

1. INTRODUCTION
Generally, the welded panel structures constructed by a flow-line construction method (FLCM) are fabricated by a series of welding procedures; butt-welding of individual plate to form a blanket, fillet welding of stiffeners and welding between longitudinal and transverse stiffeners. However, the aluminum weldment is more sensitive to the excessive welding distortion in comparison with the steel weldment. It was mainly due to the higher thermal expansion coefficient, higher thermal diffusivity and lower stiffness of aluminum1). So, aluminum welded structures such SPB type LNG cargo tank has been constructed by the egg crate construction method (ECCM) to prevent the excessive welding distortion during the manufacturing process. Actually, ECCM is one of the effective control methods for the buckling distortion of the welded panel structure. However, the application of ECCM to the construction of welded structure might introduce the problems related to the productivity in comparison with FLCM. It is mainly due to lower application rate of the mechanized welding processes in ECCM. In this view point, for shipbuilders, one of the critical issues for the construction of the aluminum welded structures is to develop the effective control method of the buckling distortion for FLCM.
The purpose of this study is to establish the trail rolling method for the control of the buckling distortion in the aluminum GMA butt weldment. For it, at first, the variations of longitudinal welding shrinkage force at the weldment with heat input and plate thickness was evaluated by using the comprehensive 2 dimensional thermo-mechanical FE analyses. With the results, the predictive equation for the longitudinal shrinkage force of the butt weldment was established. Critical values of the longitudinal shrinkage for the weldment with the dimension of plate were identified by a linear buckling analysis. Finally, the effect of the working conditions of TRM including the rolling depth and the rolling distance, which are specified in Fig. 9, on the amount of longitudinal welding shrinkage force at the weldment was evaluated by comprehensive 3 dimensional thermo- mechanical analyses. Based on the results, the proper working conditions of TRM were established.
2. LONGITUDINAL SHRINKAGE FORCE
2.1 FEA and Experiment Procedure
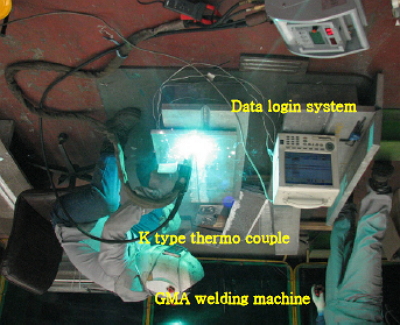
FEA and experiment for both the bead-on plate and groove weldment have been performed in order to establish the predictive method of the longitudinal shrinkage force in the aluminum GMA butt weldment. The uncoupled thermo-mechanical FE model using commercial FE code was adopted. Heat transfer analysis was performed to evaluate temperature distribution using 2-D heat transfer model with a quasi-stationary condition2-3). A heat input model for GMA welding has been defined as the volume heat source distributed uniformly. Heat loss at all surfaces of the solution domain was assumed to be governed by natural convection. Thermal properties of the material used depend on the temperature and an effective conductivity was used to consider the stirring effect of molten pool4). The latent heat for the phase change in the molten pool has been considered by modifying the specific heat in the solidification range5). Mesh design used for thermo- mechanical stress analysis consists of 4-nodes plane elements with generalized plane strain condition. For thermo-mechanical analysis, material properties of weldment were postulated to behave as an isotropic, elasto- plastic and strain-hardening continuum. A von-Mises criterion was used for yielding criterion of the weldment and base metal. The material used for FEA and experiment was AA5083-O alloy and its material properties are given in Fig. 1. Fig. 2 shows the analysis model and mesh design used for FEA. For the multi pass welding, the element birth and death option was used to simulate the multi pass effect.


