레이저 빔 모듈레이션 용접기술의 최신 연구동향
Recent Trends about Modulation Technology of the Laser Beam Welding
Article information

Abstract
The work presented in this paper deals with the modulation technology of the laser beam welding. In addition, this paper also briefly introduced about laser beam welding technology using multiple beam. Temporal power modulation is the variation of the laser power during the laser pulse without considering a possible relative movement between laser beam and workpiece. Mechanism of temporal modulation is assumed that the laser pulse agitates the molten metal and causes bubbles to float to the surface of the weld pool, hence decreasing the weld porosity. On the other hand, spatial power modulation refers to a relative movement between laser beam and workpiece by superposing an oscillation movement to the feed direction which forms the welding geometry. Superposed oscillation for laser beam welding shows a huge potential in stabilizing welding processes for difficult to weld materials and in adapting the welding geometry to the requirements. The last issue in this paper is about multiple laser beam welding. It is possible to obtain a similar effect to the application of the modulation technique by merely using the overlapping or beam splitting of the laser beams having different chara cteristics.
1. 서 론
레이저의 동작원리는 1917년 아인슈타인이 빛과 물질의 상호작용에 있어서 유도방출 과정이 있음을 이론적으로 보인 것이 시초이다. 그 후 20여년이 지난 1950년대 초반 미국 콜롬비아대학의 Townes는 암모니아에서 마이크로파의 유도방출이 실험적으로 가능함을 처음으로 보였다. 곧이어 가시광 영역에도 유도방출에 의한 빛의 증폭이 가능함을 후속연구에서 밝혀졌다. 실제로 1960년 휴즈(Hughes) 연구소의 Maiman에 의해 가시광 영역인 694.3 nm의 붉은색인 루비(Ruby)레이저 광이 최초로 발전되었다. 그는 보석의 하나인 루비를 나선형 플래쉬 램프 가운데 삽입하고 그 램프를 터뜨려 강한 빛을 루비에 입사시킴으로써 레이저의 발진에 성공하였으며 이러한 업적을 인정받아 1964년 노벨 물리학상을 수상하였다. 루비레이저의 발진 직후 레이저 관련 연구는 가히 폭발적이라 할 만큼 활발하여 1960년대에는 현재 중요하게 응용되는 대부분의 레이저가 개발되기에 이르렀다. 이후 1970년대와 80년대에는 레이저 자체의 연구 외에도 레이저의 응용 연구가 많은 비중을 차지하여 오늘날 다양한 산업에서 레이저가 필수적인 장치로 각광을 받게 되었다.
특히 레이저 용접분야의 경우 무엇보다도 자동화를 통해 생산성을 극대화 할 수 있으며 또한 이로써 타 용접방법보다 경제적 우위를 점하게 된다1). 따라서 용접을 이용한 대량 생산품의 대표적인 자동차 제조에 레이저 용접을 활용하고자 하는 노력은 레이저 개발 이후 끊임없이 계속되어 왔다. 레이저 용접의 또 다른 장점으로는 경량소재의 용접이 타 공정 대비 용이한 점을 꼽을 수 있는데, 이는 레이저 빔 품질과 광학계 그리고 제어계측 및 발진 기술의 발달로 인해 가능하게 되었다. 일례로 종래에는 단파장 특성을 갖는 레이저의 특성 상 재료 고유의 레이저 빔 흡수율에 대한 한계와 만족스럽지 않은 용접 품질로 인해 알루미늄이나 구리 등 고반사 재료에 대한 적용이 어려웠지만, 스캐너와 광파이버 케이블 등 레이저 모듈의 비약적인 발전으로 경량 소재 및 난용접성 재료의 레이저 용접 적용이 활발하게 이루어지고 있으며 또한 현재까지도 많은 연구가 진행되고 있다.
이에 따라 본고에서는 특히 경량 소재의 용접기술에서 시간(Temporal) 또는 공간(Spatial) 모듈레이션을 통한 난용접성 재료의 용접 연구동향에 대하여 기존에 발표된 논문들을 모아 리뷰하였다. 또한 다중 빔을 활용한 레이저 용접기술에 대해서도 간략히 소개하고자 한다.
2. 모듈레이션 용접기술
레이저 빔 모듈레이션의 궁극적인 목적은 구리와 알루미늄 등 고반사 재료의 낮은 흡수율을 극복하고 기공 및 스패터의 효과적인 제어(저감)에 있다. 또한 알루미늄 합금의 경우 고온균열 방지 및 기계적 강도도 개선될 수 있으며, 키홀 안정화에 따른 용접품질 향상 효과도 기대할 수 있다.
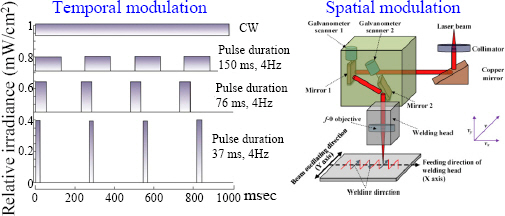
이와 같은 레이저 빔 모듈레이션 방식은 Fig. 1과 같이 크게 출력 변조를 기본으로 하는 시간적 모듈레이션과 스캐너 광학계를 이용한 공간적 모듈레이션으로 구분할 수 있다. 이 중 시간적 모듈레이션의 경우 2000년대 초반부터 연구가 우선적으로 진행되었으며, 공간적 모듈레이션은 광학 스캐너 기술이 본격적으로 발달한 2010년 이후부터 활발한 연구가 진행되었다. 본고에서는 이에 시간적 모듈레이션과 공간적 모듈레이션에 대해 연구한 논문을 각각 정리하였으며, 그 중 대표적인 레이저 빔 모듈레이션 용접 연구 결과에 대해 각각 논의하고자 한다.
