HIP 공정이 PBF 기반 스테인리스강 316L 적층 소재의 피로 성능에 미치는 영향
Effect of HIP Process on Fatigue Performance for SS 316L Manufactured by PBF
Article information

Abstract
Additive manufacturing (AM) is an interesting technology with the potential to replace general fabrication techniques such as machining, forming and casting. AM provides two main benefits: greater freedom of part design and lower material consumption. To improve quality, many researchers have investigated the mechanical characteristics of AM products and additive parameters. In the present study, tensile and fatigue tests were conducted on stainless steel (SS) 316L manufactured using powder bed fusion (PBF) technology. These tests were carried out using two different building directions, along the Z and X axis, to investigate the effect of additive direction. In addition, the effects of hot isostatic pressing (HIP) related to fatigue properties, which can influence the volume density and porosity of the specimen, was studied. Based on the test results, changes in the mechanical characteristic and fatigue strength due to the HIP treatment were investigated.
1. 서 론
4차 산업혁명 시대를 이끌어갈 핵심 기술 중 하나인 적층제조(additive manufacturing, AM) 기술은 기존의 제조공법과 달리 다양한 적층방법을 통해 기계 부품을 생산하는 기술로서 자동차, 우주/항공, 조선 등 전 산업분야에 걸쳐 큰 영향을 끼치고 있다1,2). 특히, 금속 적층 제조 기술은 원소재의 불필요한 부분을 제거함으로써 하나의 부품을 제작, 생산하는 절삭가공 기술과 달리 3차원 형상의 프린팅을 통해 부품을 설계, 제작하므로 원가 절감이 가능하다. 금속 적층에는 기판 위에 도포되어 있는 분말에 레이저나 전자빔을 조사하여 부품을 제작하는 powder bed fusion(PBF) 방식과 열원과 분말 또는 와이어를 함께 분사하여 적층하는 direct energy deposition(DED) 방식이 주로 사용되고 있다3,4). 산업계에서는 적층되는 부품의 용도와 목적에 맞게 상기 적층 공정 중 적절한 방법을 선택하고 있으며, 공정 최적화를 통해 기계적 강도가 높은 적층 소재를 만들기 위한 연구를 활발히 수행하고 있다5,6).
본 연구에서 평가하고자 하는 PBF 기반 적층 공정은 정밀성이 우수한 장점으로 인해 다양한 분야에서 적용되고 있으며, 적층공정 후에 적층소재 내부에 존재하는 기공을 제어하기 위해 열간 등압 성형(hot isostatic pressing, HIP)공정을 수행하고 있다. PBF 공정을 적용한 적층 소재들의 신뢰성 확보 및 실용화를 위해서는 적층 방향과 HIP 공정 적용에 의해 변화하는 기계적 물성들의 평가는 필수적이다. 이에 국내외 연구기관에서는 적층 소재의 경도, 인장 강도, 연신율 등의 일반적인 기계적 강도뿐만 아니라 구조물 설계에 있어 필수적 요소인 피로, 파괴 특성을 분석하기 위한 연구들을 진행하고 있다5-8). 특히, 적층 속도, 해치 간격, 레이저 파워 등 적층 소재의 특성과 내부 기공에 영향을 미치는 공정 변수들의 변화에 따른 기계적 특성을 평가하는 연구가 최근까지 수행되었다9,10). 또한, 실제 구조물에 Ti alloy, stainless steel, Ni alloy 분말로 제작한 적층 부품을 적용하기 위해 소재의 장기물성 평가를 수행하고 있다6). 하지만, 국내의 경우 장기 물성 평가 구축과 관련하여 아직 초기 단계에 머물러 있으며, 적층 부품들의 적용성 확보를 위해 장기물성 평가에 대한 연구가 시급한 상황이다.
본 연구에서는 적층 소재 장기물성 평가 관련 기초 연구를 위해 레이저 PBF 공정으로 제작한 stainless steel(SS) 316L 소재의 피로 강도를 평가하였다. 또한, 적층 방향에 따른 기계적 물성 및 피로 강도 변화와 후처리 공정 적용에 피로 특성을 분석하였다.
