Effect of Process Parameters on the Formation of Lack of Fusion in Directed Energy Deposition of Ti-6Al-4V Alloy
Article information

Abstract
The effect of different process parameters on the formation of lack of fusion (LOF) in Ti-6Al-4V alloy fabricated using DED was studied. The specific energy was calculated to evaluate the minimal amount of required energy to avoid LOF. The results showed that a specific energy smaller than 2700 J.g-1 led to the formation of LOF; however, a higher specific energy was able to successfully prevent the defect. A smaller amount of specific energy resulted in inadequate heat, which was too low to completely melt the metal powder, and resulted in insufficient penetration depth. Subsequently, LOF was observed between the interface of the deposited layers. Furthermore, a higher powder feed rate had a more significant effect on the formation of LOF than higher laser power.
1. Introduction
Lack of fusion (LOF) is identified as an irregular and large porosity with the sharp edges, as a result of incomplete adherence of the melt to the surrounding part1). The formation of lack of fusion (LOF) in the most utilized titanium alloy, Ti-6Al-4V, can act as a stress concentration2,3), which extremely lowered ultimate tensile strength and elongation3). Furthermore, the occurrence of this defect also yielded a large anisotropy in the strength and the elongation of Ti-6Al-4V alloy4,5). In general, the LOF can be found in the products of conventional welding and additive manufacturing (AM). In the conventional welding, the defect generally forms at the interfaces between the filler and the base metal or between the different layers of the filler metal6). Similarly, the LOF in the AM occurs at the interfaces of the deposited layers.
The AM is a promising technology to produce near- shape components and reduce materials waste7). This technology generally is distinguished into directed energy deposition (DED) and powder bed fusion (PBF). Compared to PBF, DED has a higher productivity because of its faster process8,9). In the DED, there are several process parameters, such as laser power, travel speed, and powder feed rate, which influence the presence of the LOF10). The layer by layer technique is able to introduce the LOF at the interface of layers, and as a result, it is difficult to produce a fully dense component with the consistent mechanical properties11). Therefore, in this work, we focused on investigating the effect of different DED process parameters on the formation of LOF in Ti-6Al-4V alloy. Furthermore, we also calculated the specific energy from different process conditions during DED of Ti-6Al-4V alloy in this work and the other published papers to confirm the results. Hence, the minimal required specific energy to eliminate the formation of LOF in the DED of Ti-6Al-4V alloy can be obtained.
2. Experimental Method
The Ti-6Al-4V AM specimen was manufactured using a DED process by depositing the metal powder onto a substrate of the same alloy. The metal powder with the average size of approximately 90 ㎛ was produced using plasma atomization method (Fig. 1). During the manufacture, a single mode IPG fiber laser of 700, 800, and 900 W was utilized with the focal length of 9 mm, the beam diameter of 1 mm and the zigzag scanning method. Furthermore, the powder feed rate was varied to 3, 6, and 9 g·min-1. The travel speed was set at 900 mm·min-1 and the Ar shielding gas was flowed at 3 L·min-1 to protect melt pool from the contaminant. Table 1 summarizes the process conditions applied in this DED fabrication.
