동축 고주파 유도가열 하이브리드 마찰교반용접의 고강도강 적용 특성평가
Characteristic Evaluation of Coaxial High-Frequency Induction Heating Hybrid Friction Stir Welding Process on High Strength Carbon Steel Sheets
Article information

Abstract
The thermo-mechanical properties of high strength steel limit the use of the friction stir welding(FSW) process in terms of quality and productivity. In this study, hybrid FSW(HFSW) using coaxial induction heating was designed to be applied to high strength steel and to ensure directional flexibility. The performance and characteristics of the HFSW process were evaluated on 590 and 980 dual phased high strength steel. The range of welding speeds adequate for the FSW and HFSW processes were compared, to evaluate the productivity of the HFSW process. During FSW, system deflection, vertical load and torque were measured to understand the process behavior. In HFSW, welding speeds were increased by 75% and 50%, respectively, for 590 DP and 980 DP steels compared to the conventional FSW processes. Furthermore, a relatively deeper heat-affected zone was achieved. The deeper heat-affected zone was produced by deeper tool plunging depth due to reduced system deflection. Earlier stabilization of the vertical load and torque is another feature of HFSW, due to the preheating effect. Employing the HFSW process, with its simple system configuration and process flexibility, can improve productivity and quality for welding high strength steels.
1. 서 론
마찰교반용접(FSW)은 회전하는 툴을 소재에 삽입하여 마찰열과 소성유동을 발생시켜 접합하는 방법으로 소재의 용융점 이하에서 접합이 이루어져 용융용접에서 발생하는 다양한 응고결함이나 변형 등 결함이 거의 나타나지 않는다1). 하지만 회전하는 툴을 이용하여 직접적으로 마찰과 교반을 발생시키기 때문에 마찰에 의한 마찰열은 모재는 물론 툴의 온도를 상승시켜 툴의 강성을 저하시킬 수 있으며 교반이 발생할 수준의 모재에 가해지는 힘은 툴에도 가해짐으로 툴이 공정 중에 마모되거나 부러지는 등 툴의 물성적 한계는 접합대상의 한계로 이어진다. 최근에는 FSW 툴 소재에 대한 연구가 활발하며, 새로운 툴을 활용하여 고강도, 고융점 소재에 FSW 적용하기 위한 연구를 수행하고 있다2). 하지만 툴 소재개발 연구에도 불구하고 아직 고강도, 고융점 소재에 FSW를 적용하였을 때 발생하는 문제점을 완벽히 제거하지 못하였다. 고강도 소재에 FSW를 적용 시 대표적인 문제점은 용접공정속도의 저하, 툴의 마모도 증가, 툴의 파손 빈도의 증가 등이다3).
이러한 문제점을 해결하기 위해 FSW에 다양한 부가 열원을 적용한 하이브리드 FSW (Hybrid FSW, HFSW) 연구가 진행되어 왔으며 대표적인 부가열원으로는 레이저4), 전기가열5), 아크6), 초음파7), 고주파 가열8) 등이 있다. 일반적으로 금속소재의 경우 온도가 올라가게 되면 항복강도가 저하되고, 철강의 경우 400도 근처에서 항복강도의 저하가 시작된다9). 항복강도의 저하는 FSW 공정 중 소재 교반을 용이하게 하고 이는 용접공정속도의 증가로 이어지게 된다. 또한 마찰열과 소성유동을 발생시키는 툴에 가해지는 부하가 감소하게 되고, 이는 툴의 파손 방지 및 수명증가로 연결될 수 있다10). 그러나 일부 전기가열을 제외한 HFSW의 경우 비동축 방식으로 가열이 이루어지어 공정의 방향성에서 유연성이 부족하였으며, 동축 통전을 통한 전기 가열11)의 경우 툴을 통해 통전경로가 형성되므로 툴의 온도가 상승하고 툴의 마모나 고온의 모재와 툴사이의 융착의 가능성을 완벽히 제거하기 어렵다.
본 연구에서는 공정방향의 유연성을 확보하기 위해 부가열원으로 동축형 고주파 가열코일을 채택하였다. 툴의 가열을 방지하기 위하여 세라믹 소재인 Si3N4 소재를 툴 소재로 선택하고 HFSW에서 동축 가열이 용접공정에 주는 영향을 검토하였다.