2. 사용 재료
2.1 분말 조성 및 미세조직
본 연구에서는 적층 소재 제작을 위해 SS 316L 상용 분말인 concept laser사의 CL 20ES 분말과 M1 장비를 사용하였으며, 분말의 화학적 조성은 Table 1에 정리하였다. 적층 소재의 기계적 물성에 영향을 미치는 레이저 파워, 적층 속도 및 두께와 같은 적층 조건들은 Table 2에 정리하였으며, 적층 방법은 Fig. 1과 같이 각 layer가 직교하게 적층되는 방법을 적용하였다. 소재 내부의 기공 제어를 위해 적용하는 후처리 공정인 HIP을 적용하여 시편을 제작하였으며, HIP 조건을 Table 3에 나타내었다. 이때, 유지시간 및 온도는 ASTM F318411)에서 제시하고 있는 HIP 공정 요건을 만족하였다.

Chemical composition of SS 316L powder (unit : %)

Additive manufacturing parameters of test specimen
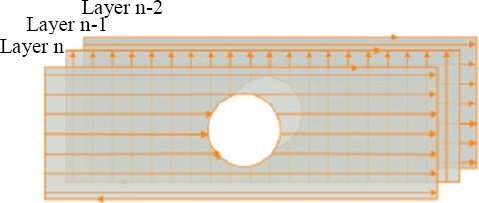
Scanning strategy of test specimens

Condition of HIP process
3. 실험 방법 및 결과
3.1 실험 방법
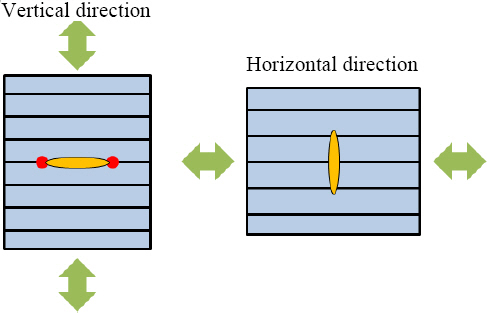
적층방향에 따른 기계적 물성 변화를 평가하기 위해 Fig. 2와 같이 Z 방향(vertical direction)과 Y 방향(horizontal direction)으로 봉상 적층 시편을 제작하였다. 이때, 시험편은 기존 봉상 적층 시편을 기계 가공하여 ASTM E812)과 E46613)에서 제시하고 있는 환봉 형상 표준시험편으로 제작하였으며, 상세 크기는 Fig. 3에 정리하여 나타내었다. 또한, HIP에 따른 경도 변화를 분석하기 위해 시험편 하단부에서 시편을 채취하여 경도를 측정하였다. 피로시험은 하중제어로 수행하였으며, 파형은 정현파, 응력비 0.1, 주파수 범위 10 ~ 15Hz에서 시험을 수행하였다. 피로 한도는 2,000,000 cycle로 시험편이 상기 cycle까지 파단이 되지 않을 경우 시험을 중단하였다.
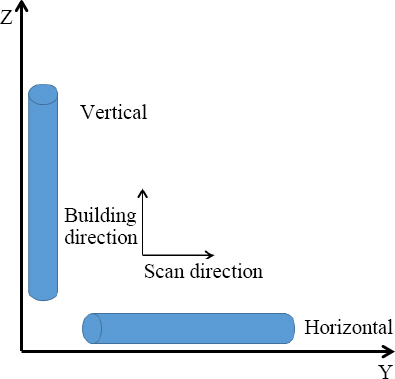
Building direction of test specimens

Dimension of tensile and fatigue test specimen
3.2 실험 결과
적층 소재 기계적 물성 평가에 앞서, 적층방향에 따른 조직 특성을 분석하기 위해 optical microscopy (OM)를 통해 미세조직을 관찰하였다. Fig. 4와 5에 나타난바와 같이, Z 방향으로 적층된 시험편의 수직한 면(① 방향)을 관찰한 결과 적층 제조 시험편에서 전형적으로 나타나는 바둑판 무늬가 확인되었다. 또한, 적층 방향에 수평한 면(② 방향)에서는 용융풀 경계가 선명하게 관찰되었다. 이와 마찬가지로, Y 방향으로 적층한 시편의 수직, 수평한 면 모두(①, ②방향)에서 용융풀 경계가 선명하게 나타났다. 하지만, HIP 공정 적용 후에는 방향성이 사라지는 것을 확인 할 수 있다. 이를 통해, 고온, 고압인 HIP 공정에 의해 미세조직 재결정이 일어났으며, 적층방향에 의한 이방성이 사라짐으로써 소재의 균질화가 이뤄졌음을 알 수 있다.
