시뮬레이션을 통한 1500 MPa급 강재의 저항 용접 특성 (II) - 저항 점 용접 너겟 지름 예측 모델 개발 -
Resistance Spot Welding Characteristic of 1500MPa Steel Sheet Using Simulation (II) - Estimation Model for Nugget Diameter of Resistance Spot Welds -
Article information

Abstract
As environmental regulations and car safety regulations have been strengthened globally, automobile industry have tried to overcome these regulations. One of solutions is to apply various High Strength Steel (HSS) to car body, which reduce the weight of car bodies and increases its strength. However, the combination of lecture type and thickness are very various and it will take a lot of time to conduct welding evaluation through experiments. In order to solve these problems, evaluation of resistance spot welding is being performed using simulation. In this study, resistance spot welding was simulated to produce nugget diameter of 1500 MPa steel. As a result, a lobe curve can be obtained and a two regression model is proposed as a model that can predict the nugget diameter of the welded part. We also proposed a two regression model with minimized input arguments. The performance of these models was evaluated in terms of the coefficient of determinant and average error rate.
1. 서 론
최근 선박, 비행기와 더불어 중요 운송수단중 하나인 자동차는 연비향상 및 안전규제가 강화되었다. 이를 위해 국내외 자동차사에서는 안전에도 문제가 없으며 에너지 효율을 극대화할 수 있는 차체의 경량화를 목표로 하고 있다. 차체를 경량화 하여 에너지 효율을 높이는 대표적인 방법으로는 기존 강판을 고강도 강판으로 바꾸고 두께를 줄이는 방법이 주로 사용된다. 이에 따라 강판의 다양한 강종이 개발되었는데 대표적인 예로 DP (Dual Phase)강, CP(Complex Phase)강,MS강(Mar- tensitic)강, TRIP(Transformation Induced Plasticity) 강, TWIP(Twinning Induced Plasticity)강 등이 대표적인 인장강도 700MPa 이상의 AHSS (Advanced High Strength Steel)강이며 1500MPa급 이상의 UHSS(Ultra High Strength Steel)이다. 이와 같은 고강도 강판 및 초고강도 강판의 적용이 증가하고 있다1).
고강도강을 차체에 적용하기 위해서는 용접공정이 필수적이며, 원가 측면에서 유리한 저항 점 용접(resistance spot welding)이 차체 용접에서 80%이상으로 가장 많이 적용되고 있다2).
저항 점 용접성을 평가하거나 저항 점 용접 후 용접부 강도 및 너겟 지름에 대한 평가 결과는 차체의 설계에 매우 중요한 데이터를 제공할 수 있다. 초고강도강은 강도향상을 위해 합금원소 함량을 늘이기 때문에 일반적으로 용접성이 열악한 것으로 알려져 있다3). 이러한 초고강도강의 저항 점 용접의 경우 적정 용접조건 영역이 축소되고 용접부에서 계면파단 및 부분계면파단이 발생하는 것으로 보고되어 있어 결함 및 품질을 실시간으로 예측할 수 있는 용접품질 판정과 관련된 연구가 활발히 진행되고 있다.
차체를 구성하는 강종의 종류와 두께가 다양해지고 있으며, 모든 강종과 두께에 대하여 실험에 의존하여 용접성을 평가한다면, 많은 시간, 비용 등이 투자되어야 한다. 이러한 문제점을 해결하기 위하여 시뮬레이션 기법을 적용하고 있다.
시뮬레이션을 이용해 다양한 강종과 두께에 관련하여 강도 및 너겟 지름을 예측할 수 있는 모델이 개발된다면 그 효율성은 매우 크다고 볼 수 있다4). 저항 점 용접에서 일반적으로 용접성 확인을 위해 로브곡선을 이용하며 적정 용접 조건을 구한다5). 용접 조건의 최적화를 위해 강도나 너겟 지름의 예측모델이 필요로 하며 예측 모델을 통하여 용접조건을 최적화 하는 과정이 필요하다. 이런 예측 모델을 위해 Hong6) 등은 저항 점 용접의 용융부를 신경회로망과 회귀모델을 사용하여 예측하였다. 이러한 기존 연구는 실험을 바탕으로 한 것으로 소재 다양화에 적극적으로 대응할 수 없다는 한계가 있다.