2.1 시간적 모듈레이션
시간적 모듈레이션 용접기술은 레이저 빔과 모재 사이의 가능한 상대적 이동을 고려하지 않고 펄스 레이저에서 레이저 출력이 지속적으로 변하는 것을 의미한다. 이러한 펄스 형성은 고상과 액상 간 상이한 재료의 흡수율 조정을 가능하게 하며 에에 따라 시간적 모듈레이션 방식은 펄스 반복속도가 비교적 큰 Nd:YAG 레이저에서 비로소 연구가 시작되었다.
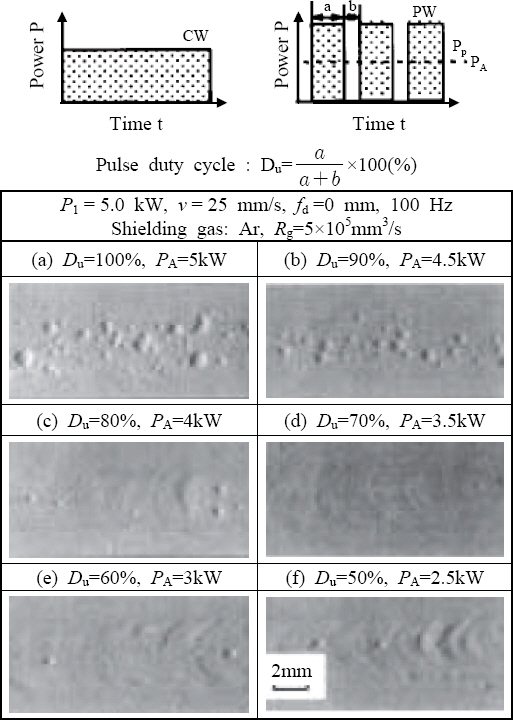
Katayama는 1995년 Nd:YAG 레이저에서 펄스 변조를 통해 알루미늄합금의 스폿 레이저 용접에서 더욱 깊은 용입을 얻을 수 있음을 발표하였다2). 이후 그는 펄스 모듈레이션에 의한 효과를 극대화하기 위해 304스테인리스강에 연속파형(Continuous wave, CW) 2 kW 레이저 2기와 펄스파형 최대 출력 1.5 kW 레이저 빔을 다양한 형태로 중첩 후 펄스 형상에 따른 키홀 깊이 및 기공형성 메커니즘을 측면 X-ray 관찰을 통해 확인하였다3). 나아가 그는 10 kW급 CO2 레이저를 이용하여 Al5083 소재의 용접 시 발생하는 기공과 키홀의 거동을 관찰하였다4,5). 이들의 관찰을 위해 마찬가지로 측면 X-ray를 사용하였으며 용융풀의 유동을 확인하기 위해 텅스텐 입자를 용융지에 삽입하여 이의 움직임을 실시간 측정하였다. 그는 본 연구에서 연속파형의 레이저 빔 조사 시에는 키홀의 불안정성 때문에 많은 기공이 발생하지만 Fig. 2와 같이 적절한 Duty cycle과 주파수 변조를 통해 기공을 현저히 줄일 수 있음을 실험적으로 입증하였다. 또한 키홀 거동 관찰 결과, 연속파형 용접 시 키홀이 용융풀 내부로 깊숙이 침투하게 되면 안정된 상태로 존재할 수 없으며 표면장력으로 인해 항상 불안정하지만 펄스를 사용할 경우 키홀이 불안정해지기 전에 키홀을 닫아버린다고 하였다. 즉 펄스 변조효과의 물리적 영향은 키홀 하부에 버블이 형성되기 전에 키홀을 닫고 바로 다음 새로운 키홀 형성의 반복을 통해 기공을 현저히 감소시킬 수 있으며 이에 대한 최적의 주파수 및 Duty cycle이 존재한다.
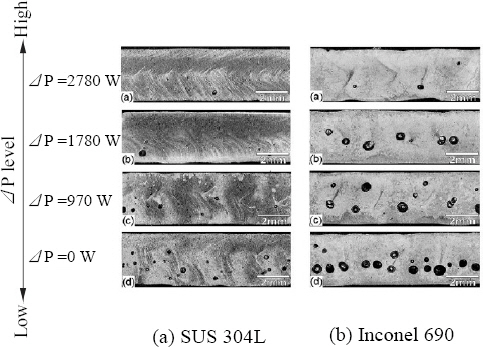
한편 Kuo는 2005년 펄스 변조를 통해 인코넬과 스테인리스강의 용접성을 개선하고자 하는 연구를 진행하였다6). 그는 STS304L과 Inconel690 소재에 대해 Nd: YAG 레이저를 이용하여 평균출력을 1.7 kW로 동일하게 하고 변조 폭(ΔP)의 차이만 준 뒤 각각 BOP (Bead on plate) 레이저 용접을 실시하였다. 그 결과 ΔP 값이 클수록 두 소재 모두 기공률이 감소하였는데 이는 레이저 펄스가 용융된 풀을 교반하고 용융금속의 유동을 촉진시켜 버블을 표면으로 부유시킴으로서 기공이 감소된다고 주장하였다. 이러한 기공 감소 효과는 Fig. 3과 같이 인코넬이 스테인리스 소재보다 더 크게 타나났는데 이는 용융 인코넬의 점도가 스테인리스의 점도보다 높음을 의미한다. 결과적으로 ΔP를 증가시킴으로써 야기되는 용융금속 유동성의 증가로 인한 다공도 감소 효과는 인코넬이 더욱 크다. 이후 그는 펄스 용접에 의한 기공 감소에 대해 3 mm 두께 인코넬 소재의 맞대기 용접에 관한 추가적인 연구를 진행하였으며7), 그 결과 연속파형 레이저에서의 특히 루트부에 집중된 기공률이 7.1 %인 반면에 ΔP가 가장 큰 경우 용접부 전체로 기공이 분산되며 그 비율은 0.6 %로 매우 낮게 나타난 결과를 제시하였다. 이에 따른 인장강도는 ΔP가 높으면 모재에 근접하는 인장강도가 나오지만 연속파형 레이저의 경우 40 MPa 이상 강도가 저하되는 결과가 나타났다. 그러나 그는 펄스 변조에 따라 스패터 발생 또한 증가하기 때문에 기계적 특성과 외관품질 간의 절충안을 얻기 위해서는 특정 용접 범위를 적절히 도출해야 한다고 주장하였다.