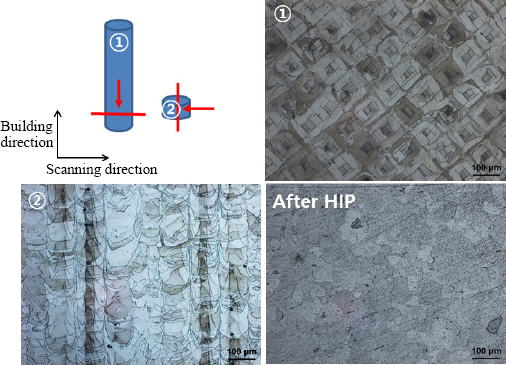
Microstructure of Z direction specimen
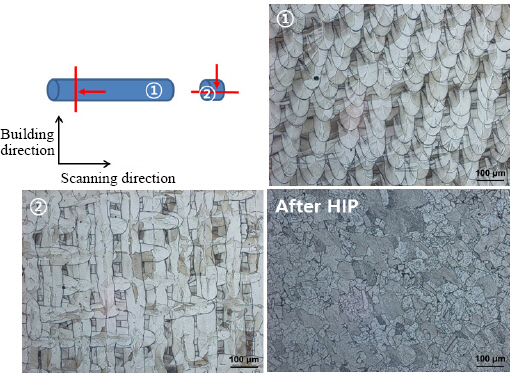
Microstructure of Y direction specimen
HIP 처리에 따른 강도 변화를 분석하기 위해 적층 시편의 경도를 측정하였다. 경도는 적층방향과 수직한 면에 500g의 하중을 부하하여 측정하였다. 또한, 적층면에 6개의 임의의 위치에서 경도를 측정하였으며, 측정값 중 최대, 최소, 평균 경도를 Table 4에 정리하였다. 비교 결과, Z, Y 적층 방향에 따른 경도 차이는 미미하였으며, HIP 공정에 의해 적층 소재의 경도가 기존 대비 약 60~70Hv 정도 감소하였다. 이는, HIP 공정에 의해 조직의 재결정이 발생함에 따라 전위밀도가 감소하였기 때문으로 판단할 수 있다14,15). 또한, HIP 공정을 적용한 경우 적층방향에 상관없이 유사한 경도값을 가짐을 확인하였다.

Measurement results of hardness (unit : Hv)
적층 소재의 HIP 전, 후 강도 변화를 분석하기 위해 ASTM E8에 따라 인장시험을 수행하였으며, 적층방향과 후처리 공정 조건에 따라 각각 3개의 시험편을 시험에 사용하였다. 이때, Fig. 6과 같이 수직방향 적층 시험편은 적층면과 하중 작용 방향이 수직이며, 수평방향 적층 시험편은 적층면과 하중 작용 방향은 수평을 이룬다. 인장 시험을 통해 얻어진 적층 방향 및 후처리 적용 시편들에 대한 응력-변형률 선도를 Fig. 7에 나타내었다. 이때, 다른 시험 결과와의 비교 분석을 위해 참고 문헌 [1]에서 시험한 결과를 함께 정리하였다. Fig. 7에 나타난 바와 같이, Y 방향 에 대한 응력-변형률 선도가 Z 방향 선도보다 높으며, 최종 파단까지 변형률은 비슷한 것으로 확인되었다. 또한, 다른 SS 316L의 인장시험 결과와 비교한 결과, 인장, 항복강도는 유사하나 연신율은 현저하게 낮으며, 이는 적층공정의 차이로 인해 발생한 것으로 판단된다. HIP 공정 적용에 따른 차이의 경우, Z, Y 방향의 응력-변형률 선도들이 비슷하고 wrought 소재의 결과와 유사함을 확인하였다. 또한, 인장시험을 통해 얻어진 항복, 인장, 연신율의 평균값을 Fig. 8에 정리하여 나타내었다. 분석 결과, 시험을 통해 얻어진 항복, 인장, 연신율 모두 ASTM F3184에서 제시하고 있는 최소 요건들을 만족함을 확인하였다. 특히, Y 방향의 항복과 인장값들이 Z 방향보다 약간 높았으나 연신율은 반대의 경향을 보이는 것을 확인하였다. HIP 공정 적용에 따른 결과를 보면, 공정 적용 전 결과들보다 항복, 인장은 낮으나 연신율은 크게 증가하였다. 이러한 결과들은 Fig. 6과 같이 하중 작용 방향과 적층면이 수직(Y 방향) 혹은 평행(Z 방향)하는지에 따라 나타났으며, 일반적으로 논의되는 적층방향에 의한 인장시험 결과들과 동일함을 알 수 있다5,6).