본 연구에서는 1500MPa급 초고강도 강판에 대하여 여러 종류와 다양한 두께 조합에 대한 저항 점 용접 시뮬레이션을 통해 용접부의 너겟 지름을 예측할 수 있는 모델을 개발하였다. 또한 다양한 용접 조건에 따라 1500MPa급 판재의 시뮬레이션을 수행했으며, 그 결과 로브곡선을 얻을 수 있었다. 용접부 너겟 지름을 예측할 수 있는 모델로 2차 회귀모델을 제안하였으며, 입력 인자를 최소화 한 2차 회귀모델을 제안하였다.
2. 저항 점 용접 시뮬레이션
2.1 저항용접 시뮬레이션 지배방정식
본 연구에서는 저항 점 용접 시뮬레이션을 수행하였으며 이를 위한 지배방정식은 크게 열적 지배방정식과 기계적 지배방정식으로 구분이 된다. 열적 지배방정식은 전류의 통전에 따른 가열 및 용접 후 냉각의 온도변화를 위한 것이며, 기계적 지배방정식은 용접 후 내부 응력의 변화에 따른 형상의 변화를 계산하기 위한 것이다.
열적 지배방정식은 Galerkind의 열전달 방정식을 따르며 식 (1)과 같다7).
여기서 k는 열전달계수, T는 온도, V는 관심 체적(domain volume), pm은 밀도, cm은 비열, q는 발열, S는 경계 표면(boundary surface), ∏는 기계적 힘에 의한 에너지를 나타낸다. 그러므로 각각의 항은 발생 요인 혹은 위치에 따라 열전달을 표현한 것으로 첫 번째 항은 열전도에 의한 에너지, 두 번째 항은 내부에 저장되는 에너지, 세 번째 항은 미소 볼륨에서의 전기적 발열 에너지, 네 번째 항은 표면에서 발생하는 발열 에너지이며, 다섯 번째 항은 마찰 및 기계적인 힘에 의한 발열 혹은 열적 소산 에너지를 나타낸다.
기계적 모델의 지배방정식은 식 (2)와 같다7).
여기서,
이와 같은 시뮬레이션의 지배방정식은 서로 연성되어 있어 수많은 반복과정을 통해 각각의 메쉬에 대한 풀이를 수행하게 된다. 시뮬레이션에서 사용 되어진 재료와 전극은 현장에서 쓰이는 것으로 사용하여 각 소재 데이터를 입력으로 사용하였다.
전극 및 판재에 대한 모델링은 Fig. 1과 같으며, 모델의 메쉬 형태는 4각 메쉬 형태를 이용하였고, 정확한 계산을 위해 접촉부의 메쉬의 크기를 작게하여 시뮬레이션을 수행하였다.
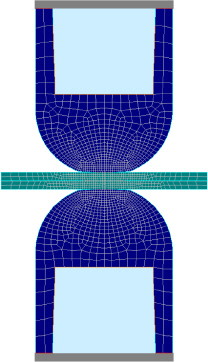
Mesh of steel sheet and electrode for numerical simulation
2.2 저항용접 시뮬레이션 조건
저항 점 용접 시뮬레이션을 위한 조건으로 사용된 용접기는 60Hz 교류용접기로 설정하였으며, 사용된 전극은 일반적인 저항 점 용접에 많이 쓰이는 돔형 전극으로 직경 16mm, 선단경 6mm인 CuCr소재의 전극을 이용하였다. 냉각수는 20°C로 4l/min의 유량으로 전극에 흐르도록 경계조건을 설정하였다.