펄스 변조에 따른 기공과 외관 품질간의 상관성에 대해서는 Blackburn8)의 연구에서도 유사한 결과를 제시하였다. 그는 3.25 mm의 두께를 갖는 Ti-6Al-4V 소재에 대해 최대출력 4 kW급의 Nd:YAG 레이저로 맞대기 용접을 실시하였으며, 다양한 펄스 변조 조건에서의 기공률과 언더컷 간의 상관관계에 대해 비교하였다. 그 결과 그는 펄스 변조에 따라 맞대기 용접 시 기공의 감소효과는 분명하지만 상/하부 비드에 언더컷 결함이 발생하게 됨을 확인하였다. 이에 따라 디포커싱(Defocusing)과 변조 진폭을 적절히 조절함으로써 어느 정도 해결이 가능함을 결론으로 제시하였다.
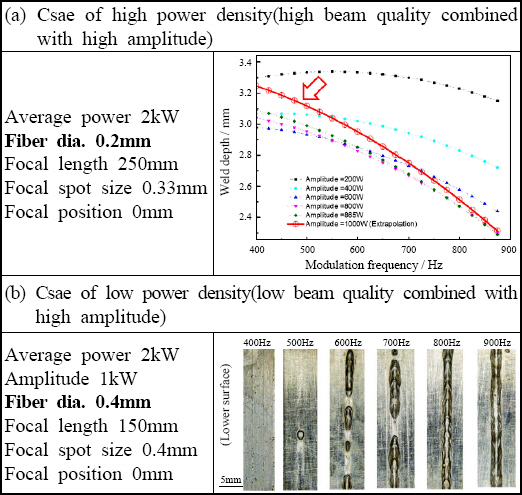
한편 대표적인 경량소재 중 하나인 마그네슘 합금의 레이저 용접성을 개선하기 위한 연구도 진행되었다. 마그네슘 합금의 경우 레이저 용접 시 불안정한 용융지와 낮은 융점으로 인한 스패터 발생, 언더컷, 기공 및 고온 균열 등의 문제가 나타나게 되는데 Zhang9)은 이를 개선하고자 4 kW의 파이버 레이저를 사용하여 2.7 mm 두께를 갖는 AZ31 소재에 대해 BOP 레이저 용접을 실시하였다. 그는 특히 에너지 밀도에 따른 펄스 변조효과에 대한 차이점을 확인하기 위해 빔 직경을 각각 200 μ 및 400 μ로 달리 한 후 용접을 실시하였다. 그 결과 AZ31 소재의 레이저 용접 시 출력 변조의 영향은 Fig. 4와 같이 레이저 출력 밀도에 크게 의존한다는 사실을 확인하였다. 특히 낮은 에너지 밀도에서는 주파수와 진폭의 조합에 따라 에너지 효율이 크게 향상되고 변조 효과가 존재하지만 고밀도 에너지에서는 그 효과가 거의 나타나지 않는다고 하였다. 하지만 본 논문에서는 에너지 밀도에 따른 펄스 변조 효과 차이에 대한 이유가 명확히 언급되지는 않는다.
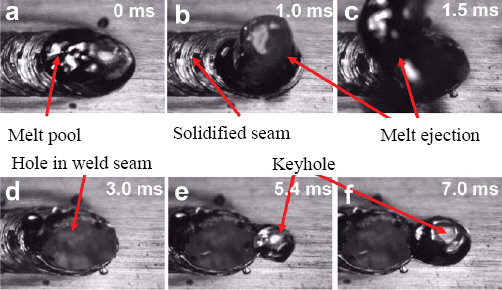
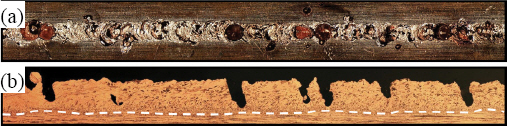
시간적 모듈레이션에 대한 마지막 연구는 바로 구리의 용접에 관한 것이다. 구리의 경우 특히 레이저 빔에 대한 흡수율이 4 % 정도로 낮으며 액상의 구리는 낮은 표면장력과 점성으로 융융풀이 불안정할 뿐만 아니라 이에 따라 스패터가 매우 빈번하게 발생되는 특성을 갖는다. 이에 Heider10)는 구리 소재의 효율적인 용접을 위한 최적의 펄스 변조 조건을 도출하고자 하는 연구를 진행하였으며 주파수와 용입 깊이간의 불규칙성 관계를 정규화(Data normalization)하고자 하였다. 그는 우선 구리의 레이저 용접에서 스패터가 발생되는 현상을 Fig. 5와 같이 초고속카메라를 통해 확인하였다. 그의 관찰 결과에 따르면 (a)용융풀이 우선 만들어지고 (b)용적이 서서히 팽창한다. 이렇게 팽창된 용적은 낮은 표면장력에 의해 (c)와 같이 폭발적으로 날아가 버리고 그 자리는 (d)와 같이 고형물질로 둘러싸인 구멍을 남기면서 (e) 및 (f)와 같이 새로운 용접공정이 시작되며 이렇게 반복된 공정에 의해 표면 및 단면은 결과적으로 Fig. 6과 같이 형성된다고 하였다.