2. 실험 방법
본 실험에 사용된 소재는 1.2 mm 두께를 가지는 자동차용 냉연강판으로 인장강도 590 MPa급과 980 MPa급의 이상 복합조직강(dual phase steel, DP steel)이다. 소재의 화학적 성분은 Table 1과 같으며, 비드 용접(bead-on-plate welding)을 수행하였다. 용접부의 열영향부의 깊이는 시편의 단면을 3% 나이탈 용액으로 에칭 후 변색이 된 가장 깊은 지점과 시편 상면과의 거리로 측정하였다.

Chemical composition of the base materials in this study (wt. %)
고강도 재료의 마찰교반용접전용으로 제작된 화천기공의 F1300모델의 용접장비를 사용하였으며, 장비는 철강의 FSW 가능하도록 고강성 설계되었다. 툴을 직각으로 설치하여 용접방향과 관계없이 용접이 가능하도록 유연성을 확보하였다. 용접장비에는 Marposs사의 로드셀이 장착되어 하중 및 토크가 실시간으로 측정되었다. 용접 툴은 고주파가열이 되지 않는 Si3N4소재로 제작하였으며, 숄더의 직경은 10 mm이다. 핀은 테이퍼 가공되었으며 나사산 가공은 하지 않았다. 핀의 길이는 0.8 mm, 핀의 직경은 숄더쪽에서 3 mm, 끝단에서 2 mm이다.
고주파가열장비는 주파수 145 kHZ 고정w이며, 최대 출력 10 kW급을 이용하였다. 고주파 가열코일은 Fig. 1과 같이 설치하였다. 용접툴과 동축으로 설치되었으며, 중공축형으로 제작하여 용접진행 방향과 관계없이 적용이 가능하다. 용접코일은 구리로 제작되었으며, 중공형상의 코일 내경은 24 mm이고, 외경은 34 mm, 벽 두께는 1 mm이다. Fig. 1에서와 같이 코일의 외부는 4mm 두께의 페라이트로 감싸 고주파 가열이 중심부에 집중되도록 하였으며, 모재에서 2 mm 높이에 설치되었다. 코일의 내부로 냉각수를 흘려 코일의 과열을 방지하였다.
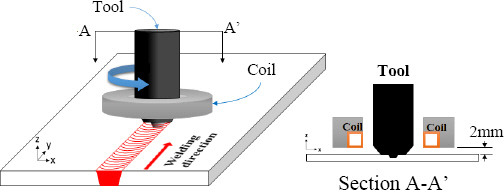
Setup for hybrid FSW (HFSW)
HFSW의 용접시퀀스는 Fig. 2와 같다. 툴이 삽입되면서 고주파가열이 시작되고 일시 정지(dwell)후 용접이 시작된다. 이후 고주파가열은 용접을 마치고 툴이 후퇴할 때 정지된다. 시편 제작에서 총 용접길이는 90 mm, 툴회전속도는 400 rpm, 일시정지시간(dwell time)은 5 s로 설정하였다. 고주파 가열 출력은 8 kW이다.
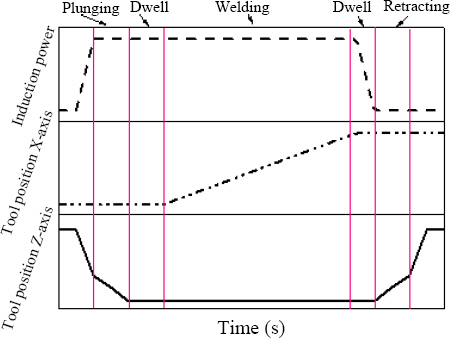
HFSW sequence
3. 결과 및 고찰
용접속도를 100 mm/min에서 100 mm/min 간격으로 증가시키면서 각 소재별 적정 용접속도 범위를 확인하였다(Fig. 3). 590 DP 소재의 경우 FSW를 이용하여 400 mm/mim의 용접속도까지 양호한 용접이 가능하였으나, HFSW를 이용할 경우 700 mm/min까지 양호한 용접부 형성이 가능하였다. 해당 자동차소재의 통상적인 아크용접속도와 비교하여 크게 느리지 않는 속도로 용접이 가능함을 알 수 있다. 980 DP의 경우 소재의 강도가 높아서 더 낮은 속도에서 적정 용접구간이 존재하였으며, 터널 결함이 발생하는 속도는 FSW와 HFSW에서 각각 300 mm/min과 400 mm/min이다. HFSW에서는 8 kW의 고주파가열이 부가열원으로 사용되므로 FSW에 비해 많은 입열이 용접부에 인가되면서 저속 용접구간에서 변형이 발생하였다 (Fig. 3).
