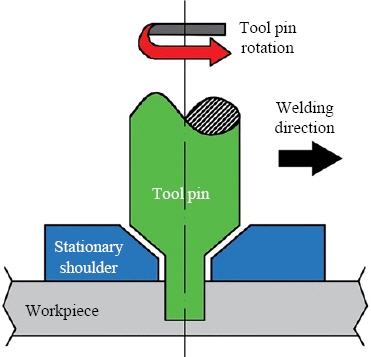
4.5 Stationary Shoulder Friction Stir Welding
Stationary Shoulder Friction Stir Welding (SSFSW) is a relatively new variant of the conventional FSW process. Its tool consists of a pin that rotates independently of its shoulder (see Fig. 9). The external stationary shoulder absorbs a large portion of frictional heat, thereby reducing the peak welding temperature. Hence, a narrower NZ and tensile region are obtained. Recent studies25-27) reported promising results regarding the capability of SSFSW as an in-situation mitigation technique. As compared to other techniques, SSFSW does not require expensive apparatus, making it practical for both research and industrial applications.
5. Residual States Modeling Status
Finite Element Modeling (FEM) has always been a useful tool for analyzing different aspects of the FSW process, such as transient temperature fields, thermal-induced stress fields, and material flow patterns. The reason is that FEM can obtain instantaneous results and save research time and cost. Table 1 lists a few examples from the literature.
Table┬Ā1
Examples of FE models developed by different authors over the years
| Authors | Year | Form. | Sym. | Field output | ||||
|---|---|---|---|---|---|---|---|---|
| Temp. | SS | Distort. | Mat. Flow | Met. | ||||
| Frigaard et al.28) | 2001 | - | No | Ō¢Ī | Ō¢Ī | |||
| Chao et al.29) | 2003 | L | Yes | Ō¢Ī | ||||
| Chen and Kovacevic30) | 2003 | L | Yes | Ō¢Ī | Ō¢Ī | |||
| Khandkar et al.31) | 2003 | L | No | Ō¢Ī | ||||
| Song and Kovacevic32) | 2003 | L | Yes | Ō¢Ī | ||||
| Deng and Xu33) | 2004 | ALE | No | Ō¢Ī | Ō¢Ī | |||
| Zhu and Chao34) | 2004 | L | Yes | Ō¢Ī | Ō¢Ī | |||
| Chao et al.35) | 2005 | CEL | No | Ō¢Ī | Ō¢Ī | |||
| Fratini and Buffa36) | 2005 | ALE | No | Ō¢Ī | ||||
| Schmidt and Hattel37) | 2005 | ALE | No | Ō¢Ī | Ō¢Ī | |||
| Soundararajan et al.38) | 2005 | L | No | Ō¢Ī | Ō¢Ī | |||
| Heurtier et al.39) | 2006 | - | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Khandkar et al.40) | 2006 | L | No | Ō¢Ī | Ō¢Ī | |||
| Uyyuru and Kailas41) | 2006 | L | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Feng et al.7) | 2007 | L | Yes | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Murphy et al.42) | 2007 | L | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Zhang et al.43) | 2007 | ALE | No | Ō¢Ī | Ō¢Ī | |||
| Bastier et al.44) | 2008 | ALE | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | Ō¢Ī | |
| Schmidt and Hattel45) | 2008 | CFD | No | Ō¢Ī | ||||
| Qin and Michaleris46) | 2009 | CEL | No | Ō¢Ī | Ō¢Ī | |||
| Assidi et al.47) | 2010 | ALE | No | Ō¢Ī | ||||
| Prasanna et al.48) | 2010 | - | No | Ō¢Ī | ||||
| Richards et a.49) | 2010 | L | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Tutum and Hattel5) | 2010 | L | Yes | Ō¢Ī | Ō¢Ī | |||
| Wang et al.50) | 2010 | L | No | Ō¢Ī | Ō¢Ī | |||
| Buffa et al.9) | 2011 | L | No | Ō¢Ī | Ō¢Ī | |||
| Jacquin et al.51) | 2011 | CEL | No | Ō¢Ī | Ō¢Ī | |||
| Riahi and Nazari52) | 2011 | L | No | Ō¢Ī | Ō¢Ī | |||
| Yan et al.14) | 2011 | L | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Aval et al.53) | 2012 | ALE | No | Ō¢Ī | Ō¢Ī | |||
| McCune et al.15) | 2012 | L | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Al-Badour et al.54) | 2013 | CEL | No | Ō¢Ī | ||||