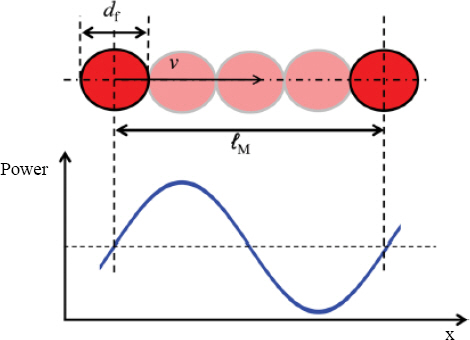
이후 그는 최적의 주파수를 찾기 위해 용접속도(v), 빔 직경(df)과 주파수(fM)간의 관계를 아래와 같은 식(1)과 같은 관계식으로 정규화 하였으며, 이 값이 0.2~ 0.4 사이일 때 용접결함의 발생 빈도도 가장 적을 뿐 아니라 및 용입 깊이의 재현성이 가장 최적이라고 주장하였다. 여기서lM 에 대한 정의는 Fig. 7을 참조한다.
이상과 같이 출력 변조를 기본으로 하는 시간적 모듈레이션에 관한 연구 결과들을 종합해보면 대부분 주파수와 사용률, 첨두 출력, 초점 크기 등이 재료의 용접성에 영향을 미치는 것을 알 수 있다. 특히 고속의 펄스 반복을 통한 용융풀의 교반에 의해 기공이 감소되는 메커니즘을 이용하여 용접부의 품질을 증대시키고자 하는 연구들이 주를 이루었으며, 주기적인 키홀 형상의 변동으로 인해 다량의 스패터 등 외관 품질 문제가 수반될 수 있다. 이에 따라 적절한 수준의 시간적 변조를 통해 외관 및 내부 기공 문제를 동시에 해결하는 것이 시간적 모듈레이션의 핵심 기술이라 할 수 있다.
2.2 공간적 모듈레이션
공간적 모듈레이션 방식은 레이저 빔과 모재의 상대적 이동을 고려하여 용접 방향에 레이저 빔의 진동을 중첩하는 방식으로 오실레이션에 의한 빔의 중첩률이 클수록 균일한 품질의 용접부를 얻을 수 있다. 이에 schmitt11)는 공간적 모듈레이션 기술에 대해 전반적으로 소개하였다. 그는 빔의 중첩률을 계산하는 공식을 제시하였는데, 이는 식 (2)를 이용하여 계산할 수 있다.
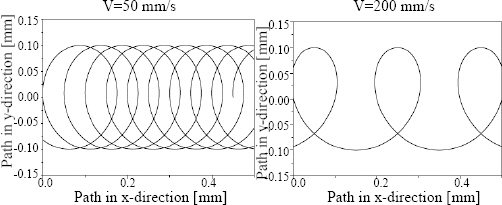
여기서 a 는 회전 반지름, v는 용접속도 그리고 f 는 오실레이션 주파수를 의미한다. 식 (2)에 따라 Fig. 8에 제시한 각각의 중첩률을 계산해보면 v=50 mm/s의 경우 71.5 %가 나오는 반면에 v=200 mm/s는 –81 %로 중첩이 전혀 이루어지지 않는 것으로 계산된다. 이와 같은 중첩률의 차이는 결국 용접품질의 균일성 차이로 나타나게 된다. Fig. 9는 스테인리스강의 용접 시 용접 속도에 의한 중첩률의 차이에 의해 형성된 비드 단면을 보여주고 있다. 20 mm/s의 용접속도에 의해 만들어진 비드는 매우 균일하고 넓은 비드 단면을 형성한 반면 100 mm/s의 속도에서는 일부 구간에서 간헐적으로 재용융이 일어난 부분이 존재한다. 따라서 중첩률에 의한 영향이 품질에 최우선적인 인자가 된다.

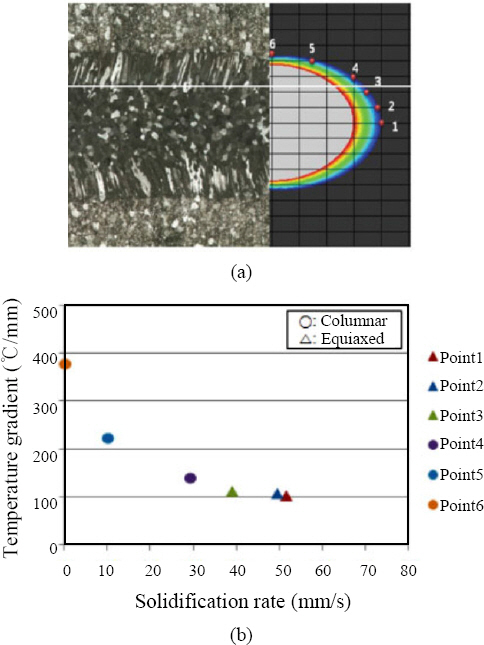
이와 같이 오실레이션에 의한 레이저 빔의 중첩은 용융풀의 온도구배에도 영향을 줄 수 있다. Kang12)은 5천계열 알루미늄 합금의 응고균열을 억제하기 위해 오실레이션 용접을 실시하였으며 그의 연구는 용접 중의 응고 형태는 입자성장률(Grain growth rate) R과 온도구배율(Temperature gradient) G에 의해 결정될 수 있다는 사실로부터 시작하여 응고 형태를 예측할 수 있는 수학적 모델을 수립하고 이를 해석에 반영하였다. 또한 1 mm 두께의 Al5J32 소재를 자기구속형 균열시험편(Self-restraint tapered specimen) 형태로 준비한 후 디스크 레이저를 사용하여 다양한 주파수로 용접 후 균열 발생 형상을 비교하였다. 알루미늄의 고온 균열은 등축정(Equiaxed grain) 영역을 따라 발생하므로 Fig. 10과 같이 등축정과 주상정(Columnar grain) 영역을 구분하고 해석결과에 의거하여 각 응고 위치에 따른 G와 R값을 표기하였으며 주상정과 등축정 결정립이 생성되는 경계 조건은 G=3.5R로 정의하였다. 최종적으로 그는 본 연구를 통해 적절한 위빙 조건으로 결정립 성장방향을 제어하여 균열 진전을 억제할 수 있음을 확인하였다.