시뮬레이션에 사용된 재료는 1500MPa급 핫스탬핑 보론강 (HS1500) 1.0mm와 1.4mm 두께를 이용하였다. 이종 강재의 조합에 따른 시뮬레이션을 위해서 추가적으로 DP590 1.0mm와 1.4mm 그리고 DP780 1.0mm와 1.4mm의 강재를 이용하였다. 각각 두께 조합에 따른 동종 및 이종강종에 대한 조합으로 총 7가지 조합에 대하여 Table 1과 같은 용접조건으로 시뮬레이션 하였고 각 재료의 화학적 성분은 Table 2와 같다.

Simulation condition

Chemical composition (wt%)
3. 저항 점 용접 시뮬레이션 결과
저항 점 용접에서 용접성을 표현하는 방법으로 주로 사용되는 방법이 로브곡선을 활용한다8). 일반적으로 로브곡선은 ISO-14327에 따라 도출하며 기존 연구9)에서는 3.5
시뮬레이션의 결과는 실제 용접 결과가 매우 유사한 것을 확인할 수 있었고10-13), 에서 보는 바와 같이 본 연구에서는 실험적 방법이 아닌 시뮬레이션을 이용하여 용접부 너겟의 지름을 측정하였다.
Fig. 2는 HS1500 1.0mm의 동종소재에 대한 시뮬레이션 결과이다. Fig. 2에서 보는 바와 같이 가로축은 용접 전류가 세로축은 용접 시간과 가압력이 표시되어 있으며, 각 조건별로 용접부 너겟의 지름이 숫자로 표시되어 있다. 그림에서 보는 바와 같이 전류가 커질수록 용접시간이 길어질수록 그리고 가압력이 작아질수록 용접부 너겟의 크기가 커지고 있다. 실험에 사용된 그림에서 각각의 용접조건에 따른 용접부 너겟 지름 값을 나타내었고, 왼쪽은 너겟의 형성이 되지 않는 경우 혹은 최소 허용 너겟 지름 보다 낮은 구간이며, 상한의 경우는 스패터가 발생한 구간이다. Fig. 3은 HS1500 1.0t의 로그곡선이다. 로브곡선에서 너겟 지름 미달, 적정 용접구간, 및 스패터 영역을 각각의 색깔로 구분하였다. 너겟 지름 미달영역은 회색으로 스패터 영역은 적색 그리고 중간부분인 적정 용접구간은 녹색으로 표현하였다.
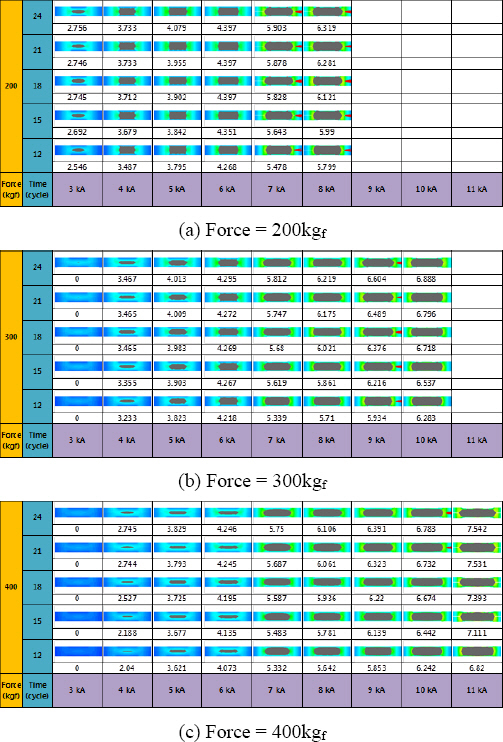
Nugget diameter for HS1500 steel sheets according to welding conditions
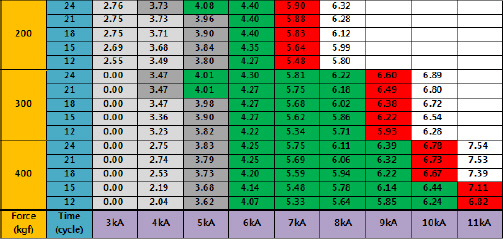
Welding lobe curve for HS15001.0mm sheets
로브곡선에서 가압력이 증가할수록 너겟의 지름은 감소하는데 이것은 가압력이 증가하면서 접촉저항이 감소하고 이로 인하여 용접부의 발열이 감소하기 때문이다. 그러므로 가압력이 커질수록 로그곡선의 적정 구간이 고전류 쪽으로 이동한다.
