아크열원 DED 공법의 STS 316L 와이어송급 적층공정 및 기계적물성 평가
Parametric Study of STS 316L Deposition with Arc and Wire Additive Manufacturing
Article information

Abstract
Additive manufacturing of novel metals has received much attention as an alternative to traditional subtractive manufacturing because of its high material efficiency (cost reduction in terms of material efficiency or the Buy-to-Fly ratio), shorter lead time and higher design flexibility (new design possibilities). When compared with the laser and powder additive manufacturing, the arc and wire additive manufacturing is known to have higher material efficiency, higher deposition rate, and cheaper investment and maintenance. Therefore, in this work, we used cold metal transfer (CMT) gas metal arc welding (GMAW) for arc and wire additive manufacturing of STS 316L and perform a parametric study. It was found that the cooling time for the interpass temperature to cool down to 350°C is dependent on the number of the deposition layer and the travel speed. We also investigate the effect of the travel speed, the travel direction, the contact tip to work distance (CTWD) and number of the deposition layer on the characteristics of the deposited sample. The spatial inconsistencies of the tensile strength and the hardness are observed to increase as the travel speed is increased. Finally, we find that anisotropic metallurgical properties are observed throughout the deposited STS 316L.
1. 서 론
3D 프린팅은 기존의 선삭, 밀링, 연삭과 같은 절삭가공과 달리, 적층물을 한층씩 쌓아 3차원형상을 만들어 내는 제조공법이다. 형상학적 자유도가 높고 다품종 소량생산 시 금형제작 등과 관련한 생산비 절감이 가능하기 때문에, 시작품제작 (Rapid prototype) 단계에서 주목을 받아왔고 최종부품 제작까지 사용범위가 점차 확대되고 있는 추세이다1,2). 초기에는 주로 녹는점이 낮은 플라스틱 소재를 중심으로 기술발전이 이루어졌다. 최근에는 항공우주, 에너지, 국방, 의료분야에서 고기능성 제품의 다품종 소량생산의 수요가 증가하는 추세로, 이에 대응하여 금속 3차원 적층에 대한 연구가 이루어지고 있다3). 금속적층은 PBF (Powder Bed Fusion) 방식과 DED (Direct Energy Deposition) 방식으로 구분할 수 있다4). PBF방식은 금속분말 층에 레이저나 전자빔과 같은 고에너지를 조사하여 용융결합을 하는 방식이다. 형상정밀도와 형상자유도가 높으나 선택적 분말소결의 특성상 적층밀도가 낮고 용융균일도 확보가 어렵다5). 일반적으로 DED방식은 레이저열원과 분말 공급 방식을 주로 사용한다. DED방식은 PBF방식보다 상대적으로 높은 적층밀도의 확보가 가능하여 높은 강도를 확보할 수 있다. 또한 적층 쳄버(Chamber)를 사용하지 않을 경우 대형구조물의 자율형상 제조에 유리하다. 따라서 고기능성 부품의 생산, 수리, 재생, 보강에 적용하기 위한 활발한 연구가 이루어지고 있다6). 그러나 DED방식은 고가의 레이저장비로 인한 높은 초기 투자비용과 투자 대비 낮은 생산성 그리고 금속분말로 인한 작업환경 오염과 후가공의 문제점을 가지고 있어 상용화의 한계가 있다.
이러한 문제점에 대한 대안으로 아크열원의 와이어송급 적층이 연구되고 있다. 와이어 송급 적층을 이용한 DED 방법은 작업 환경의 오염이 적으면서도, 재료효율이 높고 용착량 증가로 인한 대면적층의 효과가 있다7-9). 하지만, 아크 열원의 경우 레이저 열원에 비해 투자대비 생산성이 높으나 입열량 제어가 정밀하지 못하여 열영향부(Heat Affected Zone)에서 오스테나이트계 합금의 액화균열 및 티타늄 합금의 상 형성으로 인한 기계적 물성 저하 등 품질 저하가 발생한다10,11). 또한 아크열원으로 인한 열 변형과 시편 내 열 누적은 적층 형상의 정밀도를 낮추고 시편 내 냉각시간의 차이로 인한 물성의 저하를 야기한다12-14).