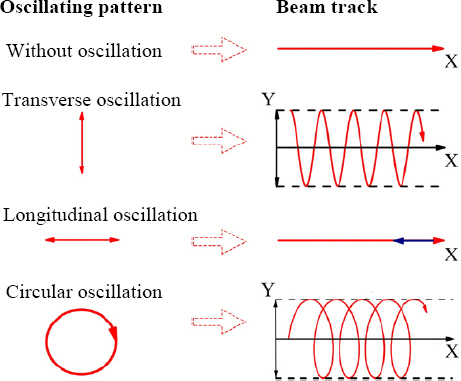
이상과 같이 응고조직의 제어를 통해 알루미늄의 용접성을 개선하고자 하는 노력은 Wang13)의 연구결과에서도 자세히 기술되었다. 일반적으로 용접 중 등축정 결정립을 형성하기 위한 방법은 ①용접속도를 느리게 하여 온도구배를 낮추고 예열하거나 용융풀의 면적을 확대하는 방법, ②용융풀의 화학조성을 변화시키는 방법, ③조성적 과냉도(Constitutional super-coiling)의 증가, ④Ti, B와 같은 미소원소의 추가 및 마지막으로는 ⑤용융풀 교반을 통한 덴드라이트(Dendrite) 조직의 파괴와 같이 크게 다섯 가지가 있다. 이러한 사실에 기반하여 그는 Fig. 11과 같이 4가지 형태의 오실레이션 방법으로 4 mm 두께의 Al6061-T4 합금에 대해 6 kW급 파이버 레이저를 사용하여 용접을 실시한 후 기계/금속학적 특성을 비교하였다.
그 결과 우선 비드 외관에서는 Fig. 12와 같이 Circular 오실레이션 방식을 제외한 나머지 패턴에서는 모두 상/하부 언더컷 및 스패터 등의 결함이 발견되었으며 이들에 대한 인장시험 시 모두 언더컷 등으로 인해 형성된 노치를 따라 파단이 발생하였다. 그러나 인장강도에 대한 차이는 거의 나타나지 않았는데 이는 패턴에 따른 결정립의 크기가 모두 유사하기 때문이라고 주장하였다. 단 신율의 차이는 순차적으로 존재하며 Circular 방식이 가장 크고 선형용접 시 가장 작은 값이 나타났는데 그 이유는 등축정 조직의 형성 증가에 따라 균열의 진전이 방해되기 때문이라고 하였다.

그는 또한 빔 오실레이션 형태에 따른 등축정 조직의 형성과정에 대해 Fig. 13과 같이 설명하였다. 우선 오실레이션이 없는 일반적인 용접 형태인 Fig. 13(a)의 경우 용융지의 유동은 플라즈마 반동압력과 함께 마랑고니 힘(Marangoni force)의 구동에 의해 키홀에서 용융풀의 후방으로 흐르게 된다. 이 때 빔 이송속도는 오실레이션이 없으므로 낮고 일정하다. 이는 플라즈마 반동 압력이 작은 용융풀에 집중되어 레이저와 용융 사이 강력한 상호 작용을 형성함을 의미한다. 그 결과 용접공정이 불안정해지고 거친 표면을 형성하게 된다. 또한 이때의 온도 구배는 용융풀의 면적이 비교적 작으므로 결과적으로 수지상 덴드라이트가 넓은 면적에 형성되게 된다. 한편 Fig. 13(c)와 같이 횡방향 오실레이션은 측벽에 막힌 유동이 뒤쪽으로 흘렀다가 돌아오는 과정에서 앞선 유동과의 충돌에 의해 험핑이 일어나고 이는 결과적으로 용접부의 유동성을 불안정하게 하는 요인이 된다. 이 경우 용융풀 뒤편에 난류 유동이 형성되어 Fig. 13(d)와 같이 덴드라이트를 일부 교반하여 성장을 방해하긴 하지만 그 효과는 비교적 크지 않다. 세 번째로 Fig. 13(e)와 같은 종방향 오실레이션은 용융풀의 유동성 측면에서 횡방향 오실레이션보다 안정적이고 뒤편에 비교적 큰 난류가 형성되어 교반효과가 커지며 결과적으로 등축정의 성장률이 더 좋다. 마지막으로 Circular 오실레이션은 원운동과 용접 방향의 운동이 더해진 실제 용접속도(Actual velocity) Vr이 일정하기 때문에 유동의 흐름이 가장 안정적이다. 이에 따른 비드 외관 품질이 가장 우수하며 또한 넓은 면적의 용융지를 형성하므로 온도 구배가 가장 적기 때문에 결과적으로 등축정 결정립이 가장 많이 만들어진다. 용융지 뒤편의 교반은 매우 활발하게 이루어져 덴드라이트의 형성 또한 효과적으로 억제된다. 이상과 같은 이유로 Circular 오실레이션이 알루미늄 합금의 용접에서 가장 효과적인 방법이다.