4. 너겟 지름 예측 모델 개발
4.1 시뮬레이션 조건
본 논문에서는 저항 점 용접부의 너겟 지름을 예측할 수 있는 모델을 제안하였다. 일반적 실험은 조건에 따라 이산(discrete)의 조건에 대한 결과를 확인할 수 있다10). 하지만 예측 모델을 개발하면 실험을 하지 않고도 중간값에 대한 정보를 있어 유용하게 사용할 수 있다. 본 연구에서 사용된 데이터는 시뮬레이션을 통한 1500MPa급 강재의 저항 용접 특성 (I) -저항 점 용접의 로브곡선 특성 분석의 데이터를 활용하였다.
용접부 너겟 지름을 예측하기 위해 회귀 분석을 사용하여 모델을 개발하였다. 회귀모델은 1차, 2차, 비선형등의 다양한 모델로 구성할 수 있다. 그러나 본 논문에서 사용된 회귀모델은 항의 계수가 2차인 2차 다항 회귀모델(second order polynomial regression model)로 식은 (3)와 같다.
여기서 β는 회귀모델의 계수이다. 회귀모델의 출력변수로 너겟 지름으로 식 (3)의

Coefficient values for optimized 2nd order polynomial regression model
Table 3에서 -는 매우 작은 값을 의미한다. 표와 같이 입력되는 모델의 변수가 많아짐에 따라 다항 회귀모델에서 항의 개수가 많아지고 이것은 과대 추정(overfitting)의 문제점을 갖을 수 있다. 또한 계수값이 매우 작은 변수가 나타나는 문제점을 갖고 있다.
이러한 문제점을 고려하여 통계적으로 유의하지 않는 항의 개수를 줄이기 위하여 모든 선택, 전진선택, 후방제거, 단계별 회귀 중 단계별 회귀 기법(stepwise regression)을 사용하여 회귀 모델의 항의 개수를 최적화 하였다,
일반적으로 변수선택 방법은 시뮬레이션 조건과 시뮬레이션 결과를 단계별 회귀를 통해 회귀 모델을 아래 식(4)과 나타내었다.
여기서 β는 최적화된 회귀모델의 계수이며 각 입력변수의 첨자와 같다. 회귀 모델의 계수는 최소제곱법(least square method)으로 구하여 오차의 제곱을 최소화 할 수 있도록 하였다. 모델에 대한 계수는 Table 4와 같다.

Coefficient values for optimized 2 order polynomial regression model
4.2 회귀모델의 예측 성능
각 회귀모델의 예측 성능 평가를 위해 시뮬레이션 결과로 얻은 용접부 너겟 지름과 회귀모델로 얻은 너겟 지름의 예측 값의 상관성을 그래프를 이용하여 나타내었다. Fig. 4와 5는 각각 2차 다항 회귀모델과, 최적화된 2차 다항 회귀 모델의 비교 그래프이다. 그림을 통해 2차 모델의 경우 두 개 모두 전체적으로 예측성능이 비슷한 것을 확인할 수 있었다.