2.2 Heat Input Model
In order to develop a heat input model for the aluminum GMA butt weldment, the arc efficiency was determined by comparing the FEA with experiment results including the temperature distribution and the molten pool shape at the bead on plate weldment. Fig. 4 shows comparison result of transitional temperature behavior at the GMA bead-on plate weldment obtained by FEA and experiment when the arc efficiency is 78%. Fig. 5 shows comparison result of molten pool shape by both FEA (arc efficiency =0.78) and experiment for bead-on plate weldment. As shown in Fig. 4 and Fig. 5, the predicted results for temperature distribution and molten pool size by FEA are in a good agreement with the experiment results. From the results, the arc efficiency for aluminum GMA welding was determined as 78%.
2.3 Longitudinal Shrinkage Force
Longitudinal shrinkage force of the aluminum GMA butt weldment was evaluated by thermo-mechanical analysis using the developed heat input model. As reference, in this study, the longitudinal shrinkage force at the weldment was calculated the size of tensile residual stress zone in the welding direction of butt weldment. That is, the total sum of tensile element stress divided by each element area was defined as the total longitudinal shrinkage force caused by the welding. Fig. 6 shows the variation of the longitudinal shrinkage force at the GMA butt weldment with the heat intensity (Q). As shown in Fig. 6, the longitudinal shrinkage force increases in a linear manner with an increase in the heat intensity. With the result, the longitudinal shrinkage force at the GMA butt weldment of AL 5083-O was defined as the function of the heat intensity as following equation.
Fig.┬Ā6
Variation of the longitudinal shrinkage force in aluminum GMA butt weldment with the welding heat input
Where, SF is the shrinkage force and Q is the heat intensity
3. BUCKLING DISTORTION ANALSYSIS OF AL GMA BUTT WELDMENT
3.1 Analysis Procedure
According to the previous study7), the occurrence of buckling distortion at the weldment could be predicted by the buckling strength of welded structure and longitudinal welding shrinkage force. That is, the buckling distortion occurs when the longitudinal welding shrinkage force exceeds the critical buckling strength of the weldment. So, in this study, the critical value of longitudinal welding shrinkage force inducing the buckling distortion of aluminum GMA butt weldment was determined by using the linear buckling FE analyses and longitudinal welding shrinkage force defined by Eq. 1. Table 2 gives the dimension of the butt weldment and the configuration of FE model used for the linear buckling FE analyses. As shown in Table 2, in the buckling analyses, the simple support and X-symmetric boundary conditions were imposed to nodes corresponding to the edge of weldment. The clamping boundary conditions were used to nodes applied the unit compressive load.
3.2 Analysis Results
Fig. 7 shows the 1st buckling mode of the aluminum GMA butt weldment obtained by the linear buckling analysis. As shown in Fig. 7, the buckling distortion having 1.5 waves was occurred due to the aspect ratio (W/L) of analysis model. Fig. 8 shows variation of the buckling strength at the weldment with plate width and thickness. Here, the hidden line and the continuous line represent the critical buckling strength and the nominal compressive stress corresponding to longitudinal welding shrinkage force with plate thickness, respectively. As shown in Fig. 8, while the buckling strength of butt weldment increases with the increases of plate thickness, the compressive stress due to the longitudinal welding shrinkage force slightly decreases with an increase in the plate thickness. That is, the occurrence possibility of buckling distortion at the weldment increases according to a decrease of the plate thickness. From the results, in case of GMA butt weldment with the welding heat input given in Table 1, it was found that the buckling distortion at the aluminum GMA butt weldment might occur in case of less than 13mm thick plate.

4. CONTROL OF BUCKLING DISTORTION
As stated above, in order to control the buckling distortion of the weldment, the longitudinal shrinkage force induced by welding process should be controlled down to the value less than the critical value corresponding to buckling strength of welded structure. According to the previous researches, various alternatives including tensioning method by using thermal and mechanical load have been already proposed even if their effects are questionable and controvertible8). So, in this study, TRM was selected as an alternative for the buckling distortion control method for the aluminum GMA butt weldment and its validity and proper working conditions were investigated by using 3 dimensional thermo- mechanical FE analyses.
4.1 Analysis Model and Procedure
According to the previous study9), the longitudinal welding shrinkage force at the butt weldment with TRM is reduced by the compressive load applied to the weldment. That is, the longitudinal compressive strain inducing the longitudinal shrinkage force is mitigated by the longitudinal tensile stain caused by compressive load of the thickness direction of weldment. Fig. 9 shows the schematic diagram of TRM. As shown in Fig. 9, the compressive load in the plate thickness direction is applied to the surface of the weld bead by roller. So, in TRM, there are two parameters controlling the longitudinal welding shrinkage force at the weldment, which are the rolling depth (TRoll) and the rolling distance between the welding torch and the roller (DRoll). Table 3 gives the analysis conditions and variables used for FEA. As shown in Table 3, the butt weldment of 8.0 mm plate thickness having 238 cal/mm of heat input was selected as an analysis model and its length was set to be 500mm in consideration of effect of the weldment length on the amount of longitudinal shrinkage force1).
Table┬Ā3
Analysis condition and variables used for rolling analysis
| Plate dimension [mm] | Welding heat input [cal/mm] | Rolling parameter [mm] | |
|---|---|---|---|
| Droll | Troll | ||
| 500x300x8t | 238 | 20 ~ 100 | 0.2 ~ 1.0 |
Fig. 10 shows the 3-D analysis model used for FEA. As shown in Fig. 10, the half model was simulated considering the symmetric conditions of analysis model and the mesh design used for analysis consisted of the 8-nodes brick element. A moving heat source having the double ellipsoidal distribution10,11) was adopted for the transient heat transfer analysis. Other conditions for heat transfer FE analysis are the same as those of 2 dimensional heat transfer analysis used for evaluating the shrinkage force of aluminum GMA butt weldment. In FE model, a roller having the radius of 50mm and the width of 16mm was formed using rigid elements. The surface contact element having the friction coefficient of 0.3 was used to model the behavior between the roller and the weldment and between the aluminum plate and the welding die modeled with rigid elements as shown in Fig. 10. And the angular velocity corresponding to the welding speed was applied to the roller in consideration of the non-slip condition between the roller and the weldment.
Fig. 11 shows the transitional temperature distribution of GMA butt weldment in the half-way of welding process. As shown in Fig. 11, the maximum temperature of weldment is about 670 ┬░C which is above melting temperature of aluminum and the weldment has a general appearance of temperature distribution by moving heat source.
Fig.┬Ā11
Contour of the temperature distribution at the GMA butt weldment in the half-way of welding process (heat input: 238 cal/mm)

