


1. Introduction
2. Experimental procedure
Table┬Ā1
Table┬Ā2
3. Results and discussion
Table┬Ā3
Table┬Ā4
Fig.┬Ā4
Table┬Ā5
Table┬Ā6
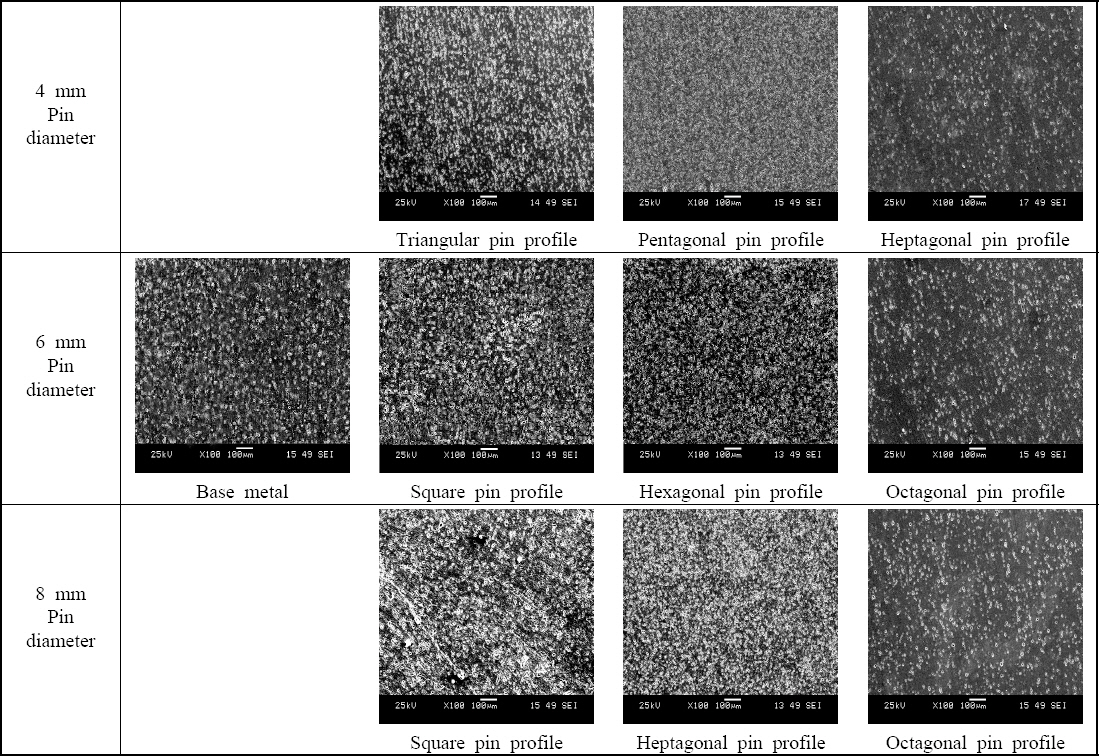
3.1 Metallographic Structure
Fig.┬Ā5
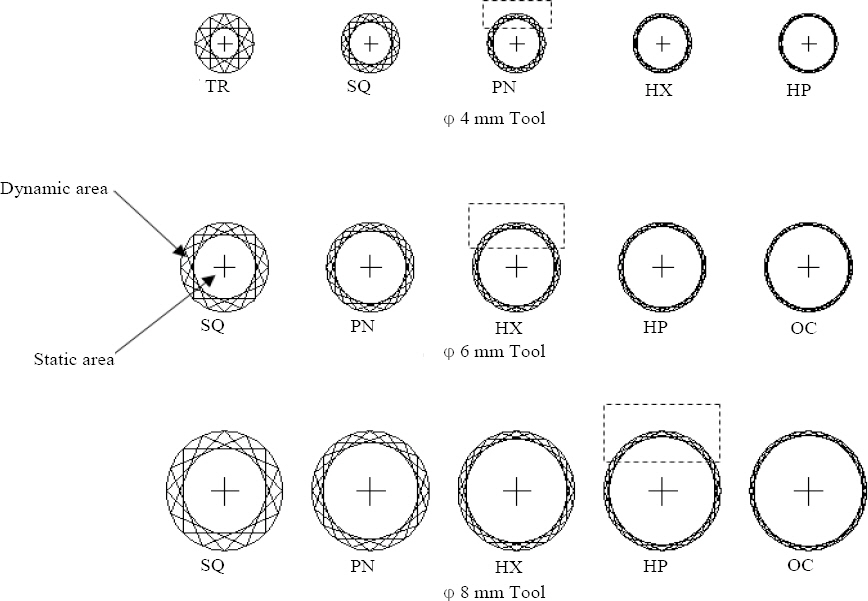
3.2 Effects of Tool Pin Profile and Pulses
Table┬Ā7
| Plate thickness (mm) | Pin profile (shape) | Spindle speed (rpm) | No of strike required per sec |
|---|---|---|---|
| 4 | Pentagon (5) | 21.667 | 108.33 |
| 6 | Hexagon (6) | 18.333 | 110.00 |
| 8 | Heptagon (7) | 15.000 | 105.00 |
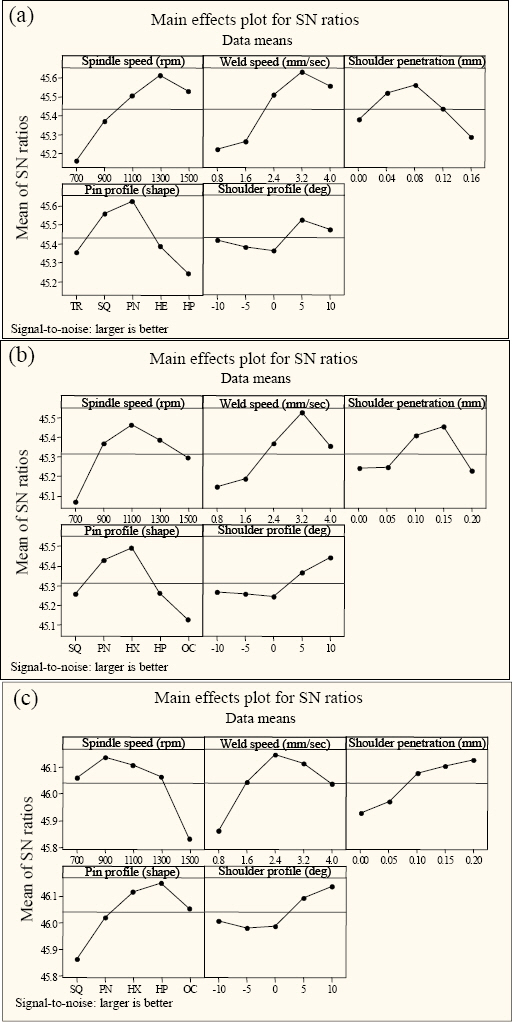
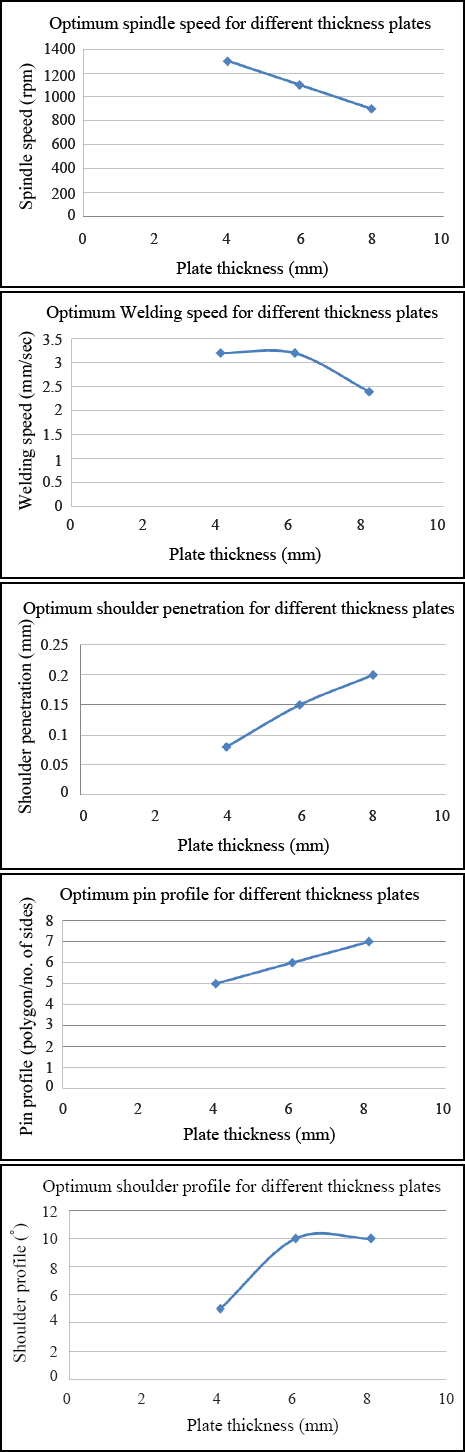
Fig.┬Ā6
4. Conclusions
1) The optimum process parameters for joining 4 mm thick plate which is found to achieve superior tensile strength are such as 1300 rpm spindle speed; 3.2 mm/sec weld speed; pentagonal pin profile; 0.08 mm shoulder penetration; and 5┬░ convex shoulder taper.
2) Optimum process parameter levels for 6 mm thickness welded plate which is found to achieve greater tensile strength are such as 1100 rpm spindle speed; 3.2 mm/sec weld speed; hexagonal pin profile; 0.15 mm shoulder penetration; and 10┬░ convex shoulder taper.
3) The optimum process parameter combinations for welding 8 mm thickness plate which is found to achieve better tensile strength are spindle speed of 900 rpm; weld speed of 2.4 mm/sec; heptagonal pin profile; shoulder penetration of 0.20 mm; and 10┬░ convex shoulder taper.
4) The best pulses required to achieve a defect-free good weld range from 105 - 110 pulses/sec.
5) The microstructure evaluation shows that the high number of polygon pin faces helps to attain higher metal stirring in the weld zone and a fine grain structure was achieved, and the size achieved is between 3 ╬╝m to 6 ╬╝m. When the higher polygonal pin faces approach circular pin face, the metal distortion gets reduced due to the reduction of dynamic area and causes the formation of coarse grains, and that is more than 9 ╬╝m in size. This process leads to a reduction in weld strength.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