이러한 문제점을 해결하는 것에 있어 일정한 층간온도를 유지하는 것은 중요하다. 층간온도은 적층된 비드의 최대 온도로써 적층 구조물의 형성과정에서 입열누적으로 인한 형상 정밀도 확보의 어려움과 적층부 물성의 변화, 제작시간 등 제품의 생산에 대한 품질 및 생산성을 영향을 미치는 공정변수이다. 따라서 적층품질의 향상과 반복 재현성을 높이기 위해서는 공정 중 층간온도에 대한 제어가 필요하며, 이에 따른 공정평가가 필요하다.
본 연구에서는 GMAW(Gas Metal Arc Welding)를 이용한 금속 3차원 적층 공정 최적화를 위한 공정변수를 평가하였다. 입열로 인한 적층부의 품질저하를 방지하기 위하여 short circuit mode의 아크열원을 적용하였다. 평가된 변수는 층간온도 및 냉각시간, 적층속도, 적층방향, CTWD (Contact Ttp to Work Distance)이며 이에 따른 형상, 경도, 인장을 평가하여 아크열원을 이용한 DED 방식의 3D 프린팅의 적용성을 보이고자 한다.
2. 실험장치 및 방법
시험편은 Fig. 1 (a)에 나타낸 바와 같이 20 mm 두께의 STS 316L 강판 위에, 동종의 0.9 mm 직경 와이어를 사용하여 적층하여 제작하였다. 용접 전원으로 Fronius사의 CMT 용접기의 short circuit mode를 적용하였으며, 와이어 송급속도는 7 m/min (132 A, 13.7 V)으로 고정하였다. 정밀 이송을 위해 토치를 6축 로봇에 고정시키어, 토치 각도가 모재에 수직이 되도록 하였다. 용접부의 보호를 위하여 20 l/min 유량의 아르곤 가스를 송급하였다. 입열에 영향을 미치는 적층속도 (Travel Speed, Vt)와, 층간온도 및 CTWD 그리고 적층방향을 실험변수로 하여 이에 따른 적층특성을 살펴보고자 하였다. 적층의 층간온도(Interpass Temperature, Ti)는 생산성과 품질에 영향을 미치는 중요한 공정변수이다. 때문에 열화상 카메라를 사용하여 Fig. 2와 같이 적층부의 측면온도를 실시간으로 측정하였다. 각 레이어(Layer)의 적층은 선행 적층 레이어가 목표 온도까지 냉각된 후에 진행하였다. 열화상 카메라로 온도를 측정하는 경우 표면방사율의 경우 금속의 종류에 따라 다르게 적용해야 한다. 적층부의 표면방사율을 확인하기 위하여 K-type의 열전대를 사용한 온도의 측정값과 열화상 카메라를 통해 측정된 온도 데이터와 비교하는 사전 실험을 실시하였으며, 이를 통해 열화상 카메라에 표면방사율을 0.93으로 적용하였다. 표면의 거칠기가 물성에 미칠 수 있는 영향을 배제하고자 인장시험편의 표면은 가공연마처리 하였다. 인장시험편은 KS B 0801 규격을 바탕으로 평행부의 폭이 25 mm, 평행부의 길이가 60 mm 가 되도록 가공하였다. 각 적층조건에 대하여 3회 반복한 후 인장시험을 실시하여 평균값을 구하였다. 경도시험편은 적층물의 높이 10, 60, 110 mm 에서 각 3부분 총 9부분 채취하였으며, 200 gf의 힘으로 10 s 의 유지시간 동안 가압하여 측정하였다. 적층시험편의 조직관찰을 위하여 HCl+HNO3+HF (Keller’s etchant)로 표면을 부식시킨 후 주사전자현미경과 광학현미경을 통해 관찰하였다.