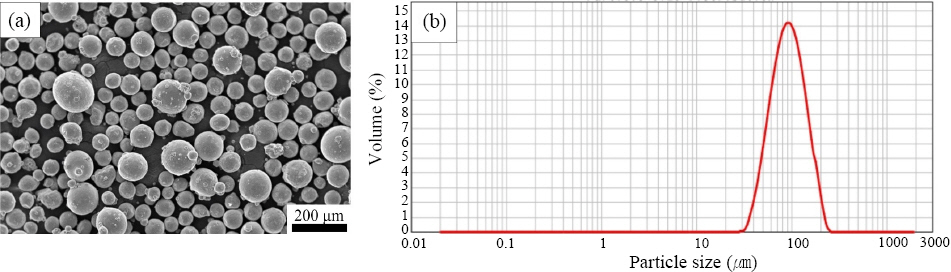
(a) Ti-6Al-4V powder and (b) size distribution with average size of around 90 ㎛

Summary of DED process parameters to build the Ti-6Al-4V alloy in this work
After the manufacture, the specimens were prepared for an optical observation. The specimens were cut in a cross-sectional direction, followed by a grinding using SiC paper and a mechanical polishing using 1-㎛ diamond suspension. An optical microscopy (OM) examination was conducted to observe the presence of LOF in the specimens. Furthermore, the specific energies from the process parameters in this work and the other works were measured to find the minimal specific energy for avoiding the LOF. The specific energy (J·g-1) was calculated using these following formulas which were used in the laser cladding process12):
From the Eq. (1)-(2), m, v, α, and P are the powder feed rate (g·min-1), the travel speed (mm·min-1), the laser absorption coefficient of 0.2713), and the laser power (W), respectively. The specific energy is the linear energy input divided by the mass feed per unit length, as described in the Eq. (3). Moreover, the value of specific energy was used to evaluate the maximal melt pool temperature (T3) using the Eq. (4):
where
3. Results
Fig. 2a shows the overview of an as-built DED Ti- 6Al-4V specimen which represents the presence of LOF between the interface of deposited layers. Furthermore, the OM images of all specimens with the different process parameters are shown in Fig. 2b. It was observed that the LOF was not formed in the specimens of 700-3, 800-3 and 900-3, however, the other specimens with the higher powder feed rates suffered from the defect. It implies that an increase in laser power did not affect extensively on avoiding the formation of LOF in this experiment. On the other hand, a higher powder feed rate contributed significantly to the formation of the defect. This might indicate that a higher volume of the metal powder cannot be fully melted to obtain a good interlayer bonding.
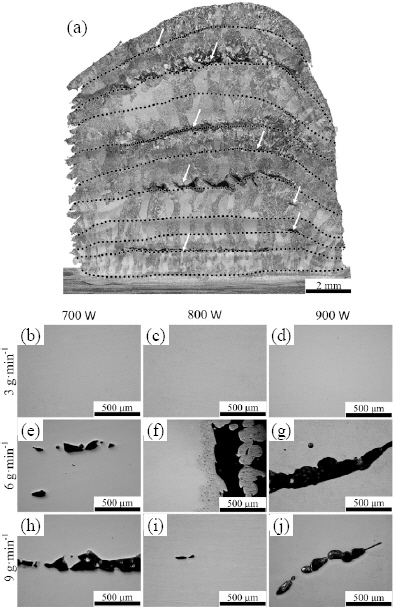
(a) As-built condition of Ti-6Al-4V in the specimen 900-9 representing the formation of LOF between the layers, designated by the white arrows. (b-j) OM images of all specimens showing the LOF in the specimens with the feed rates of 6 and 9 g·min-1
The values of the specific energy, the mean melt pool temperature, and the formation of LOF for the specimens are listed in Table 2. It shows the specific energies of 1260-2430 J·g-1 and the mean melt pool temperatures of 1915-2525 K resulted in the formation of the defect. On the other hand, at the specific energies of 3780-4320 J·g-1 with the mean melt pool temperatures of 3229- 3510 K, the presence of LOF was not found in the specimens. Moreover, it shows a critical range of specific energy between 2430 and 3780 J·g-1 where the LOF can still be formed.

Results of the specific energy and the mean melt pool temperature calculations, and the presence of LOF in this work
4. Discussion
The LOF was formed in the specimens because of a smaller amount of specific energy applied during the DED process16). It caused the metal powder incompletely melted owing to lower melt pool temperature, and this condition led to an insufficient penetration depth to the previous layer4,17), consequently, introducing an interlayer porosity at the interface of deposited layers. Therefore, it is important to yield an adequately mean pool temperature for fully melting the powder and achieving an appropriate penetration depth with the pre-existing layer or substrate. Subsequently, the lack of fusion between the deposited layers can be eliminated.
Furthermore, the specific energies from the DED process conditions of Ti-6Al-4V in the other works11,18,20) were also calculated to confirm the minimal specific energy to avoid the LOF. In the Table 3, it is noticed that the LOF was formed in the specimen at the specific energy of 2661 J·g-1 with the melt pool temperature of 2646 K. Hence, it indicates that the LOF can still be formed in the critical specific energy range of 2430- 3780 J·g-1. Meanwhile, at the greater specific energy, 2700 J·g-1, the defect was not formed in the DED Ti- 6Al-4V.