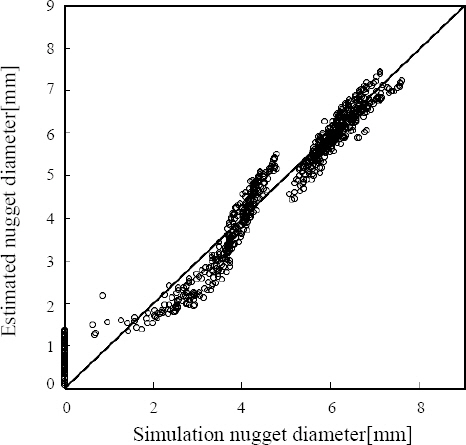
Nugget diameter comparison between simulation values and estimated values for 2nd order polynomial model
두 모델 다 시뮬레이션 의 너겟 지름이 0인 경우 오차가 크게 되는데, 이것은 모든 입력값이 0이 되어야 회귀 모델의 값이 0이 되기 때문이며 회귀모델의 한계적인 부분이라고 할 수 있다. 최적화된 2차 회귀모델의 경우 변수가 적음에도 불구하고 2차 회귀모델과 예측 성능이 비슷한 것을 알 수 있었다.
회귀모델의 예측 성능의 정략적 평가로는 상관계수, 결정계수, F-검증, 평균 오차율 등 다양한 방법으로 수행되어진다4). 본 연구에서는 각각의 모델에 대한 결정 계수(coefficient of determination:R2)와 평균 오차율(average error rate: AER)을 사용하여 모델에 대한 예측 성능을 평가하였다. 평균 오차율과 결정계수의 식은 각각 아래의 식 (5)와 (6)과 같다.
여기서 R2 는 결정계수이고, i 는 데이터 번호, n 은 데이터의 총 개수이다. y 는 시뮬레이션 결과의 인장전단강도,

Coefficient of determination and average error rate for regression model
5. 결 론
본 연구에서는 1500MPa급 핫스탬핑강에 대해 동종재료, 이종재료, 동종두께, 이종두께에 대한 저항 점 용접 특성을 시뮬레이션을 수행하였고 용접부의 너겟의 지름을 예측할 수 있는 모델을 제안하였다.
1) FEM 시뮬레이션을 이용하여 핫스탬핑강의 두께 1.0mm와 1.4mm의 동종 강판과 1.0mm와 1.4mm의 이종 두께 강판에 대하여 로브곡선 제안하였다.
2) 시뮬레이션 결과를 근거로 하여 용접부의 너겟 지름을 예측할 수 있도록 용접전류, 용접시간, 전극 가압력, 2가지 소재의 강재의 재질, 두 강재의 두께를 입력인자로 하는 2차 다항 회귀 모델을 제안하였다.
3) 많은 입력 인자로 부터 단계별 회귀 기법(stepwise regression)을 도입하여 최적화된 2차 다항 회귀모델을 제안할 수 있었다.
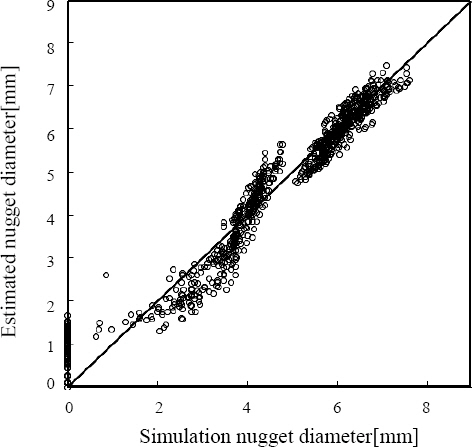
Nugget diameter comparison between simulation values and estimated values for optimized 2nd order polynomial model
4) 2차 회귀모델과 최적화 모델의 예측 성능을 결정 계수와 평균 오차율로 평가하였으며 결정계수는 각각 0.955, 0.951 이며, 평균오차율은 모두 0.169였으며, 그 결과 두 모델 모두 비슷한 예측성능을 갖고 있음을 확인 할 수 있었다.
Acknowledgements
이 논문은 2014학년도 부경대학교 연구년[II] 교수 지원사업에 의하여 연구되었음 (C-D-2014-0716)