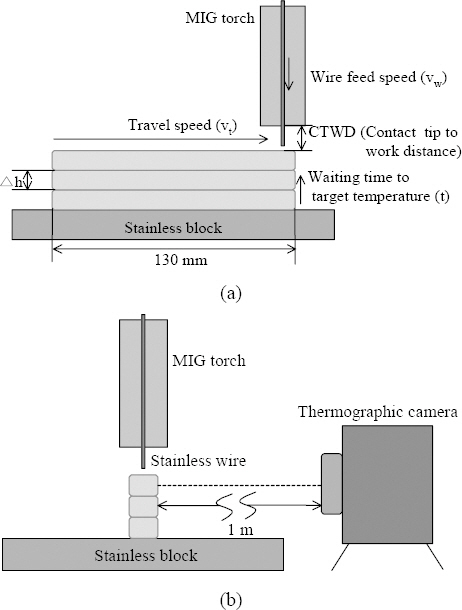
(a) Definition of the welding variable (b) Schematic diagram of experimental set-up
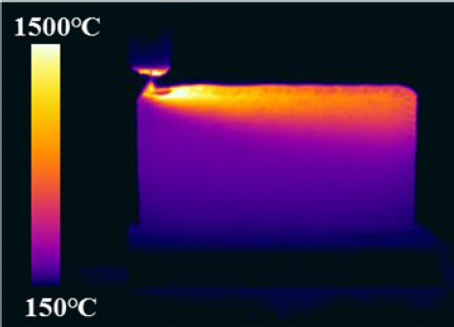
Thermographic image of a STS 316L deposition process
3. 실험결과
3.1 냉각시간과 실험변수와의 상관관계
실험 변수에 따라 일정한 층간온도를 유지 하기 위하여 공냉을 실시 하였으며 이에 따른 냉각시간을 측정하여 Fig. 3에 도시하였다. Fig. 3 (a)에서 Vt가 증가할수록 냉각시간이 감소하는 것을 확인할 수 있다. 또한 일정층 이상 적층되었을 경우 냉각시간이 수렴되는 현상을 관찰하였다. 이러한 냉각 시간의 수렴 현상은 적층물의 형상의 변화에 따른 열 확산의 변화로 판단된다. 아크열원을 통한 입열은 적층부와 대기로의 열대류와 모재로의 열전도로 확산된다. 적층이 진행됨에 따라 적층부의 높이가 증가하게 되며, 이에따라 적층부의 대기와 맞닿는 면적의 증가하여 열 대류로 인한 확산이 커지게 된다. 열전도를 통한 열의 확산은 입열이 가해진 적층부와 사전 적층된 부분을 통하여 모재로 이동한다. 적층이 진행됨에 따라 사전 적층된 적층부 높이의 증가로 인하여 모재로의 열전도로 인한 열의 확산은 저하 된다. 또한 실험에 사용된 소재인 STS 316L의 낮은 열전도율로 인하여 모재로의 열의 확산이 저하되기 때문에 열전도로 인한 열의 확산 효과는 감소한다. Fig. 3 (b)에서 동일한 입열의 조건에서 층간온도의 차이를 두어 냉각시켰을 때 냉각시간은 층간온도가 증가함에 따라 감소하지만 유사한 층에서 수렴하는 경향을 보인다. 이는 열전도로 인한 열의 확산이 적층물의 높이의 증가에 따라 저하되는 것을 나타낸다.
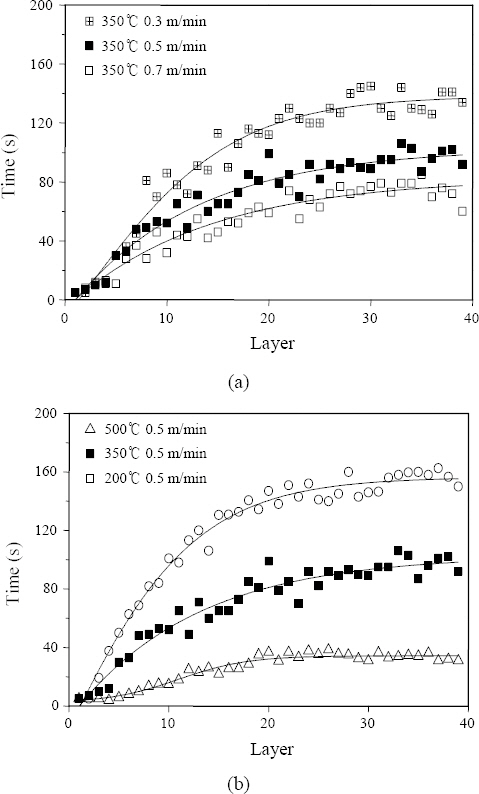
(a) The cooling time for the interpass temperature to cool down to 350°C for three different travel speeds: Vt = 0.3, 0.5, 0.7 m/min (b) The cooling time for the interpass temperature to cool down to three different values: Vi = 500, 350, 200 °C
3.2 공정변수별 적층성
각 적층속도별로 (Vt = 0.3, 0.5, 0.7 m/min) 40층 적층 후 적층 높이를 적층수에 따라 측정하여 Fig. 4 에 도시하였으며 적층속도의 변화에도 안정적인 적층부의 증가를 확인하였다. Fig. 4 에 제시된 Vt의 변화에 따른 적층비드 높이 ∆Height와 적층부의 가공 후 최대 사용가능 범위인 widthmin을 측정하여 Table 1에 도시하였으며. Vt의 증가에 따라 ∆Height와 widthmin이 감소되는 것을 확인하였다, Vt의 변화에 