Loading direction with building direction


Results of tensile test
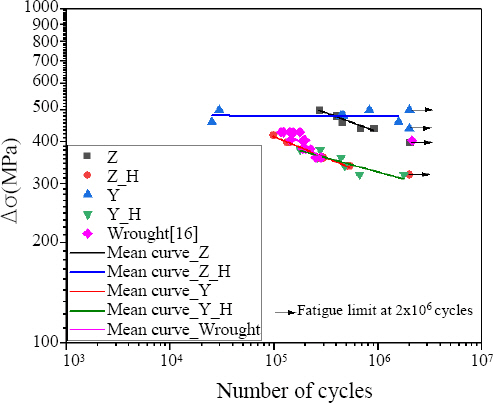
적층방향과 후처리 유무에 따른 피로 시험 결과를 Fig. 9에 정리하였다. 적층방향에 따른 피로 강도의 경우, Z, Y 방향의 피로 강도가 wrought 소재의 피로 강도보다 높고 각 방향의 피로 강도들은 비슷함을 알 수 있다. 또한, HIP 공정을 적용한 적층 소재의 피로 강도는 기존 적층 소재의 피로 강도보다 낮으며, 이는 인장 시험을 통해 얻어진 강도 특성과 유사함을 알 수 있다.
4. 실험 고찰
Scanning electron microscopy(SEM)장비를 활용한 파면 관찰을 통해 적층 소재의 피로 파면을 분석, 고찰하였다. Fig. 10과 11에 나타난 바와 같이, Z, Y 방향 적층 시험편들의 피로 균열은 대부분 시편 표면부에서 시작하여 시편 중앙부로 진전 후 최종 파단이 발생하였다. 또한, wrought 소재의 피로 파괴 특성과 같이 연성 파괴 영역에서는 딤플(dimple) 구조가 확연히 나타났으며 피로 균열 진전 영역에서는 striation이 확인되었다. 이때, 연성 파괴 영역에서는 일반적인 크기의 딤플이 아닌 1 μm 정도의 작은 딤플들이 관찰되었다.
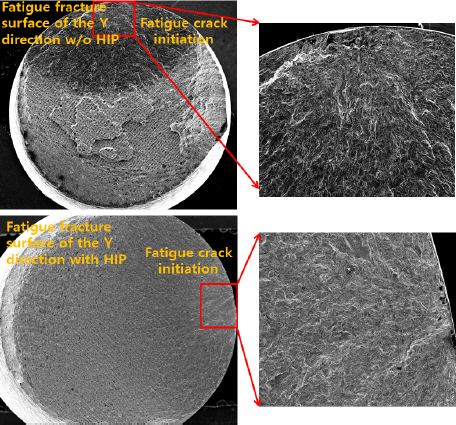
SEM fractography of Y direction specimen
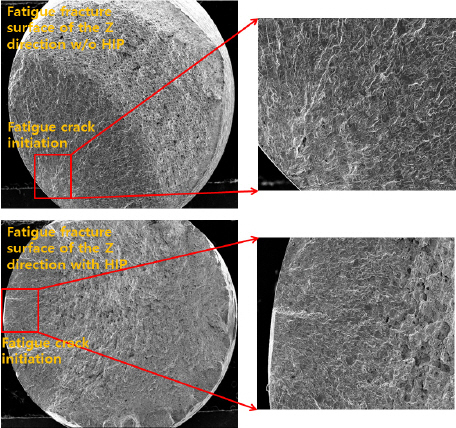
SEM fractography of Z direction specimen
각 방향의 피로 파면을 비교해보면, Fig. 12와 같이 연성 파괴 영역에서 일정 간격의 층들이 선명하게 나타났으며 벌집(honeycomb)형상 파면이 공통적으로 관찰되었다. 또한, Y 방향 적층 소재의 개재물(inclusion)들의 간격과 공극(void)의 크기가 Z 방향 적층 소재의 간격과 공극보다 작음을 알 수 있다. HIP 공정 적용 시험편의 경우, 연성파면의 딤플은 기존 시험편의 딤플 크기보다 증가하는데, 이는 강도 저하 및 연신율의 증가와 관계가 있다. 이를 통해, 파면 분석의 결과가 적층 소재 인장 시험의 결과와 일치함을 알 수 있다.
