


1. ņä£ ļĪĀ
2. ņŗżĒŚś ļ░®ļ▓Ģ
3. ņŗżĒŚś Ļ▓░Ļ│╝
3.1 ļ¦łĒü¼ļĪ£ ņĪ░ņ¦ü ļ░Å Ļ▓ĮļÅä

Fig.┬Ā2


3.2 ļ»ĖņäĖņĪ░ņ¦ü

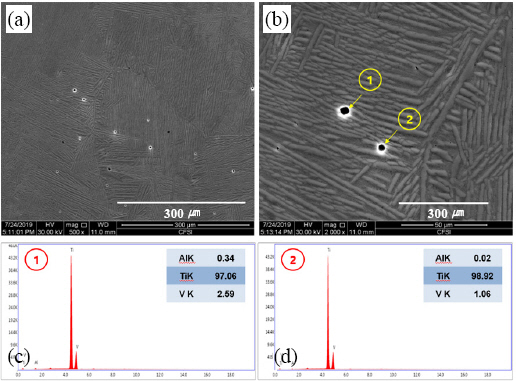
3.3 ņÜ®ņĀæļČĆ (WM) SEM ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ņä▒ļČä ļČäņäØ

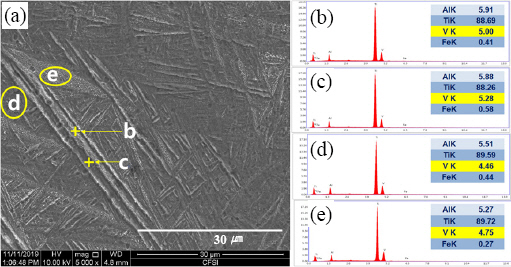
3.4 ņŚ┤ņśüĒ¢źļČĆ (HAZ) SEM ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ņä▒ļČä ļČäņäØ
Fig.┬Ā7

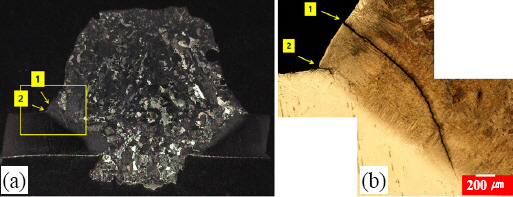
3.5 ņŚ┤ņśüĒ¢źļČĆ (HAZ) ĻĘĀņŚ┤ Ļ▓░ĒĢ© ļČäņäØ

4. Ļ▓░ ļĪĀ
1) Ti-6Al-4V ļĀłņØ┤ņĀĆ Ēü┤ļלļö®ņŚÉņä£ ņÜ®ņĀæļČĆ (WM) ļ»ĖņäĖņĪ░ņ¦üņØĆ ĒÖĢņé░ņŚÉ ņØśĒĢ£ V-rich ╬▒ņāüĻ│╝ V-lean ╬▓ņāüņØ┤ ņĀüņĖĄļÉ£ ļØ╝ļ®£ļØ╝ ņĪ░ņ¦üņ£╝ļĪ£ ĻĄ¼ņä▒ļÉ£ļŗż. ņØ┤ņŚÉ ļ╣äĒĢ┤ ņÜ®ņĀæ ņŚ┤ņśüĒ¢źļČĆ (HAZ) ļ»ĖņäĖņĪ░ņ¦üņØĆ ļ╣ĀļźĖ ļāēĻ░üņŚÉ ņØśĒĢ£ ļ¼┤ĒÖĢņé░ ļ│ĆĒā£ļĪ£ ņä▒ļČä ņ░©ņØ┤Ļ░Ć ņŚåļŖö ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļלņō░ņØś ņÜöņ▓Ā ĻĄ¼ņĪ░ļĪ£ ĻĄ¼ņä▒ļÉ£ļŗż.
2) Ti-6Al-4V ļĀłņØ┤ņĀĆ Ēü┤ļלļö®ņŚÉņä£ ļØ╝ļ®£ļØ╝ Ļ░äĻ▓®ņØĆ 1.5ŃÄø ĒÅŁņØś WM ļ│┤ļŗż 0.5ŃÄø ĒÅŁņØś HAZ ņ¦ĆņŚŁņØ┤ ļ»ĖņäĖĒĢśĻ▓ī Ļ┤Ćņ░░ļÉśņŚłļŖöļŹ░, ņØ┤Ļ▓āņØĆ HAZ ļāēĻ░üņåŹļÅäĻ░Ć WM ļ│┤ļŗż ļ╣©ļØ╝ņä£ HAZ ņ¦ĆņŚŁņŚÉ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļלņō░ ĒśĢņä▒ņŚÉ ĻĖ░ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3) ļĀłņØ┤ņĀĆ Ēü┤ļלļö® WM ļ░Å HAZ ņ¦ĆņŚŁņŚÉ Ēö╝ĒŖĖ ļśÉļŖö ĻĖ░Ļ│ĄņØ┤ ļ░£ņāØĒĢśņśĆļŖöļŹ░, ņŚ¼ĻĖ░ņŚÉņä£ Ļ┤Ćņ░░ļÉ£ ņä▒ļČäņØĆ Ti-(0.5~ 2.6)V ņä▒ļČäņ£╝ļĪ£ Al ņä▒ļČäņØ┤ ĒżĒĢ©ļÉśņ¢┤ ņ׳ņ¦Ć ņĢŖņØĆ ĒŖ╣ņ¦ĢņØä ļ│┤ņØĖļŗż. ņØ┤ļŖö Ti-6Al-4V ĒĢ®ĻĖł Ēü┤ļלļö® ņÜ®ņ£Ą ņżæņŚÉ ņÜ®ņĀæļČĆņŚÉ Al2O3 ņÖĆ Ļ░ÖņØĆ ņĢīļŻ©ļ»Ėļéś ņé░ĒÖö Ļ░£ņ×¼ļ¼╝ņØ┤ ņāØņä▒ļÉśĻ│Ā ņØ┤Ļ▓āņØ┤ ņŗ£ĒÄĖ ņŚ░ļ¦ł ņżæņŚÉ ņØ┤ĒāłĒĢśņŚ¼ ĻĖ░Ļ│ĄņØ┤ ĒśĢņä▒ļÉśņŚłĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
4) ļĀłņØ┤ņĀĆ Ēü┤ļלļö® Ļ▓ĮļÅä ņĖĪņĀĢņŚÉņä£ WM/HAZ/ BM Ļ▓ĮļÅäļŖö 500/464/194HV ļĪ£ ņĖĪņĀĢļÉśļŖöļŹ░, ņŚ¼ĻĖ░ņŚÉņä£ WM Ļ▓ĮļÅäĻ░ÆņØ┤ HAZļ│┤ļŗż Ēü░ Ļ▓āņØĆ BM ņŚÉ ņĀæņ┤ēĒĢ£ HAZņØś ĒĢ®ĻĖł ņä▒ļČäļ¤ēņØ┤ WMņØś Ti-6Al- 4V ļ│┤ļŗż ņ×æĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