따른 적층구조물과 Vt를 0.5 m/min으로 고정한 후 적층방향과 CTWD 변화에 따른 적층 구조물의 형상을 Fig. 5 에 도시하였다. Fig. 5 (a), (b), (c)의 외관사진에서 보듯 적층속도가 증가할수록 비드의 용착량의 증가로 인하여 표면조도가 증가하는 것을 확인할 수 있다. CTWD의 증가는 인하여 적층 불안정성을 야기할 수 있으나 CTWD의 20 mm까지의 증가에서 적층의 불안정은 확인되지 않았다. Fig. 5 (e) 의 단일방향 적층 시 시작부와 끝부분의 용착량의 차이로 인하여 구조물 시작 부와 끝부분 높이의 편차가 생김을 확인하였으며, 일정층 이상 진행 후 적층부가 균일하게 높이를 유지하며 적층이 진행됨을 확인하였다. 이는 용접 비드의 시작 부와 크레이터의 용착량의 차이로 인해 단일방향 적층에서 누적되는 높이 편차의 현상으로, 적층부의 기울어짐으로 인해 용융풀에 중력으로 인한 흘러내림이 발생하여 적층이 진행되어 시편의 기울어짐이 지속적으로 이루어지는 것으로 판단된다.
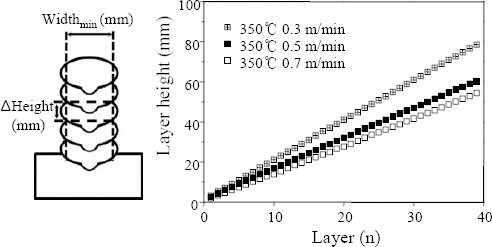
Deposition height with the number of deposition layer (n)

The averaged increment of the height, the minimum width for the travel speed (Vt)
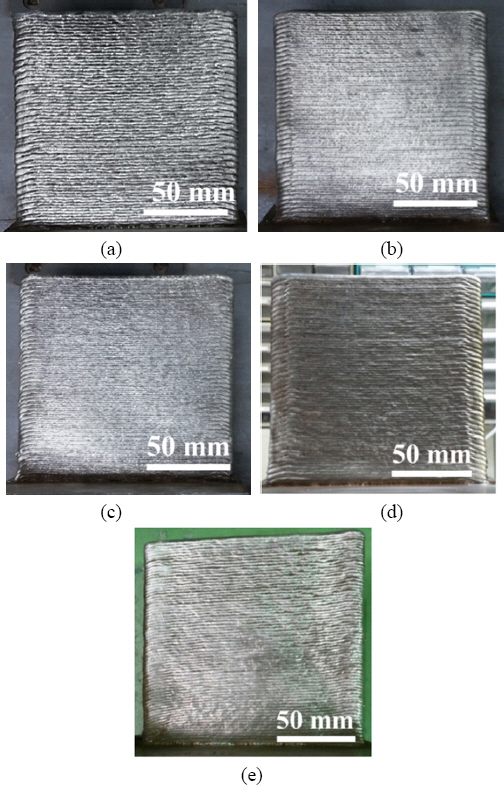
Deposited samples. (a) Vt=0.3 m/min, CTWD=10mm, zig-zag direction, (b) Vt=0.7 m/min, CTWD=10mm, zig-zag direction, (c) Vt=0.5 m/min, CTWD=10mm, zig-zag direction, (d) Vt=0.5 m/min, CTWD=20mm, zig-zag direction, (e) Vt = 0.5 m/min, CTWD=10mm, one direction
3.3 기계적 물성 분석
3.3.1 적층부 인장강도 분석
층간온도 350 °C로 제어된 적층시편을 가공한 인장 시험편을 ASM 규격에 명시되어있는 STS 316L 주조재의 인장강도 및 연신율을 기준으로 최대 인장강도와 연신율을 평가하여 Fig. 6에 도시하였다. 적층방향과 용접방향을 대상으로 평가를 진행하였으며, 인장시험편은 KS B 0801의 14호 시험편으로 가공하여 각 실험조건에 대하여 3회 반복하였다. 인장강도는 기준강도 480 MPa보다 약 60~150MPa 높게 형성되는 것을 확인되었으며, 인장강도는 0.3 m/min의 실험결과를 제외하고 Vt = 0.5, 0.7 m/min의 결과에서 Deposition direction으로 상대적으로 약 50MPa 높게 측정되었다. 연신율은 인장강도와는 반대로 모든 적층조건에서 Travel direction으로 약 10%의 증가를 보였다. 이는 적층부의 방향에 따른 시편내부의 인장강도와 연신율에 대해 기계적 물성의 이방성을 가지는 것을 나타낸다.