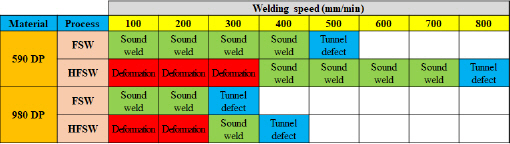
Welding results according to materials and welding speeds (base metal: 590 DP steel, tool rotation: 400 rpm, induction power: 8 kW)
양호한 용접부를 형성한 조건에 대한 시험편의 단면은 Fig. 4에 표시하였다. 용접속도가 증가할수록 용접부의 깊이가 낮아지는 현상이 발견된다. 이는 용접시스템의 강성과 관련이 있는데 FSW 공정 중 높은 하중이 인가되면 툴을 고정하는 수직축이 휘어지는 변형(de- flection)이 발생하여 한다16). 이는 툴 고정 장치의 강성이 상대적으로 작은 로봇형 FSW시스템에서 더 심하게 발생하지만 직교형 FSW시스템에서도 툴의 수직이송 및 고정장치는 C형을 가지고 있고 수직 방향 하중에 대해 휘어짐 변형을 완벽히 제거할 수는 없다. 용접속도가 증가할 경우 즉, 입열이 작을 경우 모재의 온도가 낮으므로 항복 강도가 높고 용접 중 시스템의 변형이 크게 발생하여 지정한 삽입깊이와 실제 툴의 도달깊이 간의 차이가 커지는 현상이 발생한다. 최근의 연구를 통하여 시스템의 변형에 대해 적응제어를 통해 설정한 삽입깊이를 달성하는 연구가 수행되었으나12,13), 본 연구에서는 삽입깊이 제어를 실시하지 않고 위치제어만 수행하였기 때문에 시스템의 변형이 보상되지는 않았다.
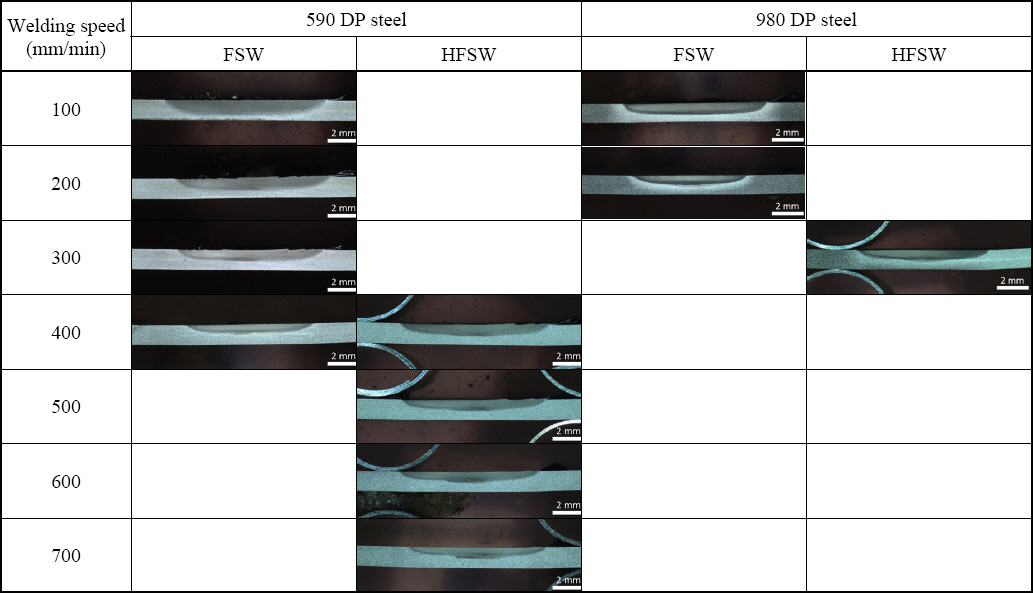
Cross-sections of welds (tool rotation: 400 rpm, induction power: 8 kW)
LVDT(Linear Variable Differential Transformer)를 이용하여 590 DP강에 대하여 용접속도별로 용접공정 중 툴의 높이를 측정하여 시스템의 변형량을 계산하였으며, 계산한 결과를 Fig. 5에 도시하였다. 자세한 측정시스템의 사양은 선행논문에 제시되어 있다12).