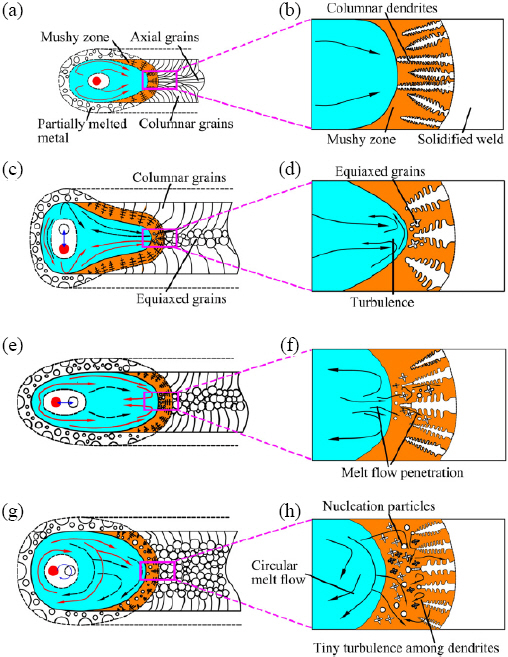
Schematic drawings of the influence of melt flow on microstructure formation, (a) without oscillation; (b) detail of the rectangle frame in a; (c) transverse; (d) detail of the rectangle frame in c; (e) longitudinal oscillation; (f) detail of the rectangle frame in e; (g) circular oscillation; (h) detail of the rectangle frame in g13)
빔 오실레이션에 의한 레이저 빔의 중첩률에 따라 구리의 용접에도 많은 영향을 미친다. Miyagi15)는 2.1절의 Fig. 5와 같이 구리의 레이저 용접시 빈번하게 발생하는 스패터 문제를 해결하고 건전한 용접부를 얻기 위해 2 kW의 싱글모드 파이버 레이저를 이용하여 2.5 mm 두께의 구리 소재에 주파수, 회전반경 및 용접속도를 달리하여 용접한 결과를 제시하였다. 그의 실험 결과에 따르면 용입깊이는 회전반경과 관계없이 주파수 증가에 따라 감소하였으며, 스패터와 표면 기공은 회전주기와 반경의 증가에 따라 감소되었다. 본 연구에서도 또한 회전 주파수와 용접속도에 따라 결정되는 중첩률에 의한 품질의 균일성이 가장 중요한 요인으로 언급되었는데 이러한 결과는 Fig. 14에 제시하였다. Fig. 14(a) 및 (d)는 출력, 속도, 회전반경을 동일하게 하고 회전 주파수만 각각 77 Hz 및 285 Hz로 변화시켜 용접한 결과이며 이를 통해 빔 중첩률에 의한 용입 깊이 및 비드 외관 품질의 균일성을 확인할 수 있다.
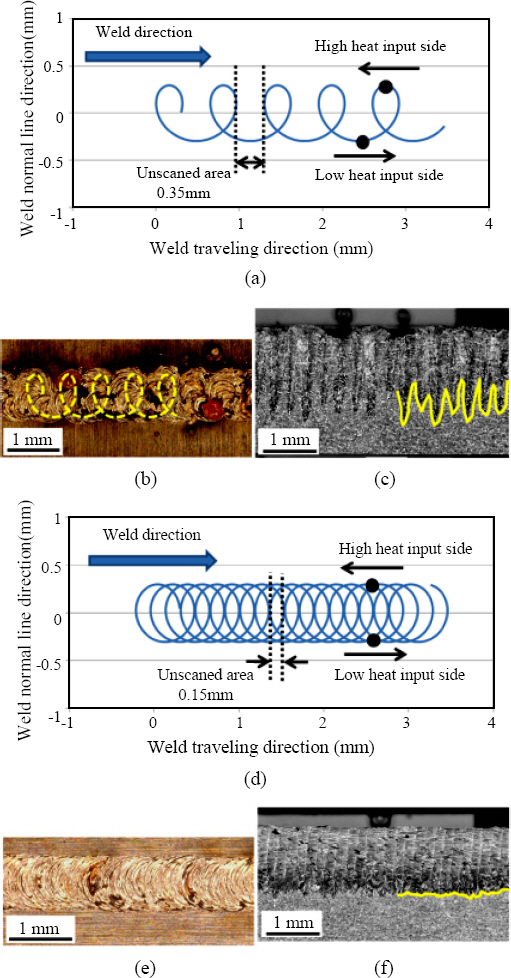
(a) Laser scanning track, (b) appearance and (c) longitudinal section obtained at rotation diameter = 0.6mm, rotation frequency = 77Hz, welding speed = 50mm/s; (d) Laser scanning track, (b) appearance and (c) longitudinal section obtained at rotation diameter = 0.6mm, rotation frequency = 285Hz, welding speed=50mm/s15)
한편 공간적 모듈레이션에 의한 용접은 비철금속뿐만 아니라 구조용강의 용접에 대한 연구 또한 다수 진행되었다. Kuryntsev16)는 구조용강의 레이저 용접 시 급냉에 의해 경도가 증가하고 소성이 감소되며 잔류응력이 증가되는 것을 저감하기 위해 Fig. 15와 같이 레이저 용접 후 와블(Wobble) 형태의 레이저 빔을 용접부에 재조사하여 그 개선 효과를 확인하는 연구를 진행하였다. 이를 위해 각각 10 mm 두께를 갖는 STS321 소재와 일반 냉연강(1449-27/23CR) 및 9MnSi5의 저합금강을 사용하여 그 효과를 샤르피 충격시험과 미세조직 관찰 등을 통해 비교하였다. 그 결과 모든 경우에서 와블 형태의 레이저를 재조사함으로서 어닐링 효과가 일어나 경도가 감소하고 충격인성에 대한 개선 효과가 있음을 입증하였다.