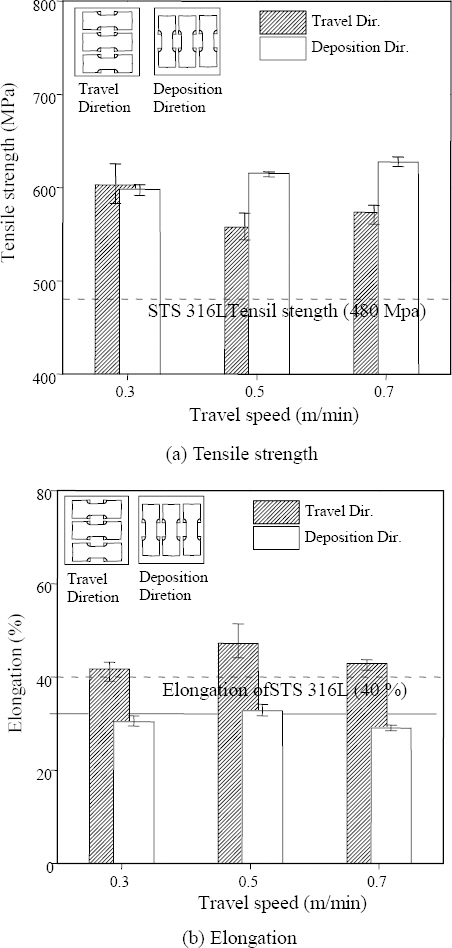
The tensile strength and the elongation of the deposited 316L sample
3.3.2 적층부 경도 분석
적층 시 입열량이 물성에 미치는 영향을 파악하고자 하였다. Ti = 350 °C 조건에서 Vt = 0.3, 0.5, 0.7 m/min으로 130 mm 적층시편을 제작하였다. 경도 시험편은 20 mm × 20 mm으로 적층물의 상단, 중단과 하단에서 각각 3 부위씩 추출하여 준비하였다. Fig. 7 에 속도 별, 위치 별 경도 측정값을 나타내었다. 그래프를 통해 0.3 m/min 조건에서는 위치 별 경도 편차는 크지 않음을 확인하였다. 그러나 용접속도가 증가함에 따라 위치 별 편차가 크게 나타났으며, 같은 위치 내에서도 경도의 편차가 존재하였다. Fig. 8에 0.5 m/min의 용접속도로 적층한 적층물의 경도맵을 나타내었다. 0.5 m/min의 속도로 제작된 시험편의 경우, 높이 방향인 Y축으로 유사한 경도 값이 측정이 되었으나 수평방향인 X축으로는 경도 값의 편차가 크게 분포하는 것이 확인되었다
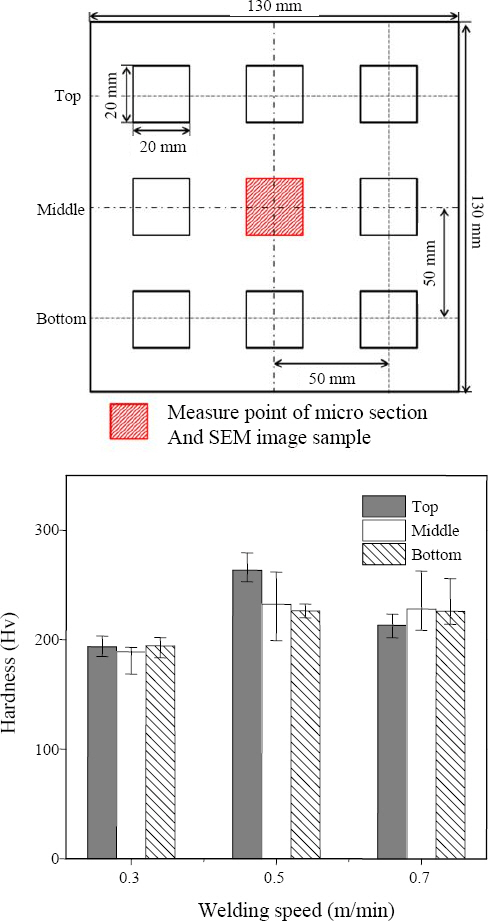
The hardness in terms of the travel speed and the sampling position
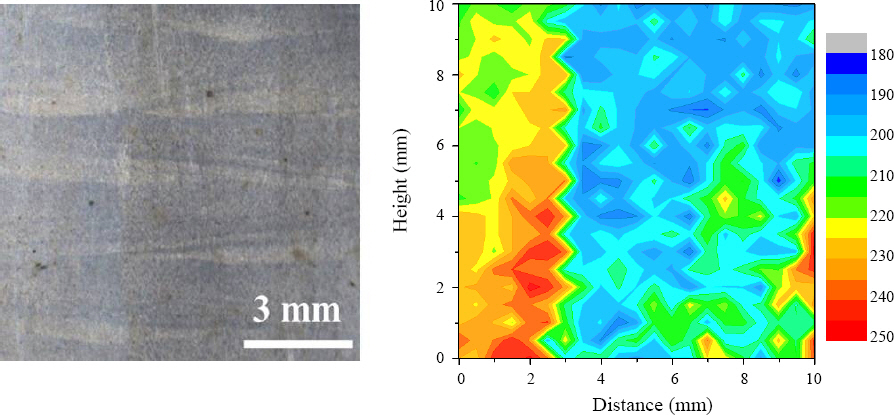
Hardness map of the welds with 0.5 m/min welding speed. The hardness was measured at middle height and center of the specimen
3.3.3 조직 분석