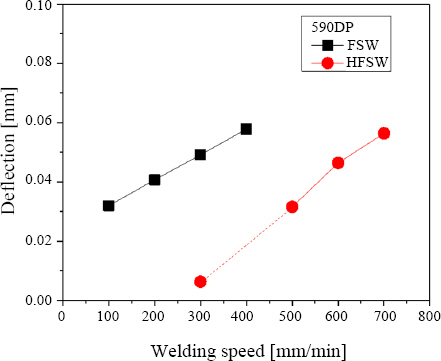
System deflection during FSW (tool rotation: 400 rpm, induction power: 8 kW)
FSW시스템의 변형은 하중에 비례하고 축방향의 하중은 소재의 탄성계수 및 항복강도와 관련이 있다. 용접속도가 커질수록 소재로의 입열량이 낮아지므로 시험편의 온도가 낮아지고 이에 따라 하중값이 증가하여 시스템의 변형량이 커지게 된다. 590 DP강에 대해서는 Fig. 5와 같이 용접속도의 증가에 따라 선형적으로 시스템의 변형이 증가한다. 즉, 별도의 깊이 보상을 하지 않을 경우 용접속도가 증가할 경우 툴의 삽입깊이는 감소한다.
동일한 이유로 FSW에 비해 HFSW의 경우 시스템의 변형량이 감소하고, 깊은 용입의 달성이 가능하다. 용접속도 증가에 따른 입열 감소는 Fig. 6(a)와 같이 열열향부의 깊이도 감소시키게 된다. 따라서 용접속도가 증가할 경우 툴 삽입깊이와 열영향부 깊이가 감소하게 되므로 Fig. 4에서와 같이 용접부의 깊이감소가 관찰된다. 980 DP강의 경우 적정용접구간이 좁고, 동일한 용접속도에서의 비교가 어려워, 590 DP강의 결과와 같이 분석하기 어려우나, Fig. 6(b)에서 FSW의 경우 용접속도와 열영향부 깊이의 반비례 거동이 단편적으로 확인되었으며, 300 mm/min 용접속도로 수행된 HFSW의 열영향부 깊이가 FSW의 200 mm/min 보다 깊은 것을 볼 때, 980 DP강도 590 DP강과 동일한 경향을 가짐을 추론해 볼 수 있다.
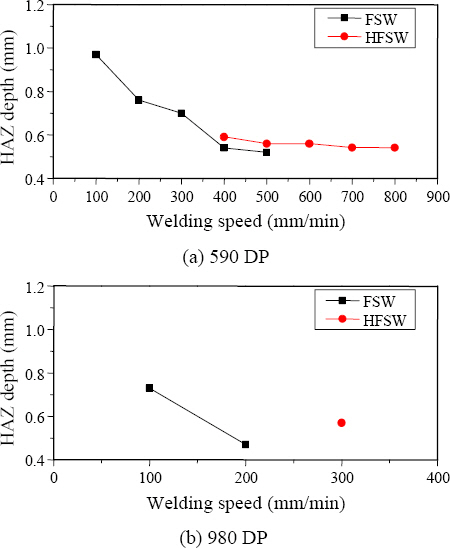
Depth of heat affected zone measured
FSW와 HFSW 공정 중 동일조건에서 양호한 용접부를 형성한 509 DP강, 용접속도 400 mm/min에서 공정 중 하중 및 토크를 측정하였다(Fig. 7).
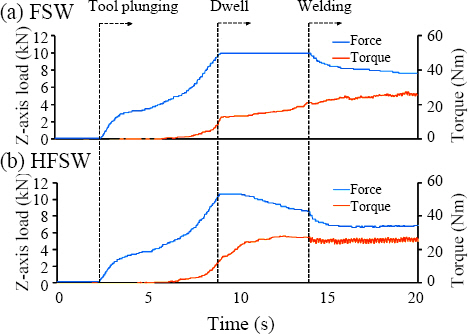
Measured load and torque profiles (base materials: 590 DP, welding speed: 400 mm/min)
FSW의 경우 일시정지시간에서 하중이 균일하게 유지되다가 용접구간에서 하중이 점차적으로 감소하는 것이 관찰된다. 반면, HFSW의 경우 삽입 후 일시정지시간에서 고주파 가열에 의해 하중이 지속적으로 감소하였고 용접구간에서는 하중이 조기에 안정되는 거동을 보인다. 20초에서의 하중은 FSW의 경우 7.6kN, HFSW의 경우 이보다 낮은 6.8kN 를 기록하였다. 동일한 재료 및 용접조건에서 고주파 가열을 통한 재료의 연화는 그렇지 않은 경우 대비 상대적으로 낮은 하중(반발력)을 초래하고, 이는 낮은 시스템 변형량을 이끌고 따라서 상대적으로 깊은 열영향부 깊이를 만든다. 이는 앞서 서술한 (Fig. 6) 입열량과 열영향부의 깊이의 상관관계와 동일하다.