마지막으로 하이브리드 용접에서 레이저 오실레이션을 통해 고강도강의 용접을 수행한 연구도 있다. Cai17)는 고강도강의 용접에서 기공과 기계적 강도(충격) 특성 개선을 위해 6 kW의 디스크레이저와 95Ar5CO2 보호가스를 사용한 MAG 용접기를 이용해 30 mm 두께의 고강도강에 대한 레이저 선행 하이브리드 용접을 시도하였다. 이때 주요 용접변수는 레이저 출력과, 용접속도 그리고 아크 입열량 조건은 동일하게 하고 위빙 주파수와 진폭에 대한 변수만을 설정하였다. 그 결과에 따르면 레이저 선행용접에서 진폭이 2 mm를 넘어갈 경우 키홀 모드가 유지되지 않으며, 용접 깊이는 위빙 주파수가 클수록 낮아지는 경향을 나타냈다. 결론적으로 레이저 선행 하이브리드 용접에서 레이저 위빙에 따라 기공감소 효과가 나타났는데, 본 실험에서는 Fig. 16과 같이 20 Hz에서 가장 최적의 결과가 나왔으며 그 이상의 주파수에서는 다시 기공이 증가하였다. 그의 주장에 따르면 기공이 감소된 이유는 교반 효과(Stirring effect)에 의한 것이며 특정 주파수 이상에서는 다시 키홀이 불안정해지고 붕괴되어 가스가 내부에 트랩되기 때문이다. 최종적으로 그의 연구에서는 레이저 빔의 교반에 의한 기공의 감소에 따라 최대 31.4 %의 충격인성이 증가된 결과를 도출하였다.

이상과 같이 공간 변조를 기본으로 하는 시간적 모듈레이션에 관한 연구 결과들을 검토한 결과, 출력 변조와 마찬가지로 주파수와 용접속도의 조합에 의해 결정되는 중첩률이 큰 변수로 작용한다. 특히 오실레이션에 따른 효과는 시간적 모듈레이션 기법과 마찬가지로 교반에 의한 기공감소와 함께 온도구배의 효과적 제어에 의한 미세조직의 제어가 가능하게 한다. 이에 따라 균일한 입열을 얻을 수 있는 중첩률을 선정하고 재료의 특성과 개선 목적에 따른 변수 조절을 통해 비드 형상의 효과적인 제어를 가능하게 하는 것이 공간적 모듈레이션의 핵심 기술이라 할 수 있다.
3. 다중 빔 레이저 용접 및 접합기술
최근 경량소재의 적용이 활발해짐에 따라 이를 효과적으로 용접하고자 하는 고민은 빔 모듈레이션 기술뿐만 아니라 다중 빔을 사용하는 방식으로도 많은 연구가 되고 있다. 본고에서는 이중 대표적인 연구 결과 몇 편을 간략히 소개하고자 한다.
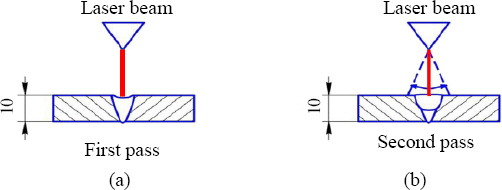
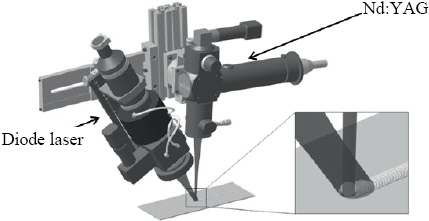
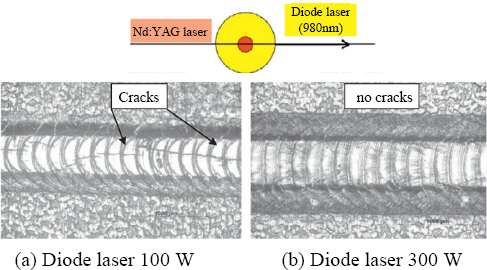
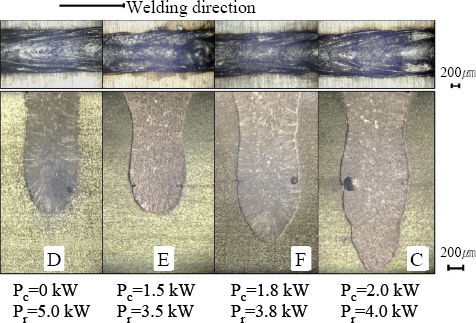
첫째로 알루미늄 합금의 레이저 용접 시 발생되는 고온균열 및 소재의 낮은 흡수율을 극복하기 위해 흡수율이 높은 다이오드 레이저를 동시에 사용하여 빔 모듈레이션 없이 용접한 사례이다. Bergmann18)은 다이오드 레이저의 파장(808 nm)에서의 흡수율이 14 % 정도로 Nd:YAG 레이저에 비해 3배 이상 높은 사실에 착안하여 다이오드 레이저를 이용한 예/후열 효과로 온도구배를 낮추어 응고군열을 방지하고자 Fig. 17과 같이 하이브리드 형태로 시스템을 구성하였다. 이때 다이오드 빔의 직경은 3 mm이며, Nd:YAG 레이저의 경우 0.4 mm의 빔 직경을 갖는다. 다이오드 레이저의 조사 위치(선/후행 또는 중앙)에 따라 다양한 조건에서 용접을 진행하였다. 결과적으로 Fig. 18과 같이 Nd:YAG 레이저 빔이 다이오드 레이저 빔의 중심에 위치하여 충분한 입열량으로 가열된 상태에서 Nd:YAG 레이저의 열원으로 용접하는 경우 용접부의 온도구배율이 낮아 응고균열이 발생하지 않은 결과를 도출하였다.