실험에 사용한 STS 316L 용접와이어의 성분을 바탕으로, Creq와 Nieq를 구하였다. 적용 와이어의 Creq와 Nieq는 각각 13.22%, 22.04% 이며 Schaeffler 다이아그램 내에서 AF모드 영역에 위치한다15-27). Fig. 7에 표시되어 있는 영역에서 수지상정의 성분을 EDS를 활용하여 측정하고 Schaeffler 다이아그램에 표시하여 Fig. 9에 나타내었다. 적층물의 Creq와 Nieq는 약 12%, 23 % 이며, 적층 속도에 따른 성분 변화는 미비한 것으로 확인되었다. 용접속도를 변화시켜 적층한 시편의 Longitudi- nal direction으로 연마한 후 에칭하여 Fig. 10에 나타내었다. 적층방향의 수직방향으로 성장하는 에피텍시 성장이 확인되었다 이러한 거동은 부재의 결정성장방향과 용융금속의 성장방향이 일치할 때 발생되는 것으로 오스테나이트계 용융금속의 응고 시 나타나는 응고거동으로도 잘 알려져 있다. 에피텍시 한 영역의 너비는 용접속도나 위치에 따라 조금씩 달라지며, 앞서 언급되었던 X축으로의 경도편차는 이러한 에피텍시 조직의 성장으로 설명이. 가능하다. 0.5 m/min의 용접속도로 제작된 시험편의 경우, 에피텍시 범위에서 주변보다 낮은 경 도가 측정되었다. Fig. 11에 속도별 적층물의 조직을 나타내었다. 속도가 증가함에 따라 에피텍시한 조직의 성장은 둔화되는 것을 확인할 수 있다. 이는 용접속도가 빨라지면서 용접방향에 수직으로 성장하는 조직의 방향성을 해치기 때문으로 판단된다. 수지상정은 오스테나이트로 구성되어 있으며, 수지상과 수지상 사이의 영역은 Cr의 성분이 증가됨에 따라 미세한 페라이트 조직이 관찰되었다. 1차 및 2차 수지상 간 거리는 용접속도에 영향을 받으며, 해당 연구에서는 낮은 용접속도로 적층을 한 경우에서 보다 크게 측정되었다. 용접입열이 누적되면서 먼저 적층된 적층물의 조직이 성장하는 것으로 확인되었으나, 열원에서 멀어질수록 입열의 영향은 미비한 것으로 보인다.