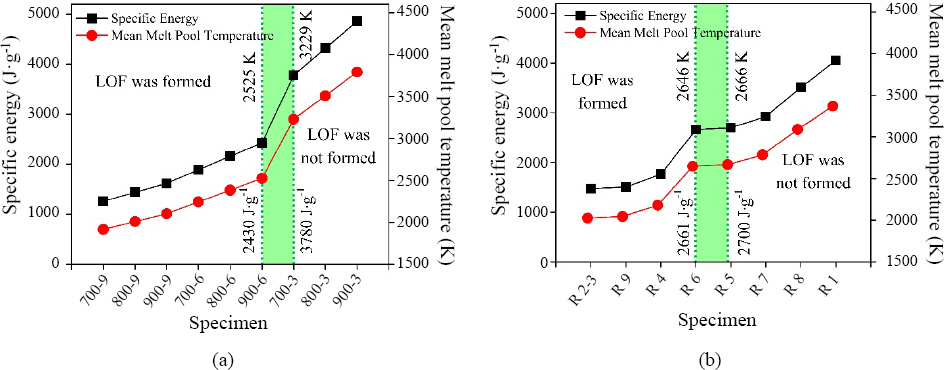
The relationship between the specific2043 energy, the mean melt pool temperature and the formation of LOF are shown in Fig. 3. The critical specific energy of LOF formation in this work ranged between 2430 and 3780 J·g-1 (Fig. 3a), thus the minimal specific energy to utterly avoid the defect was 3780 J·g-1. However, after confirming the results with the specific energies calculated from the process parameters in the other works, the critical range was shifted to 2661-2700 J·g-1 (Fig. 3b). Hence, the minimal specific energy to successfully prevent the formation of LOF was 2700 J·g-1 with the mean melt pool temperature of 2666 K.
Furthermore, in the Fig. 4, it can also be noticed that the combination of a relatively high linear energy input and a lower mass feed per unit length would minimize the probability of LOF formation. Linear energy input was calculated by dividing the absorbed laser power with the travel speed, as described in the Eq. (2). Meanwhile, the mass feed per unit length was obtained by dividing the powder feed rate with the travel speed (Eq. (3)). Since the travel speed was a constant value, the linear energy input was more influenced by the laser power (Eq. 2), and the mass feed per unit length was more affected by the powder feed rate (Eq. 1). Therefore, the process condition of a higher laser power and a lower powder feed rate should be considered to obtain a proper specific energy, and thus, eliminating the formation of LOF.
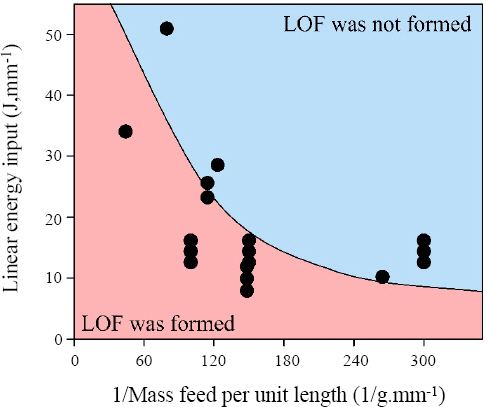
Influence of mass feed per unit length and linear energy input on the formation of LOF
5. Conclusion
The effect of process parameters on the formation of LOF in the Ti-6Al-4V using DED has been successfully investigated. From the current study, the conclusions are as follows:
1) In this work, the powder feed rate was more critical on the formation of LOF, rather than the laser power.
2) The insufficient specific energy was confirmed as the cause of the formation of LOF in the DED Ti-6Al- 4V alloy.
3) The critical specific energy was ranged between 2430 and 3780 J·g-1 in this work, in which the LOF probably can be formed. However, after calculating the specific energy from the various process parameters in the other works, the critical range was shifted to 2661 and 2700 J·g-1.
Acknowledgement
This study was supported by the Yeungnam University research grant 2018.