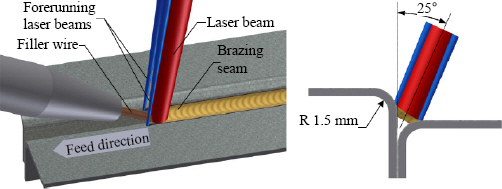
다중 빔을 활용한 레이저 용접의 두 번째 사례는 바로 Tri-focal 레이저 빔을 이용한 아연도금강판의 레이저 브레이징이다19). 일반적으로 아연도금강판에 레이저 빔을 조사하게 되면 기화점이 낮은 아연 도금층의 증발로 인해 스패터 및 기공 등의 문제가 발생하게 된다. 이를 극복하기 위해 Fig. 19와 같이 선행하는 두 개의 작은 레이저 빔이 아연도금층을 어블레이션(Ablation)함으로써 레이저 공정이 안정화되고 최종적으로 Fig. 20과 같이 브레이징의 젖음성 향상과 우수한 품질의 접합부를 얻을 수 있게 된다. 그러나 이러한 Tri-focal 레이저 빔에 따른 비철금속의 접합 또는 레이저 용접에 대한 효과는 아직 알려지지 않았다.

Images of the seam surface on hot-dip galvanized substrates at a processing speed of 45 mm/s: (a) mono-focal brazing, (b) tri-focal brazing. At the joint brazed with the tri-focal technique characteristic black lines of iron oxide are visible adjacent to the seam. Straight seam edges are formed due to the changed wetting conditions19)
다중 빔을 활용한 마지막 사례는 최근 코히런트에서 개발된 ARM (Adjustable ring mode) 파이버 레이저이다. 이 기술은 파이버의 구조 변경을 통해 레이저 초점의 강도 분포를 독립적으로 변화시킴으로써, 기존의 단일 피크 가우시안 분포와는 다른 형태를 갖게 하는 방법이다. 즉, Fig. 21(b)와 같이 중심에는 가우시안 분포를 하는 점이 있고 주변에 링 빔이 별도로 존재하는 빔 형태를 갖고 있으며 이들의 출력은 독립적으로 조절할 수 있다. 이와 같은 빔 구조를 활용하여 Maina20)는 1.5 mm 두께를 갖는 Al5022 합금의 겹치기 용접 특성을 다양한 출력 조건에서 검토하였다. 그의 연구 결과에 의하면 외곽의 링 빔이 알루미늄의 온도를 충분히 올려 주어 레이저 파장의 흡수율을 높여주고 이어서 빔의 중심이 키홀을 형성한다. 이렇게 형성된 키홀은 링 빔의 예열효과로 인해 매우 안정적이며 온도구배가 낮기 때문에 Fig. 22와 같이 전체적으로 균일하고 안정적인 비드를 형성하였다고 주장하고 있다. 그러나 이와 같이 빔 형태의 독립적인 사용에 따른 효과는 최근에 개발되어 아직은 신뢰할만한 연구 결과들이 부족한 실정이다.

4. 결 론
본고에서는 난용접성 재료의 용접성 개선을 위해 시간적 또는 공간적 모듈레이션을 통한 적용 사례 및 그 결과에 대해 소개하였다. 또한 다중 빔을 활용한 레이저 용접기술에 대해서도 검토되었으며 이에 따른 결론은 다음과 같다.
1) 시간적 모듈레이션 용접기술은 펄스레이저에서 레이저 출력의 빠른 반복을 통한 용융풀의 교반에 의해 기공이 감소되는 메커니즘을 이용하여 용접부의 품질을 개선할 수 있으나, 주기적인 키홀 형상의 변동으로 인해 스패터 등의 외관 품질 문제 또한 발생하므로 적절한 수준의 펄스 변조를 통해 외관 및 내부 기공 문제를 동시에 해결하는 것이 시간적 모듈레이션의 핵심 기술이다.
2) 공간적 모듈레이션 용접기술은 주파수와 용접속도의 조합에 의해 결정되는 중첩률이 큰 변수로 작용한다. 특히 오실레이션에 따른 효과는 용융풀의 교반에 의한 기공감소와 함께 온도구배의 효과적 제어에 의한 미세조직의 제어가 가능하므로 균일한 입열을 얻을 수 있는 중첩률을 선정하고 적절한 변수 조절을 통해 비드 형상의 효과적인 제어를 가능하게 하는 것이 공간적 모듈레이션의 핵심 기술이다.
3) 다중 빔 레이저 용접 및 접합기술을 검토한 결과, 서로 다른 특성을 갖는 레이저 빔의 중첩 또는 빔의 분할 사용만으로도 모듈레이션 기술 적용과 유사한 효과를 얻을 수 있음을 확인하였다.