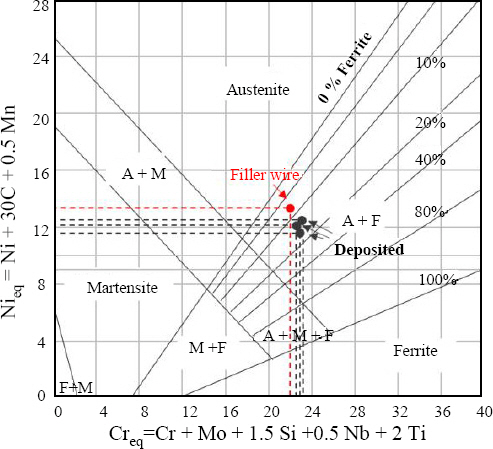
Schaeffler diagram of applied filler wire and weld metal where center point
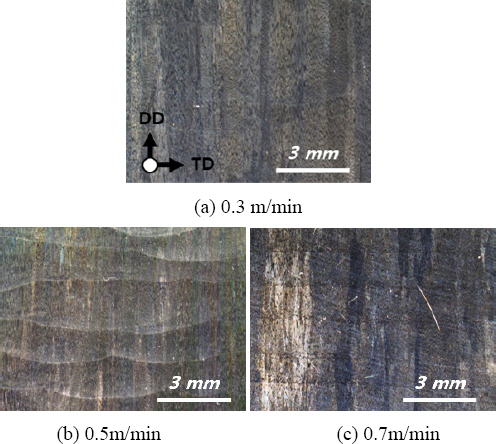
Macro-section images from transverse direction depend on the welding speed (DD: Deposition direction, TD: Travel direction)
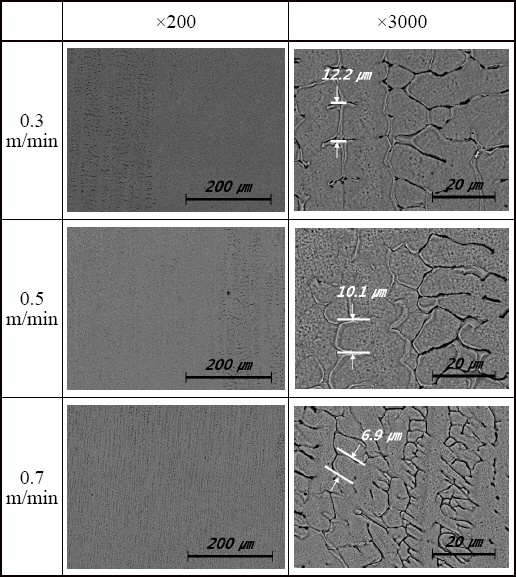
SEM images of the deposited materials
4. 결 론
본 연구에서는 GMAW을 이용한 STS 316L 와이어 적층을 수행하였으며 층간온도에 따른 냉각시간과 공정변수에 따른 적층 특성, 기계적 물성을 평가하여 아래와 같은 결과를 도출하였다.
1) 용접속도와 층간온도의 차이에 따른 실험을 수행하였으며, 이에 따른 안정적인 형상의 적층물을 제작하였다.
2) 냉각시간은 입열의 양과 연관되어 있으며 일정한 층간온도의 유지를 위한 냉각시간의 둔화구간의 위치를 확인하였다. 입열에 따른 적층물의 기계적 물성을 파악하였으며 인장강도 및 경도분포의 이방성을 확인하였다.
3) 에피텍시 한 방향으로 성장하는 조직을 관찰하였으며, 오스테나이트 수지상 의 성장과 Cr의 성분의 증가에 따른 페라이트 상을 확인하였다. 수지상 사이의 거리는 용접속도의 영향을 받으며 적층물의 열원이 멀어질수록 입열의 영향은 감소하는 것으로 확인되었다.