시간에 따른 토크값은 FSW의 경우 일시정지시간과 용접구간의 구분 없이 점차 증가하는 경향을 보이다가 약 25 N·m로 안정화 되는 거동을 보인다. HFSW의 경우는 일시정지시간에서 약 26 N·m로 수렴하고 용접구간에서 약 25 N·m를 주변을 소폭 진동하는 안정화된 이력을 보였다. 툴에 인가되는 토크는 툴의 면적과 반경, 그리고 접하는 재료의 흐름응력의 곱으로 계산14)할 수 있는데 본 논문에서 수행한 실험이 고온 소성공정에 대한 유동응력모델15)을 따른다고 가정하면, 토크에 정비례하는 유동응력은 재료의 온도에 반비례하고, 변형율속도(strain rate)에 비례한다. 회전속도가 일정한 조건에서는 거시적으로 볼 때, 변형율속도는 교반량에 정비례 한다고 볼 수 있다. 따라서 토크값의 수렴은 온도와 교반량의 균형이 유지되는 상태로 추측할 수 있다. 토크의 상승은 온도의 하강 혹은 교반량의 증가가 원인이 될 수 있으나 추가적인 냉각 시스템이 없는 한, FSW 공정은 온도 하강을 기대할 수 없으므로 FSW의 경우 교반량의 증대가 용접구간에서도 발생한다고 볼 수 있으며, HFSW 에서는 일시정지시간에서 이미 교반량이 유지된다고 볼 수 있다. 이로 인하여 Fig. 8의 그림과 같이 길이방향을 일정한 폭을 가지는 용접비드를 HFSW에서 얻을 수 있다. 준정상상태의 조기 도달은 일시정지시간을 단축할 수 있으며, 이는 생산력 향상에 기여할 수 있다. 단 이러한 효과는 용접속도에 따라 부가 열원 출력향상이 동반되어야 할 것이다.

Bead appearance for 590 DP steel after HFSW (welding speed: 400 mm/min)
4. 결 론
본 연구에서는 동축형 고주파 유도가열코일을 통하여 마찰교반용접 공정에 부가열원을 적용하는 기법에 대한 공정특성을 확인하기 위하여 고강도강인 590 DP강과, 980 DP강에 대한 연구를 수행하였다. 8kW 출력의 고주파 유도가열 조건에서 소재별 적정 용접구간을 확인하였으며, 용접속도별로 시스템 변형량과 열영향부 깊이를 측정하고 기존의 FSW 기법의 결과와 비교하였다. 아울러 동일한 용접속도에서 하중과 토크에 대한 천이 거동을 확인하였으며 연구의 결과를 다음과 같이 요약할 수 있다.
1) 590 DP강에 대해 HFSW는 최대 700 mm/min, 980 DP강에 대해서는 최대 300 mm/min의 용접속도에서 양호한 용접부를 얻을 수 있으며, 이는 용접속도 관점에서 FSW 대비 각각 75%, 50% 향상된 값이다.
2) FSW대비 HFSW의 열영향부가 깊게 확보되었다. 이는 부가열원을 통하여 시스템 변형을 저감시켰기 때문이다. 두 기법 모두 용접속도의 증가에 따라 열영향부 깊이가 감소하였는데, 이는 입열량의 저하로 인한 툴 삽입깊이의 감소가 원인으로 판단된다.
3) HFSW의 예열효과는 하중과 토크를 조기에 안정 및 수렴시켜 용접구간에서 안정적인 용접을 수행할 수 있게 한다. 이는 일시정지시간을 단축시키거나 균일한 비드 형성을 통해 생산성을 향상에 기여할 수 있다.
고강도강에 대해 동축 고주파 유도가열 마찰교반용접 기법은 기존의 마찰교반용접 기법 대비 우수한 용접속도로 수행할 수 있어 생산성을 향상시킬 수 있는 잠재력을 가지고 있다. 아울러 기존의 인라인 방식의 부가열원을 적용하는 방법 대비 장치가 간단하고 공정유연성에 높아 적용범위의 확대 역시 기대할 수 있다.