| Mun and Seo55) | 2013 | L | Yes | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Sonne et al.56) | 2013 | L | Yes | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Darvazi and Iranmanesh57) | 2014 | L | No | Ō¢Ī | Ō¢Ī | |||
| Shi et al.58) | 2014 | CEL | No | Ō¢Ī | Ō¢Ī | |||
| Zhang et al.12) | 2014 | L | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Camilleri et al.10) | 2015 | L | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Casavola et al.59) | 2015 | L | Yes | Ō¢Ī | Ō¢Ī | |||
| Shi et al.60) | 2015 | CFD | No | Ō¢Ī | Ō¢Ī | |||
| Asadi et al.61) | 2016 | - | No | Ō¢Ī | Ō¢Ī | |||
| Aziz et al.62) | 2016 | ALE | No | Ō¢Ī | ||||
| Bachmann et al.63) | 2017 | L | Yes | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Dialami et al.64) | 2017 | ALE | No | Ō¢Ī | Ō¢Ī | |||
| Farajkhah and Liu8) | 2017 | L | No | Ō¢Ī | Ō¢Ī | |||
| Hou et al.65) | 2018 | CEL | No | Ō¢Ī | Ō¢Ī | |||
| Yu et al.66) | 2018 | L | No | Ō¢Ī | Ō¢Ī | |||
| Costa et al.13) | 2019 | L | Yes | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| He et al.25) | 2019 | L | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
| Salimi et al.67) | 2019 | CEL | No | Ō¢Ī | Ō¢Ī | |||
| Zhang et al.68) | 2019 | L | Yes | Ō¢Ī | Ō¢Ī | |||
| Xu et al.69) | 2020 | L | No | Ō¢Ī | Ō¢Ī | |||
| Yu et al.70) | 2020 | L | No | Ō¢Ī | Ō¢Ī | Ō¢Ī | ||
By analyzing the data in Table 1, it can be concluded that transient heat transfer is the most numerically investigated process aspect. The same applies to active/residual stress analysis. On the other hand, the total number of numerical studies dedicated to out-of-plane distortion, material flow, and metallurgical properties, such as hardness and grain size, is still deficient, as shown in Fig. 10. The degree of complexity and computational cost are the main constraints of these kinds of studies. It can also be concluded that only 23 % of researchers have considered symmetry in their publications regardless of the asymmetric nature of the FSW process. According to McCune et al.15), the asymmetrical variations caused by the tool torque have an insignificant effect on heat and stress distributions.

6. Conclusions
The current literature review was mainly focused on welding-induced residual stress and distortion development, controlling parameters, and mitigation techniques. It also reflected on the present status of the FSW process modeling. In light of the gathered information, five literature gaps were discovered. First, little to no work has addressed the effects of tool geometry, tilt angle, and plunge depth on the residual states of friction stir welds. Second, no study to date has examined the statistical significance of process parameters plus their interactions in affecting weldsŌĆÖ residual properties. Third, no study, to our knowledge, has discussed the applicability of thermal tensioning to the FSW process. Fourth, SSFSW is a promising mitigation technique that still requires a thorough investigation. Fifth, only a few numerical models have been developed to predict out-ofplane distortion, material flow patterns, and metallurgical properties of friction stir welds.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