Fig. 12 shows the distortion distribution in the weldment thickness direction of the weldment with TRM. Where, the distance (DRoll) between the welding torch and the roller and the rolling depth (TRoll) are 60mm and 0.6mm, respectively. As shown in Fig. 12, the contact region between weld bead and the roller sinks about -0.62mm and the weldment in front of roller is lifted about 1.2mm. It was due to the constant volume law of plastic deformation at the weldment. That is, the higher temperature region in front of roller deforms to the upward direction by the compression of roller. From FEA results regarding the deformed shape of weldment with TRM, the validity of the simulation results for TRM can be easily figured out.
Fig.┬Ā12
Contour of distortion in the thickness direction of the weldment by rolling (Droll: 60mm, Troll: 0.6mm)
Fig. 13 shows comparison result of the longitudinal residual stress distribution at the aluminum GMA butt weldment before and after the application of TRM. As shown in Fig. 13, the longitudinal tensile residual stress in way of weldment sharply decreases by TRM.
Fig.┬Ā13
Contours of the longitudinal residual stress distribution of the weldment before and after the application of the trail rolling method (DRoll: 60mm, TRoll: 0.6mm)
Fig. 14 shows comparison result of the longitudinal residual stress distribution on the top and bottom surface at the center of analysis model in the welding direction before and after the application of TRM, DRoll and TRoll are 100mm and 1.0mm, respectively. As shown in Fig. 14, the amount of tensile and compressive residual stress in the longitudinal direction of weldment considerably decreases after the application of TRM. Especially, the compressive residual stress was developed in the top surface of butt weldment directly contacted with roller. From the FEA results, it was found that TRM would be a countermeasure of the buckling distortion at the aluminum GMA butt weldment. So, in this study, the comprehensive FEA with the same procedures were employed to establish the proper working conditions of TRM to control the buckling distortion of the aluminum GMA weldment.
4.2 Proper Conditions for Trail Rolling Method
Fig. 15 shows reduction rate of the longitudinal shrinkage force at the aluminum GMA butt weldment with the working conditions of TRM including rolling distance and the rolling depth. Longitudinal shrinkage force is calculated by the integration of the tensile residual stress of the weldment. As shown in Fig. 15, the reduction rate of longitudinal shrinkage force of aluminum GMA butt weldment increases with an increase in the rolling distance (TRoll) and the rolling depth (DRoll).
Fig.┬Ā15
Variation of reduction rate of the longitudinal shrinkage force at the aluminum GMA butt weldment with the rolling distance and depth

Fig. 16 shows the variation of rolling force obtained by FEA with the distance between the welding torch and the roller and the rolling depth. Rolling force was calculated from the contact force calculated at the contact surfaces between the roller and the weldment. As shown in Fig. 16, the rolling force increases with an increase in the rolling distance (TRoll) and the rolling depth (DRoll).
Fig. 17 shows the relation between the reduction rate of longitudinal shrinkage force and the rolling force obtained from the results of in Fig. 15 and Fig. 16. As shown in Fig. 17, the reduction rate of longitudinal shrinkage force in the aluminum GMA butt weldment by TRM increases in a linear manner with an increase of the rolling force. This result indicates that the reduction rate of longitudinal welding shrinkage force can be defined as a linear function of rolling force. With the results, the proper working conditions for TRM for the aluminum GMA butt weldment were established.
5. CONCLUSION
The comprehensive FEA were performed in order to establish the proper working conditions of the trail rolling method for controlling the buckling distortion of the aluminum GMA butt weldment. Based on this study, following conclusions can be made.
1) The predictive equation for the longitudinal welding shrinkage force was defined as a linear function of the heat intensity of GMA welding process.
2) In order to prevent the buckling distortion of the aluminum GMA butt weldment, the longitudinal shrinkage force should be controlled below the buckling strength of the weldment.
3) The reduction rate of the longitudinal welding shrinkage force at the aluminum GMA weldment with TRM linearly increases with an increase in the rolling force defined as a linear function of rolling depth and rolling distance. Based on the results, it can be concluded that the reduction rate of the longitudinal shrinkage force at the aluminum GMA weldment with TRM has a linear relationship with rolling force.
4) In order to apply TRM to the actual GMA weldment, a further study should be performed to identify the effect of rolling force of TRM on the reduction rate of longitudinal welding shrinkage force at the aluminum GMA butt weldment with plate thickness.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