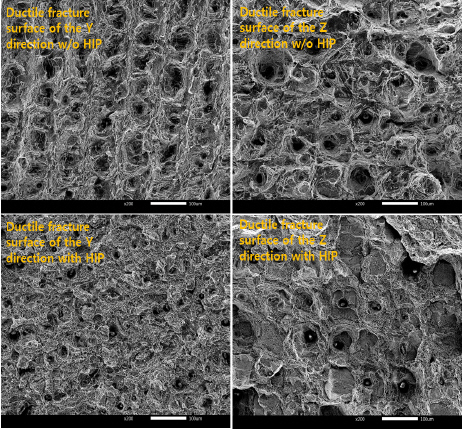
SEM fractography of ductile fracture surface
Fig. 9의 S-N curve들을 살펴보면 Y 방향 적층 소재의 S-N curve 기울기가 고하중 영역에서의 짧은 수명에 의해 Z 방향의 S-N curve 기울기보다 커지는 것을 알 수 있다. 이를 분석하기 위해 고하중 영역에서 파단된 시편의 파면을 분석하였다. Fig. 13과 같이, 시편 파면에서 분말이 녹지 않고 고착되어 있는 un-melted zone이 관찰되었으며, 이때 un-melted zone 분말의 사이즈는 수십 μm으로 다양한 크기의 사이즈를 가지는 것을 확인하였다. 즉, 이러한 녹지 않는 다양한 크기의 분말이 만든 un-melted zone이 내부 노치 역할을 하여 피로 수명을 감소시켰을 것으로 판단되며, 이를 고려하여 S-N curve를 보정한다면 Y 방향의 피로 강도가 Z 방향의 피로 강도보다 높아질 것으로 예상된다.
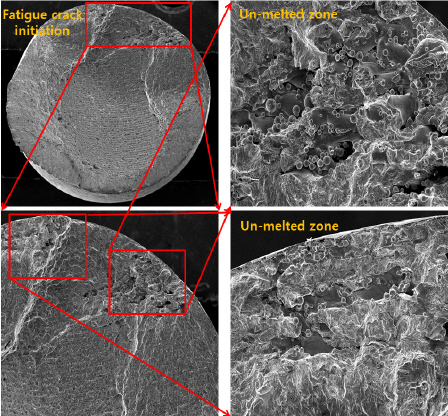
Un-melted zone of test specimen at high load region
5. 결 론
본 연구에서는 레이저 PBF로 제작된 SS 316L 적층 소재의 기계적 강도와 피로 특성을 평가하였다. 적층방향과 후처리 공정 적용에 따른 강도 변화를 분석하였으며, 주요 결론을 아래에 정리하였다.
1) Z 방향으로 적층한 소재의 항복, 인장 강도가 Y 방향 적층 소재의 강도들보다 낮음을 확인하였다. 이는, 적층방향에 따라 강도가 변한다는 것을 의미하며 적층 부품의 건전성을 확보하기 위해서는 적층 방향에 따른 평가가 필수적일 것으로 판단된다.
2) HIP 공정 적용에 의해 SS 316L 적층 소재의 항복, 인장강도와 연신율의 현저한 변화가 발생하였다. 따라서, 후처리 공정이 적용된 적층 소재의 신뢰성 확보를 위해서는 기계적 강도와 미세조직 변화에 대한 추가적인 분석이 필요할 것으로 판단된다.
3) 소재의 적층방향에 따라 피로 강도의 미미한 차이가 발생하였으며, 이는 적층소재의 인장 특성과 유사함을 확인하였다. HIP 공정이 적용된 적층 소재의 피로 강도는 기존 적층소재의 강도보다 낮으며, 적층방향에 의한 피로 강도 차이가 사라짐을 알 수 있다.
Acknowledgements
본 연구는 산업통상자원부(MOTIE)와 한국에너지기술평가원(KETEP)의 지원을 받아 수행한 연구 과제입니다. (No.20161510200340)